

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
СТРИГОВ Артем Дмитриевич
ЭЛЕКТРОПРИВОД
МАШИНЫ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ВАЛКОВ ПО СИСТЕМЕ
ТПН-АД С КВАЗИЧАСТОТНЫМ УПРАВЛЕНИЕМ
Специальность 05.09.03 – Электротехнические комплексы и системы
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Магнитогорск – 2009
Работа выполнена в ГОУ ВПО «Магнитогорский государственный технический университет им. Г. И Носова».
Научный руководитель - доктор технических наук, профессор
САРВАРОВ Анвар Сабулханович
Официальные оппоненты: доктор технических наук, профессор
ЦЫТОВИЧ Леонид Игнатьевич
кандидат технических наук, доцент
КОРНИЛОВ Геннадий Петрович
Ведущая организация -
металлургический комбинат»
г. Магнитогорск
Защита состоится «19» мая 2009 г. в 11 часов 00 минут на заседании диссертационного совета Д 212.111.04 при ГОУ ВПО «Магнитогорский государственный технический университет им. » Челябинская обл., г. Магнитогорск, пр. Ленина, 38, ауд. 227.
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО «Магнитогорский государственный технический университет им. Г. И Носова».
Автореферат разослан «___» апреля 2009 г.
Ученый секретарь
диссертационного совета
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. В условиях конкуренции на рынке сбыта металлопроката вопросы повышения качества и экономичности производства становятся главными и находятся в центре внимания производителей. Существенную роль в улучшении этих показателей играет сменный инструмент – прокатные валки. В настоящее время ряд металлургических предприятий, которых не устраивает качество и стоимость валков, поставляемых предприятиями металлургического машиностроения России и ближнего зарубежья, пошли по пути организации собственного производства валков. Общеизвестно, что валки, произведенные методом стационарного литья, характеризуются относительно невысокими качественными характеристиками. Внедрение современных разработок в области литейного производства прокатных валков способствуют заметному повышению их эксплуатационных показателей. В основе этих разработок лежит формирование дифференцированных по сечению физико-механических свойств валков за счет применения центробежного литья.
В настоящее время центробежные машины горизонтального литья валков реализованы на базе различных систем привода. Анализ состояния электроприводов центробежных машин с горизонтальной осью вращения для отливки листопрокатных валков, как отечественных, так и зарубежных производителей показывает, что основная часть подобных систем реализована на базе электропривода переменного тока с частотным управлением. Необходимо отметить, что отличительной особенностью данных механизмов является высокий момент инерции, в связи с чем, процесс пуска и торможения имеет затяжной характер. В настоящее время достаточно широкое применение на этих установках имеет и гидропривод. Данный тип привода, являясь высокотехнологичным, имеет вместе с тем ряд недостатков, среди которых следует отметить повышенный расход электроэнергии в системе гидропривода и высокие эксплуатационные расходы. Применение управляемого электропривода переменного тока позволяет существенно повысить энергетическую эффективность производства валков. Кроме того, данный тип привода, полностью отвечая всем требованиям технологического процесса, является более простым и надежным в сравнении с гидроприводом, а следовательно, менее затратным при внедрении и обслуживании.
Наряду с реализацией электропривода на основе частотного управления, схем машин двойного питания, а также вентильных двигателей следует выделить систему тиристорный преобразователь напряжения – асинхронный двигатель (ТПН–АД). Основными достоинствами данной системы являются высокая надежность, простота системы управления и низкая стоимость. Кроме того, возможности системы ТПН–АД могут быть значительно расширены за счет использования, наряду с фазовым управлением, специальных способов управления, среди которых наибольшее внимание разработчиков привлекает квазичастотное управление (КЧУ). Развитию теории и практики тиристорных асинхронных электроприводов способствовали исследования и разработки Московского энергетического института, Уральского политехнического института (УГТУ–УПИ), Одесского политехнического института и ВНИИэлектропривод (). Результаты этих исследований нашли обобщение в работах , , и других авторов.
Целью работы является разработка электропривода по системе ТПН–АД, обеспечивающего технологические требования в реализации пуско-тормозных режимов и улучшение энергетических показателей машины центробежного литья валков.
Достижение поставленной цели потребовало решения следующих основных задач:
– анализ современного состояния приводов роликов машины центробежного литья валков с горизонтальной осью вращения и уточнение требований к ним с учетом особенностей технологии изготовления прокатных валков;
– проведение технико-экономического сопоставления вариантов электропривода, обоснование выбора электропривода приводных роликов по системе ТПН–АД с КЧУ и разработка рациональной силовой схемы двухдвигательного электропривода;
– уточнение методики расчета мощности электродвигателей с учетом особенностей схемной реализации двухдвигательного электропривода и оценки потерь энергии в пуско-тормозных режимах;
– создание математической модели двухдвигательной системы ТПН–АД, позволяющей исследовать электромеханические процессы в пуско-тормозных режимах при реализации КЧУ с одновременной оценкой теплового состояния двигателей;
– установление реализуемости технологических тахограмм, определение энергетических и электромеханических показателей электропривода в пуско-тормозных режимах на основе исследований двухдвигательной системы ТПН–АД с КЧУ на модели.
Методы исследований. Для решения поставленных задач использовались основные положения теории электромеханического преобразования энергии, теория электропривода по системе ТПН–АД, методы математического моделирования, реализованные в современном программном пакете системы Matlab, и ее инженерном приложении Simulink. Экспериментальные исследования по определению статического момента сопротивления проводились на действующей промышленной установке. Проводились также исследования процесса пуска 2-х асинхронных двигателей с последовательно соединенными фазными обмотками статора на лабораторной базе МГТУ.
Основные положения и результаты, выносимые на защиту:
1. Результаты технико-экономического анализа вариантов реализации электропривода приводных роликов машины центробежного литья валков и обоснование выбора системы ТПН–АД с КЧУ с учетом требований по осуществлению пуско-тормозных режимов.
2. Силовая схема двухдвигательного электропривода приводных роликов, в которой обеспечивается независимое управление фазными группами от одного комплектного устройства ТПН на основе последовательного соединения фазных обмоток статоров двигателей и встречно-параллельных вентильных групп по схеме «треугольник».
3. Уточненная методика расчета мощности приводных двигателей с учетом особенностей силовой схемы электропривода по системе ТПН–АД с КЧУ, требований по реализации технически обоснованных темпов разгона и торможения, а также оценки тепловых потерь в двигателях в пуско-тормозных режимах.
4. Математическая модель двухдвигательной системы ТПН–АД, в которой учтены особенности схемной реализации электропривода и алгоритмы КЧУ, позволяющая исследовать электромеханические процессы с учетом взаимосвязи двигателей по общему току статоров и тепловые процессы в пуско-тормозных режимах.
5. Результаты теоретических исследований на компьютерной модели, позволяющие установить реализуемость технологических требований в предложенной системе электропривода на основе ТПН–АД с квазичастотным управлением и обоснованность предложенной методики расчета мощности двигателей.
Обоснованность и достоверность научных положений, выводов и рекомендаций подтверждаются возможностью практической реализации разработанного электропривода приводных роликов машины центробежного литья валков на базе двухдвигательной системы ТПН–АД. В основе математической модели системы электропривода лежит известное в теории электропривода математическое описание АД с учетом нелинейности кривой намагничивания и вытеснение токов в пазах ротора. Реализованные алгоритмы КЧУ ранее были апробированы в научно-исследовательских работах других авторов. Кроме того, данные алгоритмы реализованы в серийно выпускаемых преобразователях известных фирм-производителей. Установлено, что результаты моделирования типовых электромеханических процессов соответствуют реальным процессам в системе ТПН–АД. Кроме того, установлено, что механические характеристики, полученные при реализации КЧУ на модели, также соответствуют результатам, полученным при экспериментальных исследованиях.
Научная значимость и новизна работы.
В процессе решения поставленных задач были получены следующие научные результаты:
1. Обоснована технико-экономическая целесообразность применения системы электропривода приводных роликов на базе ТПН–АД с КЧУ.
2. Предложена силовая схема двухдвигательного электропривода, в которой осуществлено последовательное включение фазных обмоток статоров двух двигателей и встречно-параллельных вентильных групп в каждой из ветвей соединенных по схеме «треугольник», что обеспечивает независимое управление фазными группами статорных обмоток АД от одного комплектного устройства ТПН.
3. Уточнена методика расчета мощности приводных двигателей, в которой учтены особенности силовой схемы двухдвигательного электропривода по системе ТПН–АД с КЧУ, требования по реализации технически обоснованных темпов разгона и торможения, а также дополнительно проводится оценка тепловых потерь в двигателях в пуско-тормозных режимах.
4. Разработана математическая модель, предложенной системы двухдвигательного электропривода машины центробежного литья валков, в которой реализованы особенности силовой схемы питания двигателей, алгоритмы КЧУ, позволяющая исследовать электромеханические процессы с учетом взаимосвязи двигателей по общему току статоров и тепловые процессы в пуско-тормозных режимах с использованием трехтельной тепловой модели АД.
5. На основе математического моделирования получены результаты, подтверждающие реализуемость требований технологического процесса в системе ТПН–АД с КЧУ и позволяющие оценить обоснованность уточненной методики расчета мощности приводных электродвигателей.
Практическая ценность и реализация работы заключается в том, что в результате проведенных исследований:
Разработанная двухдвигательная система электропривода ТПН–АД позволяет реализовать технологические требования к электроприводу машины центробежного литья валков в пуско-тормозных режимах, является наиболее простой по составу оборудования. Удельные затраты при внедрении предложенной системы электропривода вдвое ниже, чем при использовании преобразователя частоты. Установлено также, что в системе ТПН–АД с КЧУ электропотребление на 55 % меньше по сравнению с существующим гидроприводом.
Результаты работы приняты к внедрению на участке валков цеха изложниц в металлургический комбинат» комплекс» при разработке системы электропривода приводных роликов центробежной машины горизонтального типа.
Разработанная математическая модель системы ТПН–АД с КЧУ может быть рекомендована для внедрения в учебный процесс при изучении дисциплин подготовки инженеров по специальности «Электропривод и автоматизация промышленных установок»
Апробация работы. Основные положения и результаты диссертационной работы докладывались на ХIV-й Международной научно-технической конференции «Электроприводы переменного тока ЭППТ–07» (г. Екатеринбург, 2007 г.), V-й Международной научно-технической конференции «Автоматизированный электропривод АЭП–2007» (г. Санкт-Петербург, 2007 г.), 65, 66 и 67 научно-технических конференциях ГОУ ВПО «Магнитогорский государственный технический университет» – металлургический комбинат». В полном объеме результаты диссертационной работы были заслушаны и обсуждены на расширенном научном семинаре кафедры электроники и микроэлектроники ГОУ ВПО «Магнитогорский государственный технический университет».
Публикации. Основное содержание диссертационной работы опубликовано в 11 печатных трудах, в том числе 2 статьи в рецензируемых изданиях.
Структура и объем работы. Диссертация состоит из введения, четырех глав, заключения, списка литературы из 105 наименований и приложения. Работа изложена на 150 страницах основного текста, содержит 43 рисунка и 25 таблиц.
СОДЕРЖАНИЕ РАБОТЫ
Во введении рассмотрено состояние вопроса, обоснована актуальность темы диссертации, сформулированы цель и задачи работы.
В первой главе приведена обзорная информация о технологии центробежного литья, а также показаны особенности изготовления прокатных валков данным способом и основные положения по модернизации центробежной машины, действующей в цехе изложниц . В результате модернизации предложено осуществить переход от действующей системы гидропривода к электроприводу. Характерной особенностью литейной машины является высокий приведенный момент инерции и относительно низкий момент сопротивления, обусловленный только силами трения. На основе анализа системы гидропривода определены его достоинства и недостатки. Наиболее существенными недостатками гидросистемы являются повышенный уровень электропотребления, а также высокие эксплуатационные расходы на обслуживание установки (потребность в охлаждении/подогреве гидравлической жидкости, смена масляных фильтров, контроль давления и уровня жидкости и др.). С позиции электропотребления данная система является неэффективной, в связи с тем, что электродвигатель гидронасоса работает с постоянной скоростью на всех этапах технологического процесса.
|
Рис. 1. Тахограмма работы центробежной машины |
На основании анализа рабочей тахограммы центробежной машины (рис. 1) с учетом таких особенностей, как высокий момент инерции и фрикционная связь между приводными роликами и кокилем, уточнены требования, предъявляемые к электроприводу. Среди них основными являются: реализация промежуточной ступени частоты вращения на уровне 1/3 от основной, обеспечение равномерного деления нагрузки между двигателями приводных роликов, отсутствие проскальзываний между приводными роликами и кокилем в динамических режимах и обеспечение эффективного торможения электропривода после заливки металла в кокиль длительностью не более 300 секунд, согласно технологии изготовления валков.
Проведен краткий обзор, а также технико-экономическое сопоставление возможных вариантов реализации электропривода центробежных машин: на основе преобразователя частоты (ПЧ), асинхронного вентильного каскада, систем тиристорный преобразователь – двигатель постоянного тока и ТПН–АД. В результате сравнения указанных вариантов установлено, что электропривод на базе двухдвигательной системы ТПН–АД с КЧУ является наиболее простым по составу оборудования и экономически обоснованным техническим решением, способным реализовать все основные требования к электроприводу машины центробежного литья валков. Установлено, что средний удельный показатель руб/кВт для ТПН практически вдвое меньше, чем для ПЧ. Сформулированы основные задачи по диссертационной работе.
Во второй главе приведена методика расчета электромеханических параметров разрабатываемой системы электропривода переменного тока и основные расчетные формулы для определения инерционных параметров системы с учетом изменения момента инерции в процессе заливки металла в кокиль.
Экспериментальным путем установлено, что статический момент сопротивления центробежной машины является постоянной величиной и находится в пределах 10-15 % от значений динамических моментов электропривода в пуско-тормозных режимах.
При переходе к асинхронному электроприводу могут быть использованы двигатели с различной частотой вращения магнитного поля статора. Существующая гидросистема обеспечивает частоту вращения роликов 1200 об/мин. С учетом этого были скорректированы диаметры роликов и рассчитаны основные параметры центробежной машины. Результаты расчетов представлены в табл. 1. Частота вращения кокиля во всех случаях остается неизменной, т. е. технология изготовления валков не нарушается.
Таблица 1
Основные параметры центробежной машины
Параметр | Рабочая частота вращения роликов, об/мин | ||||
1200 | 750 | 1000 | 1500 | 3000 | |
Радиус ролика, м | 0,29 | 0,464 | 0,348 | 0,232 | 0,116 |
Момент инерции роликов, кг·м2 | 109 | 717 | 227 | 45 | 2,8 |
Приведенный момент инерции установки (без металла), кг·м2 | 1280 | 3712 | 1912 | 794 | 190 |
Приведенный момент инерции установки (с металлом), кг·м2 | 1360 | 3921 | 2029 | 846 | 203 |
Приведенный момент сопротивления установки, Н·м | 81,2 | 130 | 97,4 | 65 | 32,5 |
Определены условия возникновения «проскальзываний» в механической системе «приводные ролики – кокиль» и на этой основе произведен расчет предельно допустимого динамического момента (1) и минимально возможной длительности (2) пуско-тормозных режимов:
 ; (1)
; (1)
 , (2)
, (2)
где ![]() – коэффициент трения;
– коэффициент трения; ![]() – масса кокиля;
– масса кокиля; ![]() – ускорение свободного падения;
– ускорение свободного падения; ![]() – угол между направлением силы тяжести и нормалью к касательной, проходящей через точку соприкосновения кокиля и ролика;
– угол между направлением силы тяжести и нормалью к касательной, проходящей через точку соприкосновения кокиля и ролика; ![]() – радиус ролика;
– радиус ролика; ![]() ,
, ![]() – соответственно, приведенные момент инерции и сопротивления центробежной машины;
– соответственно, приведенные момент инерции и сопротивления центробежной машины; ![]() – рабочая частота вращения роликов.
– рабочая частота вращения роликов.
В табл. 2 представлены результаты расчета предельно допустимого динамического момента и минимально возможной длительности пуско-тормозных режимов для роликов с различными значениями рабочей частоты вращения.
Таблица 2
Граничные условия при реализации пуско-тормозных режимов
Параметр | Рабочая частота вращения роликов, об/мин | ||||
1200 | 750 | 1000 | 1500 | 3000 | |
φ, град | 45 | 34,5 | 41,7 | 48,9 | 60 |
| 2916 | 5438 | 3691 | 2168 | 820 |
с металлом, Н·м | 3443 | 6423 | 4360 | 2561 | 968 |
без металла, сек | 28 | 27,1 | 27,5 | 29,2 | 37,1 |
с металлом, сек | 24,5 | 23,7 | 24,1 | 25,6 | 32,4 |
Предложена рациональная силовая схема двухдвигательного электропривода по системе ТПН–АД с соединением в «треугольник» ветвей из двух последовательно включенных статорных обмоток АД (рис. 2). При этом фазное напряжение на каждом двигателе составит 0,5 значения линейного напряжения, т. е. понизится на 14% от номинального значения. Это обстоятельство в дальнейшем учтено при расчете мощности приводных двигателей.
|
Рис. 2. Силовая схема двухдвигательного электропривода по системе ТПН–АД |
Рациональность данного решения заключается в использовании одного преобразователя для двух двигателей. В этом случае достигается равномерное деление нагрузок между двигателями и независимое управление питанием фазных обмоток, что особенно важно для реализации алгоритмов КЧУ.
В результате предварительных расчетов установлено, что электропривод приводных роликов наиболее нагружен в пуско-тормозных режимах, длительность которых составляет 3-5 минут, следовательно, нагрузки в этих режимах являются определяющими при расчете мощности двигателей.
В связи с этим была предложена уточненная методика расчета мощности приводных двигателей, в которой учтены: схемная реализация силовой части электропривода, влияние КЧУ на величину потерь в двигателях в пуско-тормозных режимах и их длительность. В результате получены две расчетные формулы:
1. С учетом требований по моменту
![]() , (3)
, (3)
где ![]() – длительность пуска;
– длительность пуска; ![]() – относительная величина среднего значения момента, развиваемого асинхронным двигателем при пуске;
– относительная величина среднего значения момента, развиваемого асинхронным двигателем при пуске; ![]() – синхронная частота вращения двигателя.
– синхронная частота вращения двигателя.
2. С учетом нагрева двигателей в пуско-тормозных режимах
 , (4)
, (4)
где ![]() – номинальный КПД двигателя;
– номинальный КПД двигателя; ![]() – конструктивный коэффициент,
– конструктивный коэффициент, ![]() – коэффициент, учитывающий разность сопротивлений статора и ротора;
– коэффициент, учитывающий разность сопротивлений статора и ротора; ![]() – приведенный момент инерции установки с учетом металла рабочего слоя;
– приведенный момент инерции установки с учетом металла рабочего слоя; ![]() – длительность торможения;
– длительность торможения; ![]() – коэффициент, учитывающий снижение потерь выделяемых в двигателе при КЧУ в переходных режимах в 1,5-3 раза;
– коэффициент, учитывающий снижение потерь выделяемых в двигателе при КЧУ в переходных режимах в 1,5-3 раза; ![]() – коэффициент ухудшения теплоотдачи двигателя.
– коэффициент ухудшения теплоотдачи двигателя.
На рис. 3, а представлены расчетные зависимости номинальной мощности одного двигателя центробежной машины от длительности пуска электропривода  согласно выражению (3) – кривая 1 и (4) – кривая 2. Таким образом, выбор мощности приводных двигателей при
согласно выражению (3) – кривая 1 и (4) – кривая 2. Таким образом, выбор мощности приводных двигателей при ![]() секунд следует производить по кривой 2, а при
секунд следует производить по кривой 2, а при ![]() – по кривой 1. Кроме того, необходимо учитывать, что длительность процессов пуска и торможения не может быть меньше значений приведенных в табл. 2. На рис. 3, б представлены окончательные кривые расчетной мощности с учетом использования двигателей с разной частотой вращения магнитного поля. При этом использовались данные реальной машины, приведенные в табл. 1.
– по кривой 1. Кроме того, необходимо учитывать, что длительность процессов пуска и торможения не может быть меньше значений приведенных в табл. 2. На рис. 3, б представлены окончательные кривые расчетной мощности с учетом использования двигателей с разной частотой вращения магнитного поля. При этом использовались данные реальной машины, приведенные в табл. 1.
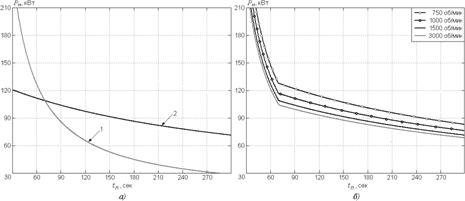
Рис. 3. Графики выбора мощности приводных двигателей
На основании анализа данных, представленных в табл. 1 и 2, а также на рис. 3, приходим к выводу, что с уменьшением диаметра приводных роликов при одновременном увеличении их частоты вращения происходит снижение энергетических затрат при работе центробежной машины. Наиболее целесообразным является использование приводных двигателей с частотой вращения магнитного поля статора 1500 об/мин. В этом случае радиус роликов уменьшается на 20 %, а приведенный момент инерции на 38 %. Применение двигателей с частотой вращения магнитного поля 3000 об/мин представляется не совсем оправданным, так как происходит значительное снижение диаметров роликов (в 2,5 раза) и соответственно предельно допустимого момента (в 3,5 раза).
В качестве приводных были выбраны асинхронные двигатели типа 5АМН250S4 номинальной мощностью 90 кВт и синхронной частотой вращения 1500 об/мин.
Третья глава посвящена разработке математической модели двухдвигательной системы ТПН–АД с последовательным соединением статорных обмоток.
Приведен математический аппарат, используемый при компьютерном моделировании асинхронных двигателей, в основе которого лежат известные в теории электрических машин уравнения Парка-Горева. Выполнена оценка наиболее важных факторов (явлений), которые необходимо учесть при построении модели. В результате была разработана математическая модель двухдвигательного электропривода с последовательным соединением статорных обмоток в трехфазной системе координат, неподвижной относительно статора, с учетом нелинейности кривой намагничивания и эффекта вытеснения тока в пазах ротора. Отличительная особенность разработанной модели состоит в том, что она позволяет исследовать электромеханические процессы с учетом взаимосвязи приводных двигателей по общему току статоров.
Была разработана математическая модель ТПН, в которой реализовано независимое управление питанием фаз последовательно соединенных статорных обмоток двигателей. Обоснована возможность применения системы импульсно-фазового управления с синхронизацией по напряжению сети.
Для оценки температурного состояния приводных двигателей возникла необходимость создания тепловой модели АД. Наиболее уязвимой к тепловым нагрузкам является изоляция обмоток асинхронного двигателя, следовательно, в пуско-тормозных режимах, длительность которых составляет 3-5 минут необходимо оценивать не температуру двигателя в целом, а его обмотки. Проведен анализ методов моделирования тепловых процессов в электрических машинах. При разработке модели использован метод эквивалентных тепловых схем, согласно которому АД представляется тремя телами нагрева (рис. 4): 1 – обмотки статора, 2 – сталь статора и 3 – ротор.
|
Рис. 4. Тепловая схема замещения АД |
Представленные модели были реализованы в пакете Simulink программной среды Matlab согласно полученным уравнениям.
Для подтверждения работоспособности разработанной двухдвигательной модели и адекватности результатов моделирования, реальным процессам в двигателях, на лабораторной базе МГТУ были произведены экспериментальные исследования прямого пуска двух последовательно соединенных по схеме «треугольник» АД типа SAe26a (![]() кВт;
кВт; ![]() А). На рис. 5 представлена осциллограмма тока статора, полученная в ходе эксперимента (кривая 1) и на модели (кривая 2). Расхождение амплитудных значений статорного тока на отдельных интервалах не превышает 15 %. На большинстве интервалах амплитуды токов практически полностью совпадают.
А). На рис. 5 представлена осциллограмма тока статора, полученная в ходе эксперимента (кривая 1) и на модели (кривая 2). Расхождение амплитудных значений статорного тока на отдельных интервалах не превышает 15 %. На большинстве интервалах амплитуды токов практически полностью совпадают.
Рис. 5. Осциллограмма тока статора при прямом пуске последовательно
соединенных АД в схеме «треугольник» (1 – эксперимент; 2 –модель)
Адекватность тепловой модели установлена путем сопоставления результатов расчетов полученных на модели и экспериментальных данных, полученных для ряда двигателей серии 5А (табл. 3).
Таблица 3
Тип двигателя | Превышение температуры обмотки статора, °С | Ошибка, % | |
Полученное в ходе эксперимента | Рассчитанное на модели | ||
5АН225M4 | 52,2 | 54,5 | 4,4 |
5AH225M6 | 50 | 52,4 | 4,8 |
5AH250M6 | 54 | 55,7 | 3,1 |
5AH250S8 | 59,9 | 61,9 | 3,3 |
5AH250M8 | 60 | 62,7 | 4,5 |
Кроме того, был построен блок, осуществляющий расчет энергетических показателей работы электропривода (энергия потерь в обмотках статора и ротора, потребляемая мощность и энергия), согласно классическим выражениям, в установившихся и переходных режимах работы.
Четвертая глава посвящена исследованиям пуско-тормозных режимов двухдвигательной системы ТПН–АД с квазичастотным управлением на математической модели.
Для сопоставления были рассмотрены следующие варианты реализации пускового режима: прямой пуск, детерминированный (с ненулевыми начальными условиями), пуск при фазовом управлении преобразователем и квазичастотный пуск. Установлено, что при прямом, детерминированном пуске и фазовом управлении наступает перегрев изоляции обмоток выбранных двигателей при достижении частоты вращения 0,5-0,7 от основной, вследствие высокой кратности пускового тока и длительности его протекания, таким образом, данные способы пуска не приемлемы.
Дано краткое описание теоретических основ формирования режима КЧУ по принципу модулирующих напряжений и временных интервалов. Определены особенности реализации КЧУ с учетом предлагаемой силовой схемы электропривода.
На основе результатов математического моделирования электромеханических процессов в системе ТПН–АД построены механические характеристики АД при КЧУ (рис. 6). В работе проведено их сопоставление с экспериментальными характеристиками, полученными в ходе аналогичных исследований в этом направлении. В режиме КЧУ питание статорных обмоток АД осуществляется трехфазной системой полуволн токов переменной полярности с частотой ![]() . При этом составляющие фазных напряжений могут образовывать прямую последовательность чередования фаз (
. При этом составляющие фазных напряжений могут образовывать прямую последовательность чередования фаз (![]() , характеристики 1 и 2 на рис. 6) и обратную (
, характеристики 1 и 2 на рис. 6) и обратную (![]() , характеристика 3 на рис. 6).
, характеристика 3 на рис. 6).
Рис. 6. Механические характеристики АД при КЧУ:
в режиме пуска (а) и торможения (б)
Согласно приведенным механическим характеристикам, разгон двигателя до рабочей скорости при КЧУ можно осуществить путем ступенчатого повышения значения частоты ![]() . Такой способ пуска следует рассматривать как многоступенчатый частотный пуск. На рис. 7 представлены результаты моделирования квазичастотного пуска предложенной системы электропривода центробежной машины.
. Такой способ пуска следует рассматривать как многоступенчатый частотный пуск. На рис. 7 представлены результаты моделирования квазичастотного пуска предложенной системы электропривода центробежной машины.
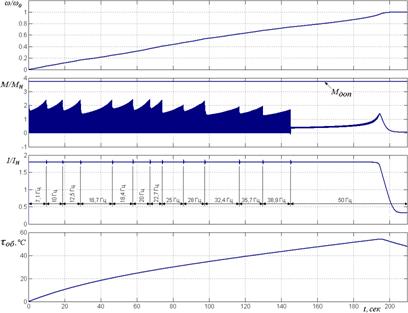
Рис. 7. Квазичастотный пуск электропривода центробежной машины
Действующее значение тока статора на протяжении всего процесса не превышает 1,8 номинальных значений. Длительность разгона находится в пределах 210 секунд и она жестко не регламентирована по условиям технологии. Из диаграммы процесса нагрева статорной обмотки (![]() ) следует, что перегрева изоляции двигателей в этом случае не происходит.
) следует, что перегрева изоляции двигателей в этом случае не происходит.
В табл. 4 приведены энергетические характеристики, исследованных на модели способов пуска.
Таблица 4
Энергетические показатели различных способов пуска
Способ пуска | Величина, кВт·ч | ||
Энергия потерь в статоре | Энергия потерь в роторе | Потребляемая из сети энергия | |
Прямой | 2,78 | 2,29 | 7,88 |
Детерминированный | 2,78 | 2,29 | 7,88 |
Фазовое управление | 2,81 | 2,33 | 7,95 |
Квазичастотный | 1,53 | 1,38 | 5,95 |
Из результатов, представленных в табл. 4 следует, что потери энергии в двигателях при КЧУ на 40% меньше, чем при других, исследованных в данной работе способах пуска.
По условиям технологии жестко регламентирована длительность тормозного режима. Для действующей машины она не должна превышать 300 секунд. Экспериментально установлено, что длительность торможения кокиля на свободном выбеге составляет 30 минут. Для разработки эффективного способа торможения были проведены дополнительные исследования по его реализации на основе ТПН–АД с КЧУ. При этом было принято во внимание, что в данной системе в области синхронной частоты двигатель не создает тормозного момента (рис. 6, а). Для устранения данного недостатка предложено перейти на режим противовключения. На рис. 2 такое переключение реализуется силовыми ключами К1 и К2. Алгоритм КЧУ при этом выбирается таким, что составляющие фазных напряжений создают обратную последовательность чередования фаз (рис. 6, б). В результате смены питания двух фаз двигателя при реализации известных алгоритмов КЧУ достигаются наилучшие условия для эффективного торможения. На рис. 8 представлены результаты моделирования процесса торможения центробежной машины предложенным способом.
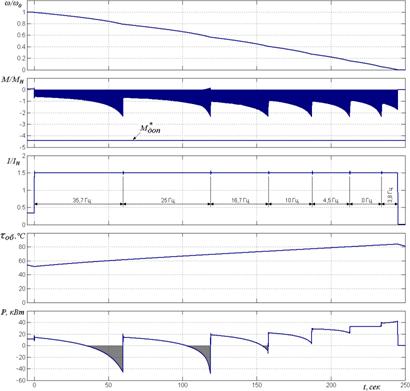
Рис. 8. Квазичастотное торможение электропривода центробежной машины
В этом режиме результирующий вектор питающего напряжения меняет направление вращения, а магнитное поле, формируемое токами статора, благодаря алгоритму КЧУ, продолжает вращаться в том же направлении что и ротор, но с меньшей частотой. На расчетных осциллограммах отмечены участки, когда мощность, потребляемая двигателями, принимает отрицательные значения, т. е. возникают интервалы рекуперативного торможения.
Установлено, что длительность торможения в данной системе при заданных ограничения не превышает 250 секунд, что удовлетворяет технологическим требованиям. Расчеты, произведенные на тепловой модели АД, свидетельствуют об отсутствии перегрева изоляции статорных обмоток приводных двигателей, даже в том случае, если возникнет необходимость торможения сразу после разгона электропривода.
Проведено также сопоставление энергетических показателей разработанной системы ТПН–АД с КЧУ и действующей системы гидропривода центробежной машины. Установлено, что реализация электропривода машины центробежного литья валков по системе ТПН–АД с КЧУ позволит снизить электропотребление установки практически вдвое по сравнению с существующей системой гидропривода. Ожидаемый экономический эффект от модернизации машины центробежного литья валков за счет экономии электроэнергии составит около 300 тыс. рублей.
Количественная оценка рассчитанных энергетических и экономических показателей позволяет судить о целесообразности замены существующей гидросистемы на двухдвигательный электропривод переменного тока по системе ТПН–АД с КЧУ.
ЗАКЛЮЧЕНИЕ И ОСНОВНЫЕ ВЫВОДЫ ПО ДИССЕРТАЦИИ
В диссертационной работе решена актуальная научно-техническая задача, связанная с созданием новой системы электропривода машины центробежного литья валков горизонтального типа на базе ТПН–АД с КЧУ. Выполненные теоретические и экспериментальные исследования позволили получить следующие результаты и выводы:
1. В результате анализа технико-экономических показателей вариантов построения электропривода машины центробежного литья валков и с учетом требований к реализации рабочей тахограммы обоснована целесообразность выбора системы ТПН–АД.
2. Разработана силовая схема двухдвигательного электропривода, в которой обеспечивается независимое управление фазными группами статорных обмоток АД от одного комплектного ТПН при соединении в «треугольник» ветвей, в которых осуществлено последовательное соединение обмоток статоров и встречно-параллельных вентильных групп преобразователя.
3. Уточнена методика расчета мощности приводных двигателей, в которой учтены особенности схемной реализации силовой части электропривода и процессы нагрева двигателей в пуско-тормозных режимах.
4. Разработана математическая модель двухдвигательной системы ТПН–АД с учетом особенности реализации силовой схемы и алгоритмы квазичастотного управления, позволяющая исследовать электромеханические и тепловые процессы, а также оценить энергетические показатели системы.
5. По результатам моделирования установлено, что потери энергии в двигателях при квазичастотном управлении на 40% меньше, чем при других исследованных способах пуска в системе ТПН–АД.
6. В результате исследований на компьютерной модели установлена возможность снижения электропотребления в двухдвигательной системе ТПН–АД с КЧУ практически в два раза по сравнению с существующей системой гидропривода.
Основные положения диссертации опубликованы в следующих работах:
1. Стригов, А. Д. Математическая модель асинхронного двигателя в трехфазной системе координат с учетом насыщения [Текст] / , // Электротехнические системы и комплексы: Межвуз. сб. науч. тр. – Магнитогорск: МГТУ, 2006. – Вып. 12. – С. 198-205.
2. Стригов, А. Д. Разработка модели асинхронного двигателя с учетом нелинейности намагничивания в среде «Matlab» [Текст] / // Электротехнические системы и комплексы: Межвуз. сб. науч. тр. – Магнитогорск: МГТУ, 2006. – Вып. 12. – С. 289-295.
3. Стригов, А. Д. Реализация специальных режимов асинхронного электропривода с тиристорным управлением при питании от однофазной сети [Текст] / , , // Вестник МГТУ им. . – 2006. – №3. – С. 3-6.
4. Стригов, А. Д. Моделирование пуска двухдвигательного асинхронного электропривода с последовательным соединением статорных обмоток [Текст] / , // Электроприводы переменного тока: Тр. XIV научно-технич. конф. – Екатеринбург: УГТУ-УПИ, 2007. – C. 197-200.
5. Стригов, А. Д. Разработка электропривода машины центробежного литья валков по системе ТПН–АД [Текст] / , , // Труды V международной (XVI Всероссийской) конференции по автоматизированному электроприводу – Санкт-Петербург, 2007. – C. 347-350.
6. Стригов, А. Д. Моделирование пуска двухдвигательного асинхронного электропривода с повышенным моментом инерции [Текст] / // Электротехнические системы и комплексы: Межвуз. сб. науч. тр. – Магнитогорск: МГТУ, 2007. – Вып. 14. – С. 32-36.
7. Стригов, А. Д. Модель асинхронного двигателя с разомкнутой обмоткой статора [Текст] / // Электротехнические системы и комплексы: Межвуз. сб. науч. тр. – Магнитогорск: МГТУ, 2007. – Вып. 14. – С. 130-133.
8. Стригов, А. Д. Рекуперативное торможение в системе ТПН–АД в режиме противовключения [Текст] / , // Оптимизация режимов работы электротехнических систем: межвуз. сб. науч. тр. – Красноярск: Сиб. федер. ун-т, 2008. – С. 116-121.
9. Стригов, А. Д. Особенности реализации тормозного режима машины центробежного литья валков в системе ТПН–АД с квазичастотным управлением [Текст] / , // Электротехнические системы и комплексы: Межвуз. сб. науч. тр. – Магнитогорск: МГТУ, 2008. – Вып. 15. – С. 105-110.
10. Стригов, пуско-тормозных режимов электропривода машины центробежного литья валков [Текст] / , // Вестник ЮУрГУ. Серия «Энергетика». – 2008. – №26(126). – С. 50-55.
11. Стригов, условий реализации электропривода машины центробежного литья валков по системе ТПН–АД [Текст] / , , // Изв. вузов. Электромеханика. – 2009. – №1. – С. 88-93.
