Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное
учреждение высшего профессионального образования
«Тульский государственный университет»
Политехнический институт
Механико-технологический факультет
Кафедра «Технология машиностроения»
методические указания
по Контрольно-курсовой работе
(ККР, КРЗ)
по дисциплине
Обработка заготовок и сборка
Направление подготовки: 151900 – Конструкторско-технологическое обеспечение машиностроительных производств
Профили подготовки: Технология машиностроения, Инструментальное обеспечение машиностроительного производства, Металлообрабатывающие станки и комплексы
Квалификация выпускника: бакалавр
Форма обучения: очная, заочная
Тула 2012 г.
Методические указания по ККР, КРЗ составлены доцентом и обсуждены на заседании кафедры «Технология машиностроения» механико-технологического факультета,
протокол №___ от "___"____________ 20___ г.
Зав. кафедрой ________________
Методические указания по ККР, КРЗ пересмотрены и утверждены на заседании кафедры «Технология машиностроения» механико-технологического факультета,
протокол №___ от "___"____________ 20___ г.
Зав. кафедрой ________________
СОДЕРЖАНИЕ
Введение.. 4
1 ЦЕЛЬ И ЗАДАЧИ выполнения ККР (КРЗ). 4
2 Основные требования к контрольно-курсовой работе.. 5
2.1 Тематика ККР (КРЗ). 5
2.2 Исходные данные для выполнения ККР. 5
2.3. Структура и объем ККР (КРЗ). 5
2.4 Работа над ККР (КРЗ). 6
2.5 Защита ККР (КРЗ). 6
3 Методические указания по выполнению контрольно-курсовой работы 7
3.1 Краткие теоретические сведения.. 7
3.2 План построения и содержание разделов пояснительной записки 8
3.3 Методические указания по выполнению разделов ККР. Пример выполнения технологической части задания.. 9
3.3.1 Краткое содержание разделов пояснительной записки.. 9
3.3.2 Пример выполнения технологической части.. 9
список ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.. 15
Введение
Современный уровень развития машиностроения требует от квалифицированного специалиста навыков и знаний в области обработки заготовок на станках, выборе различных схем базирования заготовок, навыков разработки операционных технологий и умения применять эти навыки в реальной производственной деятельности.
Как будущий специалист студент должен:
- знать способы обработки, содержание технологических процессов сборки;
- уметь выбирать средства технологического оснащения при разных методах обработки деталей; технологии обработки и сборки;
- владеть навыками выбора оборудования, инструментов, средств технологического оснащения для реализации технологических процессов изготовления продукции.
Данные методические указания призваны помочь студентам овладеть практическими навыками по разработке операционной технологии (по заданию) с выбором состава оборудования и технологической оснастки для обработки основных видов поверхностей деталей машин; определением схемы установки детали в приспособлении, расчетом операционных припусков и режимов резания. При самостоятельной работе над конкретной задачей контрольно-курсовой работы (ККР), используя ранее полученные теоретические знания и опираясь на методологию настоящих методических указаний, обучающийся приобретает умения по самостоятельной разработке операционной технологии на деталь средней сложности.
1 ЦЕЛЬ И ЗАДАЧИ выполнения ККР (КРЗ)
Основной целью выполнения ККР (КРЗ) является закрепление теоретических знаний, полученных студентами при изучении дисциплины «Обработка заготовок и сборка», получение первичных навыков решения технологических задач, подготовка студентов к курсовому и дипломному проектированию.
Для достижения этих целей необходимо решить следующие задачи:
- знакомство со стандартами, каталогами и справочной литературой, содержащими сведения по основным видам заготовительного производства, металлорежущего оборудования, режущего и вспомогательного инструментов, инструментальных материалов, методике расчетов режима резания и нормирования;
- овладение навыками выбора наиболее рациональных видов технологического оснащения процессов механической обработки (оборудование, режущий, вспомогательный инструмент, станочные приспособления, средства контроля).
- приобретение опыта расчетов режима резания для соответствующего металлообрабатывающего оборудования и вида режущего инструмента; определения основного времени операции;
- проверка уровня знаний и подготовки студентов для самостоятельного выполнения индивидуального задания;
- проверка способности четко излагать свой мысли и правильно оформлять техничский отчет (пояснительную записку).
2 Основные требования к контрольно-курсовой работе
Контрольно-курсовая работа (ККР) является самостоятельной работой студента. Основной задачей самостоятельной работы является закрепление теоретических знаний, полученных на лекциях и практических навыков по выбору оборудования, режущего инструмента, технологической оснастки для выполнения определенных видов обработки деталей машин, полученных во время производственных практик.
В ККР необходимо стараться использовать современные разработки в области технологии машиностроения.
2.1 Тематика ККР (КРЗ)
Тема ККР - разработка (согласно индивидуальному заданию) операции механической обработки заготовки. Выполнение ККР (КРЗ) предполагает решение практических вопросов по выбору наиболее рационального способа обработки поверхности детали и проектированию операции ее механической обработки, включая выбор оборудования, технологической оснастки с определением схемы установки детали в приспособлении; расчет операционных припусков и режима резания.
2.2 Исходные данные для выполнения ККР
В качестве индивидуального задания на выполнение ККР студенту выдается эскиз (чертеж) детали с указанием поверхности, которую требуется обработать.
Варианты заданий приведены в приложении П1.
При работе над заданием студент пользуется справочной и технической литературой, нормативными документами согласно предлагаемому в данном пособии списку и на основе собственных библиографических поисков.
2.3. Структура и объем ККР (КРЗ)
Структура контрольно-курсовой работы ККР, курсовой работы (КРЗ):
Пояснительная записка объёмом 15-20 стр. формата А4, включающая операционный эскиз.
2.4 Работа над ККР (КРЗ)
Срок выполнения ККР определяется в соответствии с учебным планом обучения для каждого конкретного срока подготовки студентов. В течение этого же периода осуществляются запланированные консультации. Выполненная ККР, оценивается ведущим преподавателем до начала экзаменационной сессии, при этом студенту могут быть заданы вопросы как по содержанию ККР, так и с целью проверки специальных знаний, полученных по дисциплине “Обработка заготовок и сборка”.
В ходе работы над курсовой работой студенты на практике самостоятельно, используя конкретный пример из данного пособия, изучают методики:
1) выбора наименования и модели станка в зависимости от вида выполняемых работ, требуемой точности обработки и объема производства;
2) выбора типа, размеров и геометрических параметров, марки инструментального материала режущего инструмента;
3) расчета режима резания (подача, скорость резания, глубина резания) и его проверки по допустимой мощности оборудования;
4) расчета основного времени как составляющей штучного времени выполнения операции
ККР является самостоятельной работой студента, поэтому успешное ее выполнение зависит от проявленной им инициативы и организованности в процессе ее выполнения.
По каждому из вышеперечисленных разделов преподаватель при необходимости дает краткие теоретические пояснения и справочно-методическую информацию.
2.5 Защита ККР (КРЗ)
Защита ККР (КРЗ) производится до промежуточной аттестации (зачета) в сроки, установленные преподавателем. Защита выполненной работы включает:
– краткое изложение студентом целей ККР, используемых методов разработки технологии, оригинальных решений, применённых в технологическом проекте, полученные результаты, перспективы совершенствования разработанной технологии и т. д.;
– вопросы преподавателя по различным аспектам разработки технологии в проекте (допускаются вопросы со стороны других студентов при публичной защите работы).
При не выполнении ККР студент автоматически не допускается до промежуточной аттестации. Качественное выполнение ККР может быть оценено дополнительными баллами при промежуточной аттестации (до 10).
легированных сталей рекомендуется использовать твердые сплавы Т15К6, Т14К8Ю Т120К9 [2, с.57] и быстрорежущие стали Р6М5, Р6М5Ф3, Р9К5 [2, с. 45]. Твердые сплавы обладают большими, чем быстрорежущие стали, твердостью, теплостойкостью, износостойкостью. Поэтому выбираем в качестве материала режущей части фрезы твердый сплав Т15К6 как позволяющий работать с повышенными скоростями резания [2,с. 45].
Пластины твердого сплава могут припаиваться или прикрепляться механическим способом. Фрезы с механическим креплением пластин обеспечивают:
- повышение стойкости на 30%, что позволяет увеличить скорость резания на 8-10% и производительность труда на 6,5%;
- экономию твердого сплава (на переработку возвращается до 90% твердого сплава по сравнению с 15% при использовании напайных пластин) [2, с.138].
Поэтому выбираем для проектируемой операции механический способ крепления пластин твердого сплава.
Для обработки пазов можно использовать трехсторонние дисковые фрезы. Выбранному способу крепления режущих элементов соответствуют трехсторонние дисковые фрезы типа 1 по ГОСТ [4] (тип 2 – двухсторонние фрезы, предназначенные для обработки уступов). Эти фрезы выпускаются с ромбическими и трехгранными пластинами соответственно исполнений 1 и 2. Выбираем фрезу исполнения 2, поскольку трехгранные пластины допускают большее число переустановок.
Диаметр фрезы [5, с. 62]
D ³ 2t + d1 + (12…16),
где d1 – диаметр ступицы фрезы, t - глубина паза, которая в соответствии с рис.1 равна 30 мм.
Согласно табл. 2 [4] ступица дисковой фрезы может иметь диаметр, равный 47, 55, 69…мм. Для нашего случая определяем минимальные диаметры фрез с соответствующими размерами ступиц
Dd1 = 47³ 2×30 + 47 + 15 = 122 мм
Dd1 = 55³ 2×30 + 55 + 15 = 130 мм
Dd1 = 47³ 2×30 + 69 + 15 = 144 мм
В табл.2 [4] наименьшее значение диаметра фрезы, удовлетворяющее этим неравенствам, равно 160 мм. При ширине паза В=20 мм выбираем для выполнения операции по табл. 2 дисковую трехстороннюю фрезу диаметром 160 мм, типа 1 исполнения 2 с механическим креплением трехгранных пластин и обозначением Т15К6 ГОСТ .
Общее число зубьев фрезы z равняется 10. Из них половина обрабатывают левую, а половина – правую стороны паза. Поэтому, число зубьев, используемое в последующих расчетах, принимается z = 5.
По табл.17 [2, с. 225] устанавливаем геометрические параметры режущей части зубьев фрезы с пластинами из твердых сплавов. Для У1 группы материалов передний угол g = 0¸5°, задний угол a = 12 ¸16°, угол наклона винтовых канавок w = 5¸10°, главный и вспомогательный углы в плане j = 90°, j ¢ = 3 ¸ 5° и фаски f = 1,5¸ 2 мм. Принимаем g = 3°, a = 7°, j = 90°, j¢ = 4° и f = 2 мм.
Определение режима резания
Исходные данные.
Оборудование – горизонтально-фрезерный станок модели 6Т804Г с двигателем мощностью N=2,2 кВт.; пределы частот вращения инструментального шпинделя 50…2240 мин-1.
Охлаждение – эмульсия.
Паз фрезеруем за один рабочий ход
Для обработки поверхности выбираем фрезу дисковую трехстороннюю диаметром 160 мм, типа 1 исполнения 2 с механическим креплением трехгранных пластин и обозначением Т15К6 ГОСТ .
Ширина обработки В = 20 мм, В < 0,6 D = 160 (мм), где D – диаметр фрезы.
Выбираем подачу на зуб фрезы:
Для легированной стали 40Х с НВ > 180, Sz = 0,14 мм [2, стр. 959] при мощности станка от 5 до 10 кВт
Szф = Sz ´ К1 ´ К2;
где К1 – поправочный коэффициент в зависимости от установки фрезы, К1=1 [2, стр. 959];
К2 – поправочный коэффициент в зависимости от главного угла в плане,
К2=1 [2, стр. 982].
Szф = 0,14 ´ 1´ 1 = 0,14 мм
Подача на оборот фрезы:
Sо = Sz ´ z = 0,14 ´ 18 = 2,52 мм
Выбор скорости резания:
V = Vтабл ´ К1 ´ К2 ´ К3 ´ К4 ´ К5 ´ К6 ,
где V табл = 165 м/мин [1, стр. 962];
К1 = 0,89 – коэффициент, зависящий от твёрдости чугуна [2, стр. 962];
К2 = 0,88 – коэффициент, зависящий от периода стойкости [2, стр. 963];
К3 = 1 – коэффициент, зависящий от марки твёрдого сплава [2, стр. 963];
К4 = 0,8 – коэффициент, зависящий от состояния обрабатываемой поверхности [1, стр. 963];
К5 = 1 – коэффициент, зависящий от ширины фрезерования [2, стр. 963];
К6 = 1 - коэффициент, зависящий от главного угла в плане j [2, стр. 963].
Тогда V = 165´ 089 ´ 0,88 ´ 1 ´ 0,8 ´ 1 ´ 1 = 103,4 м/мин
Частота вращения фрезы:
![]()
![]() мин-1
мин-1
Принимаем частоту вращения шпинделя по паспорту станка:
n = 160 мин-1
Уточняем скорость резания по принятой частоте вращения шпинделя:
 м/мин
м/мин
Минутная подача:
Sм = Sо ´ n = 2,52 ´ 90,4 = 228 мм/мин
Выбор мощности:
Nт = 7,8 кВт, при В = 160 мм, t = 3 мм, Sм = 370 мм/мин [2, стр. 967]
N = Nт ´ К1 ´ К2,
где К1 = 1 – коэффициент, зависящий от главного угла в плане j [2, стр. 982];
К2 = 1 – коэффициент, зависящий от переднего угла [2, стр. 982].
N = 7.8 ´ 1 ´ 1 = 7.8 (кВт) < Nст = 9 (кВт)
Определение основного времени
Расчет технически обоснованных норм времени в минуту производится по значениям времени Тшт, которое слагается из оперативного времени Топ на одну операцию, времени на обслуживание рабочего места Тоб и времени на отдых и естественные надобности Тпер.
Тшт = Топ + Тоб + Тпер
Оперативное время складывается из технологического и вспомогательного времени.
Технологическое (основное) время То - это время, затрачиваемое непосредственно на изготовление детали, т. е. на изменение формы, размеров, состояния заготовки и т. д.
Тшт= То + Твсп + Трегл. пер.
То = l + l1 + l2/Sм,
где l – длина обрабатывающей поверхности, мм; l1 – длина врезания, мм; l2 – длина перебега инструмента, мм; l = 200 мм
l1 = 0,5 ´ ![]() (D2 - D2) + [2, табл.13-16, стр. 137]
(D2 - D2) + [2, табл.13-16, стр. 137]
l1 = 0,5 ´  +3/tg 60° = 53,1 мм
+3/tg 60° = 53,1 мм
Для обеспечения свободного подхода фрезы обрабатываемой поверхности с рабочей подачей.
Принимаем l1 = 55 мм, l2 = 5 мм [2, табл.13-16, стр. 137]
Т0 = ![]() = 1,17 мин
= 1,17 мин
список ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
Основная
1. Технология машиностроения. Специальная часть: учебник / [и др.]; под ред. и . Тула: Изд-во ТулГУ, 20с.
Дополнительная
1. Справочник технолога-машиностроителя: В 2 т. / Под ред. , и .- 5-е изд., перераб. и доп.- М.: Машиностроение, 2001.- Т. с.; Т. с.
2. Прогрессивные режущие инструменты и режимы резания металлов: Справочник /, , и др.; под ред. .- М.: Машиностроение, 19с.
3. и др. Допуски и посадки: Справочник: Ч. 1.-Л.: Политехника, 1991.-575 с.
4. ГОСТ . Фрезы дисковые с механическим креплением многогранных твердосплавных пластин. –Введ. 01.01.91. – М.: Изд-во стандартов, 1990. – 8 с.
5. Горошкин для металлорежущих станков: Справочник. - М.: Машиностроение, 19с.
6. Металлорежущие станки. Учеб. пособие втузов. /, , и др. - М.: Машиностроение, 19с.
7. Мосталыгин. Технология машиностроения. - М.: Высшая школа, 19с.
8. Металлорежущие инструменты: Учебник для вузов. /. , и др. - М.: Машиностроение, 19с.
9. Обработка металлов резанием. /Под общ. ред. . - М.: Машиностроение, 19с.
10. Режущий и вспомогательный инструмент. Справочник. /, . - М.: Машиностроение, 19с.
11. Режимы резания металлов: Справочник /Под ред. . - М.: Машиностроение, 19с.
12. Металлорежущие станки /Под ред. . - М.: Машиностроение, 19с.
10. ГОСТ 3.1109-82. Процессы технологические. Основные термины и определения. М.: Изд-во стандартов, 198с.
11. ГОСТ 14.004-83. Технологическая подготовка производства. Термины и определения основных понятий. М.: Изд-во стандартов, 1985.- 10 с.
17. , Дальский основы технологии машиностроения.- М.: Машиностроение, 200с.
18. Шейнин документация в курсовом и дипломном проектировании по технологии машиностроения.- Тула: ТулПИ, 199с.
ПРИЛОЖЕНИЕ П1. Комплект заданий
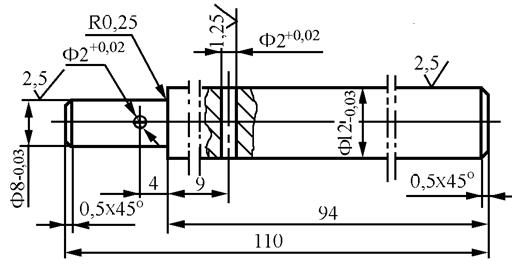
Деталь 1. Вал.
1 в. Токарная обработка наружного контура
2 в. Шлифование наружной цилиндрической поверхности Æ12-0,03
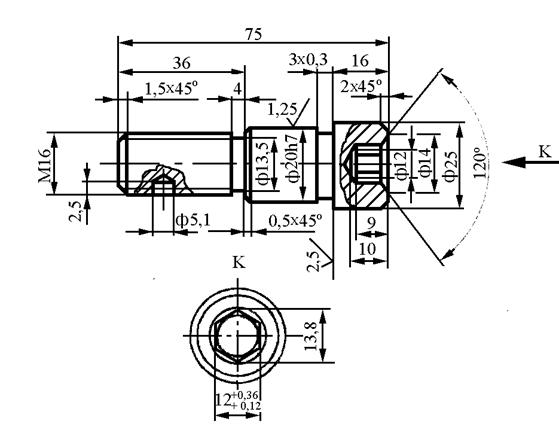
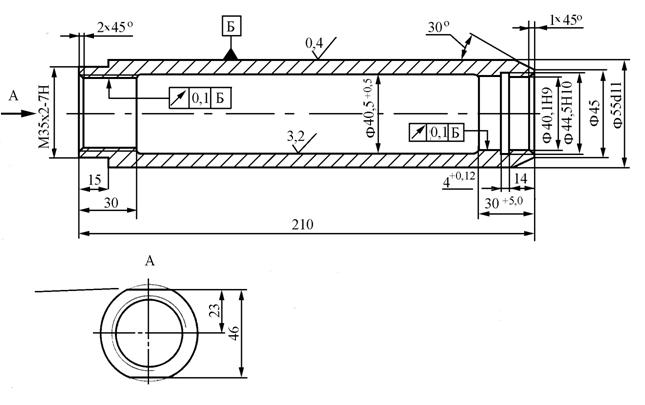
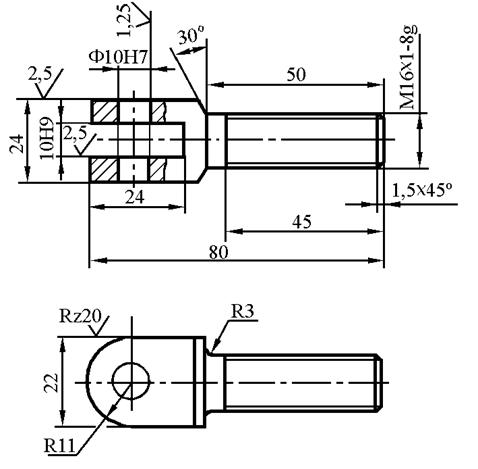
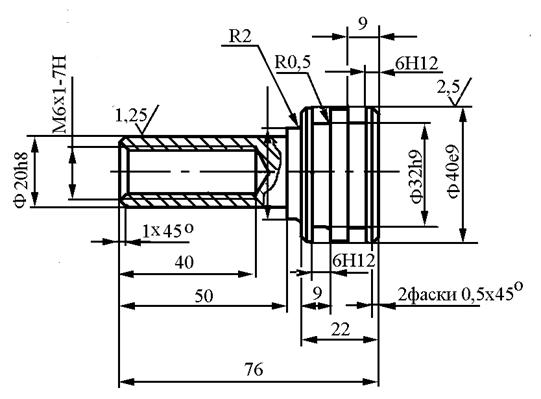
Деталь 2. Валик.
1в. Нарезание резьбы М16
2 в. Токарная обработка наружного контура
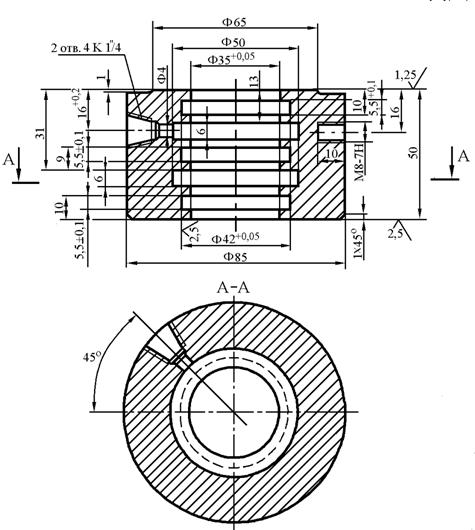
Деталь 3. Втулка.
Растачивание отверстия 80+0,035

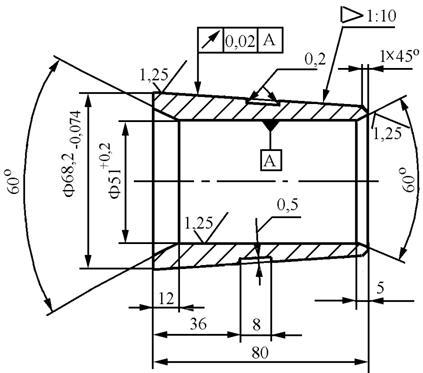
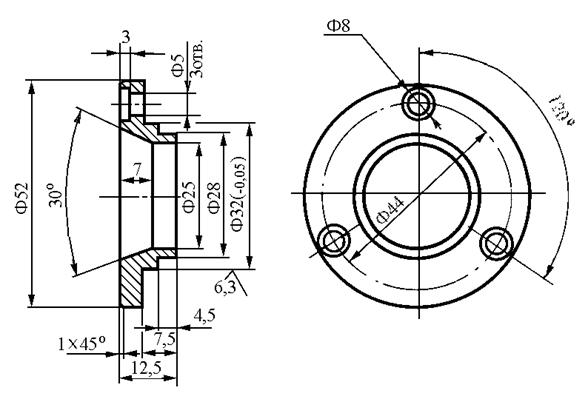
Деталь 4. Втулка коническая.
Шлифование поверхности Æ51+0,2
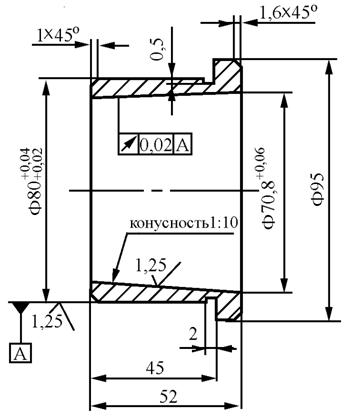
Деталь 5. Втулка.
Шлифование цилиндрической поверхности Æ80![]() .
.
Деталь 6. Втулка.
Точение наружной цилиндрической поверхности
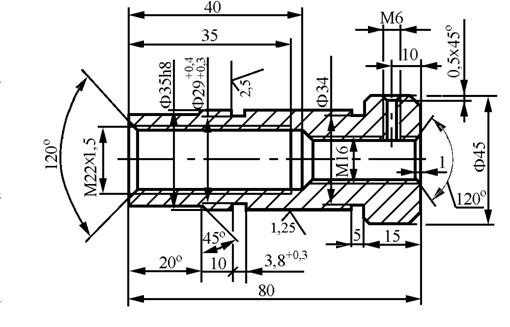
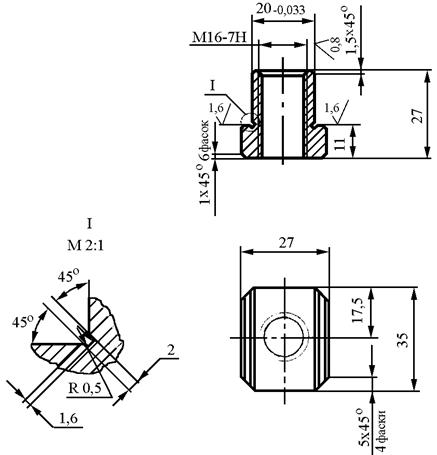
Деталь 7. Штуцер.
Сверление отверстия Æ16
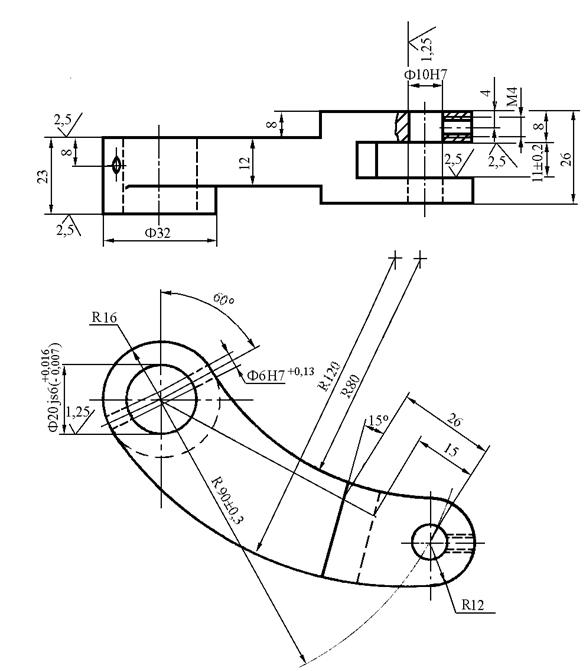
Деталь 8. Рычаг.
Одновременное фрезерование плоскостей в размер 12h8

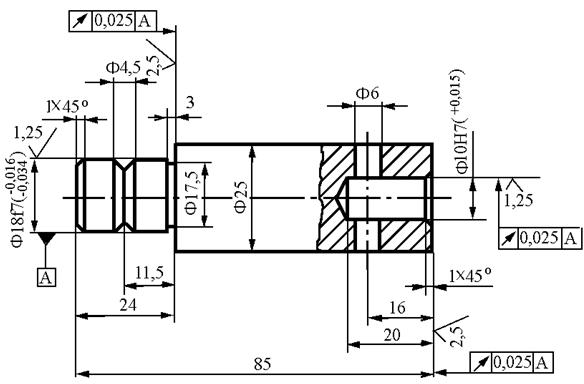
Деталь 9. Корпус.
Точение наружной цилиндрической поверхности Æ85
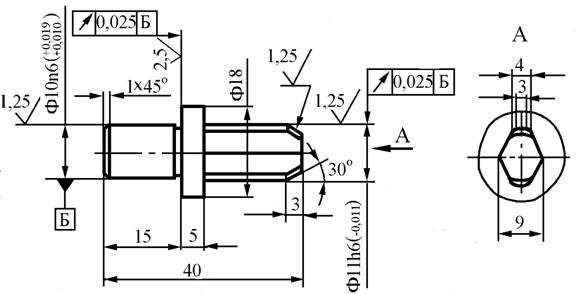
Деталь 10. Палец.
Шлифование наружной цилиндрической поверхности Æ10n6 и прилегающего торца одновременно.
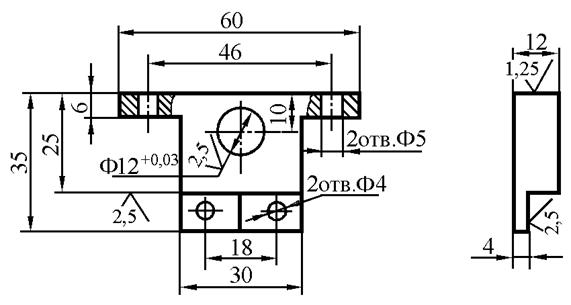
Деталь 11. Опора.
Сверление 2-х отверстий Æ5 последовательно
Деталь 12. Вилка.
Фрезерование плоскостей в размер 10Н9
Деталь 13. Рычаг.
Сверление отверстия Æ10Н7
Деталь 14. Стойка.
Фрезерование плоскостей в размер 22
Деталь 15. Гайка.
Обработка фаски 1,5´45°
Деталь 16. Крышка.
Подрезание торца в размер 12,5
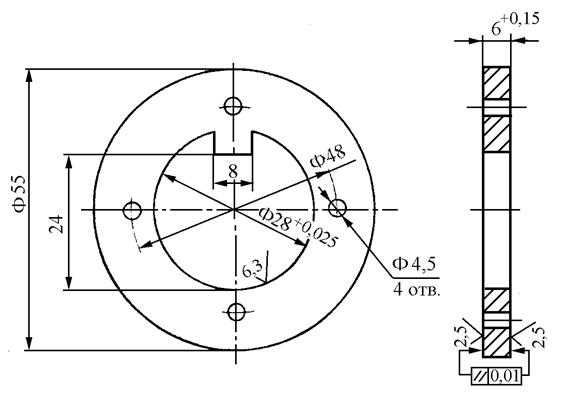
Деталь 17. Кольцо стопорное.
Шлифование плоскости в размер 6+0,15
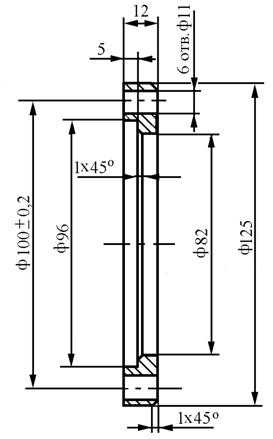
Деталь 18. Кольцо.
Сверление 6 отверстий Æ11 одновременно
Деталь 19. Поршень.
Точение канавки в размер 6Н12
Деталь 20. Оправка.
Обработка отверстия Æ10Н7