

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 Использование процесса дефлегмации для выделения головной фракции коньячного производства
Использование процесса дефлегмации для выделения головной фракции коньячного производства
Научно-техническая фирма «ВАНД»
Краснодар, /1, кв.49
Качество коньячного спирта существенно зависит от способа выделения головной (эфиральдегидной) фракции. Правильная реализация процесса позволяет направленно регулировать состав коньячного спирта не только по эфирам и альдегидам, но и по сернистым соединениям, высшим спиртам и ряду промежуточных примесей. Известные способы предусматривают отбор эфироальдегидной фракции путем эпюрирования жидкой фазы (виноматериал, спирт-сырец), что требует относительно больших затрат пара и охлаждающей воды, приводит к повышенной инерционности процесса, которая делает оборудование трудноуправляемым и в большинстве случаев снижает качество коньячного спирта. Наиболее перспективно выделять головную фракцию непосредственно из спиртового парового потока, уходящего из коньячной перегонной колонны.
Для направленного регулирования состава спирта необходимо, чтобы узел эпюрирования обеспечивал разделяющую способность от 3 до 5 теоретических ступеней (тарелок) [1-3] Сведения о разделяющей способности дефлегматоров разноречивы, и по данным различных авторов, она оценивается в пределах 1—3 тарелок. При этом чаще всего процесс дефлегмации рассматривается как мгновенная частичная конденсация пара, эквивалентная одной теоретической ступени взаимодействия фаз.
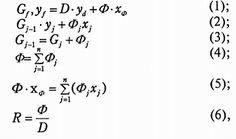 |
Анализ условий работы промышленных дефлегматоров показывает, что в реальных условиях пар некоторое время движется вдоль теплопередающей поверхности и поэтому зависимость изменения параметров может быть выражена системой уравнений многократной последовательной частичной конденсации:
где G, D, Ф — расходы исходного пара, уходящего пара и флегмы;
ур yd, хф — концентрации исходного пара, уходящего пара и флегмы;
Gj, Фj— расходы уходящего пара и флегмы вj '-й стадии процесса;
R — флегмовое число; п — количество стадий процесса.
Количество стадий процесса зависит от организации движения парового потока относительно поверхности теплопередачи и температуры ее охлаждения. Задав величину п и приняв допущения, при которых в пределах каждой j-й стадии процесса устанавливается равновесие между уходящим паром и флегмой (yj=mxj • Xj • тхj - коэффициент распределения равновесий, найденный по значению хj); поверхность теплопередачи каждойj'-й стадии и режим их охлаждения выбраны исходя из
Ф1=Ф2=...= Фп =const, систему уравнений (1)—(6) можно преобразовать к виду:
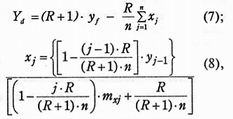 |
где j - порядковый номер рассматриваемой стадии дефлегмации.
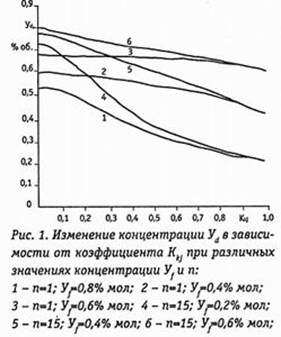 Решение системы (7)-(8) для смеси этанол-вода было получено методом постепенного приближения. Согласно рис. 1, теоретическая многократная последовательная дефлегмация (n>1) обладает большей разделяющей способностью, чем мгновенная (n=1)
Решение системы (7)-(8) для смеси этанол-вода было получено методом постепенного приближения. Согласно рис. 1, теоретическая многократная последовательная дефлегмация (n>1) обладает большей разделяющей способностью, чем мгновенная (n=1)
Максимальный эффект разделения достигается при выполнении условия n— со, kk] -> О,
где kkj =G./G. ,=R/R+l=const, kkj - коэффициент степени конденсации пара вj'-й стадии процесса. При этом концентрация уходящего пара yd стремится к точке азеотропа.
![]()
В качестве параметра, характеризующего разделяющую способность дефлегматора, можно использовать коэффициент разделения Pg, представляющий отношение легколетучего компонента в уходящем паре к количеству легколетучего компонента в исходном паре.
С учетом уравнений (7) и (8) из (9) для теоретического процесса, когда выполняется условие (9), получаем
 |
В общем случае наблюдается существенная зависимость коэффициента Pg от концентрации yf и коэффициента степени конденсации пара Kkj (рис. 2).
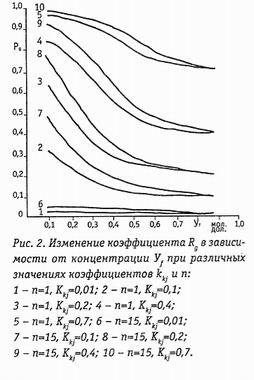 Следует отметить определенную «нечувствительность» дефлегматора к изменению коэффициента kkj в области kkj<0,05, что соответствует R>19,0. В этой области изменение расхода флегмы практически не сказывается (или сказывается несущественно) на величине yd и Pg. Для концентрации yf >0,5 мол. доли изменение параметра Р и yd становится незначительным. Это объясняется приближением величины mxj в этой области к 1 и заметным снижением разделяющей способности дефлегматора. При значениях п>15 наблюдается резкое снижение значений коэффициента kkj и в пределах каждой j-й стадии процесса. В области, где концентрация у>0,5 мол. доли, влияние п на выходные параметры процесса дефлегмации существенно ниже, чем при yj<00,5 мол. доли.
Следует отметить определенную «нечувствительность» дефлегматора к изменению коэффициента kkj в области kkj<0,05, что соответствует R>19,0. В этой области изменение расхода флегмы практически не сказывается (или сказывается несущественно) на величине yd и Pg. Для концентрации yf >0,5 мол. доли изменение параметра Р и yd становится незначительным. Это объясняется приближением величины mxj в этой области к 1 и заметным снижением разделяющей способности дефлегматора. При значениях п>15 наблюдается резкое снижение значений коэффициента kkj и в пределах каждой j-й стадии процесса. В области, где концентрация у>0,5 мол. доли, влияние п на выходные параметры процесса дефлегмации существенно ниже, чем при yj<00,5 мол. доли.
Вводя коэффициент полезного действия дефлегматора hg виде отношения разделяющих способностей реального процесса (Pgp) и теоретического (Pg), получаем уравнение
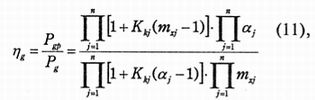 |
где aj - коэффициент дефлегмации, характеризующий соотношение концентрации пара и флегмы в реальной j-й стадии процесса.
l <= aj<= mxj, (12);
уj=аj*хj. (13).
Согласно расчетам, проведенным по уравнению (11) для предлагаемых частных случаев реального процесса, с увеличением числа стадий процесса п снижается коэффициент hg. Очевидно, для реального процесса существует некоторое оптимальное значение п, при котором будет наблюдаться максимальное разделение компонентов в дефлегматоре.
Из-за отсутствия в литературе данных для определения значений а. и невозможности обсчета реального дефлегматора были проведены промышленные исследования реального процесса.
На коньячной вихревой перегонной установке модели ВАНД (г. Калараш, Молдова) установили дополнительный горизонтальный дефлегматор, что позволило выделять эфиральдегидную фракцию, пропуская пар последовательно через два дефлегматора с теплопередающей поверхностью 16 м2 каждый.
Перегоняли виноматериалы крепостью 9,8 %об. Концентрацию исходного парового потока yf определяли на входе в первый дефлегматор, а концентрацию yd — на выходе второго дефлегматора. Укрепление пара в дефлегматорах оценивали по коэффициенту укрепления:
Kg = yd/yf (14).
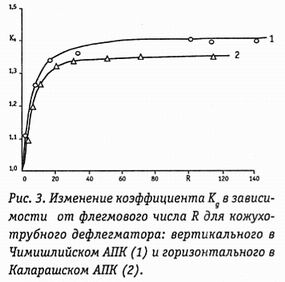
Проведенные исследования показывают, что процесс дефлегмации позволяет проводить устойчивый отбор эфираль-дегидной фракции в широком диапазоне ее расхода (0,1-15,0 % а. а.), рис. 3.
 Однако при больших значениях флегмового числа (>20) концентрация эфиральдегидной фракции изменяется незначительно и достигает своего максимального значения, равного 84, 75%об. При этом прирост концентрации высших спиртов и эфиров отмечен в пределах 6-30 %, альдегидов - 20-40 % в зависимости от их концентрации в исходном паровом потоке. При отборе от 0,1 до 0, 5 % а. а. эфиральдегидной фракции головная фракция достигает максимальной концентрации (yd = 84,75 %об.) при крепости коньячного спирта 64,8 %об., что явно недостаточно для направленного регулирования состава головной фракции. Получаемый таким образом коньячный спирт по содержанию основных компонентов не выходит за ограничения ТУ «Спирт коньячный молодой». Полученные данные подтвердили возможность выделения головных компонентов непосредственно из спиртового парового потока. Даже при высокой концентрации этанола (около 80 %об.) в эфиральдегидную фракцию переходит в 1,5—1,6 раза больше высших спиртов, чем остается в коньячном спирте. При выделении эфиральдегидной фракции непосредственно из спиртового парового потока можно регулировать состав коньячного спирта по высшим спиртам.
Однако при больших значениях флегмового числа (>20) концентрация эфиральдегидной фракции изменяется незначительно и достигает своего максимального значения, равного 84, 75%об. При этом прирост концентрации высших спиртов и эфиров отмечен в пределах 6-30 %, альдегидов - 20-40 % в зависимости от их концентрации в исходном паровом потоке. При отборе от 0,1 до 0, 5 % а. а. эфиральдегидной фракции головная фракция достигает максимальной концентрации (yd = 84,75 %об.) при крепости коньячного спирта 64,8 %об., что явно недостаточно для направленного регулирования состава головной фракции. Получаемый таким образом коньячный спирт по содержанию основных компонентов не выходит за ограничения ТУ «Спирт коньячный молодой». Полученные данные подтвердили возможность выделения головных компонентов непосредственно из спиртового парового потока. Даже при высокой концентрации этанола (около 80 %об.) в эфиральдегидную фракцию переходит в 1,5—1,6 раза больше высших спиртов, чем остается в коньячном спирте. При выделении эфиральдегидной фракции непосредственно из спиртового парового потока можно регулировать состав коньячного спирта по высшим спиртам.
Однако, несмотря на большую поверхность теплопередачи, стандартные горизонтальные дефлегматоры не обладают требуемой разделяющей способностью. Причин несколько:
- используемые дефлегматоры многоходовые и охлаждение теплопередающей поверхности по ходам осуществляется неравномерно, что приводит к снижению интенсивности теплопередачи и переохлаждению пленки конденсата; определенная часть трубок, расположенная в центре пучка, работает в режиме не частичной, а полной конденсации соприкасающегося с ним пара; разделяющая способность дефлегматора зависит от скорости обтекания паром теплопередающей поверхности. Используемые в установке ВАНД дефлегматоры общего назначения не предусматривают работу при R->оо. В последний дефлегматор установки поступает не более 20 % общего расхода пара, а на его выходе остается всего от 1 до 3 % парового потока. Этого расхода пара недостаточно для поддержания турбулентного режима движения в пределах всей теплопередающей поверхности; от дефлегматора к дефлегматору и внутри каждого дефлегматора снижается скорость обтекания паром теплообменных трубок; уменьшается коэффициент теплопередачи и требуемая степень конденсации потока достигается за счет повышения расхода воды и переохлаждения поверхности теплопередачи; между корпусом и пучком труб образуется кольцевой канал, через который происходит байпас пара.
Совокупность этих причин ограничивает разделяющую способность стандартного дефлегматора и вынуждает изыскивать конструктивные и технологические решения, направленные на ее увеличение.
При сопоставлении распределения основных компонентов по потокам флегмы и дистиллята дефлегматоров перегонных установок К-5М и ВАНД установлено некоторое отличие в разделяющей способности горизонтальных и вертикальных дефлегматоров.
Для выявления особенностей работы вертикального дефлегматора в режиме отбора эфиральдегидной фракции проведены промышленные исследования в условиях Чимишлийского АПК (Молдова). Для этого модернизировали брагоперегонную установку «Комсомолец» (модель БП-1 Тамбовского машиностроительного завода «Комсомолец», поверхность теплопередачи дефлегматора 25 м2). Спиртовый паровой поток из дефлегматора бражной колонны подавали в дополнительный дефлегматор, а выходящий из него пар направляли в конденсатор установки. Такая схема позволяла отбирать эфиральдегидную фракцию из конденсатора, а коньячный спирт из дополнительного дефлегматора. Модернизированная установка названа ВАНД-КМ.
На установке перегоняли винные дрожжевые осадки крепостью 6,9 %об. Изменяя флегмовое число дополнительного дефлегматора (посредством изменения расхода охлаждающей воды), эфиральдегидную фракцию отбирали из парового потока в пределах 0,2—12,0 % а. а. Полученные результаты, представленные на рис.3, показывают, что вертикальный дефлегматор обладает большим коэффициентом укрепления (kg= 1,405), чем горизонтальный (kg=l,36). Состав эфиральдегидной фракции зависит от величины флегмового числа. Изменение отбора этой фракции от 0,2 до 12 % а. а. повышает концентрацию высших спиртов (на 108 %), средних эфиров (75 %), альдегидов (на 100 %). При минимальном отборе фракции от 0,2 до 0,3 % а. а. достигнута ее концентрация 91,4 %об. при крепости спирта 65,7 %об. Большую разделяющую способность вертикального дефлегматора можно объяснить дополнительным взаимодействием пленки конденсата с паровым потоком на теплопередающей поверхности при ее стекании по трубкам.
Так же как и в горизонтальном дефлегматоре при отборе менее 1,0—3,0 % а. а. эфиральдегидной фракции появляется «нечувствительность» дефлегматора к изменению флегмового числа.
Полученные результаты показали необходимость разработки конструктивных элементов в дефлегматорах, создающих дополнительные зоны взаимодействия пара и флегмы, и обеспечения оптимальных условий конденсации пара, при которых а. -> mxj Этот принцип был реализован в вихревой перегонной установке ВАНД-01.
С учетом вышеизложенного разработана конструкция вихревого кожухотрубного дефлегматора (патент РФ № 000), предусматривающая тангенциальный ввод парового потока, создающий его вращение внутри корпуса дефлегматора и омывание периферии трубного пучка по всей его длине. Оставшаяся часть парового потока выводится через патрубок из центра трубного пучка. Такое размещение паровых патрубков заставляет паровой поток двигаться перпендикулярно к поверхности теплопередающих трубок через их пучок от периферии к центру. Ходы в пучке размещены по концентрическим окружностям, что позволяет по мере снижения расхода пара и повышения его концентрации исключать переохлаждение конденсата.
Описанная конструкция вихревых дефлегматоров использована в коньячных вихревых установка модели ВАНД-01 и универсальных вихревых установках модели ДА-01. Конструкторская документация на изготовление установок передана Тамбовскому заводу машиностроения «Комсомолец» в 1992 году. Начато ее серийное производство.
Установка ВАНД-01 работает на коньячных комбинатах в Калараше, Тирасполе и п. Саратены (Молдова). При диаметре корпуса колонны 0,5 м она обеспечивает среднесуточное производство 600 — 900 дал а. а высококачественного коньячного спирта.
На установках ДА-01 производят яблочный спирт на винзаводах в Молдове (Фалешты) и России (Волгоград). При диаметре корпуса колонны 0,25 м они выпускают 300—480 дал а. а./сутки качественного яблочного спирта. Эти же установки предусматривают возможность не только производства коньячных и плодовых спиртов, но и спирта-сырца из вторичного винодельческого сырья.
Использование вихревых дефлегматоров в установках позволило уменьшить отбор головной фракции с 2,0—3,0 до 0,5—0,8 % а. а., что соответственно повысило выход конечного продукта. Одновременно с этим металлоемкость дефлегматоров снижена на 28—36 % за счет соответствующего увеличения коэффициентов теплопередачи.
Таким образом, промышленные испытания установок подтвердили правильность выбранного направления конструирования дефлегматоров и эффективность их применения в перегонных установках винодельческой промышленности [3].
ЛИТЕРАТУРА:
, , Оборудование спиртовых заводов /М.: Пищевая промышленность. -1975. - С.214-215. Браго-ректификационные установки/М.: Пищевая промышленность. -1970. , , Результаты испытания коньячной вихревой установки ВАНД-02 //Садоводство, виноградарство и виноделие Молдавии. -1990, №4. - C.24-Z5.