

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На основе нечеткого отношения предпочтения была определена форма поперечного сечения четырехстороннего периодического профиля (ромбическая с углами при вершине°), обеспечивающая благоприятные условия формирования показателей качества при профилировании прокаткой в двухвалковом калибре.
Были разработаны номограммы для определения геометрических параметров четырехстороннего периодического арматурного профиля с ромбической формой поперечного сечения и диаметра заготовки под профилирование по заданным значениям критерия анкеровки Рема и номинального диаметра арматурной проволоки. В лабораторных условиях были проведены исследования для определения характера формоизменения и наследования показателей качества по механическим свойствам арматурной проволоки в процессе прокатки четырехстороннего периодического профиля.
Были получены математические модели, описывающие взаимосвязь параметров управления при профилировании с геометрическими показателями качества четырехстороннего арматурного профиля:
 (16)
(16)
![]()
где ![]() - критерий подобия, характеризующий изменение размеров поперечного сечения профиля по вертикали;
- критерий подобия, характеризующий изменение размеров поперечного сечения профиля по вертикали; ![]() - критерий подобия, характеризующий изменение размеров поперечного сечения профиля по горизонтали;
- критерий подобия, характеризующий изменение размеров поперечного сечения профиля по горизонтали; ![]() - критерий, характеризующий относительную высоту выступа;
- критерий, характеризующий относительную высоту выступа; ![]() критерий, характеризующий угол при вершине калибра;
критерий, характеризующий угол при вершине калибра;  - критерий подобия, характеризующий прочностные свойства заготовки под профилирование;
- критерий подобия, характеризующий прочностные свойства заготовки под профилирование; ![]() - критерий подобия, характеризующий диаметр профилирующего валка.
- критерий подобия, характеризующий диаметр профилирующего валка.
При оценке технологического наследования показателей качества, характеризующих механические свойства арматурной проволоки было установлено, что в области формирования требуемой высоты выступа пластические свойства существенно зависят от показателя фактора формы очага деформации ![]() . Так, при
. Так, при ![]() £ 2,0 коэффициент технологического наследования по показателю качества «относительное удлинение» составлял значение
£ 2,0 коэффициент технологического наследования по показателю качества «относительное удлинение» составлял значение  , при
, при ![]() = 2,5 -
= 2,5 -  , а при
, а при ![]() ³ 3,0 -
³ 3,0 -  .
.
Результаты исследований преобразовали к форме в виде функций принадлежности, характеризующих предпочтительность технологических режимов профилирования, используемых при управлении показателями качества проволоки.
Для управления показателями качества проволоки на этапе получения заготовки под профилирование на основе обобщения экспертной информации и литературных источников и было сформировано нечеткое отношение предпочтения режимов волочения. Были выполнены экспериментальные исследования для выяснения влияния параметров управления процессом волочения на показатели качества холоднотянутой проволоки из низкоуглеродистых сталей и характер их технологического наследования. Было установлено, что благоприятные условия технологического наследования показателей качества по механическим свойствам проволоки – заготовки под профилирование, обеспечиваются одновременным увеличением значений степени единичной деформации при волочении и уменьшением углов рабочего конуса волоки. Однако при таком сочетании параметров управления значительно возрастают энергетические затраты на волочение, нагрузки на волочильный инструмент, ослабевает экономическая целесообразность процесса.
Учитывая высокую пластичность низкоуглеродистых сталей в состоянии поставки, для получения промежуточной круглой заготовки под профилирование был предложен и экспериментально обоснован новый способ холодной прокатки проволоки в системе калибров «круг-гладкая бочка-круг». На основе результатов исследований определено нечеткое отношение предпочтения режимов прокатки. Параметрическую идентификацию функции принадлежности выполнили на основе установленных в ходе исследований значений фактора формы очага деформации и феноменологического критерия устойчивости при прокатке, обеспечивающих равномерность параметров состояния материала при стабильном протекании процесса деформации и благоприятное технологическое наследование показателей качества проволоки по механическим свойствам (табл. 3).
Таблица 3
Значения функции принадлежности нечеткого отношения предпочтения
режимов прокатки проволоки в системе калибров «круг-гладкая бочка-круг»
Х1 Х2 | Степень деформации плоскоовальной полосы в круглом калибре,% | |||||
20-24 | 24-28 | 28-32 | 32-36 | 36-40 | ||
Степень деформации на гладких валках,% | 20-24 | 0 | 0 | 0,4 | 0,2 | 0 |
24-28 | 0 | 0,2 | 0,8 | 0,8 | 0,4 | |
28-32 | 0,2 | 0,6 | 0,9 | 1,0 | 0,8 | |
32-36 | 0 | 0,6 | 0,8 | 0,8 | 0,4 | |
36-40 | 0 | 0,4 | 0,4 | 0,2 | 0 |
Установленные в результате исследований нечеткие отношения предпочтения были использованы при проектировании промышленных режимов обработки арматурной проволоки периодического профиля диаметрами 6,0 - 10,0 мм, обеспечивающих заданный уровень качества готовой продукции по геометрическим показателям и механическим свойствам.
Пятая глава посвящена моделированию и экспериментальным исследованиям процессов формирования эксплуатационных свойств высокопрочной арматуры диаметром 10,0 мм для железобетонных шпал современных магистралей и разработке, структурной и параметрической идентификации математических моделей с элементами нечеткой логики для управления показателями качества готовой продукции.
Предложена и обоснована с позиций теории технологического наследования технологическая схема производства высокопрочной арматуры диаметром 10,0 мм из кремнистых сталей марок 40С2 и 55С2 для железобетонных шпал, состоящая из технологического блока холодной пластической деформации, включающем операции волочения подката на размер под профилирование и нанесения периодического профиля, и блока финишного термического упрочнения. Такое сочетание методов холодной пластической деформации и термической обработки обеспечивает гибкость и мобильность при смене сортамента, выпуск малотоннажных партий, получение стабильных однородных механических свойств арматуры.
Для получения исходной информации и последующей структурной и параметрической идентификации математических моделей с элементами нечеткой логики для управления показателями качества арматуры в предлагаемом сочетании технологических блоков выполняли теоретические и экспериментальные исследования процессов холодной пластической деформации и термической обработки.
Изучение напряженного состояния при холодной пластической деформации и его влияния на качество арматурного профиля, подвергаемого термообработке, является необходимым условием для выработки управляющих решений при проектировании результативных режимов обработки и выпуска продукции с заданным уровнем качества.
Для расчета напряжений в очаге деформации при волочении использовали метод линий скольжения. Для автоматизации расчетов, построения и визуализации полей напряжений было разработано и зарегистрировано в установленном порядке программное обеспечение. С его использованием установлено количественное влияние технологических факторов волочения на возможность возникновения неблагоприятного напряженного состояния с преобладанием напряжений растяжения в очаге деформации. Такое напряженное состояние приводит к снижению сопротивления проволоки, разрушению и появлению "разрыхления", что сделает невозможным достижение заданного уровня показателей качества продукции на этапе окончательной термообработки.
Программный продукт предусматривает расчет критериев и ![]() , оценивающих характер напряженного состояния в очаге деформации при волочении. Критерий характеризует протяженность зоны напряженного состояния всестороннего растяжения в радиальном направлении:
, оценивающих характер напряженного состояния в очаге деформации при волочении. Критерий характеризует протяженность зоны напряженного состояния всестороннего растяжения в радиальном направлении:
![]() (17)
(17)
где ![]() - текущий радиус проволоки в очаге деформации, до которого действуют растягивающие радиальные напряжения;
- текущий радиус проволоки в очаге деформации, до которого действуют растягивающие радиальные напряжения; ![]() - начальный радиус проволоки до волочения.
- начальный радиус проволоки до волочения.
Критерий ![]() характеризует отношение максимального растягивающего напряжения на оси проволоки к величине константы пластичности:
характеризует отношение максимального растягивающего напряжения на оси проволоки к величине константы пластичности:
![]() , (18)
, (18)
где ![]() - максимальное растягивающее напряжение в очаге деформации;
- максимальное растягивающее напряжение в очаге деформации;
![]() - константа пластичности материала.
- константа пластичности материала.
В ходе моделирования было установлено, что условием возникновения неблагоприятного напряженного состояния на этапе волочения промежуточной заготовки под профилирование арматуры являются такие сочетания параметров управления, при которых значения критериев по выражениям (17) и (18) составляют ![]() и
и ![]() , соответственно.
, соответственно.
Для нанесения на поверхность круглой холоднотянутой проволоки двухстороннего периодического профиля арматуры с серповидными выступами применили двухвалковую клеть - волоку со смещенными парами валков. С целью анализа условий профилирования рассчитывали интегральный коэффициент неравномерности высотной деформации ![]() , коэффициент охвата
, коэффициент охвата ![]() и степень ограничения уширения. Было установлено, что процесс нанесения серповидного профиля на поверхность круглой заготовки характеризуется равномерной высотной деформацией
и степень ограничения уширения. Было установлено, что процесс нанесения серповидного профиля на поверхность круглой заготовки характеризуется равномерной высотной деформацией ![]() и высоким значением коэффициента охвата
и высоким значением коэффициента охвата ![]() , что положительно сказывается на напряженном состоянии арматуры и создает благоприятные условия для реализации пластических свойств обрабатываемого металла.
, что положительно сказывается на напряженном состоянии арматуры и создает благоприятные условия для реализации пластических свойств обрабатываемого металла.
В результате экспериментальных исследований с помощью методов планирования эксперимента была получена математическая модель управления геометрическими показателями качества арматуры в процессе холодного профилирования в клети - волоке со смещенными парами валков:
Y1 = 0,5 + 0,095Х1 + 0,065Х2; (19)
Y2 = 0,25 - 0,086Х1 - 0,052Х2,
где Y1 и Y2 - высота выступа и овальность периодического профиля, характеризуемая разницей размеров по вертикальному и горизонтальному направлениям, Х1 и Х2 - абсолютное обжатие круглой заготовки в первой паре валков и временное сопротивление разрыву заготовки под профилирование.
Дальнейшее достижение заданного уровня показателей качества арматуры осуществляется в блоке термического упрочнения. Прогрессивный вариант организации поточной технологии термического упрочнения арматуры предполагает использование тепла индукционного нагрева. В этом направлении наибольший интерес представляет изучение поведения закаленной стали при индукционном отпуске. Условия индукционного отпуска моделировались нагревом образцов до температур 500, 550 и 600ºС в ванне с расплавом солей KNO3 и NaNO3, обогреваемой электрическим током. Учитывая темп проведения закалочных операций, время пребывания образцов при отпуске в расплаве соли принимали равным 10, 20, 30, 40 и 60 сек. По результатам исследования получили уравнения зависимости показателей качества термически упрочненной арматуры периодического профиля от температуры и времени проведения скоростного отпуска (табл. 4).
Таблица 4
Зависимость показателей качества арматуры периодического
профиля от температурно-временных параметров отпуска
Марка стали | Временное сопротивление разрыву | Относительное удлинение после разрыва |
40С2 |
|
|
55С2 |
|
|
Полученные в ходе исследования знания о деформационном и термическом воздействиях на сталь марок 40С2 и 55С2 послужили основой для разработки математических моделей с элементами нечеткой логики для управления показателями качества арматуры.
Выполнена структурная и параметрическая идентификация модели управления качеством арматуры на этапе холодной пластической деформации. Модель содержит две входные лингвистические переменные, базу логических правил управления и одну выходную лингвистическую переменную.
В качестве входных лингвистических переменных использовали параметры управления процессом волочения, а именно, полуугол рабочего конуса канала волоки и относительное единичное обжатие, которые задавали в виде:
![]() , (20)
, (20)
![]() . (21)
. (21)
Функции принадлежности нечетких множеств, соответствующих термов для входных лингвистических переменных ![]() и
и ![]() приведены на рис. 3.
приведены на рис. 3.
Рис. 3. Функции принадлежности термов входных переменных,
характеризующих параметры управления процессом волочения
Выходную лингвистическую переменную, характеризующую напряженное состояние в очаге деформации при волочении (НС), выразили как:
![]() (22)
(22)
где ![]() - критерий оценки напряженного состояния по выражению (18) .
- критерий оценки напряженного состояния по выражению (18) .
Функции принадлежности для термов выходной лингвистической переменной  (рис. 4) были построены на основе количественного значения критерия
(рис. 4) были построены на основе количественного значения критерия ![]() , характеризующего уровень напряженного состояния в зависимости от параметров управления процессом волочения. С использованием результатов математического моделирования была разработана база логических правил управления напряженным состоянием арматуры при волочении, связывающих лингвистические значения входных
, характеризующего уровень напряженного состояния в зависимости от параметров управления процессом волочения. С использованием результатов математического моделирования была разработана база логических правил управления напряженным состоянием арматуры при волочении, связывающих лингвистические значения входных ![]() ,
,![]() и выходной
и выходной ![]() переменных в виде «если…то» (табл. 5).
переменных в виде «если…то» (табл. 5).
Рис.4. Функции принадлежности нечетких множеств для термов выходной переменной «HC», характеризующей напряженное состояние в очаге деформации | Таблица 5 База логических правил управления напряженным состоянием при волочении
|
Аналогичным образом выполнена структурная и параметрическая идентификация математической модели с элементами нечеткой логики для управления показателями качества арматуры на этапе термического упрочнения. Модель содержит две входные лингвистические переменные, базу нечетких правил управления и две выходные лингвистические переменные.
В качестве входных лингвистических переменных использовали параметры управления процессом скоростного отпуска - температура ![]() и время отпуска
и время отпуска ![]() , сек.
, сек.
Лингвистические переменные, характеризующие параметры управления, задавали в следующем виде:
 , (23)
, (23)
 (24)
(24)
Выходные лингвистические переменные соответствовали регламентированным показателям качества арматуры: временному сопротивление разрыву ![]() , МПа (далее «прочность») и относительному удлинению
, МПа (далее «прочность») и относительному удлинению ![]() (далее «пластичность») и выражались следующим образом:
(далее «пластичность») и выражались следующим образом:
 , (25)
, (25)
 . (26)
. (26)
Параметрическую идентификацию и формирование логических правил «если…то» выполнили на основе экспериментальных исследований влияния параметров управления процессом отпуска на показатели качества холоднопрофилированной арматуры из сталей марок 40С2 и 55С2. Процесс построения функций принадлежности термов лингвистических переменных, характеризующих показатели качества арматуры, выполнили на основе их количественных значений, заданных в нормативно-технической документации.
На рис. 5 приведен фрагмент расчета в среде FuzzyTECH Professional по модели управления показателями качества арматуры из стали марки 40С2 на этапе окончательной термической обработки.
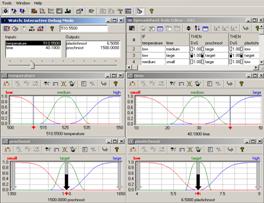
Рис.5. Фрагмент расчета по математической модели с элементами нечеткой логики для управления показателями качества арматуры на этапе

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
