
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лекция
Криволинейные детали
Криволинейные детали в зависимости от способа изготовления подразделяются на гнутые, гнутоклееные, гнутопропильные и выпильные (по шаблону).
Гнутьё древесины – изгибание цельных или слоистых (склеиваемых) заготовок древесины и закрепление приданной им изогнутой формы. Гнутье древесины основано на пластических свойствах древесины. Древесина твёрдых лиственных пород — во много раз пластичнее, чем древесина хвойных и мягких лиственных пород (осина, ольха и др.), и наиболее пригодна для гнутья. Гнутье древесины применяют в вагоно - и судостроении, при изготовлении ферм, арок, рам, сводов, профилей, труб, мебели, лыж, бочек, ободьев колёс и пр. гнутых и гнуто-клеёных изделий из древесины. Различают горячее и холодное Г. д.
Гнутые детали изготовляют из цельной предварительно пропаренной древесины на специальных шаблонах или специализированных станках. В данном случае используют упругие свойства древесины некоторых твёрдых лиственных пород — дуба, ясеня и особенно бука, которые в пропаренном состоянии хорошо гнутся и при высыхании сохраняют заданную им криволинейную форму. Ясень, однако, может принять волнообразную форму. Конструкция гнутых деталей зависит от их назначения.
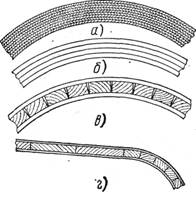
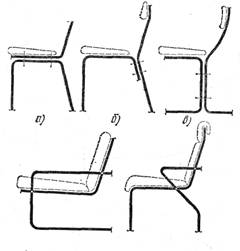
Рис. 1. Гнутоклееные детали: а — из шпона, б — из пластин древесины,
в, г — из брусков, оклеенных фанерой или твердой древесноволокнистой плитой
При конструировании нельзя допускать малых радиусов кривизны гнутых деталей во избежание их поломки при гнутье. Отношение толщины изгибаемой заготовки к радиусу изгиба на этих участках должно отвечать следующим условиям: h/R≤1/3, где h — толщина заготовки, мм; R — радиус изгиба, мм.
Гнутоклееные детали изготовляют следующим образом. Пласти делянок намазывают клеем, закладывают в шаблон и запрессовывают. После выдержки под прессом до полного схватывания клея деталь сохраняет заданную ей форму. Гнутоклееные детали изготовляют из шпона, пластин древесины, фанеры, из брусков хвойных пород, оклеенных фанерой или твердой древесноволокнистой плитой.
В гнутоклееных деталях из шпона (рис. 1а) направление волокон в слоях шпона может быть как взаимно перпендикулярным, так и одинаковым. Изгиб шпона, при котором волокна древесины остаются прямолинейными, называется изгибом поперек волокон, а при котором волокна изгибаются — изгибом вдоль волокон.
При конструировании гнутоклееных деталей из шпона, несущих при эксплуатации значительные нагрузки (ножки стульев, изделий), рациональны конструкции с изгибом вдоль волокон во всех слоях. Жесткость таких деталей значительно выше, чем деталей с взаимно перпендикулярным направлением волокон древесины.
С взаимно перпендикулярным направлением волокон в слоях шпона конструируют гнутоклееные детали толщиной до 10 мм, не несущие больших нагрузок при эксплуатации, например стенки ящиков. В этом случае они меньше подвержены формоизменяемости. Наружный слой таких деталей должен иметь долевое направление волокон (изгиб вдоль волокон), так как при изгибе поперек волокон в местах изгиба появляются мелкие долевые трещины, которые затрудняют отделку изделия.
При конструировании гнутоклееных деталей из шпона, несущих при эксплуатации значительные нагрузки, необходимо учитывать, что гнутоклееная деталь при эксплуатации лучше работает на сгиб, чем на разгиб. Предел прочности гнутоклееной детали при сгибе примерно в 2,5 раза больше, чем при разгибе. Поэтому, если в конструкции изделия гнутоклееная деталь работает на разгиб, ее деформация должна быть ограничена.
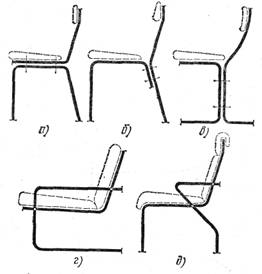
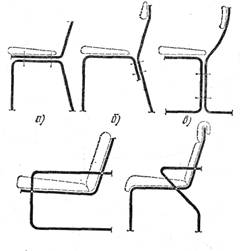
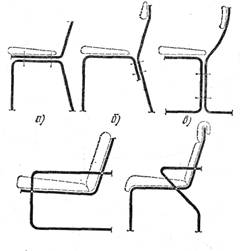
На рис. 2, а показана схема гнутоклееного стула. Недостаточно прочным в такой конструкции стула является криволинейный участок на границе перехода спинки к сиденью, работающий на разгиб.
Наиболее прочны конструкции гнутоклееных стульев, у которых все гнутоклееные детали при эксплуатации работают на сгиб (рис. 2, б, в). В схемах гнутоклееных кресел (рис. 2, г, д) показан конструктивный прием, ограничивающий деформацию разгиба с помощью подлокотников.
Применяемые в конструкциях мебели гнутоклееные детали унифицированы. Толщина унифицированных гнутоклееных деталеймм, угол изгиба °, радиус кривизны не менее 15мм.
Гнутоклееные заготовки из шпона, предназначенные для изготовления деталей мебели, должны отвечать требованиям ГОСТ 21178—75.
|
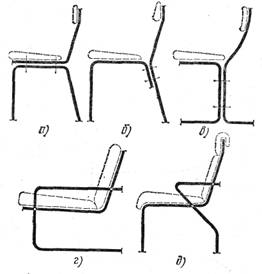

Рис. 2. Схемы гнутоклееных стульев:
а — с гнутоклееной деталью сиденье — спинка, работающей на разгиб, б, в — с гнутоклееными деталями, работающими на сгиб, г, д — с ограничением деформации разгиба гнутоклееных деталей с помощью подлокотников.
При конструировании гнутоклееных деталей из пластин древесины (см. рис. 1, б) допустимые соотношения H/R (где H —толщина изгибаемой пластины, R — внутренний радиус) при гнутье в жестких пресс-формах составляют не более: для березы — 1//60; ели — 1//57; бука — 1/46; вяза — 1/31.
|
|
|
Гнутье фанеры возможно до небольших радиусов кривизны (по ):
Толщина фанеры, мм.. 1 1,5 2 2,5 3 4
Допустимый радиус кривизны, мм.50
При конструировании гнутоклееных деталей с одинаковой и разной кривизной по ширине между двумя облицовками из фанеры или твердой древесноволокнистой плиты (см. рис. 1, в, г) располагают бруски из древесины хвойных пород. Такие плиты конструируют с большим радиусом кривизны.
Гнутопропильные детали — разновидность гнутоклееных. Их изготовляют из брусков лиственных и хвойных пород, в которых предварительно сделаны продольные пропилы (рис. 3, а), а также из древесностружечных и столярных плит, имеющих пропилы (рис. 3, 6) или специально выбранные пазы (рис. 3, в, г), в которые вставляют на клею конструктивные элементы из шпона, массивной древесины или других материалов.
Гнутопропильные детали из брусков с продольными пропилами делают в том случае, когда необходимо получить кривизну одного конца бруска. Для этого в пропилы закладывают промазанный клеем шпон, который должен быть на 0,1. . .0,2 мм тоньше пропила. Зазор 0,,2 мм необходим для того, чтобы шпон входил в пропил свободно и клей с его плоскости не сгонялся. Затем пропиленную часть бруска с вложенным шпоном подвергают гнутью в шаблоне. После схватывания клея заготовка сохраняет заданную ей форму.
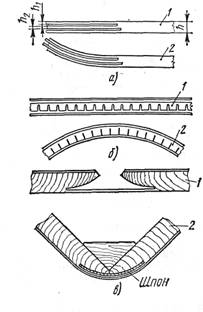
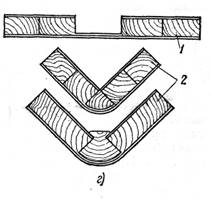
Рис. 3. Гнутопропильные детали:а — с продольными пропилами на концах деталей, б — с пропилами в плитах, в, г — с пазами в плитах; 1 — заготовки до склеивания, 2 — заготовки после склеивания
При конструировании гнутопропильных деталей с продольными пропилами необходимо толщину h1 крайних элементов, толщину h2 промежуточных элементов и число пропилов выбирать в зависимости от радиуса кривизны и толщины h изгибаемых заготовок (табл. 1 и 2).
Например, буковую заготовку толщиной h=22 мм требуется изогнуть радиусом 30 мм. По табл. 1 толщина крайних элементов h1 =1,5 мм, промежуточных — 2,5 мм. По табл. 2 в заготовке должны быть четыре пропила.
Таблица 1
Зависимость толщины изгибаемых элементов, от породы древесины и радиуса изгибаемых заготовок
Порода древесины и положение элементов в заготовке | Толщина элементов при радиусе кривизны, мм | |||
10 | 20 | 30 | 50 | |
Бук, сосна, береза: | ||||
толщина крайних элементов h1 | 1,5 | 1,5 | 1,5 | 1,5 |
толщина промежуточных элементов h2 | 1,5 | 2 | 2,5 | 3 |
Дуб: | ||||
толщина крайних элементов h1 | — | 1,5 | 1,5 | 1,5 |
толщина промежуточных элементов h2 | — | 1,5 | 2 | 2,5 |
Таблица 2
Оптимальное количество пропилов в изгибаемых заготовках шириной до 80 мм при толщине крайних элементов h1 =1,5 мм
Толщина заготовки, мм | Количество пропилов при толщине промежуточных элементов h2 , мм | |||
1,5 | 2 | 2,5 | 3 | |
19, 22 | 6 | 5 | 4 | 4 |
25, 28 | 7 | 6 | 5 | 5 |
33 | 10 | 9 | 7 | 7 |
38 | 12 | 10 | 9 | 8 |
43 | 14 | 12 | 11 | 10 |
48 | 15 | 13 | 12 | 11 |
52 | 17 | 14 | 13 | 12 |
Таким образом, сумма крайних и промежуточных элементов составит 2∙1,5+3∙2,5= 10,5 мм, следовательно, толщина пропила должна быть
(22-10,5):4≈3 мм. Минимальное расстояние между пропилами, которое можно получить, составляет 1,5 мм.
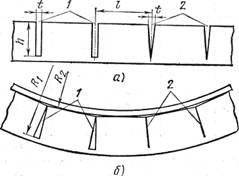
Рис. 4. Прямоугольные и конические пропилы в плитах: а — до изгиба, б — после изгиба; 1 — пропилы прямоугольной формы, 2 — пропилы конической формы
Пропилы в плите делают прямоугольной 1 (рис. 4) или конической 2 формы. Прямоугольные пропилы в изогнутой плите составляют зазоры, которые понижают прочность изделия. Конические пропилы при изгибе плиты плотно смыкаются, отчего соединение получается прочным и малозаметным. Для обеспечения необходимой прочности плит их с обеих сторон до гнутья облицовывают шпоном, фанерой или твердой древесноволокнистой плитой. Глубина пропилов h зависит от толщины плиты и радиуса ее изгиба. Обычно глубина пропилов составляет 2/3. . .3/4 толщины плиты. Расстояние l между пропилами определяют опытным путем в зависимости от назначения плиты, радиуса изгиба и ширины пропила. Для плит, облицованных шпоном, оно должно быть наименьшим, не более мм. В противном случае на отделанной поверхности в местах изгиба впоследствии будут заметны ребра.
Ширина пропила t зависит от радиуса изгиба плиты и количества пропилов. Эта зависимость может быть выражена следующей формулой:
t = 2πR1/z —2πR2/z = 2π (R1—R2)/z,
где t — ширина пропила; R1 и R2 — радиусы изгиба плиты, мм; z — количество пропилов.
Для получения закругленных деталей в плите после ее облицовывания и шлифования выбирают паз в том месте, где будет изгиб. Паз может быть прямоугольным (см. рис. 3, г) или типа «ласточкин хвост» (см. рис. 3, в). Толщина оставшейся перемычки (дна паза) должна быть равна толщине облицовочного шпона с припуском,5 мм.
В прямоугольный паз вставляют на клею закругленный брусок, а в паз «ласточкин хвост» — полосу шпона. Затем плиту изгибают и выдерживают в шаблоне до схватывания клея.
Для придания изогнутой детали большей прочности в угол с внутренней стороны можно поставить деревянный угольник.
Выпильные детали различных форм изготовляют выпиливанием из предварительно размеченных по шаблону заготовок из древесностружечных и столярных плит, из массива древесины. Эти детали отличаются простотой конструкций, но имеют ряд существенных недостатков по сравнению с гнутыми, гнутоклееными и гнутопропильными.
Прочность выпильных криволинейных деталей, изготовленных из древесины хвойных и лиственных пород, значительно ниже прочности прямолинейных деталей из-за перерезания волокон древесины. Потеря прочности криволинейной детали вследствие изменения угла между действующей силой и направлением волокон значительна. В связи с этим должны быть снижены и допускаемые на деталь напряжения при сжатии вдоль волокон. Например, при угле наклона волокон 45° допускаемые напряжения на деталь должны быть снижены на 50 %. Учитывая это, при конструировании выпильных деталей необходимо стремиться, чтобы кривизна их была наименьшей.
Недостаток выпильных деталей — худшие условия обработки и отделки их криволинейных кромок. В этом случае древесностружечным плитам, имеющим изотропную структуру и не требующим заделки торцов перед облицовыванием кромок, следует отдать предпочтение перед столярными. Кроме того, при изготовлении выпильных деталей получаются значительные отходы.
Технология гнутья. Технологический процесс гнутья древесины состоит из гидродинамической обработки, гнутья и сушки изогнутых деталей для стабилизации приданной формы. В общем, технологическом процессе изготовления изделий место гнутья непостоянно. Чаще всего оно следует непосредственно за раскроем. Технологический процесс происходит так: раскрой на заготовки, гидротермическая обработка заготовок, гнутье, сушка и механическая обработка гнутых заготовок. В некоторых случаях гнутью подвергают уже частично обработанные детали. Например, задние ножки гнутого стула изгибают обычно после обработки на круглопалочных копировальных станках, а после гнутья только шлифуют.
Заготовка материала для гнутья. Раскрой пиломатериалов на заготовки для гнутья возможен различными способами. В некоторых случаях заготовку для гнутья получают путем раскалывания коротких отрезков кряжей (чураков). Получаемая при этом колотая заготовка, как правило, не имеет перерезанных волокон, поэтому при изгибании дает наименьший процент брака. Недостаток такого способа — низкий выход заготовок из кряжа (приблизительно на 20—25 % ниже, чем при выпиливании) и большая трудоемкость этой операции, которую выполняют вручную. На индустриальных предприятиях в большинстве случаев пользуются обычными методами выкраивания заготовок из досок на круглопильных станках.
К качеству древесины заготовок для гнутья предъявляют повышенные требования: рационально раскраивать древесину по предварительной разметке, не допускать в заготовках дефектов, вызывающих брак гнутья. Заготовки необходимо вырезать только из здоровой древесины. Отклонение направления волокон от оси бруска (косослой) не должно превышать 5—10°. При раскрое следует добиваться, чтобы продольные резы шли по возможности вдоль волокон обреза доски.
При обычных методах гнутья в заготовках совершенно не допускаются сучки, в том числе и здоровые, вполне сросшиеся с древесиной. При гнутье с одновременным прессованием сучки допускаются в довольно больших пределах, что резко увеличивает выход заготовок. Нормы допускаемых пороков указываются в технических условиях на изделия. Выкраивать заготовку следует с учетом припусков на последующую обработку. Для гнутья с одновременным прессованием, кроме припуска на механическую обработку, должен учитываться припуск на упрессовку поперек волокон.
Величина упрессовки зависит от породы древесины и в среднем составляет 30—35% для сосны и ели, 50% для пихты, 20 % для лиственницы, 25 % для березы от первоначального размера. Кроме того, следует давать повышенный припуск по длине заготовки.
Гидротермическая подготовка. Гидротермическая подготовка перед гнутьем необходима для того, чтобы повысить пластичность древесины. Под пластичностью понимают свойство древесины изменять свою форму без разрушения под влиянием внешних сил и сохранять эту форму после прекращения действия этих сил.
Пластичность древесины при производственной влажности (6—10%) и комнатной температуре незначительна. В таком состоянии древесина требует для изгибания больших усилий и не допускает больших деформаций. Деформации получаются в основном упругими, т. е. исчезающими после прекращения действия вызвавших их сил.
Пластичность древесины значительно повышается при нагреве во влажном состоянии. Это объясняется тем, что часть веществ, входящих в состав клеток древесины, при нагревании переходит в состояние коллоидного раствора, в результате чего снижается жесткость клеток, а следовательно, и всей массы древесины. Если влажную древесину высушить в деформированном состоянии, то находившиеся в растворенном состоянии коллоидные вещества затвердеют и сохранят приданную заготовке форму.
Опыт показывает, что наилучшие результаты получаются при гнутье древесины влажностью 25—30 %, т. е. близкой к точке насыщения волокна. Как более низкая, так и более высокая влажность неблагоприятны. При меньшей влажности древесина менее пластична. Влажность сверх 25—30 %, не улучшая условий гнутья, удлиняет сроки сушки изогнутых деталей и экономически невыгодна. Излишняя влажность вредна потому, что при изгибе и сжатии древесных клеток находящаяся в них вода может местами разрывать стенки клеток, делая поверхность ворсистой.
Гидротермическая подготовка перед гнутьем чаще всего заключается в пропаривании или проваривании древесины в горячей воде. Недостаток проварки в горячей воде состоит в том, что она ведет к неравномерному увлажнению древесины и перенасыщению водой наружных волокон. Получить путем проваривания равномерную влажность и температуру нагрева всего бруска очень трудно. Поэтому проварка в горячей воде может быть рекомендована только в некоторых случаях, если пропаривание технически затруднено, например при необходимости обработать не всю деталь, а только ее часть (случай загиба носков у лыжных заготовок и т. д.), или если требуется значительное повышение начальной влажности сухих заготовок
. 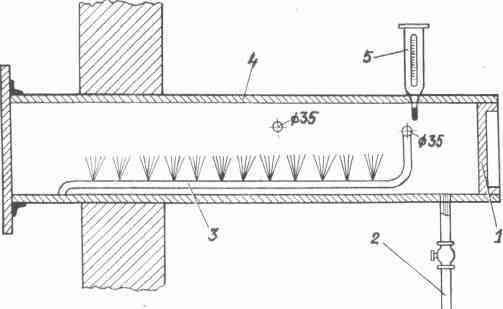
Рис. 63 Разрез пропарочного котла: 1- крышка, 2- спускная труба, 3 - паровая труба, 4- котермометр и манометр
Для проварки пользуются деревянными чанами или металлическими ваннами и баками (лучше с лужеными внутренними поверхностями). Проварочные баки и чаны обычно обогревают паром, пропускаемым по змеевику, уложенному у дна. Температуру воды поддерживают в пределе 90-95 градусов С, не доводя ее до кипения во избежание большого парообразования. Продолжительность проварки при такой температуре колеблется в зависимости от начальной влажности, размеров и породы древесины. Так для буковых заготовок толщиной 40 мм при начальной влажности 15-25 % чивания в воде) и затем на проварку требуется около 1,5 часа.
Пропаривание древесины в атмосфере насыщенного пара получило значительно большее применение, чем проварка. Преимущество пропаривания в том, что оно незначительно изменяет влажность древесины, причем древесина с начальной влажностью ниже точки насыщения волокна повышает свою влажность, а древесина влажностью 50-60 % и выше даже немного подсушивается. Таким образом, пропаривание позволяет нагревать древесину до нужной температуры, мало изменяя ее влажность. Путем предварительного подсушивания или увлажнения (вымачивания в воде) и затем пропаривания можно регулировать влажность древесины и получать ее всегда близкой к оптимальной для гнутья, т. е. около 25—30 %.
Для пропаривания чаще всего пользуются насыщенным паром невысокого давления, около 0,02—0,05 МПа, что соответствует температуре пара 102—105°. Применение пара более высоких давлений сокращает сроки пропаривания, но усложняет оборудование и повышает опасность.
Заготовки цельной древесины пропаривают чаще всего в специальных пропарочных котлах, представляющих собой стальные, горизонтально установленные барабаны небольшой емкости (рис. 63), Длина барабана на несколько сантиметров больше длины пропариваемых деталей. Барабан по диаметру невелик (0,3—0,4 м) и рассчитан на небольшую закладку брусков, которая может быть переработана за 30—40 мин. Увеличение емкости удлиняет время от момента открытия котла до выемки из него последних брусков; это ведет к значительному охлаждению брусков и ухудшает условия гнутья. Выгоднее иметь несколько малых котлов, чем один большой емкости.
Продолжительность пропаривания заготовок зависит от размеров и влажности древесины. При влажности заготовок 7— 10 % значительное влияние оказывает также порода древесины. При влажности, близкой к точке насыщения волокна, необходимые сроки пропаривания почти одинаковы для всех пород,
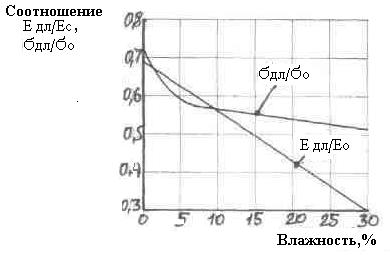
Рис. 64. Зависимость соотношения прочностных показателей древесины от ее влажности
На рис. 64 показано снижение соотношения модуля упругости и предела прочности древесины в зависимости от ее влажности. Соотношение ЕКЛ/Е0 характеризует жесткость древесины. Укладывать бруски в пропарочную камеру рекомендуется с учетом положения бруска при гнутье, т. е. так, чтобы стороны бруска, примыкающие к шине и шаблону, хорошо охватывались паром; боковые же поверхности брусков могут примыкать одна к другой.
Бруски перед гнутьем можно нагревать в течение нескольких минут при помощи электрического тока высокой частоты. Физическая сущность такого нагрева описана ниже. Для повышения пластичности древесину можно пропитывать растворами аммиака, дубильных веществ, фенолов и альдегидами. Растворы алюминиевых и железных квасцов, хлористого магния и другие также повышают ее гигроскопичность. При необходимости гнуть бруски при значительном отношении H/R>1/6 их предварительно пропитывают 40 %-ным раствором мочевины и сушат до влажности 15 %, после чего гнут при температуре 100 °С с последующим охлаждением в изогнутом состоянии до 25 °С для фиксирования формы. Полученные таким образом криволинейные летали при температуре 60—70 °С размягчаются и теряют свою форму. Для устранения этого недостатка пропитывают древесину перед гнутьем в смеси растворов мочевины, формалина, едкого натра и буры. При гнутье пропитанную древесину нагревают также до 100 °С. При этом компоненты раствора в стенках клеток древесины образуют мочевиноформальдегидную смолу, которая в период нагрева и гнутья отверждается окончательно, фиксируя приданную заготовке форму. Недостатком такой подготовки древесины к гнутью является длительность пропитки (3 ч на 1 мм толщины) и необходимость последующей сушки перед гнутьем в мягком режиме, исключающем отверждение образующейся в клетках мочевиноформальдегидной смолы.
Фанеру в случае гнутья на малые радиусы кривизны также можно гидротермически обрабатывать. Фанеру, полученную при склеивании водоупорными клеями, можно проваривать. Фанеру, полученную при склеиваниии белковыми клеями, можно только пропаривать, причем только наружную сторону, подвергающуюся растяжению. Если изгибают только часть заготовки, при выгибании углов, пропаривать следует только ту часть, в которой будет сделан загиб. Для этого пользуются устройством из двух гладких паровых труб, между которыми зажимается заготовка фанеры. Одна из труб имеет ряд очень мелких отверстий для выхода пара на стороне, обращенной к фанере. Таким путем заложенная между трубами фанера прогревается. и одновременно с одной стороны увлажняется. Необходимое время такой обработки перед гнутьем составляет от 5 до 10 мин.
Способы и оборудование для гнутья древесных материалов разнообразны. Однако во всех случаях необходим шаблон, вокруг которого изгибается заготовка и профиль которого определяет форму ее изгиба. Только при использовании точного шаблона можно получить гнутые детали заданной формы.
Применяемые для гнутья массивных брусков гнутарные станки можно разделить на два типа: станки для гнутья на неполную окружность и станки для гнутья на полную окружность.
В станках первого типа бруски с наложенной на наружную сторону стальной шиной изгибают вокруг неподвижного шаблона приложенными усилиями к обоим концам бруска или к одному из концов при неподвижно закрепленном другом конце. Станки такого типа встречаются со съемными и с неподвижно укрепленными обогреваемыми шаблонами. В первом случае после огибания бруска шиной вокруг шаблона концы тины закрепляют на шаблоне при помощи скобы. Шаблон с закрепленным на нем бруском снимают со станка и отправляют в сушильную камеру. Во втором случае брусок также закрепляют на горячем шаблоне при помощи шины и оставляют на нем для подсушивания до закрепления приданной ему формы. В отличие от станков со съемными шаблонами такие станки получили название гнутарно-сушильных. Гнутарно-сушильные станки могут быть двустороннего и одностороннего обогрева. При двустороннем обогреве они имеют вид пресса с обогреваемыми профильными плитами, между которыми зажимают бруски. Станки с односторонним обогревом имеют пустотелый шаблон, обогреваемый паром. Изогнутую и закрепленную на шаблоне заготовку подсушивают на нем.
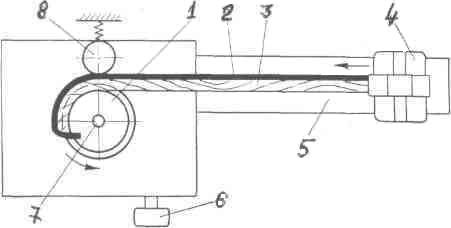
Рис. 65. Гнутье заготовок по замкнутому контуру на гнутарном станке |
Недостаток гнутарно-сушильных станков — неравномерность сушки и выдерживание в них заготовок в течение нескольких часов для высушивания до состояния, при котором фиксируется соответствующая форма зоготовок. Это резко снижает производительность станков. Для увеличения производительности гнутарно-сушильных станков целесобразно заготовку перед гнутьем предварительно подсушивать до 20 %, высушивать в станке до 12—15 %, а окончательно досушивать освобожденные из станка заготовки в сушильных камерах.
В станках для гнутья на замкнутый контур бруски изгибают вокруг съемного необогреваемого шаблона. В механизированных станках шаблоны вращающиеся (рис. 65). Съемный шаблон / с прикрепленной к нему шиной 2 надевают на вертикальный вал 7, приводимый в движение от электродвигателя через редуктор 6. Конец шины крепят к каретке 4, скользящей по направляющим 5. После закрепления бруска 3 в шине включают электродвигатель, который, поворачивая вал 7 с надетым шаблоном, как бы навивает на шаблон брусок с шиной. В месте изгиба поставлен ролик 8, плотно прижимающий брусок к шаблону. По окончании гнутья задний конец шины прикрепляют к шаблону при помощи скобы, шаблон с бруском и шиной снимают со станка и отправляют в сушилку, а на станок надевают новый шаблон. На гнутарных станках есть обжимной ролик, прессующий брусок в момент наворачивания его на шаблон, и устройство, регулирующее отход заднего упора шины в процессе гнутья. Оптимальная угловая скорость гнутья станках составляет около 40—50° в секунду.
Во всех случаях гнутья, независимо от используемого этой цели оборудования, необходимо, чтобы вынутые из пропарочного котла или варочного бака бруски подвергались гнутью немедленно. Задержка в гнутье недопустима, потому что остывают в первую очередь наружные слои древесины, которые испытывают наибольшие напряжения.
При гнутье желательно, чтобы в брусках твердых лиственных пород (дуба, ясеня, граба, ильма) расположение годичных слоев совпадало с плоскостью изгиба, т. е. тангентальный распил приходился на боковые стороны бруска или отклонялся лишь на 45—50°.
Расположение годичных слоев перпендикулярно плоскости изгиба может вызвать появление складок на вогнутой стороне. Заготовки из лиственных рассеянно-сосудистых пород (бука, березы ), а также из хвойной древесины, изгибаемые с одновременным прессованием, желательно располагать при гнутье так, чтобы годичные слои были перпендикулярны плоскости изгиба. Желательное расположение годичных слоев для условий гнутья не всегда может быть соблюдено по техническим условиям. Например, у лыж скользящая поверхность должна быть поверхностью радиального распила, иначе износ этой поверхности будет неравномерным.
При гнутье с одновременным прессованием положение деталей следует выбирать таким, чтобы пороки древесины расположились по возможности в растянутой и нейтральной части деталей. Наоборот, при гнутье без прессования, и особенно гнутье без шины, растягиваемая поверхность должна быть более чистой, потому что малейшие дефекты на ней могут стать причиной разрывов и отщепов волокон.
Гнутье фанеры часто осуществляют в шаблонах, состоя из двух частей, т. е. из матрицы и пуансона, между которыми закладывают и выгибают фанеру. Для вдавливания пуансо фанеры в матрицу можно пользоваться винтами, пневматическими и гидравлическими прессами. Если гнутью подлежат большие листы фанеры, то для облегчения веса матрицу и пуансон делают легкой каркасной конструкции, но достаточно жесткой, чтобы она не деформировалась в процессе гнутья.
При расположении волокон в наружном слое перпендикулярно оси шаблона (гнутье вдоль волокон) возможные радиусы загиба фанеры, склеенной белковыми клеями, почти не отличаются от минимальных радиусов загиба цельной древесины. При расположении волокон параллельно к оси шаблона фанера обладает меньшим сопротивлением и допускает изгиб до радиусов примерно в 2 раза меньше, чем при гнутье вдоль волокон. Однако, жесткость получаемой таким образом детали меньше, а на наружной стороне ее часто появляются мелкие долевые трещины, особенно если наружный слой состоит из шпона, имеющего скрытые трещины от недостаточного обжима при лущении. Появление таких трещин делает практически невозможной хорошую отделку, так как в период эксплуатации изделия сужаются или расширяются даже при незначительных изменениях влажности и вызывают растрескивание лежащего на них лакокрасочного покрытия. Поэтому предпочтительнее изгибать фанеру вдоль волокон или под некоторым углом к ним.
Гнутье тонкой фанеры (толщиной 1—4 мм) возможно до малых радиусов кривизны. Изгибание на малые радиусы толстой фанеры и плит (выше 5 мм) требует специальных приемов. Чаще всего делают ряд пропилов на внутренней стороне заготовки, если это допускается конструкцией изделия.
Изогнутые заготовки (вместо с шаблонами и охватывающими их шинами) сушат в сушильных камерах. Конечная влажность гнутоклееных заготовок соответствует производственной влажности, принятой на данном предприятии. Применяемые режимы сушки мало отличаются от режимов сушки пиленых заготовок из тех же пород, а конструкции и системы сушильных камер подобны тем, какие применяют для сушки пиломатериалов.
Высушенные до влажности (обычно ниже 12 %, стабилизирующей форму, заготовки поступают в остывочное отделение, где их охлаждают в течение нескольких часов, затем освобождают от шин и шаблонов и направляют в механическую обработку. Обработка гнутых заготовок, т. е. придание им окончательных размеров и требуемых поверхностей, принципиально не отличается от обработки прямолинейных заготовок.
Базирующим приспособлением, а иногда и столам станков, на которых обрабатывают гнутые заготовки, придают форму, соответствующую форме обрабатываемых заготовок. Последовательность обработки гнутых заготовок на станках аналогична обработке заготовок из пиломатериалов.
Рабочие места в гнутарном цехе включают гнутарный станок или приспособление для гнутья, устройства для гидротермической обработки заготовок, запас необработанных и обработанных заготовок, шин и шаблонов. Схема организации рабочих мест зависит от вида и размера изгибаемых заготовок и оборудования. Однако, во всех случаях рабочие места должны быть организованы так, чтобы пропаренные заготовки можно было подавать на гнутарный станок сразу после выемки их из пропарочного котла, не перенося на большие расстояния и не разворачивая. Пропарочные котлы должны иметь манометры, указывающие давление пара. В цехе должны быть стенные часы, хорошо видные с каждого рабочего места.
Литература.
1.Запрессовочные устройства для производства гнутоклееных деталей, Д М., 1964
2.Основы гнутья древесины, , Минск, 19613.Примеры и задачи по гидротермической обработке древесины: учеб. пособие. Тупицын , 19c.: ил.
4.Производство гнутой мебели, и , М. — Л., 1954
Контрольные вопросы
1. Какими способами можно получить криволинейные детали?
2.Из каких операций состоит технологический процесс гнутья?
3.Какие требования предъявляют к качеству заготовок для гнутья?
4.Для каких целей производится гидротермическая подготовка заготовок перед гнутьем?
5.Каковы виды оборудования для гнутья древесины?
6.Как производится гнутье заготовок в станках для гнутья на замкнутый контур?
7.Чем заканчивается процесс гнутья заготовок?
8.Что вы знаете о процессе гнутья фанеры?
9.Где применяются гнутые и гнутоклееные детали?
Бобиков столярно-мебельных изделий: Учеб. для ПТУ. – 4-е изд., доп. – М.: Высш. шк., 1989. – 176 с., ил.
Гнутьё древесины.
Гнутьё древесины – изгибание цельных или слоистых (склеиваемых) заготовок древесины и закрепление приданной им изогнутой формы. Гнутье древесины основано на пластических свойствах древесины. Древесина твёрдых лиственных пород — дуба, ясеня и особенно бука — во много раз пластичнее, чем древесина хвойных и мягких лиственных пород (осина, ольха и др.), и наиболее пригодна для гнутья. Гнутье древесины применяют в вагоно - и судостроении, при изготовлении ферм, арок, рам, сводов, профилей, труб, мебели, лыж, бочек, ободьев колёс и пр. гнутых и гнуто-клеёных изделий из древесины. Различают горячее и холодное Г. д.
Горячее гнутье древесины пригодно для получения гнутых деталей из цельных, а также склеиваемых многослойных заготовок. Оно основано на свойстве древесины резко увеличивать пластичность при нагревании до 80—120 °С, если влажность древесины при этом близка к пределу гигроскопичности (25—35%). При горячем гнутье древесину пластифицируют обычно пропаркой или проваркой в кипящей воде. Пластифицированные заготовки изгибают по шаблону, закрепляют в зажимных устройствах, просушивают до влажности 10—15% и охлаждают. При гнутье выпуклая сторона заготовок растягивается, а вогнутая сжимается. Предельные значения усадки для пластифицированной древесины твёрдых лиственных пород равны 25—30% первоначальной длины заготовок, для хвойных и мягких лиственных пород — 5—7%, предельные значения удлинения равны соответственно 2—3 (для бука — до 5—6) и 1—1,5%. Основным показателем гнутья древесины является отношение толщины заготовки h к радиусу изгиба r (рис. 1). При h/r меньше 0,05 горячее Г. д. можно производить без особых приспособлений; при h/r больше 0,05 появляется опасность разрыва древесины на растянутой стороне заготовки. Для предупреждения этого применяют приспособление в виде металлической ленты — шины толщиной 0,5—2 мм. Шина накладывается на заготовку, закрепляется на шаблоне и при гнутье принимает через торцовые упоры часть растягивающих усилий на себя. Для регулирования натяжения шины один из упоров делают подвижным. Применение шины делает возможным Г. д. твёрдых лиственных пород вплоть до h/r = 0,3. Заготовки толщиной до 20—30 мм можно гнуть вручную, более толстые заготовки гнут на гнутарных станках. Для гнутья малопластичных хвойных и мягких лиственных пород древесины применяют горячее Г. д. с одновременным прессованием заготовок поперек волокон, обычно при помощи прессующего ролика (рис. 2). Поверхность шаблона при Г. д. с прессованием делают рифлёной. Это исключает смещение заготовки относительно шаблона, делает её вогнутую сторону мелко-волнистой и вместе с возникающими при прессовании поперечным сжатием и продольным сдвигом слоев устраняет возможность образования на ней крупных складок. Поперечная усадка заготовки при прессовании происходит только за счёт ранней древесины годичных слоев. Гнутьё с одновременным прессованием сопровождается уменьшением толщины заготовок на 10—30% и увеличением плотности и прочности древесины.
д. — широко распространённый способ получения многослойных гнуто-клеёных деталей. Оно основано на природной гибкости древесины. Для получения детали заданной формы и сечения необходимое количество смазанных клеем сухих (влажность 7—12%) деревянных пластин (доски, планки, листы или полосы шпона или фанеры) укладывают в виде пакета в пресс-форму, зажимают и выдерживают до полного схватывания клея. Процесс затвердевания клея может быть ускорен прогревом пакета. Это способствует также удалению из древесины внесённого с клеем излишка влаги. Форма у деталей, полученных холодным гнутьём, сохраняется лучше, чем у деталей, изготовленных горячим способом. Устойчивость формы при этом тем выше, чем больше количество входящих в склеиваемый пакет пластин и, следовательно, чем тоньше каждая из них. Малая толщина слоев пакета позволяет, кроме того, получать гнуто-клеёные детали крупного сечения с очень небольшим радиусом кривизны. Допустимое отношение h/r при холодном гнутье слоистых заготовок, набранных из тонких (2—5 мм) пластин, достигает 0,05 и даже 0,2. Это становится возможным потому, что отношение толщины отдельной изгибаемой пластины к r очень мало и не превышает 0,02—0,01.
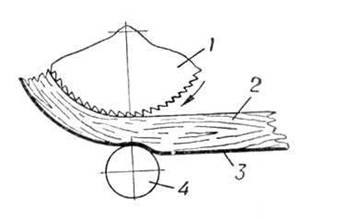
Рис. 2. Схема гнутья древесины с одновременным прессованием: 1 — шаблон; 2 — заготовка; 3 — шина; 4 — прессующий ролик.
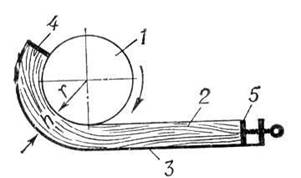
Рис. 1. Принципиальная схема гнутья древесины: 1 — шаблон; 2 — заготовка; 3 — шина; 4 — неподвижный торцевой упор; 5 — подвижный торцевой упор.
Литература.
1. и , Производство гнутой мебели, М. — Л., 1954.
2. , Основы гнутья древесины, Минск, 1961.
3. , Запрессовочные устройства для производства гнутоклееных деталей, М., 1964; , Прессование древесины, 3 изд., М., 1964.
.
Некоторые вопросы пластификации и гнутья древесины хвойных пород.
Соколов В. Л. (СибГТУ, г. Красноярск, РФ)
It Is Considered process of increasing of softness and bend wood. Advantage of chemical increasing of softness древесины is Shown in contrast with processing a ferry. It Is Offered criterion of selecting the compositions.
В настоящее время прослеживается тенденция ухода от стандартных прямых форм в дизайне таких видов продукции из массивной древесины, как мебель, окна, двери, арки и т. д. Вместе с тем, выпуск таких изделий связан с достаточно большими затратами материалов. Как правило, элементы мебели, имеющие криволинейные поверхности, получают профильным фрезерованием. В случае получения арочных конструкций перед фрезерованием производят формирование заготовки из нескольких частей при помощи клеевых соединений. Прочность соединений, полученных при использовании большинства ПВА клев, выше или равна пределу прочности древесины при скалывании вдоль волокон, поэтому прочность конструкции в целом определяется прочностью древесины. При криволинейном фрезеровании происходит перерезание волокон, что приводит к ослаблению конструкции.
Решением проблемы получения криволинейных поверхностей, не только в одной плоскости, но и в нескольких плоскостях при сравнительно низких затратах материала и труда, является использование операции гнутья.
На деревообрабатывающих предприятиях Сибири в основном используется древесина сосны и лиственницы, в связи с этим, при разработке технологии гнутья необходимо ориентироваться именно на данные породы.
Процесс гнутья можно разделить на три основные составляющие:
1. Первая стадия заключается в придании древесине пластичности.
2. На второй стадии заготовкам предается требуемая форма.
3. Третья стадия заключается в обеспечении формостабильности и придании заготовке конечной влажности.
Пластификация древесины может быть достигнута в результате гидротермической обработки (ГТО). С увеличением температуры в пределах до 100 0С и влажности от 0 до 30% пластичность древесины увеличивается /1/. Достаточно важной проблемой при термической пластификации заготовок (пропаривание, проваривание) является получение более или менее равномерного распределения температуры по толщине материала /2, 3/.
Основным недостатком данной группы способов является необходимость проведения операции гнутья заготовок с высокой (75-95 0С) температурой, кроме того, процесс ГТО характеризуется достаточно большой продолжительностью.
Вторым способом повышения пластичности древесины является использование реагентов, воздействующих на компоненты клеточных стенок.
Если рассматривать древесину как материал, состоящий из некоторого числа элементов, то возможность ее деформации (перемещение одного элемента структуры относительно другого) зависит от величины взаимодействия между элементами.
При условии, что в качестве конечного (неделимого и недеформируемого) элемента выбрана клетка (вертикальная трахеида), возможность деформирования будет определяться силой взаимодействия между клетками. В качестве такого «соединительного» слоя между трахеидами выступает срединная пластинка. Необходимо отметить, что по химическому строению она относительно однородна и состоит более чем на 80% из лигнина /4/.
Таким образом, задача увеличения пластичности древесины может быть решена при частичном разрушении (ослаблении) срединной пластинки, что приведет к уменьшению связей между соседними клетками.
Данная задача решается в технологии получения бумаги и картона при обработке технологической щепы варочными составами. Однако процесс пластификации массивной древесины с целью последующего гнутья имеет ряд принципиальных отличий. Так пропитка заготовок из ядровой (спелой) древесины хвойных пород имеет ряд особенностей, кроме того, обходимо сохранение целостности древесины.
При гнутье заготовки выделяют три основные зоны: зона сжатия, зона растяжения и нейтральная линия. Известно, что величина предела прочности древесины при растяжении вдоль волокон выше, чем величина данного показателя при сжатии /4/. На основании этого в качестве характеристики, позволяющей оценить пластические свойства древесины, была выбрана максимальная величина деформации при условии отсутствия видимых разрушений образца при его сжатии вдоль волокон.
Список литературы
1. , Расев обработка и консервирование древесины: Учебн. для вузов. - М.: Лесн. пром-сть, 1987.-360 с.
2. Манкевич гнутья древесины. – Минск: Изд-во мин. высш., средн. и проф. образов. БССР, 196с.
3. Леонтьев гнутых стульев из древесины хвойных и мягких лиственных пород. М-Л: 195с.
4. , Уголев по древесине: Справочник/ Под ред. .- М.: Лесн. пром-сть, 198с.
Основы технологии гнутья древесины
(Из книги " Технология изделий из древесины ", , стр. , М, Лесная промышленность, 1985 г)
Гнутье
Криволинейные детали из цельной древесины можно изготавливать двумя принципиальными способами: выпиливанием криволинейных заготовок и приданием прямолинейному бруску изогнутой формы путем загибания его на шаблоне. Оба способа применяются на практике и имеют свои преимущества и недостатки. Выпиливание криволинейных заготовок отличается простотой технологии и не требует специального оборудования. Однако, при выпиливании неизбежно перерезают волокна древесины, и это настолько ослабляет прочность, что детали большой кривизны и замкнутого контура, приходится составлять из нескольких элементов склеиванием. На криволинейных поверхностях получаются полуторцовые и торцовые поверхности срезов и в связи с этим ухудшаются условия обработки на фрезерных станках и отделки. Кроме того, при раскрое получается большое количество большое количество отходов. Изготовление криволинейных деталей методом гнутья требует по сравнению с выпиливанием более сложного технологического процесса и оборудования. Однако, при гнутье полностью сохраняется и даже в некоторых случаях повышается прочность деталей; на их гранях не создаются торцовые поверхности, а режимы последующей обработки гнутых деталей не отличаются от режимов обработки прямолинейных деталей.
Теоретические основы гнутья.
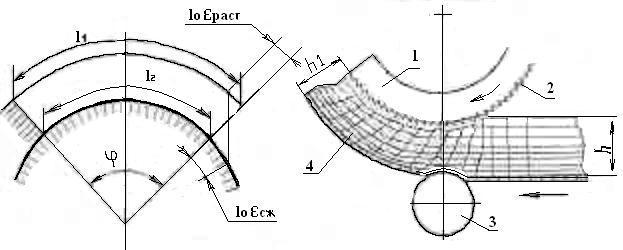
Рис. 60. Изгиб бруска а — характер деформации заготовки при изгибе; 6 — гнутье заготовки с шиной по шаблону: 1— шаблон; 2 — насечки; 3 — прессующий ролик; 4 — шина
Сущность явлений, происходящих при гнутье древесины, см. рис 60, в основном, сводится к следующему.
При изгибе заготовки в пределах упругих деформаций возникают нормальные к поперечному сечению напряжения: растягивающие на выпуклой и сжимающие на вогнутой стороне. Между зонами растяжения и сжатия находится нейтральный слой, нормальные напряжения в котором невелики. Поскольку величина нормальных напряжений изменяется по сечению, возникают скалывающие напряжения, стремящиеся как бы сдвинуть одни слои детали относительно других. Так как этот сдвиг невозможен, изгиб сопровождается растяжением материала на выпуклой стороне детали и сжатием - на вогнутой.
Величина возникающих деформаций растяжения и сжатия зависит от толщины бруска и радиуса изгиба. Допустим, что брусок прямоугольного сечения изогнут по дуге окружности и что деформации в бруске прямо пропорциональны напряжениям, а нейтральный слой находится в середине бруска.
Обозначим толщину бруска H, начальную длину его через Lо, радиус изгиба по нейтральной линии через R (рис. 60, а). Длина бруска по нейтральной линии при изгибе будет оставаться неизменной и равна Lо=pR(j/180), (84) где p - число пи ( 3, 14...), j — угол загиба в градусах.
Наружный растянутый слой получит удлинение DL (дельта L). Общая длина растянутой части бруска определится из выражения Lo+DL=p(R+H/2)j/180 (85)
Вычитая из этого уравнения предыдущее, получим абсолютное удлинение
DL=p(H/2)(j/180). (86)
Относительное удлинение Ер будет равно DL/Lo = H/2R, т. е. относительное удлинение при изгибе DLl/Lо зависит от отношения толщины бруска к радиусу изгиба; оно тем больше, чем толще брусок H и чем меньше радиус изгиба R. Подобное отношение для величины относительного сжатия при изгибе можно получить аналогичным путем.
Предположим, что вокруг шаблона R изогнут брусок с начальной длиной Lo и при этом достигнуты максимальные деформации сжатия и растяжения. Обозначив через Есж величину допустимой деформации сжатия древесины вдоль волокон, а через Ераст величину допустимой деформации растяжения вдоль волокон, можем написать соотношение для растянутой стороны
L=Lo(1+Ераст)=p(R+H)j/180 (87)
Отсюда R'+H=[Lо(1+Eраст)]/p(j/180).
Для сжатой (вогнутой) стороны будет L2=Lo(1-Ecж)=pR(j/180)
или R'=[Lо(1-Eсж)]/p(j/180). (88)
Вычитая из первого выражения второе, получим
H=[Lо(Eраст+Есж)/p(j/180). (89)
Взяв отношение H/R, характеризующее предел изгибаемости древесины для данного случая, получим
H/R=(Eраст=Есж)/(1-Есж). (90)
Подставив в полученные выражения значения допустимых деформаций растяжения и сжатия (Eраст и Eсж), можно определить максимально возможные значения Н/R для различных пород. Эти предельные соотношения определены в следующих значениях.
Порода древесины | Бук | Дуб | Береза | Ель | Сосна |
Н/R | 1/2,5 | 1/4 | 1/5,7 | 1/10 | 1/11 |
На практике обычно требуется изгибать древесину в отношении 1/3. Можно видеть, что хвойные породы и часть мягких лиственных пород даже при полном использовании возможных деформаций сжатия и растяжения непригодны для гнутья при малых радиусах кривизны. При этом брак при гнутье хвойных и мягких лиственных пород обусловлен образованием складок на вогнутой стороне из-за неравномерного сжатия вдоль волокон и низкого сопротивления их сжатию поперек волокон. Это можно устранить, нормируя деформации сжатия древесины, используя шаблон с насечкой, подпрессовывая древесину в процессе гнутья (рис. 60,6).
Пропаренный брусок с шиной изгибается вокруг шаблона 1, снабженного крупной насечкой 2. В месте загиба брусок прижимается к шаблону прессующим роликом 3. Происходит прокатка бруска. Наружные, примыкающие к шине 4 слои уплотняются. Толщина бруска уменьшается и одновременно повышается сопротивление растяжению наружной части бруска. Слои древесины, примыкающие к шаблону, испытывают напряжения сжатия, вдавливаются во впадины насечки и принимают равномерно нормированную насечкой волнообразную форму вогнутой поверхности, что исключает появление складок. Как показали исследования, в процессе гнутья деформации растяжения и сжатия протекают одновременно, но не по всему сечению бруска, а только на участке непосредственного набегания бруска на шаблон, в зоне линии, соединяющей ось шаблона с осью прессующего ролика. Этот процесс сопровождается сдвигом слоев древесины вдоль волокон, как показано линиями, нанесенными на боковую сторону бруска перед гнутьем. Бездефектный изгиб бруска возможен только до предела, пока величина относительного удлинения растянутых или относительного сжатия сжимаемых слоев не превысит предельных значений для данного материала.
Выведенное выше отношение действительно для материалов, у которых сопротивления растяжению и сжатию равны. Если сопротивление материала сжатию будет больше, чем растяжению, то нейтральная линия при изгибе будет смещаться к вогнутой стороне. При большем сопротивлении материала растяжению нейтральная линия будет смещаться к выпуклой стороне, что наблюдается у древесины. При свободном изгибе древесина разрушается от разрыва наружных, растянутых слоев. Объясняется это тем, что допустимая величина деформации растяжения у древесины очень мала, всего 1—2 %, в то время как предел деформации сжатия составляет15—25 %, как видно из диаграммы рис. 61, б.
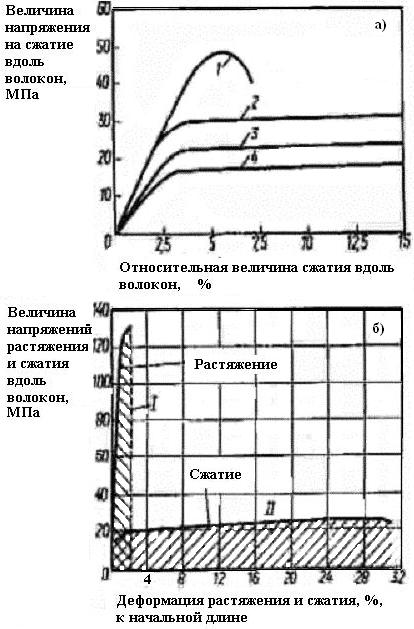
Рис. 61. Диаграммы напряжений и деформации древесины при гнутье:
а — влияние проварки (1 — без проварки, 2 - проварка 30 мин., 3 - проварка 90 мин, 4 - проварка 180 мин), б – бука
Для повышения способности древесины к гнутью применяют гидротермическую обработку: проваривание в горячей воде или пропаривание. Такая обработка делает древесину более пластичной. Проваривание древесины значительно снижает сопротивление сжатию и увеличивает величину усадки (рис. 61, а). Сопротивление древесины растяжению и способность деформации при этом изменяются незначительно.
У пропаренной древесины бука (рис. 61,6) при незначительном сопротивлении сжатию (около 23 МПа) и допустимости деформаций сжатия до 30 % величина возможных деформаций растяжения остается незначительной даже при очень высоких напряжениях (2 % при 130 МПа). Это ограничивает возможность гнутья пропаренной древесины и не позволяет полностью использовать ее способность к значительной деформации сжатия.
Произведение величины напряжения на величину вызываемой им деформации дает работу деформации. На диаграмме (см. рис. 61,6) возможная работа деформаций растяжения равна площади заштрихованной фигуры /, а возможная работа деформаций сжатия — заштрихованной в обратном направлении площади фигуры //.
При изгибе бруска работа деформаций растяжения должна быть равна работе деформации при сжатии. Из сравнения площадей, заштрихованных на диаграмме, видно, что полностью использовать эту закономерность при изгибе пропаренной древесины без специальных мероприятий нельзя.
В то время как работа деформаций растяжений достигает максимального значения (площади I), равная ей площадь работы деформации сжатия отделена на диаграмме вертикальной пунктирной линией. Она составляет только незначительную часть от возможной работы деформации сжатия. При уменьшении радиуса изгиба напряжения растяжения и вызываемые ими деформации превысят предельные значения и вызовут разрыв наружных волокон и излом бруска, в то время как возможность изгиба по деформации сжатия не будет исчерпана. Возможность изгиба пропаренной древесины ограничивается незначительной величиной допустимых деформаций растяжения, ограничивающих изгиб до соотношения примерно H/R<1/30.
Возможности гнутья могут быть значительно увеличены, если использовать способность пропаренной древесины полностью воспринимать значительные деформации сжатия. Это достигается применением тонкой стальной ленты (шины), накладываемой на наружную сторону бруска до изгиба. Шина снабжена упорами, в которые упираются торцы изгибаемого бруска. Так как сопротивление стальной шипы растяжению значительно больше, чем сопротивление древесины, то при изгибе бруска она
стр.223
будет препятствовать растяжению наружных слоев и изгиб произойдет, в основном, за счет деформации сжатия на вогнутой стороне бруска. Таким путем искусственно вызывают смещение нейтрального слоя к наружной стороне изгибаемого бруска и увеличивают в бруске деформации сжатия. Для предупреждения откалывания и разрывов волокон на выпуклой стороне бруска в начальной стадии изгиба шине дают натяжение, сжимая брусок ее упорами, расположенными на концах шины.
Величина начального натяжения шины не должна быть большой, так как чрезмерные деформации сжатия могут вызывать брак гнутья в виде складок на вогнутой стороне. Наилучшие результаты гнутья могут быть достигнуты при полном использовании способности древесины принимать деформации сжатия и растяжения. Это обеспечивается применением гнутарного станка с подвижным упором шины (рис. 62).
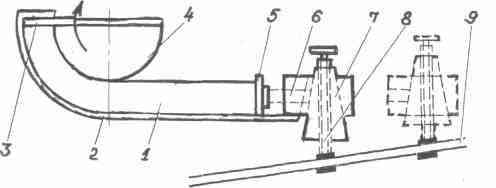
Рис. 62 Принцип гнутья древесины с подвижным упором
Изгибаемый брусок 1 закрепляют в шине 2 между двумя упорами 3 и 5. Во время гнутья брусок загибается на вращающийся шаблон 4. Конец шины наглухо прикреплен к каретке 6, движущейся вместе с шиной, а упор 5 сделан подвижным. Положение упора 5 регулируется положением в каретке клина 7. В него упирается стержень упора 5. Поворотами винта 8 и поднятием клина вверх можно дать шине начальное натяжение, так как при этом упор 5 будет выдвигаться клином вперед. Винт 8 связан с линейкой 9, установленной наклонно по отношению к направляющим каретки 6. При гнутье каретка скользит за шиной вперед, а скользящий по линейке винт опускается и опускает клин 7, вследствие чего упор 5 получает возможность отойти назад и ослабить первоначальное натяжение шины. Начальное положение клина в каретке показано на рисунке пунктиром.
Минимальные радиусы бездефектного изгиба древесины могут быть достигнуты в том случае, если при изгибе будет соблюдено условие: максимальная работа деформаций сжатия равна сумме работ деформаций растяжения бруска и шины. Это достигается изменением угла наклона линейки 9 и величиной отхода упора 5.
Напряжения сдвига достигают значительной величины и могут вызывать скалывание вдоль волокон. Требуется тщательная гидротермическая обработка брусков перед гнутьем. Поэтому гнутье не доводят до самого конца бруска во избежание скола у торца. Необходимым условием гнутья хвойных и мягких лиственных пород таким способом является применение шины с подвижным упором. Насечка на шаблоне должна иметь наклон в сторону заднего упора, чтобы предотвращать перемещение внутренних слоев бруска по шаблону и образование складок из-за напряжений сдвига. Такой способ гнутья позволяет изгибать не только бездефектную древесину, но и древесину с крупными сучками, расположенными на наружной стороне бруска.
Гнутье цельной древесины: ноу-хау петербургских разработчиков современных технологий
Центр интерьерных материалов (Санкт-Петербург) и Союз предприятий и работников мебельной и деревообрабатывающей промышленности Северо-запада провели презентацию новой технологии. Уникальные возможности гнуть детали из цельной древесины представил изобретатель технологии, член союза, химик-технолог .
Как утверждает изобретатель, ему удалось раскрыть секрет легендарного австрийского мебельщика Михаэля Тонета, причем не только возродить подзабытую в нашем отечестве технологию гнутья цельной древесины, открывающую небывалые возможности изготовления легкой, прочной и изящной мебели, но и пойти чуть дальше своего знаменитого предшественника.
В Петербурге продукция по моделям и технологиям Тонета производилась вплоть до первой мировой войны и была чрезвычайно популярна, как впрочем, и во всем мире. Продажи мебели были огромны, а широко известный стул под номером 14 изготовлялся такими тиражами, которые вряд ли будут когда-нибудь перекрыты: с конца XIX века и до первой мировой войны было произведено 50 млн. этого изделия.
Родившись в канун века девятнадцатого, Михаэль Тонет сумел предугадать потребности века двадцатого. Он первый в мире организовал промышленное производство мебели, обладавшей поистине высоким качеством. Являясь пионером создания очень многих конструкций и даже типов мебели, Тонет, однако, не является изобретателем способа гнутья пропаренной древесины как такового. Еще древние греки владели этим мастерством и гнули ножки своих кресел. В средние века секрет греков был частично раскрыт. Применялся этот способ и в XVII – XVIII веках. Был он известен и в России: русские мужики гнули из пропаренной древесины обода колес и дуги для лихих троек. Но никто и никогда не тиражировал мебельную продукцию из гнутой древесины такой прочности и красоты, как Тонет. И здесь он безусловный новатор, хотя долгое время не мог запатентовать свой способ.
За великим мебельщиком всех времен и народов числится много рекордов. Поставив перед собой цель усовершенствовать столярное дело, он постоянно думал над тем, как изготовлять более простым способом одинаковые изделия, чего в ту пору не делал никто. В 1841 году он разрабатывает несколько модификаций стульев, которые уже можно было тиражировать, а в 1849 открывает свою мастерскую в Вене и добивается права на производство гнутой мебели из массива.
Тонет задумывает создать фабрику нового типа и осуществляет свою мечту. Он начинает производить мебель в местах произрастания сырья, для чего покупает участки букового леса в Моравии. В качестве дешевой рабочей силы Тонет привлекает безработных крестьян и разрабатывает пооперационную технологию таким образом, что обучать рабочих практически не приходится. Он первым догадывается, что не столярные соединения, а винтовые позволят сделать мебель разборной, а значит, ему не нужно будет "возить воздух". Тонет транспортирует мебель в разобранном виде плотными пачками (36 разборных стульев №14 занимают пространство всего в один квадратный метр). Он первым понимает решающее значение вопросов продвижения продукции на рынке и выпускает рекламные листовки, а в последней четверти 19 века начинает продажу по каталогу.
В каталогах представлялось огромное количество модификаций разборной мебели для жилищ и общественных помещений. Имея промышленное производство, Тонет мог при высоком качестве снижать цену, оставляя далеко за спиной своих конкурентов. Ему удается удовлетворять любые запросы массового потребителя, в основном представителей среднего класса. Гарнитурами от Тонета любила обставлять свои дома интеллигенция, но, в первую очередь, огромные заказы на кресла идут от многочисленных в то время кафе и ресторанов.
Великолепный дизайн многих тонетовских изделий признан вневременным, а конструкция стула №14 - практически совершенной. Исключительную прочность этого стула подтвердили талантливые сыновья Тонета, которым мастер передал свое дело. В 1900 году на Парижской выставке стул был сброшен с Эйфелевой башни. Пролетев с немыслимой высоты, стул ударился о землю, подпрыгнул и остался целым.
Шедевры Михаэля Тонета вдохновили петербуржца Михаила Сычева. Больше двух лет вместе с компаньоном он вел исследования и создавал опытные образцы. Результатом этой напряженной работы стал способ, позволяющий производить на потоке практически все, что производил австрийский мебельный гений.
Секреты новой технологии не раскрываются, но, по утверждению автора, она проста, и производство гнутых деталей из цельной древесины не требует значительных материальных и временных затрат. Это ручная работа, для которой необходима специальная оснастка. Чтобы определенным образом согнуть деталь, мастер должен знать от 15 до 20 "болевых" точек, однако ноу-хау Сычева не в оснастке и не в тонкостях гнутья, а в некой химической формуле.
Сначала изготовляется шаблон гнутой детали, на основе которого налаживается поточное производство. Достаточно сложное гнутье детали рабочий на потоке делает за 2-3 минуты. Группой Сычева уже произведены некоторые образцы мебели. На презентации демонстрировалось кресло из гнутых деталей, которое, как и тонетовская мебель, полностью разбирается. С Эйфелевой башни Сычев кресло пока не бросал, но на испытательном стенде бросал в стенку – отскакивает, как пружина, и остается невредимым.
Как и Тонет, Сычев работает с бруском, который при обработке по новой технологии "намертво" запоминает форму. На испытаниях гнутую деталь опускали в кипяток, - она расходилась на пять сантиметров, но потом при высыхании четко восстанавливала форму. Не меняется форма и при дальнейшей обработке детали. Испытания проводились и на массивах достаточно большого формата.
Сычев гнет карачаево-черкесский и розовый украинский бук, отдавая предпочтение карачаевскому, у которого лучше текстура и физические параметры для гнутья. Но опыты проводятся и с другими сортами древесины, за исключением смолистых пород, которые пока не поддаются обработке по этой технологии.
Каждое дерево имеет свой коэффициент гнутья, и самое благодарное, по опыту Сычева, - акация из южных районов России. Интересно работать с осиной. Если по этой технологии обработать осину весенней рубки, ее потом топор не берет. Из осины петербургский изобретатель делает цельногнутые арочные оконные проемы, гнутые наличники без единой склейки. Технология позволяет изготавливать и арочные двери, и малые архитектурные формы для украшения интерьера, причем арочный образец держит колоссальную нагрузку - более пятисот килограмм.
Сейчас Сычев сделал опытный образец кресла-качалки (аналог антикварных), в котором можно чувствовать себя очень комфортно, но ему не интересно просто повторять достойные старинные вещи, а хочется на основе гнутья массива поработать в стиле модерн - сделать, например, стильную кушетку-качалку. Или заняться производством декора, который может заменить лепнину, или изготавливать неординарную мебель для офисов с различными накладками в стиле фирмы, или создать компактные, легкие разборные сани, по типу финских. Определенный опыт у Сычева уже есть. Прошлым летом на поток были поставлены удобно складывающиеся шезлонги, и они хорошо расходились. Зреет еще одна интересная идея – выпускать в упаковке с приложением внятной инструкции разборную дачную мебель, которую самостоятельно сможет собрать буквально каждый. Изобретатель уверен, что возможности разработанной им технологии, позволяющей производить мебель из гнутой древесины без применения клея, практически не ограничены.
Источник - *****
Форум.
Размоченные в воде, а лучше распаренные в горячей воде планки клеят сырыми, только обтерев с них тряпкой лишнюю воду. Потом хорошо просушивают, не снимая цулаг, струбцин или других зажимных приспособлений. Я планки до гнутья даже не строгал, прямо из под пилы шли в дело. Главное - отсутствие косослоя и сучков. Чем тоньше планки, тем меньший радиус изгиба можно получить. Доводилось выклеивать очень сложные детали из шпона, т. к. планки толщиной более 1 мм вообще невозможно было согнуть по таким малым (ок. 40 мм) радиусам. Насчет гнутья из цельных заготовок - во-первых, конечно, оборудование, а во-вторых порода древесины. Не каждую палку согнуть можно. Хорошо гнутся береза, бук, вяз (это из моей личной практики).
Клею на ПВА. Швы после склейки, конечно, видны. В принципе, отделка может быть и прозрачной, т. к. линии склейки при тонких планках довольно неплохо подчеркивают криволинейные формы, что можно принять за определенное декоративное свойство. Но это кому как нравится. Если не устраивает подчеркнуто фанерный вид, то придется отделывать кроющими составами, либо гнуть из цельных заготовок, что не всегда возможно из-за отсутствия подходящего материала, приспособлений и условий.
В промышленности гнутые элементы получают после распаривания заготовок в специальных паровых камерах. Температура пара может достигать 250-280 градусов. Время выдержки в камере определяется размерами сечения детали. По памяти буковый брусок 40х40 мм выдерживают перед гнутьём 4 часа. Минимальный радиус изгиба определяется породой дерева и площадью изгибаемого сечения. Так, сосна даёт минимальный радиус изгиба равный 10 площадям сечения (в см), бук - 1 площади. Распаренную заготовку помещают в форму, фиксируют, и сушат в таком положении. Дальнейшая обработка - только после полного высыхания.
Переклейку в набор из шпона делал сам (клеил на ПВА). В принципе аккуратно подобрать - стыки в глаза и не очень бросаются, но - все-таки под прозрачную отделку такую "фанеру" лучше не планировать.




Нет боковая сторона здесь не гнутая - это клееный щит (видна разнооттеночность делянок). Вообще (ИМХО!), если изделие будет подвергаться резьбе с массовым рисунком, получающемся в случае применения гнутья, поперёк волокон, - гнутьё не желательно. Мне кажется, в этом случае желательно провести сегментное склеивание заготовки, из которой потом выпилить необходимый венец.
ТЕХНОЛОГИЯ ГНУТЬЯ ДРЕВЕСИНЫ
Гнутье является одним из способов (наряду с выпиливанием) изготовления криволинейных деталей из цельной древесины.
При изготовлении криволинейных деталей методом гнутья требуется сложное технологическое оборудование. При гнутье полностью сохраняется прочность деталей, а последующая обработка гнутых деталей ничем не отличается от режимов обработки прямолинейных деталей.
Технологический процесс гнутья древесины состоит из следующих операций: раскрой на заготовки, гидротермическая подготовка заготовок, гнутье, сушка и механическая обработка гнутых заготовок.
Раскрой на заготовки материала для гнутья на индустриальных предприятиях производят методом выкраивания на круглопильных станках.
К качеству древесины заготовок для обычных методов гнутья предъявляются повышенные требования: не допускать в заготовках дефектов, вырезать заготовки только из здоровой древесины, косослой не должен превышать 5... 10°, не допускаются сучки, в том числе и здоровые. При гнутье с одновременным прессованием сучки допускаются в довольно больших количествах, что резко увеличивает выход заготовок. Хорошо подвергается гнутью древесина из лиственных (бука, дуба, березы, клена), а также из хвойных (ели, сосны, лиственницы) деревьев.
Гидротермическая подготовка заготовок перед гнутьем необходима для того, чтобы повысить пластичность древесины, которая при производственной влажности является незначительной (6%). Пластичность значительно повышается при нагреве древесины во влажном состоянии. Опыт показывает, что наилучшие результаты получаются при гнутье древесины влажностью 25%, т. е. близкой к точке насыщения древесного волокна.
Гидротермическая подготовка перед гнутьем чаще всего заключается в пропаривании или проваривании древесины в горячей воде.
Пропаривание древесины в пропарочных котлах насыщенным паром получило значительно большее применение, чем проварка. Для пропаривания чаще всего пользуются насыщенным паром невысокого давления, около 0,02...0,05 МПа, что соответствует температуре пара 102"С.
Бруски перед гнутьем можно пропаривать или проваривать в течение нескольких минут с помощью электрического тока высокой частоты.
Для повышения пластичности древесину пропитывают растворами аммиака, дубильных веществ, фенолов и альдегидами.
Для гнутья древесины (массивных брусков) используются гнутарные станки, которые подразделяются на станки для гнутья на неполную окружность и станки для гнутья на полную окружность.
В станках для гнутья на замкнутый контур бруски изгибают вокруг съемного вращающегося шаблона (рис. 5.1). Съемный шаблон 1 с прикрепленной к нему шиной 2 надевают на вертикальный вал 7, приводимый в движение от электродвигателя через редуктор 6. Конец шины крепят к каретке 4, скользящей по направляющим 5. После закрепления бруска 3 в шине включают электродвигатель, который, поворачивая вал 7 с надетым шаблоном, как бы навивает на шаблон брусок с шиной. В месте изгиба поставлен ролик 8, плотно прижимающий брусок к шаблону. По окончании гнутья задний конец шины прикрепляют к шаблону с помощью скобы, шаблон с бруском и шиной снимают со станка и отправляют в сушилку, а на станок надевают новый шаблон.

Рис. 5.1. Гнутье заготовок по замкнутому контуру на гнутарном станке:
1 — шаблон; 2 — шина; 3 — брусок; 4 — каретка; 5 — направляющие; 6 —
редуктор; 7 — вал; 8 — ролик
Во всех случаях гнутья необходимо, чтобы вынутые из пропарочного котла бруски подвергались гнутью немедленно, так как задержка в гнутье недопустима.
Гнутье фанеры часто осуществляют в шаблонах, состоящих из двух частей, т. е. из матрицы и пуансона, между которыми закладывают и выгибают фанеру. Для вдавливания пуансоном фанеры в матрицу можно пользоваться винтовыми, пневматическими и гидравлическими прессами.
Для сушки изогнутых заготовок (вместе с шаблонами и охватывающими их шинами) используются сушильные камеры. Конечная влажность гнутых заготовок должна соответствовать производственной влажности, принятой на данном предприятии. Применяемые режимы сушки мало чем отличаются от режимов сушки пиленых заготовок из тех же пород древесины.
Высушенные до влажности (6...8%), стабилизирующей форму, заготовки поступают в остывочное отделение, где их охлаждают в течение нескольких часов, затем освобождают от шин и шаблонов и направляют на механическую обработку.
Механическая обработка гнутых заготовок, т. е. придание им окончательных размеров и требуемых поверхностей, принципиально не отличается от обработки прямолинейных заготовок.
Для получения гнутоклееных заготовок с использованием струбцин делают шаблон из ДСП определенного радиуса закругления, на него укладывают планки на клею и зажимают струбцинами до полного отвердения клея.
В дальнейшем заготовки обрабатывают на фрезерных, токарных и шлифовальных станках.
На рабочих местах по гнутью древесины необходимо соблюдать общие правила безопасности труда, как и при работе на деревообрабатывающих станках.
Контрольные вопросы
10.Какими способами можно получить криволинейные детали?
11.Из каких операций состоит технологический процесс гнутья?
12.Какие требования предъявляют к качеству заготовок для гнутья?
13.Для каких целей производится гидротермическая подготовка заготовок перед гнутьем?
14.Каковы виды оборудования для гнутья древесины?
15.Как производится гнутье заготовок в станках для гнутья на замкнутый контур?
16.Чем заканчивается процесс гнутья заготовок?
17.Что вы знаете о процессе гнутья фанеры?
18.Где применяются гнутые и гнутоклееные детали?
Клюев производства мебели: Учеб. Пособие для нач. проф. образования. – М.: Издательский центр «Академия», 2005. – 176с.
