
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ИЗМЕРИТЕЛЬ ПЛОСКОСТНОСТИ ИП-4 ДЛЯ ЛИСТОПРОКАТНОГО ПРОИЗВОДСТВА
Измеритель плоскостности ИП-4 обладает повышенной чувствительностью и геометрическим разрешением, позволяющим измерять тончайшие структуры неплоскостности, которые ранее определить было невозможно. Прибор буквально прочитывает “записанные” на полосе в результате прокатки огрехи работы подсистем стана и может быть использован как в качестве датчика для системы регулирования плоскостности, так и в качестве диагностического инструмента для обнаружения имеющихся или развивающихся неисправностей в отдельных подсистемах стана.
Электронно-оптический измеритель ИП-4, основанный на оригинальном принципе, по сравнению с функциональными аналогами [1, 2, 3, 4] обладает рядом преимуществ.
Главными из них являются:
-существенно более высокая чувствительность, позволяющая измерять неплоскостность на уровне 0.01 I,
-существенно более высокое пространственное разрешение (до 250 обмеряемых стрипов),
-будучи расположен на некотором расстоянии от полосы по бокам рольганга, прибор не требует дорогостоящих мер по тепловой защите,
-благодаря примененному принципу измерения прибор устойчив к вибрации полосы, брызгам, туману, окалине,
-принцип действия прибора и найденные алгоритмы обработки первичной информации позволяют применять его и для контроля плоскостности отдельных листов.
Благодаря высоким чувствительности и геометрическому разрешению в приборе решена задача измерения плоскостности при прокатке полосы под натяжением, что отсутствует во всех функциональных аналогах, использующих электронно-оптический метод измерения.
Краткое описание ИП-4
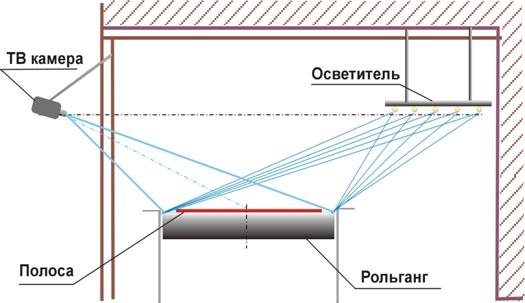
Рис.1 Схема размещения ИП-4 на стане 2000.
ИП-4 включает осветитель и ТВ камеру, установленные по обеим сторонам рольганга. Осветитель формирует на проходящей через зону измерения полосе поперечный блик, “видимый” ТВ камерой. ТВ камера передает изображение в специальный блок аналогового процессора (БАП), где из него извлекаются формообразующие признаки, которые далее в компьютере пересчитываются в относительные удлинения (ОУ) по отдельным стрипам. Стрип – это лентообразный участок полосы в направлении движения, выделяемый оптической системой ТВ камеры. Вся ширина полосы разбита растром ТВ камеры на множество (до ~250) прилежащих друг к другу стрипов. Относительные удлинения, выражаемые как ![]() (где
(где ![]() - длина i - го стрипа,
- длина i - го стрипа, ![]() - длина самого короткого стрипа) представляются в международных единицах I Unit. 1 I = 10 мкм/м. Таким образом, прибор выдает поперечное распределение относительных удлинений (РОУ).
- длина самого короткого стрипа) представляются в международных единицах I Unit. 1 I = 10 мкм/м. Таким образом, прибор выдает поперечное распределение относительных удлинений (РОУ).
РОУ в отсутствие натяжения отражает неравномерность расхода металла в растворе валков. В присутствии натяжения ИП-4 пересчитывает РОУ в неравномерность расхода металла в растворе валков (РРМ). РОУ и РРМ (в зависимости от наличия или отсутсвия натяжения) непосредственно могут быть использованы для регулирования плоскостности полосы в процессе прокатки.
Основные характеристики ИП-4
ДИАПАЗОН ИЗМЕРЕНИЯ РОУ/РРМ 0,1 I - 600 I ( 1 I = 10 мкм/м )
ТОЧНОСТЬ ИЗМЕРЕНИЯ РОУ/РРМ не хуже 10%
КОЛИЧЕСТВО ОБМЕРЯЕМЫХ СТРИПОВ от 50 до 250 на всю ширину полосы
ЧАСТОТА ПЕРВИЧНЫХ ИЗМЕРЕНИЙ 50 Гц
ЧАСТОТА ВЫДАЧИ РЕЗУЛЬТАТОВ до 1 Гц
ПРОКАТЫВАЕМЫЙ МЕТАЛЛ любой
СКОРОСТЬ ПОЛОСЫ до 25 м/с
ШИРИНА ПОЛОСЫ любая, допускаемая стандартами
ТЕМПЕРАТУРА ПОЛОСЫ до 1200![]()
ПОВЕРХНОСТЬ ПОЛОСЫ сухая или с остатками охлаждающей жидкости
Прибор может одновременно использоваться в трех аспектах:
-в качестве датчика плоскостности для системы автоматического или ручного регулирования,
-в качестве прибора, поставляющего информацию для определения последующего использования прокатанного металла,
-в качестве диагностического инструмента для обнаружения имеющихся или развивающихся неисправностей в отдельных подсистемах стана, а также для тонкой настройки технологических режимов прокатки.
В соответствии с этим различаются группы пользователей и способы подачи им измерительной информации.
Использование ИП-4 для регулирования
В качестве датчика для системы регулирования плоскостности прибор в реальном времени выдает в АСУТП стана (или на экран вальцовщика при ручном регулировании) результат измерения по порции полосы, которая прокатилась через измерительную зону прибора в течение предыдущего кванта времени. Длительность кванта определяется необходимостью фиксировать формообразующие признаки на участке полосы, содержащем не менее 2.5 длин волн, что обеспечивает необходимую точность измерений. Информация на экране вальцовщика обновляется с периодом в 1 секунду. Это дает возможность при скоростях прокатки от 2 до 20 м/с оперативно принимать решения о воздействии на органы регулирования.
Формат измерительной информации, выдаваемой ИП-4 для системы автоматического регулирования зависит от требований конкретной системы. В случае ручного регулирования информация выдается на экран вальцовщика в двух видах.
-в виде “Текущего сечения РОУ” (рис. 2),
-в виде “Растущей аксонометрии” (рис. 3).
Рис. 2 “Текущее сечение РОУ”
На рис. 2 по оси абсцисс отложена ширина полосы в миллиметрах с началом координат на оси рольганга. По оси ординат представлены ОУ в единицах I. Кривая обновляется с периодом в 1 с, и отражает плоскостность полосы, которая в течение предыдущей секунды проходила через измерительную зону. В частости, на рис. 2 в районе поперечной координаты –430 мм виден смещенный короб с максимальным ОУ ~47 I.
Рис. 3 “Растущая аксонометрия”
На рис. 3 текущие сечения РОУ выстраиваются по мере появления друг за другом в аксонометрической проекции, формируя таким образом некоторую условную поверхность. Здесь по оси X – ширина полосы в миллиметрах с началом координат на оси рольганга, по оси Y – номер текущего сечения (т. е. время прокатки полосы в секундах), по оси Z – относительные удлинения в единицах I. Растущая аксонометрия дает представление о предыстории процесса и позволяет зрительно обнаруживать тенденции изменения плоскостности. В частности, на рис. 3 после захвата полосы моталкой на 11-й секунде, когда процесс прокатки принял стационарный характер, на полосе виден периодически возникающий смещенный короб с максимумом в районе поперечной координаты –430 мм. Длина коробленых участков примерно 4-5 секунд. Неплоскостность 30–50 I. Короб перемежается относительно плоскими участками с периодом примерно 10 секунд.
 Рис. 4 Полоса со следами регулирования
Рис. 4 Полоса со следами регулирования
На рис. 4 представлено аксонометрическое изображение полосы, где вальцовщик, глядя на экран ИП-4, с 51-й секунды начал регулировать плоскостность. С 52-ой секунды короб снизился до ~5 I.
Использование ИП-4 для сортировки проката
В качестве прибора, помогающего сортировать прокатанный металл, ИП-4 предоставляет в удобной форме архивированные записи качества прокатанных полос по параметру неплоскостности. Имея возможность быстрого просмотра информации о плоскостности прокатанных за смену полос, пользователи этой группы могут рассортировать полосы по заказам. Информация подается в виде полутоновых изображений (рис. 5).
\023047.bmp = 096

\023206.bmp = 096

\023325.bmp = 096

\023445.bmp = 096

\023707.bmp = 096

\023832.bmp = 096

Рис. 5 Полутоновые изображения группы полос
Здесь по вертикали - ширина полосы, по горизонтали - слева направо время прокатки в секундах, уровнем серого кодируются ОУ. Черный цвет соответствует плоской полосе, белый – очень грубой неплоскостности на уровне 600 I. Промежуточные уровни представляются уровнями серого. Шкала преобразования - логарифмическая. По оси времени элемент изображения в 7 пикселов соответствует 1 секунде, по ширине полосы 1 пиксел - 10 мм.
Этот способ выдачи результатов измерения позволяет с одного взгляда оценить общую ситуацию с плоскостностью группы полос. Он особенно эффективен благодаря своей компактности при массовом просмотре. Передвигая вертикальный скроллер, пользователь может быстро просматривать весь набор полос за выбранный период и проследить, как менялось качество прокатки от полосы к полосе.
На рис. 5 представлен фрагмент, видимый на экране при таком оперативном просмотре. В этом фрагменте легко видеть, как в течение 8 минут, с каждой последующей полосой нарастает периодически возникающая неплоскостность по перевальному краю. При этом период участков неплоскостности примерно постоянен, что указывает на общую причину возникающей неплоскостности.
Использование ИП-4 в диагностических целях
Применение ИП-4 для анализа исправности подсистем стана является совершенно новым аспектом в применении такого рода приборов. Дело в том, что образующаяся при горячей прокатке неплоскостность несет в себе следы многих огрехов работы подсистем стана. Высокая чувствительность и пространственное разрешение прибора позволяют увидеть эти “записанные” на полосе следы и в результате анализа определить их источники.
Этот аспект применения прибора интересен в первую очередь для технологов, определяющих режимы прокатки, и технического персонала, отвечающего за исправную работу отдельных подсистем стана.
Для усиления этих возможностей ИП-4 оснащен дополнительной системой регистрации до 100 физических параметров (цифрует подаваемые из системы управления стана аналоговые сигналы и записывает результаты), которые наиболее сильно влияют на плоскостность, например:
-натяжение полосы;
-скорость прокатки;
-усилия нажимных винтов;
-усилие противоизгиба;
-температуру конца прокатки;
-смещение полосы относительно оси рольганга и т. п.
Для проведения скрупулезного анализа состояния отдельных подсистем прокатного стана и отработки конкретных технологических процессов программное обеспечение прибора содержит мощный математический аппарат в виде набора функций. Он включает возможности:
-извлекать из архива файлы любой полосы,
-строить для этих полос на экране монитора все виды представлений измерительной информации: окно с набором сечений РОУ, окно с аксонометрическим изображением РОУ, окно с полутоновым изображением РОУ, окно с кривыми сопутствующих параметров,
-рассматривать аксонометрическое изображение под различными углами зрения, чтобы более подробно видеть локальные особенности “ландшафта”,
-вырезать из аксонометрического изображения любой фрагмент и увеличивать его для рассмотрения микроструктуры,
-проводить пространственную фильтрацию изображения различными математическими фильтрами с целью выявления закономерностей в низкочастотном и высокочастотном диапазоне,
-производить различного рода математические операции с отдельными кривыми и поверхностями.
Приведем еще несколько примеров выразительности информации, регистрируемой прибором ИП-4.
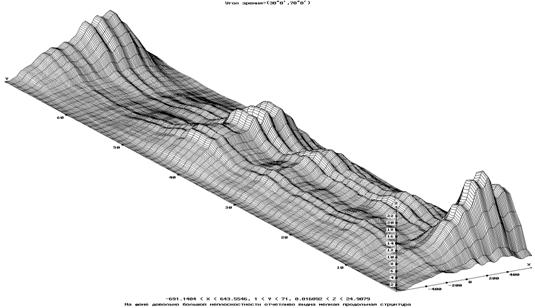
Рис. 6 Полоса с регулярной поперечной структурой
Ниже приводится пример выявления одного и того же дефекта прокатки, зафиксированных в разное время на однотипных станах 2000 ОАО “Северсталь” и ОАО “НЛМК”.
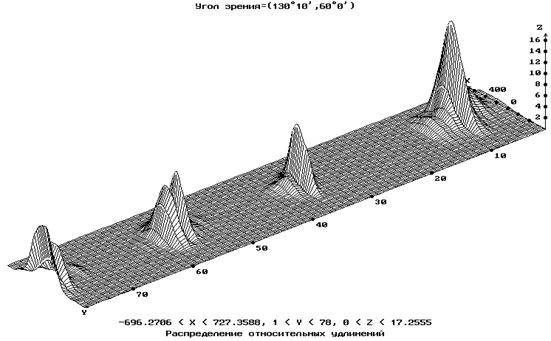
Рис. 7 Полоса, прокатанная на стане 2000 ОАО “НЛМК” в 1997 году.
На рис. 7 представлена полоса, прокатанная на стане 2000 ОАО “НЛМК” (г. Липецк) в 1997 году. Видна периодически возникающая неплоскостность с периодом примерно 20 секунд (12 секунд хорошего плоского металла, затем 6-8 секунд короб на уровне 12 I).
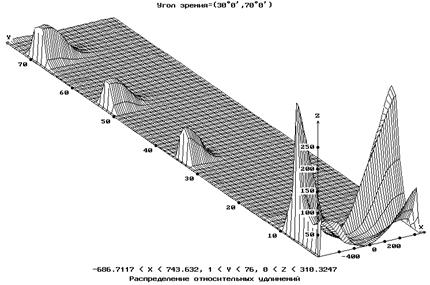
Рис. 8 Полоса, прокатанная на стане 2000 ОАО “Северсталь”.
На рис. 8 представлена полоса, прокатанная в 1999 году на стане 2000 ОАО “Северсталь” (г. Череповец). На том же сортаменте аналогичная картина. Тот же период и та же длина плохих участков. Видимо и причины одни и те же.
Учёт натяжения полосы
Вопрос измерения удлинений в присутствии натяжения полосы волнует создателей автоматических систем регулирования с момента появления первых измерителей плоскостности для горячего проката. Особенной проблемой является прокатка тонких полос, выполняемая при сильном натяжении после захвата полосы моталкой. Начиная с этого момента, невооруженному глазу полоса кажется совершенно плоской.
В условиях сильного удельного натяжения при горячей и особенно холодной прокатке полосы действуют два фактора, влияющие на результат измерения:
-с одной стороны, натяжение полосы улучшает условия формирования плоскостности, способствует выравниванию скоростей истечения металла в растворе валков, вследствие чего полоса, прокатываемая под натяжением, становится более плоской;
-с другой стороны, натяжение сильно растягивает полосу в пределах упругих деформаций, смазывая картину «видимого» коробления.
Возможность приведения результатов измерения к ситуации, как если бы натяжение полосы было снято, базируется на четырёх основных факторах:
1.Даже при самом сильном натяжении на полосе присутствует некоторое коробление (назовём его микрокороблением) на уровне 0,02-0,005 I, которое может быть измерено прибором с достаточно высокой чувствительностью.
2. ИП-4 обладает такой повышенной чувствительностью и надёжно измеряет микрокоробления. Электронный шум прибора находится на уровне 0,00005 I.
3. ИП-4 измеряет плоскостность по всей ширине полосы, разбивая её на большое число прилежащих друг к другу узких лентообразных участков (стрипов) без пропусков и перекрытий.
4. В систему вводится сигнал усилия натяжения.
Это позволило вскрыть физическую взаимосвязь между зарегистрированным микрокороблением и распределением натяжения по отдельным стрипам, и производить соответствующий пересчёт. В результате вычисляется величина неравномерности скорости течения металла вдоль раствора валков (распределение расхода металла - РРМ), которая непосредственно необходима для его (раствора валков) коррекции при автоматическом регулировании.
Выполненные оценки точности вычисления показали, что относительная ошибка близка к относительной ошибке измерения “видимых” удлинений стрипов и не превышает 4-5 %.
Ниже приведено несколько примеров вычисления распределения расхода металла на горячекатанной полосе стана 2000 .
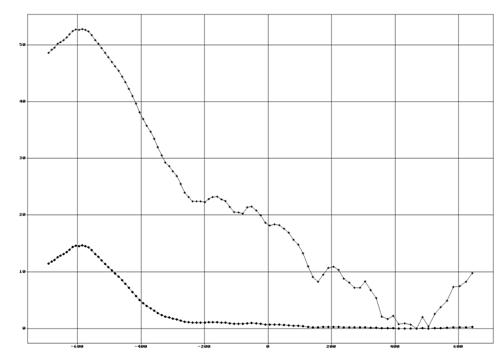
Рис. 9 Одно из измеренных сечений. Нижняя кривая – РОУ. Верхняя кривая –РРМ.

Рис. 10 Другое сечение – очень плоский участок. Нижняя кривая – РОУ. Верхняя кривая –РРМ.
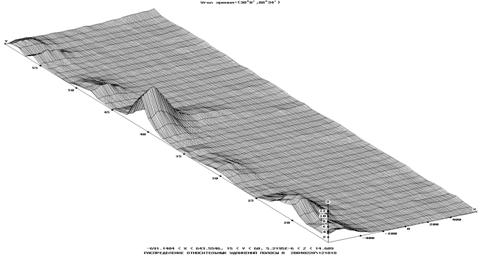

Рис. 11 Аксонометрия РОУ. Здесь максимальная неплоскостность ~ 12 I.

Рис. 12 Аксонометрия РРМ. Здесь максимальная неплоскостность ~ 40 I.
Измерения на станах холодной прокатки
Если на горячих станах величины РОУ и РРМ разнятся в несколько раз, то при холодной прокатке, где удельные натяжения существенно выше, эффект «разглаживания» коробления ещё более значителен. Однако, и здесь присутствуют микрокоробления, и чувствительность прибора позволяет их надёжно измерить, а потом и пересчитать в неравномерность расхода металла вдоль раствора валков.
На рис. 13 представлено аксонометрическое изображение РРМ в процессе «ручного» регулирования плоскостности на стане холодной прокатки алюминиевых сплавов Кварто-1800 фольга» с опорой на результаты измерения прибором ИП-4.
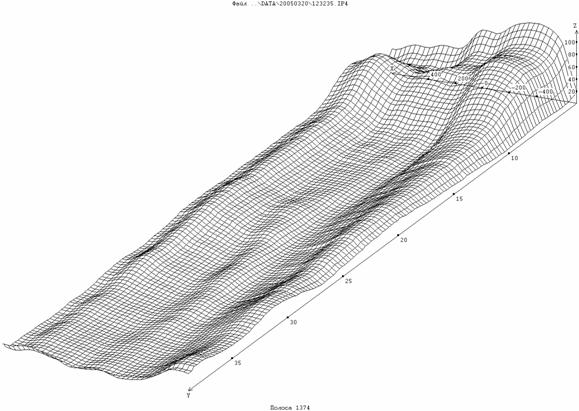
Рис. 13 Аксонометрия РРМ.
Толщина 0,862 мм. Ширина 1442 мм. Удельное натяжение 3,54 кГ/мм2. Скорость 2,77 м/с.
Глядя на экран ИП-4, оператор регулировал расход жидкости в форсунках селектоспрея. Видно, что в процессе регулирования общий уровень неплоскостности снизился со 100 до 30 I.
Ниже приводится несколько примеров сравнительных испытаний ИП-4 и стрессометрического ролика, выполненных на стане 2030 .
Рис. 14 На верхних двух графиках представлены скорость и натяжение полосы в процессе прокатки. Верхнее цветное полутоновое изображение – график плоскостности, измеренный прибором ИП-4, нижнее – график, полученный штатным стресометрическим роликом. Слева масштабный клин. Цифры в единицах I. Видно хорошее совпадение характерных областей.
В основе метода измерений ИП-4 лежит измерение углового положения поверхности. Это даёт возможность увидеть условную поверхность распределения углового положения участка полосы. Ниже прводится пример такой поверхности, полученной на стане 2030 .
Рис.15 Аксонометрия распределения углового положения поверхности для одной из порций полосы. Скорость 0.67 м/с. Удельное натяжение 5.95 кГ/мм2. Толщина 0.77 мм. Ширина 1270 мм. Хорошо видны пространственные структуры, отражающие состояние металла в процессе прокатки.
Измерение плоскостности листов
Измерять плоскостность листов при прохождении их по рольгангу не может ни один из функциональных аналогов [1,2,3,4]. При реализации этого режима использования ИП-4 дополнительно решены проблемы:
-влияния вибраций при движении листа по рольгангу,
-фильтрации оптических неоднородностей поверхности листов (окалина, ржавчина, грязь).
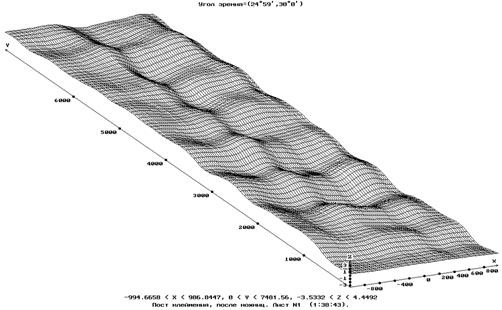
Рис. 16 Пример измеренной формы листа. Стальной лист 8 х 1980 х 7480 мм.
На рисунке 16 изображена действительная форма листа, определенная как отстояние каждой точки поверхности от средней плоскости. Максимальное отклонение вверх составляет 4.5 мм, вниз – 3.5 мм. Масштаб изображения выбран таким, чтобы более рельефно увидеть особенности формы. Визуально, невооруженным глазом на самом листе увидеть такую форму невозможно.
Здесь необходимо отметить, что, хотя данный лист довольно плоский (размах от нижней до верхней точки листа 8 мм), общий характер измеренной формы говорит о больших внутренних напряжениях, внесенных в материал листа правильной машиной, которые ставят под сомнение качество листа для многих приложений.
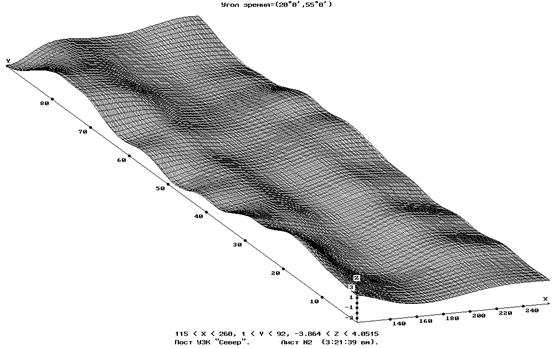
Рис. 17 Пример формы листа. Стальной лист 8 х 1450 х 9200 мм.
На рис. 17 лист по плоскостности примерно такой же (максимальный перепад по высоте 7.9 мм), но поскольку период волн гораздо больше, он имеет меньшие внутренние напряжения.
Ниже представлены результаты измерения листов из титановых сплавов на рольганге стана «2000 прогладочный» ВСМПО-АВИСМА»
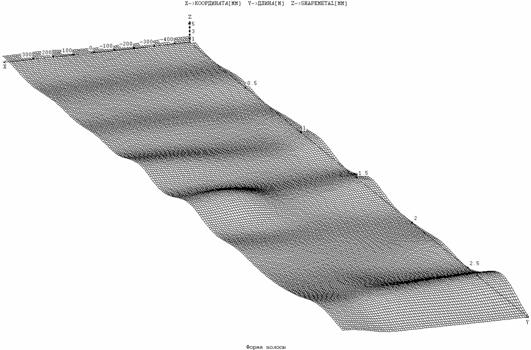
Рис. 18 Пример формы титанового листа из сплава TA 6V Mх1027х2.3 мм.
Рис.19 Форма того же листа, измеренная в неподвижном состоянии на лазерной триангуляционной установке «Оптэл».
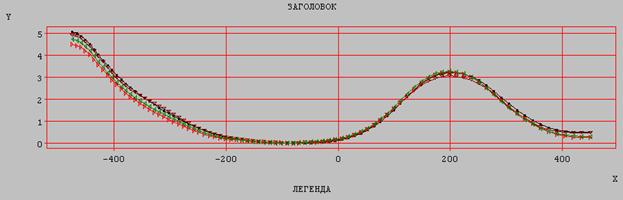
Рис. 20 РОУ измернное для того же листа при четырёх последовательных прогонах: чёрный - при 1-м прогоне, коричневый - при 2-м прогоне, красный - при 3-м прогоне, зелёный - при 4-м прогоне.
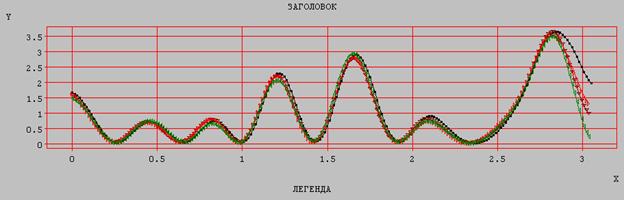
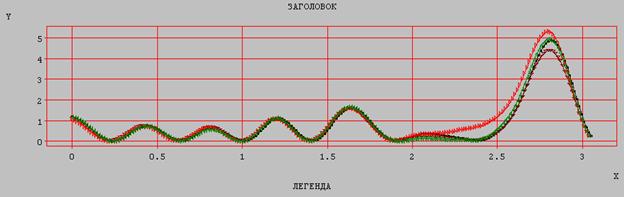
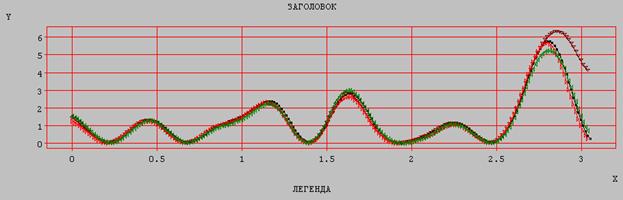
Рис. 21 На верхнем и нижнем графиках крайние стрипы с отступом внутрь листа примерно на 50-70 мм, на среднем графике средний стрип: чёрный - при 1-м прогоне, коричневый - при 2-м прогоне, красный - при 3-м прогоне, зелёный - при 4-м прогоне.
Видно, что во время всех 4-х проходов висящий задний конец (справа на верхнем и нижнем графике) несколько колебался (принимал случайные положения) и давал разные высоты. Средний стрип (средний график) на третьем проходе (красный) несколько (примерно на 1 мм) «выхлопнулся».
Далее представлены результаты совместной статистической обработки данных по высотам, полученным на установке «Ортэл» в статическом состоянии и с помощью ИП-4 в процессе движения листа по рольгангу.
Рис. 22 Матрица СКО высот, измеренных на установке «Оптэл» и ИП-4. Максимальное СКО=1.213 мм. Среднее СКО=0.153 мм
Рис. 23 На верхнем и нижнем графиках крайние стрипы с отступом внутрь листа примерно на 50-70 мм, на среднем графике средний стрип: красный – ИП-4, синий – установка «Оптэл».
Многократный прогон листа показал хорошую сходимость результатов, что указывает на достаточную для практических целей стабильность формы листа при движении его по рольгангу. Среднее СКО=0.175 мм.
Визуальное и статистическое сравнение формы листа, измеренной на рольганге ИП-4 и в статическом состоянии на установке «Оптэл», показывает хорошую сходимость. Среднее СКО=0.153 мм.
Области применения прибора
1.Измерение плоскостности на станах горячей и холодной прокатки и передача результатов измерения в АСУТП стана для регулирования плоскостности в реальном времени.
Прибор устанавливается на выходе стана горячей прокатки. На стане 2000 ОАО “Северсталь” он установлен в 9 м от чистовой клети сразу за штатным шириномером и до установки ламинарного охлаждения.
2.Измерение формы толстых листов в процессе их движения по рольгангу.
Этот режим полезен для применения на выходе листовых горячих станов, на выходе правильных машин и других прокатных агрегатов. Во-первых, по результату измерения на конкретном листе может быть подправлен режим прокатки или правки листов, во-вторых, все прокатанные листы могут быть проконтролированы на соответствие допуску по плоскостности.
3.Измерение плоскостности на станах холодной прокатки и передача результатов измерения в АСУТП стана для регулирования плоскостности в реальном времени.
В данном случае прибор может заместить широко применяемый стрессометрический ролик, в том числе и в работающих системах автоматического регулирования.
Подтверждение точностных характеристик ИП-4
Оценка точностных характеристик проводилась экспериментально-аналитическим методом. При необходимости методика и результаты оценки точностных характеристик может быть предоставлена заказчику в ограниченном (поскольку она содержит ряд «ноу-хау»), но убедительном объёме.
При установке прибора на прокатный агрегат в процессе калибровки предусмотрена процедура подтверждения характеристик точности прибора.
Reference List
1. MITSUBISHI Flatness gauge for hot strip mills, Mitsubishi Electric Corporation, 1989.
2. ROMETER Hot Strip Flatness Gauge, IRM P 107E-002/MAY 89.
3. MITSUBISHI Shape Meter For Cold-Strip Mills, Mitsubishi Electric Corporation, 1989.
4. Planheitregelung-System, SIEMENS A123/UDS6048/10, 1990.
Дополнительная информация о приборе ИП-4 содержится в публикациях:
-труды пятого конгресса прокатчиков (Череповец, 21-24 октября 2003 г.), стр. 85-87,
-журнал "Металлург" №1 2004 г., стр. 41-45,
-журнал "Металлург" №10 2004 г., стр. 49-52,
-англоязычный журнал Steel Times International, April 2004, p. 32-36.
