
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
Совершенствование ножевых рабочих органов сучкорезных машин бесстружечного резания
05.21.01 Технология и машины лесозаготовок и лесного хозяйства
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Красноярск – 2010
Работа выполнена в Сибирском государственном технологическом университете на кафедре «Технология и оборудование лесозаготовок».
Научный руководитель: - доктор технических наук, профессор
Официальные оппоненты: - доктор технических наук, профессор
- кандидат технических наук, доцент
Ведущая организация: НИИ СтройДормаш
Защита состоится «11» февраля 2011 года в 1000 часов на заседании диссертационного Совета Д 212.253.04 при Сибирском государственном технологическом университете ( г. Красноярск, пр. Мира, 82)
С диссертацией можно ознакомиться в научной библиотеке Сибирского государственного технологического университета
Автореферат разослан « » декабря 2010 г.
Ученый секретарь
диссертационного
совета
доцент, кандидат
технических наук ___________
Общая характеристика
Актуальность. Создание сучкорезных машин в лесозаготовительной промышленности является одной из приоритетных задач. Повышение степени механизации обрезки сучьев на основе сучкорезных машин, имеющих высокое качество обрезки сучьев в е годы был сведен к минимуму в период перехода на рыночную экономику. В настоящее время очистка стволов от сучьев производится в основном вручную, несмотря на то, что доля данной операции составляет более 30% от общих трудозатрат на проведение лесосечных работ. Низкое качество обрезки сучьев снижает сортность круглых лесоматериалов.
Анализ исследований по данной проблеме показал, что основными факторами, определяющими качество работы ножевых контуров сучкорезных машин бесстружечного резания является форма ножей и их количество. При оценке качества работы сучкорезных машин отсутствуют эффективные критерии его оценки, что затрудняет проводить оптимизацию их параметров
Актуальность проблемы заключается в том, что с ростом лесопромышленного производства предполагается увеличение потребности в сучкорезных (сучкорезно-раскряжевочных) машин передвижного и стационарного типов отечественного производства имеющих высокую степень надежности и высокий уровень качества обработки деревьев..
При решении поставленной задачи должны быть разработаны различные комплекты ножевых устройств оптимальных параметров. Минимизация количества ножей бесстружечного резания в рабочих органах сучкорезных машин позволяет значительно упростить их конструкцию и повысить надежность работы.
Механизация обрезки сучьев особенно актуальна в условиях Восточной Сибири. При обосновании параметров рабочих органов сучкорезных машин, с точки зрения улучшения качества обрезки сучьев необходимо учитывать факторы, определяющие особенности сибирских условий: крупномерность древесного сырья, климатические условия, сучковатость различных пород.
Цель работы. Совершенствование рабочих органов сучкорезных машин бесстружечного резания с оптимизацией формы режущих кромок и количества ножей.
Объекты исследований. Технологические процессы обрезки сучьев и машины для их осуществления.
Предмет исследования. Рабочие органы сучкорезных машин.
Научная новизна. Разработана и исследована математическая модель выбора оптимальных параметров рабочих органов сучкорезных машин и методика разработки нормативов качества обрезки сучьев, учитывающих природно-производственные условия лесозаготовок, диапазон нормативно-технологических требований к сырью, позволяющих произвести первичную обработку деревьев с высоким качеством очистки сучьев.
Достоверность научных исследований подтверждается адекватностью разработанных моделей, удовлетворяющих сходимостью экспериментальных и теоретических зависимостей, результатами статистической обработки данных исследований и внедрение.
Апробация работы. Основные результаты исследований, обоснованные положения и рекомендации доложены на научно-технических конференциях по итогам научно-исследовательских работ за гг. в Сибирском государственном технологическом университете (г. Красноярск) на заседаниях кафедры «Технология и оборудование лесозаготовок».
Публикации. По теме диссертации опубликовано 10 работ.
На защиту выносятся следующие положения:
· математические модели, описывающие зависимость качества очистки деревьев от сучьев от количества ножей в рабочем органе, их формы и нормативно-технологических требований;
· методика проведения экспериментов по определению степени качества очистки деревьев от сучьев;
· результаты оптимизации параметров рабочих органов сучкорезных машин при первичной обработке деревьев;
· рекомендации по улучшению качества очистки деревьев от сучьев за счет применения оптимизированных контуров рабочих органов сучкорезных машин бесстружечного резания.
Структура и объем работы. Диссертация состоит из введения, 4 глав, общих выводов и рекомендаций, списка литературы (102 источника) и приложений на 20 страницах. Основная часть изложена на 139 страниц машинописного текста, включая 54 таблицы и 58 рисунков.
Содержание работы
Во введении обосновывается актуальность темы исследования, сформулированы цель и задачи исследований.
В первой главе проведен обзор работ в области копирования формы ствола в процессе очистки сучьев ножами бесстружечного резания.
Одним из основных недостатков проведённой авторами оценки качества ножевых систем является то, что за критерий оценки принята величина зазора, а такой критерий оценки даёт лишь сопоставление ножевых систем относительно друг друга, не учитывая вероятность попадания сучьев в неперекрытые ножами зоны. Форма режущей кромки ножей принята в исследовании произвольно без попытки её дальнейшей оптимизации.
Анализируя содержание вышеизложенных работ, можно сделать следующие выводы:
1. Рабочие органы бесстружечного резания в сучкорезных устройствах индивидуальной обработки стволов позволяют получить высокое качество очистки стволов от сучьев и находят широкое применение.
2. Качество очистки стволов от сучьев V-образными ножами определяется способностью копировать ими продольную и поперечную форму ствола.
3. При поперечном копировании резцы браслетного типа обеспечивают высокое качество обрезки, однако, они не надежны в работе при высоких скоростях подачи и значительных размерах сучьев. Поперечное копирование жесткими ножами V-образными ножами бесстружечного резания не решено в полной мере – имеющиеся формы ножей не обеспечивают достаточное качество очистки для требуемого диапазона диаметров. Имеющиеся кривые, описывающие режущие кромки ножей получены произвольно без их оптимизации.
4. Наиболее полными работами по рассматриваемому вопросу являются работы , , в которых определены ряд факторов влияющих на качество очистки деревьев от сучьев. Однако многие теоретические исследования авторов требуют экспериментальной проверки влияния всего комплекса факторов на процессы копирования формы ствола, но произведена достоверная оценка качества очистки сучьев ножевыми контурами и их оптимизация из-за отсутствия эффективного критерия. Таким образом, целью исследования является совершенствование рабочих органов сучкорезных машин бесстружечного резания. Для достижения цели необходимо решить следующие задачи:
1. Обосновать и принять эффективный критерий оценки качества очистки деревьев от сучьев ножами бесстружечного резания в сучкорезных машинах.
2. оптимизировать на основе принятого критерия качества формы кривых для широкого диапазона диаметров.
3. Провести экспериментальное исследование поперечного копирования формы ствола ножевыми контурами.
4. Провести экспериментальную проверку полученных зависимостей.
5. Разработать конкретные рекомендации для построения режущих контуров при проектировании сучкорезных машин с внедрением результатов исследований в производство.
Во второй главе проведено математическое моделирование процесса поперечного копирования ствола дерева.
При вычислении коэффициента качества необходимо определить отношение боковой поверхности обрабатываемого ствола качественно Sк к общей площади боковой поверхности S. В общем виде Sк можно найти как:
 , (1)
, (1)
где R – текущий радиус ствола;
Rmin – минимальный радиус ствола в вершинной части;
Rmax – максимальный радиус ствола в комлевой части.
Однако, нахождение функции S(R) представляет определенную сложность. Поэтому проведём следующие преобразования. Разбив поверхность ствола на n элементарных участков (рисунок 1) можно записать:
![]() , (2)
, (2)
где li – длина дуги качественной зоны i- го сечения;
Δl – длина i-го участка.
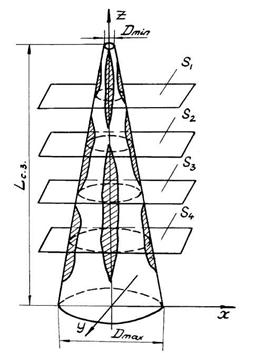
Рисунок 1 – Схема копирования боковой поверхности ствола: S1, S2, S3, S4 – ортогональные сечения ствола; Dmin, Dmax – минимальный и максимальный диаметры сучковой зоны соответственно; Lс. з. – длина сучковой зоны
Площадь боковой поверхности i-го участка определяется как:
![]() , (3)
, (3)
где Di – диаметр ствола i-го сечения.
Следовательно, имея:
 ; (4)
; (4)
 , (5)
, (5)
где ΔR – шаг текущего радиуса ствола при разбиении на элементарные участки;
L – длина обрабатываемого ствола.
При разбиении на равные участки:
 , (6)
, (6)
где N – число участков.
Таким образом:  (7)
(7)
или имея в виду (4) и учитывая соотношение:
 , (8)
, (8)
где b i – угол качественной зоны i-го сечения, получим:
 . (9)
. (9)
Для различных соотношений радиуса сопрягающей окружности и радиуса текущего диаметра были получены зависимости для определения В.
Вычисление Р3 по формуле (9) довольно удобно, для чего достаточно определить ![]() . Рассмотрим нахождение
. Рассмотрим нахождение ![]() в форме части овала (рисунок 2).
в форме части овала (рисунок 2).
Процесс копирования сечения ствола ножами будем рассматривать от комля к вершине. Возможны следующие варианты:
1) R > r (рисунок 3). Текущий радиус окружности сечения ствола (R) больше радиуса малой сопрягающей окружности (r). При этом возможны случаи φ > π / n или φ < π / n.
При φ > π/n точка касания ножа и обрабатываемого ствола находится за зоной действия ножа π / n в зоне действия смежного ножа, так как j может находиться в интервале π / n; 2π / n и b определяется как:
 , (10)
, (10)
где j - угол между точкой касания ножа со стволом и осью ординат;
a - угол между точкой касания ножа со стволом и точкой пересечения окружности радиуса (R+[D]) с большей окружностью овала;
 - угол качественной зоны, расположенный выше точки касания (рисунок 3);
- угол качественной зоны, расположенный выше точки касания (рисунок 3);
 - угол качественной зоны, расположенный ниже точки касания.
- угол качественной зоны, расположенный ниже точки касания.
Рисунок 2 – Построение криволинейной режущей кромки, выполненной в виде части овала
Рисунок 3 – Копирование сечения ствола при R > r
Величину радиуса большой дуги овала (рисунок 2) Ro находим как:
![]() , (11)
, (11)
где а, b – координаты центра окружности.
Рассмотрим треугольник А1СО1 по теореме косинусов имеем:
 ; (12)
; (12)
 ;
; ![]() ;
;
 ;
;  .
.
Следовательно,  и преобразуя (12) получим:
и преобразуя (12) получим:
 . (13)
. (13)
Величина j определяется из треугольника СВО1:
 , (14)
, (14)
При φ < π / n возможны следующие варианты:
а) МС > R+S (рисунок 4). Окружность радиуса R+S проходит по II.
Точка пересечения с овалом – А1 и b определяем как:
 , (15)
, (15)
б) МС < R+S, D1< S (рисунок 5), т. е. окружность радиуса R+S не пересекает малую окружность овала радиуса r, положение III-III (точка пересечения А3) и b определим по формуле:
 , (16)
, (16)
Рисунок 4 – Копирование сечения ствола при φ < π / n, MC > R + S
Рисунок 5 – Копирование сечения ствола при φ < π / n, MC < R + S
в) МС < R+S, D1> S, тогда b равно:
 , (17)
, (17)
где a1 – угол между точкой пересечения окружности радиуса r и окружности радиуса R+S.
Из треугольника А2СО2 следует:
 ; (18)
; (18)

Преобразуя формулу (18) и обозначив СО2 = Q, получим:
α1 = f (Q, R+S, r);
 . (19)
. (19)
Величины МС, j 1 и D1 определяются по следующим формулам:
 (20)
(20)
 ; (21)
; (21)
![]()
 . (22)
. (22)
2) R < r. Текущий радиус окружности сечения ствола (R), больше радиуса малой сопрягаемой окружности (r). В данном случае возможны следующие варианты:
а) М1С1 > R+S (рисунок 6). Определим М1С1 из треугольника М1С1О2.
Так как М1О2 = r, О2С1 = r – R, то:
 , (23)
, (23)
где  .
.
Величину a2 находим из треугольника А2С1О2. Так как А2С1=r, то А2О2= R+r, О2С1 = r – R, тогда a2 будет определяться как a2= f (r, R+r, r – R):
 . (24)
. (24)
Таким образом:  . (25)
. (25)
Рисунок 6 – Копирование сечения ствола при R < r, M1C1 > R + S
б) R < r, М1С1< R+S (рисунок 7). Определим j 2 из треугольника КОС1:
 , (26)
, (26)
где с – ордината положения центра окружности с текущим радиусом R при
касании с малой дугой овала, с = С1О:
с = ОО2 – О2L + С1L. (27)
Рисунок 7 – Копирование сечения ствола при R < r, M1C1 < R + S
Путем аналогичных преобразований получим
 . (28)
. (28)
Величину угла зоны качественной очистки b находим как:
 . (29)
. (29)
Для рассматриваемых типов режущих контуров форма ножа и, соответственно, коэффициент качества зависят в основном от двух или трёх факторов. Например, для ножа в форме ветвей параболы, которая задаётся уравнением y = ax2 + bx, имеет два фактора – коэффициенты a и b, а для ножа, состоящего из тех же ветвей параболы, но сопряжённых в вершине дугой окружности радиуса r – три фактора – a, b, r. Поиск значений a, b, r , соответствующих максимальному значению коэффициента качества проводился на основе численных методов математического программирования. При этом использовались методы движения по градиенту и метод полного перебора (сканирования). Исследование вопроса поперечного копирования сечения ствола позволили разработать рабочий орган (а. с. № 000) с формой режущей кромки, выполненной в виде части овала. Предложенная кривая является кусочно-гладкой и имеет следующие преимущества: упрощена технология изготовления, повышается качество обрезки.
На рисунке 2 показано построение криволинейной режущей кромки, выполненной в виде части овала, который состоит из трёх сопряжённых дуг окружностей, две из них образующие ветви равного радиуса (1, 2) при этом центры окружностей, образующих эти дуги, смещены таким образом, что ось симметрии режущей кромки ножа Y служит большим диаметром овала, частью которого они являются. Обе симметричные ветви сопрягаются третьей дугой меньшего радиуса. Центр окружности, которая образует дугу меньшего радиуса, расположена на оси Y.
Параметры a, b, r однозначно определяют в данной системе координат нож овальной формы. В самом деле из прямоугольного треугольника ОО1М можно найти гипотенузу ОО1 = R:
![]() . (30)
. (30)
Зная a, b, r можно построить дуги (1) и (2). Так как О2 М = R и О1М = r, то точку С можно найти как точку пересечения окружности радиуса R–r с осью ОY.
Для ножа в виде части овала были наиболее полно проведены исследования. Был найден оптимум для Dmax= 70, 60, 50, 40, 30 см, n = 3, 4, 5 шт.; [D] = 0,5; 1; 1,5.
Оптимальная форма режущей кромки ножей овальной формы при условно допустимой величине сучковых остатков [Δ]=1 см, количестве ножей n=3 и максимальном диаметре в начале сучковой зоны D=70 см: а=21,55 см, b=61,62 см и r=3,68 см.
По аналогичной методике производилась оптимизация ножей параболической формы.
В третьей главе рассмотрены методы проведения экспериментов, объект и объем исследований.
Экспериментальные исследования проводились в натурных условиях на экспериментальных образцах сучкорезных машин (рисунки 8, 9, 10), технические параметры которых приведены в таблице 1.
Таблица 1 – Форма ножей и значения (Dmax) при экспериментировании на сучкорезных установках
Сучкорезная установка | Форма режущей кромки | Количество ножей | Dmax, см |
ПСЛ-2А | Ломаная линия | 4 | 40 |
Самоходная сучкорезная машина | Часть овала | 4 | 60 |
ЛО-27М | Часть овала | 4 | 60 |
ЛО-27А | Парабола | 4 | 70 |
УСГ-02 | Дуги окружности | 6 | 60 |
Качество обрезки сучьев на сучкорезных машинах определялось, как отношение количества сучьев срезанных качественно (с условно допустимой высотой сучковых остатков) к общему количеству сучьев на обрабатываемом стволе (на участке ствола), выраженное в процентах по разработанной методике). На поступающих в обработку деревьях замерялись диаметр на высоте груди (D1,3) на расстоянии 1,1 м от комлевого среза и диаметр в начале сучковой зоны (Dн. с.). Сучковая зона обрабатываемого ствола дерева разбивалось на двухметровые участки (от комля к вершине) с одновременным замером текущих диаметров. На каждом участке замерялось общее количество сучьев и количество сучьев срезанных “заподлицо” (высота сучкового ствола 0 см), количество сучьев с высотой 0–1 см, 0–2 см и более 2 см.
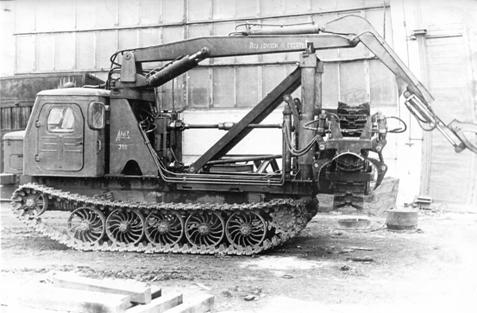
Рисунок 8 – Самоходная сучкорезная установка

Рисунок 9 – Стационарная сучкорезная установка ЛО-27М: 1 – основание; 2 – нижний нож; 3, 8 – боковые ножи; 4 – верхний нож; 5 – пружина; 6, 7, 9 – гидроцилиндры; 10 – рычаг; 11 – направляющая
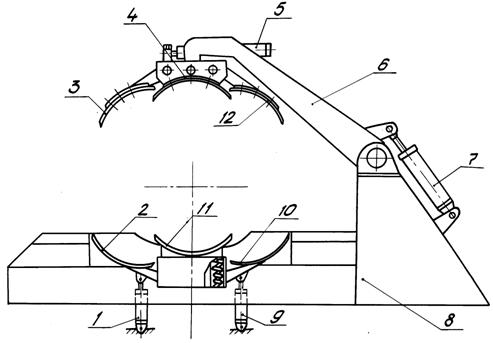
Рисунок 10 – Конструкция сучкорезной головки УСГ-02:
1, 5, 7, 9 – гидроцилиндры; 2, 3, 4, 10, 11, 12 – ножи;
6 – рычаг; 8 – рама
В четвертой главе приведены результаты экспериментов.
Качество обрезки сучьев на сучкорезных установках согласно методике было исследовано на контурах с формой ножей в виде части овала (самоходная сучкорезная машина ЛО-27М), параболическая (ЛО-27А), V-образные ножи (ПСЛ-2А), дуги окружностей УСГ-02.
Математическая обработка результатов экспериментов по качеству обрезки сучьев проводилась следующим образом. Замеры, проведенные на хлыстах (стационарная сучкорезная установка ПСЛ-2А) были сгруппированы по ступеням толщины со средними значениями диаметров на высоте груди d1,3 Замеры на сортиментах были сгруппированы по ступеням толщины со средними значениями диаметров в вершинной части (dв). Для каждой ступени толщины диаметров вычислялось значение коэффициента качества Р по формуле:
 , (31)
, (31)
где N – общее количество сучьев на хлысте (сортименте), шт.;
Nk – количество сучьев на хлысте (сортименте), срезанных качественно, шт.
Коэффициент качества для каждой ступени толщины подсчитывается дважды:
1. При условии, что качественно срезанные сучья считаются в случае, если величины сучковых остатков находятся в интервале 0–1 см (Р01), т. е. [Δ]≤1 см;
2. При условии, что качественно срезанные сучья считаются в случае, если величины их сучковых остатков находился в интервале 0–2 см (Р02), [Δ] ≤ 2 см.
Получение результаты были сгруппированы и усреднены также по текущим диаметрам (Di) по ступеням толщины со следующими средними значениями: 9; 14; 19; 24; 29; 34; 39; 44; 49; 54 см и, соответственно, для каждой градации были получены статистические показатели. Результаты статистической обработки экспериментальных данных по исследованию зависимости P = f (d1,3), P = f (dв), P = f (Di) приведены в таблицах 2, 3.
По результатам экспериментальных наблюдений построены графические зависимости качества обрезки сучьев P01, P02 от d1,3, dв, Di (рисунки 11-14).
Таблица 2 – Результаты экспериментов по качеству обрезки сучьев ели ножами овальной формы, P=f(d1,3), самоходная сучкорезная машина
№ п. п. | d1,3 | P,% | Статистические показатели | |||
|
|
| P, % | |||
P01 = f (d1,3) | ||||||
1 | 22 | 83,2 | 4,43 | 5,32 | 1,48 | 1,77 |
2 | 27 | 89,0 | 3,00 | 3,37 | 0,87 | 0,97 |
3 | 32 | 86,1 | 3,60 | 4,17 | 1,14 | 1,32 |
4 | 37 | 89,1 | 4,59 | 5,13 | 1,53 | 1,72 |
5 | 42 | 93,3 | 2,48 | 2,66 | 0,83 | 0,88 |
6 | 47 | 91,8 | 2,74 | 2,98 | 0,92 | 0,99 |
7 | 52 | 91,8 | 2,64 | 2,87 | 0,93 | 1,02 |
P02 = f (d1,3) | ||||||
1 | 22 | 92,4 | 3,32 | 3,59 | 1,11 | 1,20 |
2 | 27 | 95,3 | 2,33 | 2,44 | 0,67 | 0,70 |
3 | 32 | 93,5 | 2,82 | 3,02 | 0,89 | 0,96 |
4 | 37 | 96,2 | 1,94 | 2,04 | 0,65 | 0,68 |
5 | 42 | 97,4 | 1,89 | 1,94 | 0,63 | 0,65 |
6 | 47 | 96,0 | 1,32 | 1,38 | 0,44 | 0,46 |
7 | 52 | 96,4 | 1,78 | 1,84 | 0,63 | 0,65 |
Таблица 3 – Результаты экспериментов по качеству обрезки сучьев ели ножами овальной формы, P = f(dТ), самоходная сучкорезная машина
№ п. п. | dT | P,% | Статистические показатели | |||
|
|
| P, % | |||
P01 = f (dT) | ||||||
1 | 9 | 81,3 | 8,96 | 11,01 | 1,83 | 2,25 |
2 | 14 | 85,5 | 7,95 | 8,87 | 0,86 | 1,01 |
3 | 19 | 88,6 | 8,29 | 9,36 | 0,88 | 1,00 |
4 | 24 | 91,2 | 8,35 | 9,16 | 0,91 | 0,99 |
5 | 29 | 95,5 | 6,45 | 6,76 | 0,82 | 0,86 |
6 | 34 | 97,9 | 4,80 | 4,90 | 0,72 | 0,74 |
7 | 39 | 97,5 | 5,17 | 5,31 | 1,19 | 1,22 |
8 | 44 | 96,9 | 4,77 | 4,93 | 1,16 | 1,19 |
P02 = f (dТ) | ||||||
1 | 9 | 92,6 | 4,00 | 4,31 | 0,82 | 0,88 |
2 | 14 | 93,6 | 5,15 | 5,50 | 0,59 | 0,63 |
3 | 19 | 94,7 | 5,85 | 6,18 | 0,62 | 0,66 |
4 | 24 | 95,7 | 5,27 | 5,50 | 0,57 | 0,58 |
5 | 29 | 97,9 | 3,77 | 3,85 | 0,48 | 0,49 |
6 | 34 | 99,4 | 1,82 | 1,83 | 0,28 | 0,28 |
7 | 39 | 99,1 | 2,79 | 2,81 | 0,64 | 0,65 |
8 | 44 | 100,0 | – | – | – | – |
Для оптимизированного контура при [Δ]=1 см, Dmax=60 см, n=4 -![]() =64,8 %,
=64,8 %, ![]() =100 %. Для ели при d1,3 = 22 см на 11,6 %
=100 %. Для ели при d1,3 = 22 см на 11,6 %![]() выше
выше ![]() (
(![]() = 83,2 %), при d1,3 = 52 см – на 3,0 % (
= 83,2 %), при d1,3 = 52 см – на 3,0 % (![]() = 91,8 %).
= 91,8 %). ![]() ниже
ниже ![]() соответственно на 7,6 % и 4,6 %. Качество обрезки сучьев на пихте несколько выше, чем на ели, но экспериментальные значения также ниже теоретических от 7,2 % при d1,3 = 19 см (
соответственно на 7,6 % и 4,6 %. Качество обрезки сучьев на пихте несколько выше, чем на ели, но экспериментальные значения также ниже теоретических от 7,2 % при d1,3 = 19 см (![]() = 87,6 %) до 5,7 % при d = 34 см (
= 87,6 %) до 5,7 % при d = 34 см (![]() = 88,9 %).
= 88,9 %).
Ножи овальной формы также исследовались на стационарной установке в линии ППЛ-4 на Красноярском ЛПК. Качество очистки сучьев на стационарной установке изучалось на сортиментах, на ели. Сортименты вершинной части ствола имеют коэффициент качества ниже, чем сортименты больших диаметров (от 81,4 % до 94,1 %). Это объясняется большим количеством сучьев в вершинной части, их физико-механическими свойствами. Коэффициент качества РЭ на самоходной установке близки к РЭ на стационарной установке и отличаются незначительно, порядка 1–6 %, что объясняется конструктивными особенностями установок.
Ножи параболической формы (уравнения описывающие y = 0,002х2 + +0,33х) были исследованы на сучкорезной установке ЛО-27А в составе линии ППЛ-4 в Новокозульском ЛПХ. Качество обрезки сучьев определялось на сортиментах.
По результатам экспериментов по методу наименьших квадратов получены модели второго порядка:
- для самоходной машины, порода – ель:
 ; (32)
; (32)
 ; (33)
; (33)
 ; (34)
; (34)
 . (35)
. (35)
- для самоходной машины, порода – пихта:
 ; (36)
; (36)
![]() ; (37)
; (37)
 ; (38)
; (38)
 . (39)
. (39)
- для стационарной машины ЛО-27М, порода – ель:
![]() ; (40)
; (40)
 ; (41)
; (41)
 ; (42)
; (42)
 . (43)
. (43)
![]()
|
Рисунок 11 – Зависимость Δ = f (d1,3), форма ножей – часть овала (самоходная сучкорезная машина)
|
|
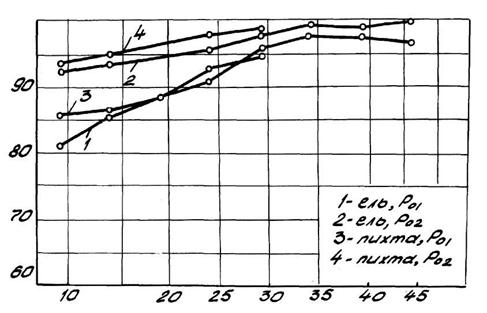
Рисунок 12 – Зависимость Δ = f (dТ), форма ножей – часть овала (самоходная сучкорезная машина)
|
Рисунок 13 – Зависимость Р=f(d1,3), для ножей часть овальной формы Dmax=60 см, n = 4; 1 - [Δ] = 1 см, 2 - [Δ]=2 см (ЛО-27М)
|
Рисунок 14 - Зависимость Р=f(dТ), для ножей часть овальной формы Dmax=60 см, n = 4; 1 - [Δ] = 1 см, 2 - [Δ]=2 см (ЛО-27М)
Общие выводы и рекомендации
Проведенные теоретические и экспериментальные исследования позволяют сделать следующие выводы:
1. На основе анализа рабочих органов бесстружечного резания наиболее эффективными являются ножи с формой режущей кромки состоящей из трех сопряженных дуг окружностей (часть овала). Конструкция разработанного ножевого контура (а. с. 436737) является простой в изготовлении и обслуживании, надежной в эксплуатации;
2. Разработанный критерий оценки качества обрезки сучьев положен в основу оптимизации параметров ножевых контуров;
3. В результате оптимизации определена поперечная форма ножей бесстружечного резания в виде части овала. В зависимости от диапазона диаметров обрабатываемых деревьев, количества ножей и допускаемой высоты сучковых остатков ([Δ]=1 см) необходимо устанавливать в сучкорезном устройстве: для крупномерных насаждений с диаметром в начале сучковой зоны d до 70 см – пять ножей, для средних (d=50 см) – четыре и мелкого леса (d=30 см) – три ножа.
4. Проведена экспериментальная проверка оптимизированных контуров, в том числе на натурных образцах в условиях лесозаготовительных предприятий. Предлагаемые рабочие контуры обеспечивают улучшение качества обрезки сучьев на 10-15 % по сравнению с серийными аналогами;
5. По результатам исследований созданы экспериментальные сучкорезные установок как передвижного, так и стационарного типов (УСГ-02, ЛО-27М, «Белка»);
Основное содержание диссертации изложено в следующих работах:
1. А. с. 1209437 СССР, МКИ В 27 G 1/00. Нож рабочей головки сучкорезной машины / , (СССР). - № 000/29-15 ; заявл. 31.07.84 ; опубл. 07.02.86, Бюл. № 5. – 3 с.
2. А. с. 436737 СССР, МКИ В 27g 1/00 ; В 27l 1/00. Рабочий орган к сучкорезным станкам протяжного действия / , (СССР). - № 000/29-33; заяв. 12.12.72 ; опубл. 25.07.74, Бюл. № 27. – 3 с.
3. Саух, погрешности поперечного копирования ствола ножевыми контурами сучкорезной машины / // Научный поиск молодежи – лесной промышленности края : тезисы докл. краевой научн.-техн. конф. студ. и преп. 13 мая 1982 г. – Красноярск : Ротапринт СТИ, 1982 г. – С. 23-25.
4. Саух, Ю. В. К вопросу оценки качества обрезки сучьев сучкорезными машинами / // Повышение производительности труда и эффективности производства в лесопилении и деревообработке : тезисы докладов краевого совещания 29 октября 1980 г. – Красноярск : -С. лесоустроительного предпр-ия, 1980. – С. 75-77.
5. Дитрих, форма режущей кромки ножей силового резания в сучкорезных устройствах / , //Лесозаготовки и лесотранспорт : сб. научн.-иссл. работ. – Красноярск : РИО СТИ, 1973. – С. 49-58.
6. Саух, формы режущей кромки ножей силового резания, выполненной в виде ветви параболы в сучкорезных устройствах / //Лесозаготовки и лесотранспорт : сб. научн.-иссл. работ. – Красноярск : РИО СТИ, 1973. – С. 58-63.
7. Саух, описание критерия качества очистки сучьев сучкорезными машинами / // Вестник КрасГАУ. – 2010. – Вып. 7. – С.114-117.
8. Саух, формы ножей сучкорезных машин / // Молодые ученые в решении актуальных проблем науки. Всероссийская науч.-практ. конф. : сб. ст. студентов, аспирантов и молодых ученых. Красноярск : СибГТУ, Том I, 2010. – С.117-119.
9. Саух, проверка качества работы самоходной сучкорезной машины / // Молодые ученые в решении актуальных проблем науки. Всероссийская науч.-практ. конф. : сб. ст. студентов, аспирантов и молодых ученых. Красноярск : СибГТУ, Том I, 2010. – С.119-120.
10. Патент на полезную модель № 000, МПК А01G 23/08 ; В27G 1/00. Сучкорезная головка / , , (РФ). № /21 ; заявл. 11.05.2010 ; опубл. 27.09.2010, Бюл. № 27. –2 с.
Отзыв на автореферат в 2-х экземплярах, заверенные печатью учреждения, просим направлять г. Красноярск, проспект Мира, 82, ученому секретарю диссертационного совета.
