

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
СОВРЕМЕННЫЕ МЕТОДЫ И ВОЗМОЖНОСТИ КОНТРОЛЯ ХИМИЧЕСКОГО СОСТАВА МАТЕРИАЛОВ ПРИМЕНИТЕЛЬНО К ОБОРУДОВАНИЮ АЭС И НЕФТЕХИМИИ
, ,
Научно-исследовательский центр «ОМЗ-Ижора», Санкт-Петербург, Россия
Химический состав основных и сварочных материалов – это одна из основ качества заготовок, предназначенных для изготовления ответственного оборудования АЭС и нефтехимии
. Точное выполнение химического анализа позволяет не только подтверждать соответствие продукции требованиям нормативной документации, но и управлять ее технологическими и потребительскими свойствами. Особенно широко используется управление технологическими и потребительскими свойствами изделий через ограничение углерода и легирующих элементов в пределах марочного состава. Ограничение содержания микропримесей и газов используется, как правило, при изготовлении нефтехимических сосудов и, в меньшей степени, для изделий АЭС.
Анализ химического состава основных и сварочных материалов выполняется в Научно-исследовательском центре (далее – НИЦ) «ОМЗ-Ижора» различными методами с помощью высокоточного аналитического оборудования лучших мировых производителей, парк которого был существенно обновлен за последние 5 лет.
Новые возможности оборудования для химического анализа металла
Определение содержания основных легирующих и примесных элементов в сталях, сплавах и других материалах выполняется методом рентгенофлюоресцентного анализа в соответствии с ГОСТ «Сталь. Метод рентгенофлюоресцентного анализа». С этой целью в НИЦ используется рентгенофлюоресцентный спектрометр последовательного действия AXIOS ADVANCED, приобретенный в 2009 г.
Аналитические возможности этого современного прибора очень высоки и, помимо основных легирующих и примесных элементов, позволяют определять содержание в сталях и сплавах таких элементов, как кальций, тантал, церий и др. Однако ГОСТ не предусматривает анализ микропримесей. Определение их содержания возможно иными методами, в том числе методами мокрой химии, но они длительны и трудоемки. В связи с этим в НИЦ была разработана методика выполнения измерений микропримесей в сталях с помощью рентгенофлюоресцентного спектрометра – МВИ 0, которая была аттестована во ВНИИМ им. . Методика устанавливает необходимые условия и процедуру выполнения количественного рентгеноспектрального анализа образцов сталей для измерения в них массовой доли примесей и микропримесей, в диапазонах, указанных в таблице 1, т. е. от тысячных и даже от десятитысячных долей процента.
Таблица 1 Диапазоны измерений массовой доли элементов в углеродистых, легированных и высоколегированных сталях
Определяемый элемент | Диапазон, % | Определяемый элемент | Диапазон, % |
Мышьяк | 0,0010 – 0,10 | Цинк | 0,0010 – 0,0050 |
Олово | 0,0010 – 0,060 | Кальций | 0,00040 – 0,0050 |
Сурьма | 0,0010 – 0,10 | Кобальт | 0,0010 – 0,20 |
Свинец | 0,0010 – 0,020 | Тантал | 0,0050 – 0,20 |
Висмут | 0,00050 – 0,0050 | Церий | 0,0010 – 0,10 |
Другим методом, с помощью которого выполняется контрольный химический анализ сталей, а также сплавов на основе меди, алюминия и никеля, является метод фотоэлектрического спектрального анализа в соответствии с ГОСТ «Сталь. Метод фотоэлектрического спектрального анализа». С этой целью в НИЦ используется эмиссионный спектрометр SPECTROLAB последней модели, приобретенный в 2012 году. Спектрометр представляет собой новый класс анализаторов с улучшенной аналитической базой и позволяет определять одновременно до 32 химических элементов, включая углерод, микропримеси (Ca, Ce, Ta, Ag, Zn, Bi, Sn, Sb), азот, а также растворимый и нерастворимый алюминий. Диапазон измерений массовой доли элементов от 0,001 до 45,0 %.
Таким образом, с помощью указанного оборудования выполняется не только контрольный химический анализ металла, но и решаются более сложные аналитические задачи. В частности, при изготовлении сосудов нефтехимии с целью улучшения технологических свойств и получения заданного уровня эксплуатационных характеристик вводятся дополнительные требования к химическому составу материалов. Одним из таких требований является ограничение содержания примесных элементов в основном металле и в сварном шве с целью увеличения стойкости изделия к охрупчиванию в процессе эксплуатации. Для основного металла это достигается путем введения требований по величине J-фактора, определяемого по формуле J=(%Si+%Mn)х(%Р+%Sn)х104, а для металла сварных швов – с помощью коэффициента Брускато Х=(10P+5Sb+4Sn+As)/100.
Выполнение этих условий позволяет стабильно обеспечивать требование по величине критической температуры хрупкости металла сосуда на момент окончания срока его эксплуатации. При этом точное определение содержания основных и примесных элементов, а также микропримесей на современном оборудовании позволяет изготовителю гарантировать высокое качество металла.
Определение следовых количеств микропримесей
Существовавшие до недавнего времени требования к содержанию микропримесей в материалах (например, в атомной энергетике) ограничивались десятитысячными долями процента. Повышение требований к качеству и свойствам основного металла и металла сварных соединений ответственных изделий требует еще большего ограничения содержания «вредных» микропримесей и, следовательно, вызывает необходимость определять их содержание до стотысячных долей, т. е. до 5-й значащей цифры после запятой.
Эта методическая задача была успешно решена в НИЦ на атомно-абсорбционном спектрометре с электротермической атомизацией AANALYST 600 фирмы PERKIN ELMER. Метод наиболее пригоден для анализа следовых количеств элементов, поскольку, в отличие от приборов с пламенной атомизацией, атомизированная проба остаётся в замкнутом объёме кюветы, а не уносится газовым потоком, тем самым чувствительность возрастает на 2-3 порядка.
Примером использования возможностей такого спектрального анализа является определение K-фактора для металла сварного шва, выполненного сварочными материалами Cr-Mo-V – композиции.
Известно, что материалы композиции Cr-Mo-V, особенно металл сварных швов, склонны к образованию трещин повторного нагрева. Одним из способов снижения риска образования трещин повторного нагрева является ограничение содержания «вредных» примесей в металле шва, а, следовательно, и в сварочных материалах, что записывается в виде формулы K=Pb+Bi+0,03*Sb ≤ 1,5ppm (0,00015%).
Для определения значения К-фактора были проведены испытания образцов металла шва, выполненного проволокой композиции 2,25Cr-1Mo-0,25V. Полученные результаты испытаний приведены в таблице 2. Установлено весьма низкое следовое содержание микропримесей, что обеспечивает, соответственно, небольшую величину К-фактора на уровне 0,79-1,09 ppm.
Таблица 2 Содержание микропримесей в металле шва, выполненного проволокой композиции 2,25Cr-1Mo-0,25V, масс. %
Образец | Sb | Pb | Bi | К-фактор* |
Проба 1 | 0,00030 | 0,00004 | 0,00003 | 0,79 |
Проба 2 | 0,00031 | 0,00006 | 0,00003 | 1,09 |
* K= Pb+ Bi+0,03*Sb<1,5. |
Таким образом, атомно-абсорбционный спектрометр AANALYST 600 фирмы PERKIN ELMER позволяет определять содержание микропримесей с точностью до стотысячных долей процента. Это позволяет изготовителю оборудования ответственного назначения (в данном случае нефтехимических реакторов) управлять качеством металла сварных соединений и минимизировать риск образования сварочных дефектов типа трещин повторного нагрева.
Выполнение химического анализа непосредственно на изделии
Контроль качества современного нефтехимического оборудования предусматривает проведение процедуры подтверждения марки материалов – PMI (Positive Material Identification), которая выполняется непосредственно на изделии для всех деталей под давлением, компонентов ВКУ и крепежа, а также для всех швов под давлением и всех внутренних антикоррозионных покрытий.
С этой целью в НИЦ используются мобильные оптико-эмиссионные спектрометры PMI-MASTER PLUS и SPECTROTEST, которые определяют не только основной химический состав сталей, но и анализируют содержание примесей в сплавах на основе никеля, меди, алюминия. Диапазон измерения концентраций элементов от 0,01 до 99,0%.
Помимо PMI металла заготовок для нефтехимического оборудования с помощью мобильного оборудования НИЦ были проведены испытания силовых наплавок из материалов на никелевой основе. Сравнительные испытания стандартных образцов сплава на железо-никелевой основе, выполненные с использованием стационарного эмиссионного спектрометра SPECTROLAB и мобильного оптико-эмиссионного спектрометра SPECTROTEST, показали удовлетворительную сходимость результатов (таблица 3), что подтверждает достоверность химического анализа, выполняемого мобильным оборудованием.
Таблица 3 Результаты испытаний стандартных образцов, масс. %
Наименование стандартного образца | Спектрометр* | C | Si | Mn | Cr | Ni | Ti | Co | Cu | W | Nb |
НГ-16а | стационарный | 0,031 | 0,22 | 0,22 | 0,17 | 33,7 | 0,11 | 14,6 | 0,14 | -** | -** |
мобильный | 0,032 | 0,20 | 0,25 | 0,19 | 33,5 | 0,11 | 14,4 | 0,14 | -** | -** | |
502а | стационарный | 0,10 | 0,39 | 0,38 | 21,86 | 40,1 | 0,91 | -** | -** | 2,23 | 1,04 |
мобильный | 0,10 | 0,35 | 0,36 | 21,82 | 39,9 | 0,88 | -** | -** | 2,18 | 0,99 | |
* стационарный прибор – SPECTROLAB, мобильный прибор – SPECTROTEST. ** на данный элемент образец не аттестован. | |||||||||||
Мобильное оборудование также широко используется для химического анализа материалов, где невозможен отбор проб для испытаний на стационарном оборудовании (монтаж и строительство, детали машин и механизмов и пр.). Также с помощью мобильного оборудования возможно решение задач по исследованию процессов ликвации в крупногабаритных заготовках без отбора образцов.
Таким образом, современные мобильные приборы и методики химического анализа, разработанные специалистами НИЦ, позволяют не только с высокой точностью выполнять подтверждение марки материала на изделиях, но и использовать их для сдаточного анализа по определению химического состава материалов и изделий.
Определение содержания газов
Знание содержания газов в металле очень важно как в процессе изготовления изделия, так и с точки зрения его эксплуатационных характеристик. Для определения содержания газов в НИЦ используются различные современные анализаторы.
Анализатор LECO TC–500 предназначен для определения содержания азота и кислорода в сталях, сплавах и цветных металлах в виде компактных проб, для определения азота возможно использование стружки. Диапазон измерения содержания массовой доли кислорода от 0,0005 до 0,2%, азота – от 0,0005 до 0, 8%.
Анализатор LECO RH402 предназначен для определения содержания водорода в сталях, сплавах на основе никеля, кобальта, титана в виде компактных проб. Диапазон определяемых концентраций водорода от 0,00005 до 0,010%.
Анализатор ELTRA–H500IR предназначен для анализа диффузионно-подвижного водорода в металле методом горячей экстракции в атмосфере инертного газа-носителя – азота. Выделенный водород определяется в молекулярной форме (H2) ячейкой теплопроводности. Диапазон определяемых содержаний диффузионно-подвижного водорода от 0 до 0,0050%.
Известно, что низкое содержание диффузионно-подвижного водорода в металле сварного шва является одним из главных условий высокой стойкости сварных швов к образованию холодных трещин. Поэтому в зарубежных спецификациях на нефтехимическое оборудование часто вводится ограничение его содержания в металле шва, определяемое в соответствии со стандартом AWS A 4.3. В свою очередь, изготовитель нефтехимического оборудования предъявляет это требование поставщикам сварочных материалов. В настоящее время в НИЦ разработана методика определения диффузионно-подвижного водорода в наплавленном металле. Внедрение этой методики позволит контролировать содержание диффузионно-подвижного водорода в сварочных материалах с целью повышения трещиностойкости и качества изготавливаемых изделий ответственного назначения.
Выполнение анализа химического состава в исследовательских работах
Несомненно, велика роль точного анализа химического состава материала и при проведении научно-исследовательских работ и экспертизных исследований. К важным практическим задачам относится также определение химического состава неметаллических включений и исследование ликвации в микрообъемах металла методом рентгеновского микрозондового анализа. Эти задачи решаются в НИЦ с помощью сканирующего электронного микроскопа VEGA II LMU фирмы TESCAN и современной энергодисперсионной приставки фирмы OXFORD для микроанализа.
Одним из примеров такого исследования является анализ состава неметаллических включений, выявленных в металле заготовки из стали 38ХН3МФА, с целью установления причин их образования. Химический анализ показал, что неметаллические включения представляют собой оксиды кремния, нитриды титана, а также сульфиды марганца (рисунки 1, 2). Исходя из состава неметаллических включений, был сделан вывод, что повышенная загрязненность металла обусловлена поздней присадкой ферросилиция при выплавке стали, что привело к насыщению металла оксидами кремния, а также использованием ковша УВРВ непосредственно после обработки плавки нержавеющей стали, что привело к насыщению металла титансодержащими включениями.
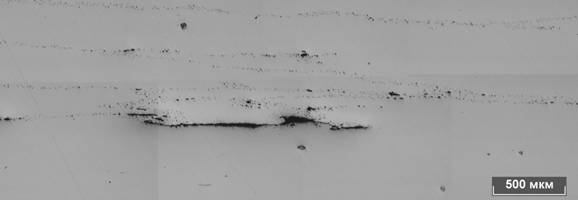
Рисунок 1 – Неметаллические включения оксиды, нитриды и сульфиды в металле заготовки из стали 38ХН3МФА
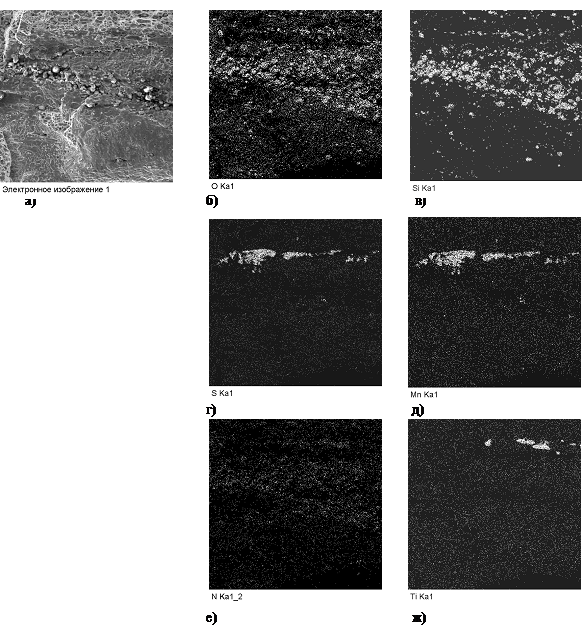
Рисунок 2 – Распределение элементов в неметаллических включениях, анализ выполнен с излома: (а) электронное изображение; (б-ж) изображение в рентгеновских лучах
В целом, данные о составе неметаллических включений позволяют оптимизировать технологию выплавки и внепечной обработки стали, а также определить и исключить случайные факторы, которые негативно влияют на загрязненность стали неметаллическими включениями. Это, безусловно, способствует повышению качества металла заготовок.
Еще один пример – это исследование распределения содержания хрома, никеля и ниобия в металле двухслойного антикоррозионного покрытия. Оно было выполнено с целью определения толщины слоев наплавки непосредственно на поверхности детали из стали 10ГН2МФА. Первый слой наплавки выполнен лентой св-07Х25Н13, второй слой – лентой св‑04Х20Н10Г2Б. Результаты сканирования, выполненного по толщине антикоррозионного покрытия, выполненного на пробе (рисунок 3), свидетельствуют о том, что 1-ый и 2-ой слои наплавки значительно различаются по содержанию ниобия (рисунок 4) и не имеют выраженного различия по содержанию хрома и никеля. В обоих слоях содержание хрома находится в диапазоне от 18,5 до 20,5%, никеля – от 9,7 до 11,5%. Содержание ниобия в металле 1-го слоя составляет от 0 до 0,02%, в металле 2-го слоя – от 0,15 до 1,46%. Таким образом, содержание ниобия в металле является надежным показателем при идентификации слоев двухслойного антикоррозионного покрытия и определении толщины 2-го слоя с погрешностью ~0,2 мм. На основании этих результатов была выполнена экспертная оценка толщины наплавки непосредственно на изделии с помощью мобильного прибора PMI-MASTER PLUS.
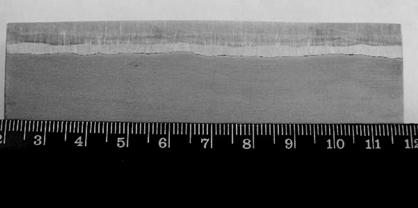
Рисунок 3 – Макроструктура металла двухслойного антикоррозионного покрытия.
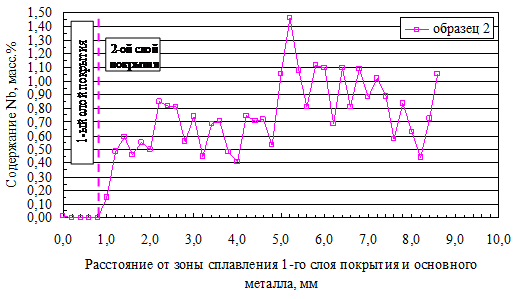
Рисунок 4 – Изменение содержания ниобия в металле антикоррозионного покрытия. За начало отсчета расстояния принята зона сплавления 1-го слоя покрытия и основного металла
Сравнение объемов и методов контроля химического состава материалов применительно к оборудованию АЭС и нефтехимии
Приведенные выше данные свидетельствуют, что в последнее десятилетие значительно возросли аналитические и технические возможности оборудования для определения химического состава металлов и сплавов. НИЦ обладает широким спектром современного аналитического оборудования и соответствующими методиками. Однако новые возможности аналитических приборов используются, в основном, при изготовлении оборудования для нефтехимии, а объем химического анализа при изготовлении оборудования АЭС значительно меньше (таблица 4), а именно:
Ø минимален объем контрольного химического анализа металла заготовок;
Ø отсутствует мобильный анализ подтверждения марки материалов на изделии;
Ø минимален объем ограничений содержания примесей в металле шва;
Ø отсутствует ограничение по содержанию диффузионно-подвижного водорода применительно к сварочным материалам.
По мнению специалистов НИЦ, с учетом повышения требований к безопасной эксплуатации оборудования АЭС целесообразно рассмотреть вопрос о введении новых дополнительных требований к объему и методам контроля химического анализа материалов основного оборудования АЭС, что позволит значительно повысить качество изготавливаемого оборудования. Кроме того, перспективным является использование современных возможностей аналитического оборудования НИЦ для анализа химического состава материалов в научно-исследовательских работах, проводимых, в том числе, при разработке новых материалов, технологий и методов контроля оборудования АЭС.
ЗАКЛЮЧЕНИЕ
Новые расширяющиеся возможности современного аналитического оборудования для контроля химического состава материалов и изделий позволяют актуализировать требования к объему и методам контроля при изготовлении оборудования АЭС с целью повышения его качества и гарантий безопасной эксплуатации.
Таблица 4 Сравнительный анализ объемов и методов химического анализа, выполняемого в соответствии с требованиями нормативной документации к корпусам реакторов АЭС и гидрокрекинга нефти.
Вид анализа/ зона анализа | АЭС | НЕФТЕХИМИЯ |
плавочный химический анализ | ||
основной металл | 100% (С, Mn, S, P, Cr, Ni, Mo, Si, V, Cu, Co, Al, As, Sn, Sb) - 15Х2НМФА (-А, кл. 1) | 100% (C, Mn, P, S, Cr, Ni, Mo, Si, V, Cu, Ti, Nb, Ca, B, Sn,)-F22V |
контрольный химический анализ | ||
основной металл | обечайки активной зоны на содержание Ni, Cu, P, As, Sb, Sn c каждого торца для определения порядка сборки. | 100% |
металл шва | 100% при входном контроле (С, Si, Mn, Cr, Ni, Mo, Ti, S, P, Cu, Co, N, Sn, Sb, As) | 100% при входном контроле и на ПКСС (С, Si, Mn, Cr, Ni, Mo, Cu, S, P, As, Sb, Sn, V, Nb) |
наплавленный металл | 100% при входном контроле (C, Si, Mn, Cr, Ni, Nb, S, P, Cu, Co) | 100% при входном контроле наплавочных материалов |
мобильный анализ на соответствие марки материала | ||
основной металл | - | 100 % для всех деталей под давлением, компонентов ВКУ, крепежа (для крепежа на основе реперзентативной выборки) |
металл шва | - | 100% для всех швов под давлением |
наплавка | - | 100% для всех внутренних антикоррозионных наплавок |
определение содержания примесных элементов | ||
основной металл | P, S, Al, As - для всех обечаек 15Х2НМФА (-А/кл. 1); Sn, Sb - только для 15Х2НМФА-А и 15Х2НМФА кл.1 (т. е. только для обечаек активной зоны и опорной обечайки). P+Sn+Sb≤0,015% (15Х2НМФА-А) P+Sn+Sb≤0,012% (15Х2НМФА кл.1) | J=(%Si+%Mn)х(%Р+%Sn)х104 J≤100 |
металл шва | N, Sn, Sb, As | Х=(10P+5Sb+4Sn+As)/100 Х<15 ppm K= Pb + Bi + 0,03 Sb K ≤1,5 ppm |
определение содержания диффузионно-подвижного водорода | ||
сварочные материалы | - | 100% при входном контроле |
