


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Домашнее задание
Разработка технологического процесса
изготовления литейных форм и отливок
ЦелИ работы
1. Изучение студентами дисциплины «Технология конструкционных материалов», раздел «Основы литейного производства».
2. Приобретение практических навыков в разработке средств технологического обеспечения литья в разовую песчаную форму.
Решаемые задачи
При выполнении домашнего задания студенты должны решить следующие задачи:
1. Разработать методы и средства технологического обеспечения литья в разовую песчаную форму для заданной детали.
2. Привить студентам навыки самостоятельной работы с нормативно-справочной литературой.
Средства для проведения работы
1. Методические указания.
2. Исходные данные в виде чертежа детали с указанием требований к ее точности и технологичности.
3. Нормативно-справочные данные.
4. Бланк отчета.
Порядок выполнения работы
1. Анализ конструкции детали и выбор положения отливки в литейной форме
Выбор положения отливки в литейной форме проводят с учетом особенностей конструкции детали. Анализируя конструкцию детали, нужно четко представить ее пространственную конфигурацию, геометрическую форму, наличие плавных переходов и радиусов закруглений между различными сечениями, конструктивные уклоны на поверхностях, отверстия, внутренние полости и т. д.
Положение отливки в форме в дальнейшем оказывает влияние на свойства полученной детали (технологическая наследственность). При заливке формы металлом в верхней части скапливаются шлак и газы, поэтому плотность металла в нижней части отливки получается более высокой, чем в верхней. Значит наиболее ответственные поверхности отливок, которые в дальнейшем подвергаются механическому воздействию при обработке и эксплуатации, следует располагать в нижней части формы или вертикально. Дефекты, обнаруженные в процессе отливки, необходимо удалять при механической обработке.
Обязательным условием обеспечения высокого качества литья является создание при проектировании формы наикратчайшего пути прохождения металла от литниковой чаши к телу отливки.
В зависимости от сложности конфигурации детали выбирают необходимое количество разъемов формы и, соответственно, модели. Отливки простой конфигурации получаются в неразъемной модели.
При выборе разъема формы и модели необходимо:
– число разъемов делать наименьшим, а поверхности разъемов плоскими для удобства сборки формы;
– обеспечить беспрепятственное удаление модели из формы;
– обрабатываемые поверхности располагать в одной (желательно нижней) полуформе для получения плотной и однородной поверхности;
– более высокую часть модели располагать в нижней полуформе;
– стержни при сборке устанавливать в нижнюю полуформу.
Разъем модели условно обозначают буквами РМ, а разъем литейной формы – РФ. Верх и низ модели в форме обозначают буквами В и Н. Если разъем модели и формы совпадают, то ставят МФ.
2. Конструирование модели
2.1. Разработка чертежа отливки
Конструирование модели начинается с разработки чертежа отливки. Рассмотрим этот процесс на примере типовой детали – фланца. На чертеже готовой детали (рис.1), полученной путем механической обработки литой заготовки, обозначены требования для изготовления модели. Все размеры детали увеличивают пропорционально величине усадки сплава, из которого будет изготовлена отливка (табл.1). На чертеже детали нанесены знаки шероховатости поверхностей, подвергающихся механической обработке. На эти поверхности назначают припуск 1 на механическую обработку (рис.2). На все размеры отливок, в том числе и на те размеры, которые относятся к поверхностям, не подвергающимся механической обработке, назначают допуски.
Величина припуска и допуска зависит от материала отливки, ее наибольшего габаритного размера, положения поверхности в форме при заливке (верх, низ, бок), класса точности отливки. Отливки I класса точности получают в условиях массового производства (машинная формовка по металлическим моделям), II класса точности – в условиях серийного производства (машинная формовка по моделям, изготовленным из алюминия), III класса точности – в условиях единичного производства (ручная формовка по деревянным моделям).
Величину припусков (в миллиметрах на сторону) и допусков выбирают по ГОСТ 2009-55 для стальных отливок (табл.2), по ГОСТ 1855-55 для отливок из чугуна (табл.3) и по нормалям для отливок из цветных сплавов (табл.4).
Величину припуска показывают на эскизе отливки тонкой линией. Если обрабатываемая поверхность является поверхностью вращения, то к номинальному размеру, указанному на чертеже детали, прибавляют (отнимают для внутренних) двойной припуск.
На механическую обработку литых отверстий принимают табличные припуски верха или низа, независимо от расположения отверстия.

Рис. 1. Чертеж фланца
Материал детали – серый чугун СЧ15,
тип производства – массовое
2.2. Уточнение требований к технологичности конструкции отливки
Выбор величины формовочных уклонов
Поверхности, перпендикулярные к плоскости разъема, выполняют с формовочными литейными уклонами 2 (рис.2) для облегчения извлечения модели из уплотненной смеси. Величина формовочных уклонов зависит от высоты боковых поверхностей и материала детали (табл.5).
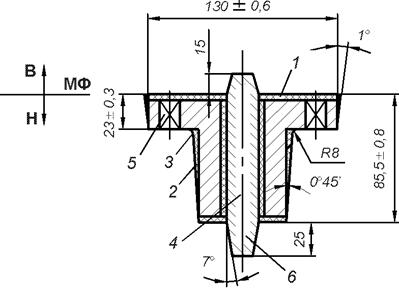
Рис. 2. Эскиз отливки
Выбор величины галтелей
Внутренние углы в моделях, образующиеся при сопряжении поверхностей, выполняют с галтелями, т. е. округлёнными по радиусу 3 (рис.2). Галтели предупреждают осыпание формовочной смеси в углах формы при извлечении модели, способствуют уменьшению внутренних напряжений при кристаллизации отливки.
Размеры галтелей выбирают по зависимости
 ,
,
где R− радиус галтели, мм;
(a + b)/2 − полусумма толщин сопрягаемых стенок отливки;
Если (a + b)/2 < 50 мм, то принимают коэффициент 1/3.
Если (а + b)/2 > 50 мм, то принимают коэффициент 1/5.
Размеры галтелей округляют до следующих стандартных значений: 1, 2, 3, 5, 8, 10, 15, 20, 25, 30, 40 мм.
2.3. Конструирование стержней и стержневых ящиков
Внутренние поверхности в отливках, в том числе отверстия, получают с помощью стержней 4 (рис.2). Следует иметь в виду, что при литье в песчаные формы отверстия диаметром менее
20 мм в массовом производстве, диаметром менее 30 мм в серийном производстве и диаметром менее 50 мм в единичном производстве с помощью стержней не выполняют, а сверлят при дальнейшей механической обработке отливок. Исходя из сказанного, размеры отливки должны быть скорректированы с учетом напусков 5 (рис.2), упрощающих конфигурацию заготовки.
Стержни имеют знаковую часть, которая служит для установки и точной фиксации стержня в полости литейной формы при ее заливке. Знаковые части стержня 6 (рис.2) показывают на чертеже отливки выступающими за контуры отливки сплошной тонкой линией. Стержень со знаковыми частями штрихуют по всему контуру.
Если при установке стержня его ось параллельна плоскости разъема формы, то такой стержень называют горизонтальным, его знаки выполняют цилиндрическими, а их размеры определяют по ГОСТ 3606-57 (табл.6).
Если ось стержня при его установке в форму перпендикулярна к плоскости разъема, то такой стержень называют вертикальным и его знаковые части для удобства сборки формы выполняют коническими. Для надежного крепления стержня в форме высоту нижнего знака выполняют больше высоты верхнего знака и выбирают по ГОСТ 3606-57 (табл.7,8).
Уклоны знаков вертикальных стержней принимают по ГОСТ 3606-57 (табл.9). По эскизу отливки зарисовывают конфигурацию стержня вместе со знаковыми частями и указывают его размеры (рис.3). По эскизу стержня оформляют контур стержневого ящика. Размеры ящика назначают конструктивно, чтобы толщина стенок была примерно равной половине диаметра стержня. Стержневые ящики изготовляют из древесины или металла.

Рис. 3. Эскиз стержня и стержневого ящика
2.4. Разработка чертежа модели
После разработки чертежа отливки приступают к изготовлению модели (рис.4). Размеры модели и ее очертания соответствуют размерам и очертанию отливки. Если модель разъемная, то для наглядности обе половины показывают раздвинутыми, чтобы можно было представить их фиксацию при сборке. Поверхности деревянных моделей окрашивают для предохранения от влаги и уменьшения шероховатости. Цвет окраски отдельных частей моделей различный. Знаковые части моделей всегда имеют черный цвет, корпус моделей может быть красным, зеленым, серым и желтым в зависимости от применяемого сплава.
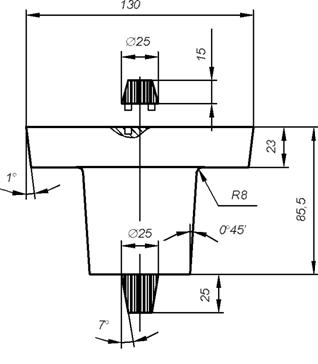
Рис. 4. Эскиз модели
3. Расчет элементов литниковой системы
Литниковая система служит для заполнения литейной формы металлом. Для различных сплавов и видов форм применяют разные по конструкции литниковые системы, но независимо от конструкции литниковая система должна обеспечивать:
– питание отливки в процессе кристаллизации жидким металлом и предотвращение усадочных раковин;
– равномерное заполнение металлом формы без размывания и подсоса воздуха;
– задержку шлаковых, неметаллических и засорных включений и предотвращение попадания их в полость формы с металлом;
– кратчайший путь попадания металла в полость формы, чтобы он не терял температуру;
– минимальное количество точек подвода металла к отливке с целью сокращения объема работ при зачистке отливок и пр.
Наиболее важным элементом литниковой системы являются питатели, через которые металл непосредственно попадает в полость формы.
Суммарную площадь сечения питателей Fп (см2) определяют по формуле
 ,
,
где Q – масса отливки, кг; Ky – удельная скорость заливки, кг/см2×c; t – продолжительность заливки, с.
Массу отливки студент рассчитывает для конкретной детали, а величины Ky и t определяют в табл.10 и 11.
Площадь сечения шлакоуловителя Fш и стояка Fст находят из соотношений:
для чугунного литья Fп : Fш : Fст = 1 : 1,1 : 1,15;
для стального литья Fп : Fш : Fст = 1 : 1,2 : 1,4;
для цветного литья Fп : Fш : Fст = 3 : 2 : 1.
4. Разработка эскиза формы в сборе
Форму в сборе показывают в двух опоках в ее сечении вертикальной плоскостью. На эскизе изображают конфигурацию отливки – ее внешние очертания, стержень со знаками, установленными в полости знаковых частей полуформ, элементы литниковой системы (рис.5).
Стержень в разрезе штрихуют по контуру. Формовочную смесь показывают тонкими линиями с точками между ними. Опоки фиксируют между собой штырями, чтобы не было их взаимного смещения при заливке расплавом.
5. Разработка технологического маршрута изготовления отливки
В зависимости от принятого способа формовки (ручная, машинная) указывают перечень операций технологического процесса, отображающий последовательность изготовления форм и отливки.
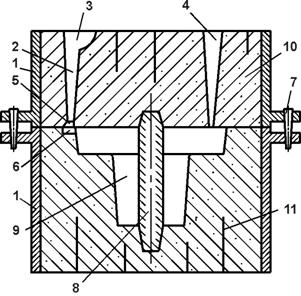
Рис. 5. Эскиз формы в сборе:
1 – опоки; 2 – стояк; 3 – литниковая чаша; 4 – выпор; 5 – шлакоуловитель; 6 – питатель; 7 – штырь; 8 – стержень; 9 – полость формы;
10 – формовочная смесь; 11 – вентиляционные каналы
Так, например, для ручной формовки в парных опоках по разъемной модели процесс получения литейной формы и отливки можно представить последовательностью следующих операций:
1. Установить на подмодельную плиту (поддон) нижнюю опоку приливом вниз.
2. Установить в опоку на поддон половину модели плоскостью разъема вниз.
3. Просеять смесь и нанести на модель облицовочный слой толщиной 15–30 мм (инструмент: сито, совок).
4. Наполнить опоку формовочной смесью и уплотнить (инструмент: совок, ручная трамбовка).
5. Удалить излишки смеси (инструмент: линейка).
6. Проколоть вентиляционные каналы (инструмент: игла).
Примечание: расстояние между каналами 30–40 мм. Каналы не должны доходить до модели на расстояние 10–15 мм.
7. Перевернуть опоку на 180° и установить на поддон.
8. Установить вторую половину модели на первую и вырезать канавки для модели питателей. Установить модель питателей (инструмент: ланцет).
9. Нанести разделительный слой из сухого кварцевого песка толщиной 0,1–0,2 мм.
Примечание: разделительный слой предупреждает прилипание формовочной смеси нижней и верхних опок.
10. Установить верхнюю опоку на нижнюю штырями в отверстия приливов и на модель питателей поместить модель шлакоуловителя.
11. Просеять смесь и нанести на модели облицовочный слой толщиной 15–30 мм (инструмент: сито, совок).
12. Установить модели стояка и выпора, соответственно, на модели шлакоуловителя и отливки и наполнить опоку формовочной смесью. Смесь уплотнить (инструмент: совок, ручная трамбовка).
13. Удалить излишки смеси и проколоть вентиляционные каналы (инструмент: линейка, игла).
14. Оформить очертания литниковой чаши, удалив часть смеси вокруг модели стояка (инструмент: ланцет, гладилка).
15. Снять верхнюю опоку с нижней. Извлечь из полуформ модели отливки и литниковой системы.
Примечание: перед извлечением модели отливки слой смеси, прилегающий к модели, смачивают с помощью кисточки. В модели ввертывают или вставляют съемники, осторожно расталкивая форму, извлекают модель.
16. Исправить повреждения формы, удалить осыпавшуюся смесь, прочистить каналы литниковой системы (инструмент: гладилка, крючки).
17. Установить стержень в стержневые знаки формы (если имеются отверстия или полость).
18. Собрать форму и транспортировать на участок заливки.
19. Залить литейную форму расплавленным металлом.
20. После затвердевания выбить отливку из формы.
21. Охладить отливку.
22. Выбить стержень.
23. Очистить отливку от пригоревшей формовочной смеси, литников, заливов и других неровностей.
24. Провести контроль качества отливки.
При формовке литейных форм другими способами содержание части пунктов технологического процесса меняется, что должно быть отражено в отчете.
Технологический процесс изготовления литейной формы и отливки в отчете представляют в виде маршрутной карты.
Исходные данные
Выбор детали определяется вариантом задания. Номер варианта студент получает у преподавателя. Чертеж детали размещён на стенде в лаборатории (ауд. Б–102), там же представлены 20 вариантов заданий. Каждый студент выполняет работу индивидуально и оформляет свой личный отчет о работе.
Справочная информация
1. Основные понятия
Литейная форма – система каналов, образующих рабочую полость, в которую заливают расплавленный металл.
Модель – приспособление, с помощью которого в форме получают отпечаток, соответствующий внешней конфигурации отливки.
Стержень – элемент для получения внутренних полостей или отверстий в отливках.
Стержневой ящик – приспособление, в котором изготовляют стержень.
Стержневые знаки – выступы на модели, образующие в форме углубления для установки стержня в форму и сохранения им устойчивого положения при заливке металла.
Литниковая система – система каналов для подвода металла в полость формы для обеспечения ее заполнения и питания отливки при затвердевании.
Литниковая чаша – канал для приема расплавленного металла и подачи его в форму.
Стояк – вертикальный или наклонный канал для подачи металлов непосредственно в рабочую полость формы или к другим элементам системы.
Шлакоуловитель – канал для задержания шлака и других неметаллических включений, присутствующих в расплаве.
Питатель – канал для непосредственного подвода металла в полость литейной формы.
Выпор – канал для вывода газов, контроля заполнения формы металлом и питания отливки при ее затвердевании.
Вентиляционные каналы – каналы для вывода газов, образующихся при заливке металла.
Опоки – жесткие металлические рамки для набивки, уплотнения и удержания формовочной смеси.
Подмодельная доска – приспособление (поддон) для изготовления литейных форм при ручной формовке в условиях единичного производства.
Модельная плита – плита, применяемая для изготовления литейных форм на формовочных машинах в условиях серийного и массового производства.
Припуск на механическую обработку резанием – слой металла, который необходимо удалить с отливки для получения детали в окончательно обработанном виде.
Допуск – величина разности допускаемых отклонений от номинального размера отливки, проставленного на чертеже.
2. Справочные таблицы
Таблица 1
Примерные значения усадки сплавов
Металл | Линейная усадка, % |
Серый чугун | 1,0 |
Сталь малоуглеродистая | 2,0 |
Сталь легированная | 2,5 |
Алюминиевые сплавы | 1,25 |
Медные сплавы | 1,5 |
Таблица 2
Припуски и допуски (±) на механическую обработку отливок 1-, 2-, 3-го классов точности из стали
Наибольший габаритный размер детали, мм | Положение поверхности при заливке | Припуски и допуски (±) на механическую обработку отливок 1-, 2-, 3-го классов точности из стали, мм | |||||||||||
Номинальный размер, мм | |||||||||||||
до 50 | 51 – 120 | 121 – 260 | 260 – 500 | ||||||||||
1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
до 120 | верх низ, бок | 3,5±0,2 3,0±0,2 | 4,0±0,5 4,0±0,5 | 5,0±1,0 4,0±1,0 | 3,5±0,3 3,0±0,3 | 4,0±0,8 4,0±0,8 | 5,0±1,5 4,0±1,5 | - - | - - | - - | - - | - - | - - |
121-260 | верх низ, бок | 4,0±0,3 3,0±0,3 | 5,0±0,5 4,0±0,5 | 5,0±1,0 4,0±1,0 | 4,0±0,4 3,0±0,4 | 5,0±0,8 4,0±0,8 | 5,0±1,5 4,0±1,5 | 5,0±0,6 3,5±0,6 | 6,0±1,0 4,0±1,0 | 6,0±2,0 5,0±2,0 | - - | - - | - - |
261- 500 | верх низ, бок | 5,0±0,4 3,0±0,4 | 6,0±0,8 5,0±0,8 | 6,0±1,0 5,0±1,0 | 5,0±0,6 3,0±0,6 | 6,0±1,0 5,0±1,0 | 6,0±1,5 5,0±1,5 | 5,0±0,8 4,0±0,8 | 7,0±1,2 5,0±1,2 | 8,0±2,0 6,0±2,0 | 6,0±1,0 4,0±1,0 | 7,0±1,5 6,0±1,5 | 9,0±2,0 6,0±2,0 |
501- 800 | верх низ, бок | 5,0±0,6 4,0±0,6 | 7,0±1,0 5,0±1,0 | 7,0±1,2 5,0±1,2 | 5,0±0,8 4,0±0,8 | 7,0±1,2 5,0±1,2 | 7,0±1,8 5,0±1,8 | 6,0±1,0 4,5±1,0 | 8,0±1,5 6,0±1,5 | 8,0±2.2 6,0±2,2 | 7,0±1,2 5,0±1,2 | 9,0±2,0 6,0±2,0 | 10±3,0 7,0±3,0 |
Таблица 3
Припуски и допуски (±) на механическую обработку отливок 1-, 2-, 3-го классов точности из серого чугуна
Наибольший габаритный размер детали, мм | Положение поверхности при заливке | Припуски и допуски (±) на механическую обработку отливок 1-, 2-, 3-го классов точности из серого чугуна, мм | |||||||||||
Номинальный размер, мм | |||||||||||||
до 50 | 51 – 120 | 121 – 260 | 260 – 500 | ||||||||||
1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
до 120 | верх низ, бок | 2,5±0,2 2,0±0,2 | 3,5±0,5 2,5±0,5 | 4,5±1,0 3,5±1,0 | 2,5±0,3 2,0±0,3 | 4,0±0,8 3,0±0,8 | 4,5±1,5 3,5±1,5 | - - | - - | - - | - - | - - | - - |
121-260 | верх низ, бок | 2,5±0,3 2,0±0,3 | 4,0±0,5 3,0±0,5 | 5,0±1,0 4,0±1,0 | 3,0±0,4 2,5±0,4 | 4,5±0,8 3,5±0,8 | 5,0±1,5 4,0±1,5 | 3,0±0,6 2,5±0,6 | 5,0±1,0 4,0±1,0 | 5,5±2,0 4,5±2,0 | - - | - - | - - |
261- 500 | верх низ, бок | 3,5±0,4 2,5±0,4 | 4,5±0,8 3,5±0,8 | 6,0±1,0 4,5±1,0 | 3,5±0,6 3,0±0,6 | 5,0±1,0 4,0±1,0 | 6,0±1,5 4,5±1,5 | 4,0±0,8 3,5±0,8 | 6,0±1,2 4,5±1,2 | 7,0±2,0 5,0±2,0 | 4,5±1,0 3,5±1,0 | 6,5±1,5 5,0±1,5 | 7,0±2,5 6,0±2,5 |
501- 800 | верх низ, бок | 4,5±0,6 3.5±0,6 | 5,0±1,0 4,0±1,0 | 7,0±1,2 5,0±1,2 | 4,5±0,8 3,5±0,8 | 6,0±1,2 4,5±1,2 | 7,0±1,8 5,0±1,8 | 5,0±1,0 4,0±1,0 | 6,5±1,5 4,5±1,5 | 7,0±2,2 5,0±2,2 | 5,5±1,2 4,5±1,2 | 7,0±2,0 5,0±2,0 | 8,0±3,0 6,0±3,0 |
Таблица 4
Припуски и допуски на механическую обработку отливок
из цветных сплавов
Наибольший габаритный размер детали, мм | Припуски и допуски на механическую обработку отливок из цветных сплавов, мм | ||
Тип производства | |||
Массовое | Серийное | Единичное | |
До 100 | 1,5±0,8 | 2,0±1,0 | 2,0±1,4 |
101 – 200 | 1,5±1,0 | 2,0±1,2 | 3,0±1,5 |
201 – 300 | 2,0±1,2 | 2,0±1,4 | 4,0±1,7 |
301 – 500 | 3,0±1,4 | 3,0±1,7 | 5,0±2,0 |
501 – 800 | 3,0±1,7 | 4,0±2,0 | 6,0±2,8 |
Примечание: Величина припусков и допусков не зависит от положения поверхности при заливке
Таблица 5
Величина формовочных уклонов на модели
Высота боковой поверхности, мм | Формовочные уклоны | |
Металлические модели | Деревянные модели | |
до 10 | 3° | 3° |
11 – 20 | 2° | 3° |
21 – 50 | 1° | 1° 30’ |
51 – 100 | 0° 45’ | 1° |
101 – 200 | 0° 30’ | 0° 45’ |
Таблица 6
Длина горизонтальных стержневых знаков
Диаметр стержня, мм | Длина горизонтальных стержневых знаков, мм | ||
Длина стержня, мм | |||
до 50 | 50 – 150 | 151 – 300 | |
до 25 | 15 | 25 | 40 |
26 – 50 | 20 | 35 | 45 |
51 – 100 | 25 | 35 | 50 |
101 – 200 | 30 | 40 | 50 |
Таблица 7
Высота нижних вертикальных стержневых знаков
Диаметр стержня, мм | Высота нижних вертикальных стержневых знаков, мм | ||
Длина стержня, мм | |||
до 50 | 50 – 150 | 151 – 300 | |
до 25 | 20 | 25 | - |
26 – 50 | 20 | 40 | 60 |
51 – 100 | 25 | 30 | 50 |
101 – 200 | 30 | 30 | 40 |
Таблица 8
Высота верхних вертикальных стержневых знаков
Высота нижнего знака, мм | 20 | 25 | 30 | 35 | 40 | 50 | 60 |
Высота верхнего знака, мм | 15 | 15 | 20 | 20 | 25 | 30 | 35 |
Таблица 9
Уклоны знаков вертикальных стержней
Высота знака, мм | Уклон знака | |
Нижний | Верхний | |
до 20 | 10° | 15° |
21 – 50 | 7° | 10° |
51 – 100 | 6° | 8° |
5° | 6° |
Таблица 10
Удельная скорость заливки разных сплавов
Материал отливки | Ky, кг/(см2×с) |
Чугун | 1,0 – 2,5 |
Сталь | 0,8 – 1,5 |
Бронза | 1,0 – 2,0 |
Латунь | 0,75 – 1,5 |
Алюминиевые сплавы | 1,5 – 3,0 |
Таблица 11
Продолжительность заливки отливок (t , с)
Масса отливки, кг | Материал отливки | ||
Чугун | Сталь | Цветные сплавы | |
5 | 3 – 5 | 5 – 8 | 4 – 6 |
10 | 4 – 6 | 7 – 10 | 6 – 8 |
25 | 7 – 10 | 8 – 12 | 8 – 10 |
50 | 8 – 12 | 10 – 15 | 10 – 12 |
100 | 10 – 15 | 12 – 20 | 12 – 15 |
200 | 15 – 25 | 25 – 35 | 15 – 25 |
400 | 25 – 40 | 40 – 50 | 25 – 40 |
Контрольные вопросы
1. Что такое литейная форма?
2. Что такое литниковая система?
3. Для чего служат модели, стержневые ящики, модельные плиты?
4. Какие существуют формовочные смеси? В чем их отличие?
5. Для чего служат стержни и стержневые ящики?
6. Для чего служат стержневые знаки?
7. С какой целью назначаются уклоны?
8. Что такое усадка металла и как ее учитывают при изготовлении отливок?
9. Как назначаются припуски на механическую обработку?
10. Почему верхняя часть отливки должна иметь больший припуск?
11. Как отличить по внешнему виду вертикальный стержень от горизонтального?
