Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
73)Качество поверхности. Припуск на обработку.
Качество поверхности полупроводниковых пластин, дискет и т. п. оценивается с геометрической и физической точек зрения. С геометрической точки зрения качество определяется неровностями, выступами и впадинами реальной поверхности. С физической точки зрения отклонением свойств верхних слоев материала от свойств материала сердцевины. Если рассмотреть реальную деталь в разрезе рис 6.13 то можно выделить рельефный слой который определяет геометрические отклонения от идеального поверхностного слоя. Трещиноватый слой в котором нарушена целостность поверхностью, пластически деформированный слой, напряженный, упруго деформированный слой. На рисунке 6.13 H – высота дефектного слоя, величина его определяется способом обработки. Чем грубее обработка тем дефектный слой больше. К причинам появления дефектного слоя следует отнести упругие, пластические деформации и деформации разрушения, которые имеют место в процессе обработки, нагрев поверхностного слоя, химические явления которые имеют место в зоне обработки: окисление, образование других химических соединений. На поверхности после обработки образуются более прочный наклепанный слой. Этот слой отличается от материала сердцевины, и чтобы уменьшить различия, часто используют термообраоботку (отжиг ).

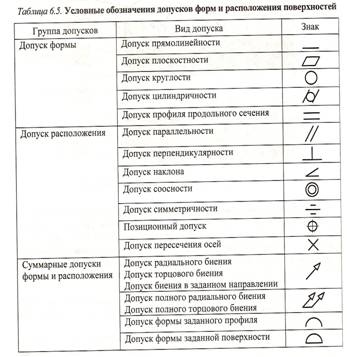
Рассмотрим рельефный слой который состоит из макронеровностей, волнистости и микронеровностей (шероховатостей). Макронеровности – единичные неповторяющиеся отклонения поверхности (конусность, непараллельность, овальность). Волнистость – периодически повторябщиеся выступы и впадины на поверхности заготовки или детали. Микронеровности – выступы и впадины на небольших участках неровности. Допуски формы и расположения поверхности (макронеровности) указывают на чертежах условными обозначениями в виде знаков (графических символов), приведенных на рисунке 6.5. Суммарный допуск формы и расположения поверхности, для которых не установлены отдельные графические знаки, обозначают знаками составленных допусков в такой последовательности: знак допуска расположения, знак допуска формы. В условных обозначениях допуски формы и расположения поверхности указывают в прямоугольной рамке, разделенной на части. В первой части размещают знак допуска из табл 6.5., во второй – числовое значение допуска в мм, в последующих буквенное обозначение базы. Базы обозначают зачерненным треугольником, который соединяют при помощи соединительной линии с рамкой. При выполнении чертежей с помощью ЭВМ допускается треугольник, обозначающий базу, - не зачернять.
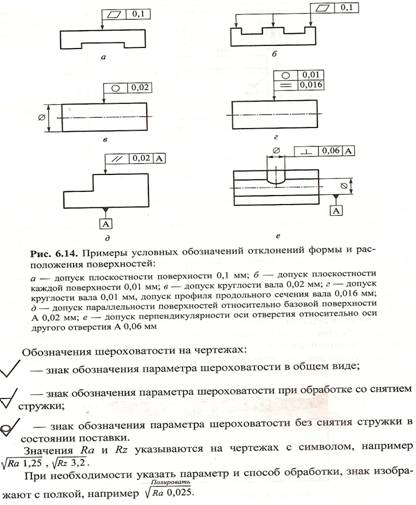
На рис 6.14 приведены примеры условных обозначений отклонений формы и расположения поверхностей. Оценка параметров шероховатости (качество поверхности) проводятся на основе микронеровностей, которые в ГОСТе определяются 14 классами шероховатостей : 1класс – грубый, 14 – наиболее точный (поверхностей обработанных полупроводниковых пластин). Оценка параметров шероховатостей ведется по высоте микронеровностей английские Rz или по среднеарифметическому размеру микронеровностей Ra.

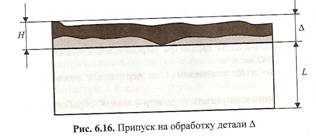
На рис 6.15 приведен пример рабочего чертежа с указанием допусковых обозначений. Припуск на обработку – это слой материала, подлежащий удалению в процессе обработки рис 6.16. Минимальное значение припуска должно обеспечивать удаление микронеровностей и дефектного слоя, получаемого при предшествующей обработке. Припуск бывает промежуточным и общим. После удаления общего припуска получают необходимый размер детали. Если припуск удаляется не сразу а постепенно – сначала предварительна (черновая) обработка а затем окончательная (чистовая), то общий припуск разбивается на несколько промежуточных. При этом предварительный припуск должен быть как можно больше, чтобы удалить дефектный слой H, но после предварительной обработки появляется новый дефектный слой только меньшего размера. Если этот дефектный слой нас устраивает, на этом обработка заканчивается, если нет – следует применять более точные методы обработки и технологические размеры, обеспечивающие необходимые качества поверхностей и получаемого размера. Общий припуск равен сумме промежуточных припусков.