
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Общая характеристика работы
Актуальность работы
В настоящее время остро стоят проблемы увеличения долговечности, повышения световых параметров, энергосбережения и экономичности светотехнических изделий. Существующие источники света (лампы накаливания и люминесцентные лампы) обладают существенными недостатками – низкое КПД, недостаточная световая отдача, малый срок службы и наличие ртути как источника света (пары ртути являются сильнейшим ядом). Долговечность всех существующих источников света в большой степени зависит от качества электричества – из-за бросков тока и напряжения в сети перегорает нить накала.
Разрабатывамые в НИЦ «АТОМ» и МИРЭА, совместно с «МЭЛЗ», светотехнические изделия XXI столетия на основе люминесцентной безэлектродной индукционной лампы (БИЛ) лишены указанных недостатков, т. к. у них отсутствуют электроды, являющиеся наименее долговечными узлами, что может обеспечить предельно большие сроки службы (60000 и более часов горения) и подача электричества производится через электронный пуско-регулирующий аппарат (ЭПРА), который сглаживает всевозможные недостатки сетевого электричества. При этом, за счет применения новых узкополосных люминофоров, светоотдача составляет 70-80 лм/Вт. Новое поколение светотехнических изделий представляет собой сложное устройство, состоящее из трех элементов (ВЧ-лампа, ЭПРА и световой блок), что существенно усложняет обеспечения их качества. Нормативные документы для обеспечения качества таких изделий отсутствуют. Поэтому данная работа, направленная на обеспечение качества производства нового поколения светотехнических изделий повышенной долговечности, весьма актуальна и своевременная.
Цель работы - обеспечение качества производства нового поколения светотехнических изделий повышенной долговечности (свыше 60000 часов) на основе безэлектродных ВЧ-ламп.
Для достижения цели необходимо было решить ряд основных задач, включая определение основных технологических процессов изготовления новых светотехнических изделий и проблемы обеспечения их качества на различных этапах производства, а именно:
- провести расчет и обеспечить разработку конструкции БИЛ мощностью 50, 75, 100 и 150 Вт для ртутного варианта и варианта с амальгамой, обеспечивающих наибольшую долговечность, светоотдачу и энергоэкономичность;
- провести разработку технологии откачки БИЛ с ртутным наполнением и с амальгамой для установления оптимальных параметров откачки;
- обеспечить методы контроля и измерение электрических и световых параметров БИЛ в процессе производства;
- определить состав контрольных испытаний для оценки качества изготовленных изделий;
- разработать систему оценки качества готовых изделий и правил их приемки.
Научную новизну результатов диссертационной работы представляют:
- конструкция и основные технологические процессы изготовления светотехнических изделий;
- методы контроля и оценки качества ВЧ-ламп в процессе производства;
- состав контрольных испытаний;
- система оценки качества готовых изделий и правила их приемки;
- возможные пути дальнейшего повышения качества изделий.
Практическая ценность работы заключается в следующем:
1. Создано новое светотехническое изделие, имеющее по сравнению с существующими источниками света следующие преимущества:
- отсутствие электродов, являющихся наименее долговечными узлами, что может обеспечить предельно большие сроки службы ламп (свыше 60 тысяч часов горения);
- повышение световой отдачи за счет применения новых узкополосных люминофоров;
- увеличение удельных нагрузок в разряде при вводе энергии высокочастотными полями и сокращение габаритных размеров ламп;
- отсутствие свободной ртути в колбе лампы;
2. Разработаны методика контроля и оценки качества БИЛ в процессе изготовления.
3. Разработаны правила и методы проведения испытаний готовых светотехнических изделий (приемо-сдаточные, периодические, квалификационные).
Основные научные результаты, выносимые на защиту:
1. Технологические процессы изготовления светотехнического изделия и методы контроля качества изготовления, в том числе технологии изготовления БИЛ двух вариантов (тороидальной формы и двух параллельных цилиндров), выбор люминофорной композиции и метод её нанесения в колбу БИЛ, методы измерения электрических и световых параметров БИЛ (ток лампы, напряжения зажигания на лампе, светового потока БИЛ).
2. Система обеспечения качества светотехнических изделий, которая включает в себя технические требования, требования к обеспечению качества, правила приемки, методы контроля, при этом, каждый из предложенных элементов системы обеспечения качества в свою очередь включает в себя более конкретизированные требования, которые позволяют обеспечивать качество изделий в процессе производства (например, требования к конструкции; требования к электрическим параметрам и электрическим режимам эксплуатации, требования стойкости к внешним воздействующим факторам, требования к надежности, требования к маркировке, требования к упаковке, которые в свою очередь еще больше конкретизированы применительно к светотехническим изделиям).
3. Методы и средства дальнейшего повышения качества изготовления светотехнических изделий для серийного и массового производства. Основными из них являются:
- разработка технических условий для производства и контроля качества каждого элемента;
- автоматизация технологических процессов изготовления;
- обеспечение ЭПРА современными изделиями электронной техники.
Апробация работы. Основные результаты, представленные в диссертационной работе, докладывались и обсуждались на Международной научно-практической конференции «Международная релаксация в полиматериалах», Полиматериалы – 2003, 25-29 ноября 2003г., Москва; V Международной светотехнической конференции, 2-5 ноября 2003 г., Санкт–Петербург и на ежегодных научно-практических конференциях МИРЭА ( г. г.).
Публикации. По материалам диссертации опубликовано 11 печатных работ в соавторстве, при этом диссертанту принадлежит от 30 до 70%.
Достоверность научно-практических результатов диссертационной работы обоснованы теоретическими и практическими результатами, полученными диссертантом, и не противоречат известным положениям науки, согласуются с известным опытом.
Структура и объем диссертации. Диссертация состоит из введения, пяти глав, общих выводов и списка литературы (69 наименований). Общий объем диссертации 136 страниц, включая 21 рисунка и 12 таблиц.
Содержание работы
Во введении показана актуальность создания безэлектродных ламп и светотехнических изделий на их основе, рассмотрены существующие источники света, их достоинства и недостатки. Показаны преимущества ВЧ-ламп, работающих за счет энергии высокочастотных электромагнитных полей, сформулированы цели и задачи диссертационной работы, раскрывается ее актуальность, научная и практическая значимость.
В первой главе раскрыто назначение и область применения светотехнических изделий. Отмечено, что осветительные устройства с люминесцентными лампами длительное время используются для общего освещения служебных и жилых помещений, специальных и ремонтных производств, складов, ангаров, а также специальных сооружений, в том числе и фортификационных сооружений Минобороны РФ и сооружений с долговременным пребыванием личного состава. Имеющаяся номенклатура люминесцентных ламп может давать световое излучение практически любого широкого спектрального состава и обеспечить высокие световые отдачи и срок службы, в несколько раз превышающие соответствующие параметры ламп накаливания и люминесцентных ламп. Вместе с тем серьёзным недостатком стандартных люминесцентных ламп трубчатой формы являются их большие размеры, (особенно длина) при сравнительно малых мощностях и, как следствие, малые получаемые яркости. В связи с этим в осветительных установках используются крупногабаритные, многоламповые светильники (до 4-х ламп).
В настоящее время, в связи с успехами электронной промышленности и созданием новой элементной базы для электронных устройств питания ламп (ЭПРА), стал возможным переход к люминесцентным лампам, работающим на новых физических принципах, а именно к люминесцентным безэлектродным лампам с высокочастотным возбуждением разряда (люминесцентным БИЛ).
Применение безэлектродных разрядов позволяет обеспечивать получение более высоких сроков службы источников света (свыше 60 тысяч часов), т. е. на порядок выше по сравнению с традиционными источниками света, соответствующее уменьшение частоты сменяемости ламп и снижение стоимости обслуживания осветительных установок. Возможно также повышение световой отдачи разрядов и варьирование спектральным составом излучения. Отсутствие электродов может обеспечить также возможность эксплуатации при более высоких уровнях механических воздействий.
В » в период гг. в рамках конкурсных работ, заданных Минпромнауки и Минобороны России совместно с МИРЭА, были проведены научные исследования, показавшие ряд преимуществ люминесцентных БИЛ, в том числе:
- отсутствие электродов, являющихся наименее долговечными узлами, обеспечит предельно большие сроки службы ламп (свыше 60 тыс. ч. горения);
- повышение световой отдачи и долговечности за счет применения новых узкополосных люминофоров;
- увеличение удельных нагрузок в разряде при вводе энергии высокочастотными полями и сокращение габаритных размеров ламп.
ВЧ-лампа должна иметь колбу в форме замкнутого витка, наполненную парами ртути и буферным газом. Катушки трансформатора расположены на колбе лампы и обмотка такого трансформатора подключена к источнику высокочастотных колебаний. В колбе под воздействием электромагнитного поля инициируется разряд с силой тока порядка нескольких ампер. На внутренней поверхности колбы нанесён слой люминофора, преобразующий ультрафиолетовое излучение в видимое. Схематичное изображение люминесцентной безэлектродной индукционной лампы приведено на рис. 1.
Расчетные исследования показали, что при использовании люминесцентных БИЛ возможен переход от схем многоламповых светильников к одноламповым при существенном уменьшении габаритов светильников. При этом на основе новых светотехнических систем светильников с отражательной оптикой возможна замена существующих люминесцентных светильников практически во всем диапазоне высот подвески светильников (от 2,5 м до 6 м), используемых в осветительных установках как на предприятиях промышленности, так и в различного рода других помещениях, к примеру, инженерных сооружений Минобороны РФ.
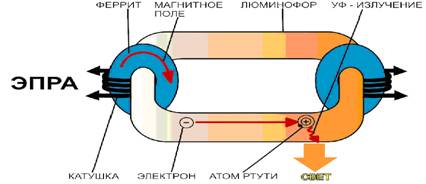
Рис. 1. Схематичное изображение люминесцентной безэлектродной
индукционной лампы с высокочастотным возбуждением разряда
Типы кривых сил света (КСС) для высот 2,5 - 6 метров представлены на рис. 2.
На основании приведённых рекомендаций по оптимальным параметрам систем общего равномерного освещения и теоретических соотношений для расчета освещённости в заданной точке от системы светящихся элементов осветительных установок в качестве основной световой характеристики должен быть принят требуемый световой поток светильника, который рассчитывается как:
 , (1)
, (1)
где Енор - нормируемая освещённость, лк,
1000 - условный световой поток светильника, принимаемый равным 1000лм для относительного сопоставления образцовых КСС используемых световых приборов, лм,
К3 - коэффициент запаса,
μ - коэффициент, учитывающий дополнительное действие периферических светильников.
В связи с этим для объективной оценки сравнительной экономичности возможных осветительных установок одновременно с изменением световых потоков светильников при разных видах КСС необходимо учитывать количество светильников в установке, для чего целесообразно использовать величину энергетической эффективности, рассчитываемую на единицу площади освещаемой поверхности, как
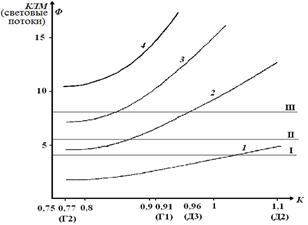
Рис. 2. Зависимость требуемых световых потоков от высоты подвеса
светильников при оптимальном относительном их размещении ![]()
 , (2)
, (2)
где ω - удельная энергетическая эффективность в осветительной установке, Вт/м2,
Foп, Роп - световой поток и потребляемая мощность одного светильника, лм; Вт,
l - расстояние между светильниками при их оптимальном размещении,
Н - световая отдача ламп, устанавливаемых в светильниках.
При нормируемой освещённости Енор=300лк высота подвеса светильников составит:
1 – высота подвеса hp=2,5 м;
2 – высота подвеса hp=4 м;
3 – высота подвеса hp=5 м;
4 – высота подвеса hp=6м;
I – уровень светового потока для создаваемой высокочастотной лампы мощностью 75Вт.
II – то же для лампы мощностью 100Вт.
III – то же для лампы мощностью 150Вт.
Вторая глава посвящена актуальности создания светильников нового поколения, а именно:
1. Существующие в настоящее время источники света обладают существенными недостатками – низкое КПД, недостаточная световая отдача и малый срок службы. Обыкновенные лампы накаливания имеют КПД всего 5% и максимальный срок службы – 1000 часов. В действительности бытовые лампы накаливания работают гораздо меньше и требуют частой замены, т. к. из-за наиболее слабого элемента – нити накала - срок их службы находится в большой зависимости от качества потребляемого сетевого электричества.
Люминесцентные лампы работают более длительное время – 10 000 часов. У некоторых современных люминесцентных лампы срок службы составляет 25 000 часов. Однако, как и лампы накаливания, люминесцентные лампы имеют слабое звено, а именно, нить накала. В этой связи долговечность всех существующие бытовых источников света в реальности значительно меньше значений, указанных в нормативной документации на них. И объясняется это в основном не только плохим качеством нити накаливания, но, также и недостаточным качеством сетевого электричества (скачки напряжения, броски тока и т. п.).
Предлагаемый источник света на основе люминесцентной безэлектродной индукционной лампы лишен указанных недостатков, т. к. у него отсутствуют электроды, являющиеся наименее долговечными узлами, что может обеспечить предельно большие сроки службы (60 000 и более часов горения) и подача энергии производится через электронный пуско-регулирующий аппарат (ЭПРА), который сглаживает всевозможные недостатки сетевого электричества. При этом, за счет применения новых узкополосных люминофоров, светоотдача составляет 70-80 лм/Вт.
2. Современные источники света состоят из собственно источника света (лампы) и из арматуры. Для обыкновенной лампы накаливания арматура - электрический патрон, для люминесцентной лампы – соответствующуее устройство – световой прибор. Изготовителями ламп и светового прибора являются разные предприятия. Мало того, в советские времена это были даже разные министерства – Министерство электронной промышленности и Министерство электротехнической промышленности.
Предлагаемый источник света на основе БИЛ является изделием, включающим три элемента (ВЧ-лампу, ЭПРА и световой блок) и выпускается на одном предприятии. При этом каждый элемент изделия (ВЧ-лампа, ЭПРА и световой блок) могут быть также изготовлены и разными предприятиями-изготовителями, а вот источником света они могут стать только после сборки и настройки.
3. Существующие в настоящее время люминофорные источники света требуют специального оборудования для утилизации отработавших свой срок ламп. Это связано с тем, что все существующие люминофорные источники света для создания условий разряда содержат ртуть в свободном состоянии. Ртуть сама по себе является сильным ядом и даже в небольших количествах представляет собой большую опасность для здоровья человека. В предлагаемых световых источниках света на основе люминесцентной безэлектродной индукционной лампы ртуть находится в связанном состоянии и, в этой связи, не создает угрозу здоровью человека при случайном нарушении целостности стеклянной колбы.
Третья глава посвящена обеспечению качества основного элемента светотехнического изделия – безэлектродной индукционной люминесцентной лампе. Разработка и производство ЭПРА и светового блока особой сложности не представляют, т. к. они изготавливаются по типовым технологическим процессам. Рассматриваются вопросы расчета и разработки конструкции БИЛ различных уровней мощности для разных вариантов заполнения, разработке основных технологических процессов изготовления ламп, в том числе и откачке, а также разработке методов измерения электрических и световых параметров ламп.
В третьей главе приведены расчеты и разработка конструкции БИЛ мощностью 50, 75, 100 и 150 Вт для ртутного варианта и варианта с амальгамой
Основные параметры БИЛ по требованию Заказчика должны быть следующие:
- мощность, потребляемая от сети комплектом БИЛ+ЭПРА не более 150 Вт, при этом КПД ЭПРА не менее 75%;
- световая отдача БИЛ при этих условияхлм/Вт;
- спектр излучения в соответствующей цветовой температуре 3000К;
- γ-процентная наработка до отказа –часов;
- обеспечение работоспособности БИЛ при температурах от минус 25 до +45 0С;
Были проведены исследования ламп фирмы Osram (Endura), которые является аналогом наших ламп.
Исследования показали что при температуре минус 25 0С лампа зажигается устойчиво. В нашем эксперименте лампа находилась в металлическом корпусе объемом 150 х 400 х 200 мм и выходила на стабильный световой поток при температуре минус 25 0С через 15 минут. Световой поток лампы также мало зависит от расположения лампы.
Исследования образцов ламп Endura показало следующее:
1. Колба лампы изготовлена из трубчатого стекла типа Пирекс, с нанесенным на внутреннюю поверхность трехкомпонентным люминофором.
2. Источником ртути в лампе является рабочая амальгама.
3. В диапазоне изменения температур от минус 25 до +25 0С световой поток лампы относительно максимального уменьшается не более 10%.
Обследование образцов лампы-аналога "Endura" показали, что процесс изготовления колбы полностью механизирован. В настоящее время на наших предприятиях, в частности в "МЭЛЗ" отсутствует оборудование для повторения операций, используемых при изготовлении колб ламп "Endura", а именно:
- штамповка стеклянных заготовок;
- электростатическое напыление люминофора;
- соединение двух стеклянных заготовок с нанесенным люминофором.
Процесс изготовления колбы вручную и особенности технологии нанесения водной суспензии определяют конструкцию заготовки колбы, размеры и количество технологических штенгелей.
При изготовлении безэлектродной отечественной ВЧ-лампы были использованы:
1. В качестве люминофора - стандартный отечественный люминофор марки ФЛКЦ-3500 производства НПК «Люминофор» (г. Ставрополь), который по своим технологическим и светотехническим параметрам не уступает люминофорам, применяемым ведущими фирмами-изготовителями ламп.
2. Проведенные испытания и расчеты показали, что лучшими характеристиками обладают амальгамы на основе индий-висмутовой эвтектики In-Bi-Hg, содержащие ~ 8% Hg, которая и была использована в нашей лампе. Рабочий температурный диапазон амальгамы от +55 0С до +125 0С.
Расчет геометрии БИЛ мощностью 50, 75, 100 и 150 Вт был выполнен на основе литературных данных и экспериментальных исследований.
Длина разрядного промежутка определялась по формуле:
ℓ = Рл/(Iл Е) , (3)
где: Рл – мощность лампы;
Iл – ток лампы;
Е – градиент потенциала в столбе.
Для обеспечения допустимой нагрузки на люминофор плотность тока БИЛ должна быть 0,32 А/см2 (из отчета по ОКР "Гербицид"). Диаметр трубки выбирается, исходя из имеющегося стекла, т. е. для БИЛ 75 Вт, 100 Вт и 150 Вт - диаметр равен 52 мм, а для БИЛ 50 - диаметр равен 34 мм, тогда величина рабочего тока соответственно I л = 6,2 А и I л = 2,2 А (диаметры стекла определяются номенклатурой выпускаемых отечественной промышленностью тугоплавких стекол ТС (Пирекс).
Результаты расчетов приведены в табл. 1. Экспериментальные образцы, изготовленные по результатам расчета, по своим параметрам близки к расчетным.
Таблица 1
Тип лампы | Диаметр трубки, мм | Давление Аr, мм рт. ст. | ℓ разрядного промежутка, мм | Е, В/см | Iл, А | Uл, В |
БИЛ 50 | 34 | 0,5 | 400 | 0,6 | 2,2 | 24 |
БИЛ 75 | 52 | 0,2 - 0,3 | 464 | 0,3 | 5,4 | 14 |
БИЛ 100 | 52 | 0,2 – 0,3 | 527 | 0,3 | 6,2 | 16 |
БИЛ 150 | 52 | 0,2 – 0,3 | 527 | 0,3 | 6,2 | 16 |
Конструирование ламп проводилось по двум направлениям:
1 В форме двух параллельных трубок с перемычками на концах (рис. 3 а);
2 В форме тороида (рис. 3 б).
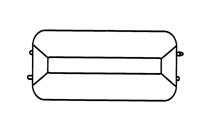
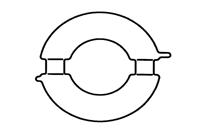
Рис. 3 а Рис. 3 б
Измерение электрических и световых параметров БИЛ производилось на установке, схема которой приведена на рис. 4.
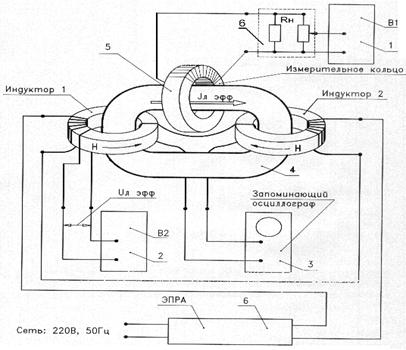
Рис.4. Схема измерения электрических параметров БИЛ ламп
Четвертая глава посвящена исследованиям основных технологических процессов по обеспечению качества изготовления светотехнического изделия. Показана блок схема светотехнического изделия, приведенная на рис. 5.

Рис. 5. Блок схема светотехнического изделия
Электрическая принципиальная схема ЭПРА, одинакова для всех четырех вариантов мощности светотехнического изделия, приведена на рис. 6. Разработанная электрическая схема ЭПРА выполнена полностью на серийной отечественной элементной базе; все комплектующие (кроме одной позиции - КП770Д) имеют вариант исполнения с приемкой ВП.
ЭПРА расположено на внешней стороне светового блока. При этом корпус (размером 247х210х55 мм) состоит из 2-х частей – основания и крышки.
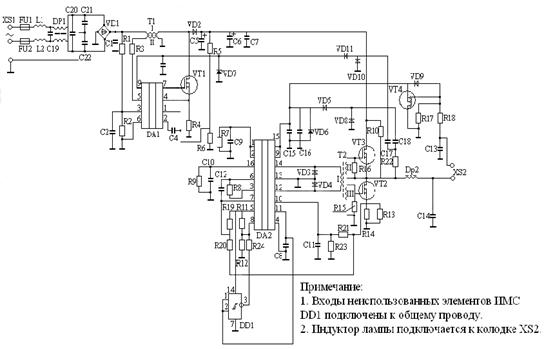
Рис. 6. Электрическая схема ЭПРА
Основание является теплоотводом, на котором через эластичные изолирующие теплопроводящие прокладки крепятся основные тепловыделяющие (и массивные) элементы схемы – силовые транзисторы и индуктивности.
Для изготовления и сборки ЭПРА разработан комплект КД и ТД; аппараты испытаны на соответствие требованиям ТЗ.
Общий вид светотехнического изделия с уплотнительной крышкой и без нее приведены на рис. 7 и 8 для разных уровней мощности БИЛ.
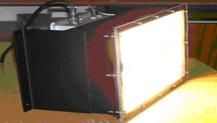

Рис. 7
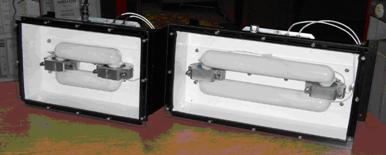
Рис. 8
Основные технологические процессы изготовления светотехнического изделия состоят из следующих этапов:
1. Изготовление кварцевой колбы, ее откачка;
2. Изготовление люминофора;
3. Введение люминофора в колбу лампы;
4. Введение амальгамы;
5. Сборка лампы на технологической платформе и проверка ее светотехнических параметров (лампа на платформе приведена на рис. 9);
|
|
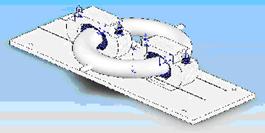
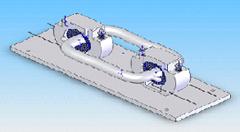
Рис. 9. Лампа на платформе
6. Изготовление ЭПРА и контроль параметров ЭПРА;
7. Изготовление и сборка светового блока;
8. Сборка светотехнического изделия в целом, настройка и контроль массо-габаритных и светотехнических параметров изделия;
9. Сдача светотехнического изделия в ОТК;
10. Проведение периодических и длительных испытаний светотехнических изделий с целью оценки качества их изготовления;
11. При получении положительных результатов испытаний светотехнические изделия подлежат упаковке и отгрузке потребителю.
Графически маршрут изготовления светотехнического изделия показан на рис. 10. В процессе изготовления деталей технологический контроль качества изготовления осуществляется после каждой технологической операции.

Рис. 10. Схема маршрута изготовления светотехнического изделия
Целью организации и проведения такого технологического контроля в производстве является обеспечение получения заданного уровня качества продукции при минимальном уровне затрат на организацию процесса производства. Для достижения этой цели необходимо управлять ходом технологического процесса. В процессе производственного контроля в технологической документации указываются:
- контролируемые параметры и характеристики, размеры и их нормы для каждой детали и узла;
- методы контроля;
- средства контроля;
- способ контроля (как правило, по альтернативному признаку);
- периодичность контроля;
- критерии оценки состояния технологического процесса (точность, стабильность, настроенность);
- службы, осуществляющие контроль.
При этом, каждая изготовленная деталь, узел и изделие в целом должны быть проверены изготовителем на соответствие требованиям конструкторской и технологической документации.
Нормы на контролируемые параметры при проверке изготовителем указываются в технологической документации и должны быть более жесткими по сравнению с нормами, указанными для ОТК (т. е. должны быть установлены цеховые технологические запасы).
Каждая технологическая операция имеет вход и выход, также как и технологическая структура предприятия в целом (см. рис. 11). На входе – или материалы или деталь с предыдущей операции, а на выходе – готовая для данной операции продукция (это может быть заготовка, деталь, узел, изделие и т. п.). Управление должно решаться с точки зрения оптимального управления, т. е. выработки оптимальных управляющих воздействий, позволяющих добиться максимального результата при минимальных затратах. Такого эффекта можно получить, используя стандартные значения данного процесса.

Рис. 11. Типовая схема управления технологическим процессом
Сущность всякого контроля сводится к трем основным этапам:
1. Получение первичной информации о состоянии контролируемого объекта (контроль - К).
2. Анализ и сопоставление полученной информации с требованиями, установленными в нормативной документации (анализ - А). На основе полученной информации принимается решение о дальнейших действиях (или продолжить изготовление или провести корректирующие действия для получения необходимого параметра продукции).
3. Управление технологическим процессом – У.
В этом случае типовая схема технологического процесса будет выглядеть следующим образом (рис. 12).
Контроль качества узлов (ВЧ-лампа, ЭПРА и световой блок) осуществляется в соответствие с требованиями конструкторской и технологической документацией на каждый из этих узлов. При этом все комплектующие изделия, полуфабрикаты, сырье и материалы перед запуском в производство проходят входной контроль на проверку соответствия параметров требованиям документации на поставку. В процессе изготовления технологи и работники ОТК проводят на рабочих местах регулярный контроль проверки соблюдения исполнителями требований конструкторской и технологической документации, как по утвержденным планам проверки, так и летучий (внезапный) контроль. После изготовления основных узлов светотехнического устройства осуществляется контроль качества в порядке, изложенным ниже.

Рис. 12. Типовая схема технологического процесса
Для БИЛ контроль качества проводится в следующем порядке:
1. Внешний осмотр;
2. Контроль геометрических параметров;
3. Контроль светотехнических параметров при питании технологическим ЭПРА.
Для ЭПРА контроль качества включает в себя:
1. Внешний осмотр;
2. Измерение геометрических размеров;
3. Контроль электрических параметров.
Для светового блока контроль качества заключается во внешнем осмотре и контроле геометрических размеров.
В случае соответствия узлов требованиям конструкторской и технологической документации, они поступают на сборку изделия в целом. После сборки изделия происходит осмотр его внешнего вида и проверка геометрических размеров. После этого изделие включают и проверяют его светотехнические параметры. Цеховому контролю качества подвергаются все изготовленные изделия (100% контроль). Проверенные цехом-изготовителем изделия предъявляются на предъявительские испытания службе контроля качества партиями, объем которых устанавливается в технологической документации. При этом цех несет полную ответственность за качество изготовленных изделий и объективность информации об их качестве.
Перед предъявительскими испытаниями изделия выдерживают в нормальных климатических условиях в течение не менее 5 суток (выдержка необходима для стабилизации параметров светотехнических изделий, особенно, параметров БИЛ).
ОТК проводит внешний осмотр изделия, контролирует геометрические размеры и проверяет его светотехнические параметры. ОТК осуществляет сплошной контроль качества изделий.
Затем из годных изделий методом случайной выборки ОТК отбирает необходимое количество изделий для проведения периодических испытаний.
В соответствие с требованиями ГОСТ РВ 20.57.413-97 для контроля качества светотехнических изделий установлены следующие категории испытаний:
- приемосдаточные;
- периодические;
- квалификационные;
- типовые;
- испытания на сохраняемость.
Приемку и отгрузку изделий проводят по положительным результатам приемосдаточных испытаний, а также периодических испытаний.
В пятой главе рассмотрен общий характер эволюционных изменений в подходах к управлению качеством, представленный в таблице 2.
На современном этапе развития производства система обеспечения качества должна охватывать все стадии жизненного цикла изделий и включать в себя мероприятия, позволяющие постоянно улучшать все направления деятельности организации с целью удовлетворения и предвосхищения ожиданий потребителей.
Таблица 2
Название этапа | Период проведения управляющих действий | Содержание этапа |
Контроль качества | Охватывает действия, проводимые после изготовления продукции | Включает методы, позволяющие проконтролировать качество изготовленной продукции |
Управление качеством | Охватывает действия, проводимые в ходе и после изготовления продукции | Включает методы, позволяющие управлять качеством в процессе изготовления продукции |
Обеспечение качества | Охватывает действия, проводимые перед изготовлением, в ходе и после изготовления продукции | Включает методы, позволяющие гарантировать качество |
TQM | Охватывает действия, осуществляемые постоянно и на всех направлениях деятельности | Включает все, что позволяет непрерывно улучшать все направления деятельности с целью удовлетворения и предвосхищения ожиданий потребителей |
Качество и надежность ЭРИ закладываются в основном в процессе разработки и производства. Обеспечение качества – совокупность планируемых и систематически проводимых мероприятий, необходимых для создания уверенности в том, что изделия или услуга удовлетворяют определенным требованиям качества («Программа обеспечения качества» - ПОК).
Производство ЭРИ заданного уровня качества, его обеспечение и контроль в процессе производства в соответствии с требованиями, действующих в настоящее время нормативных документов, должно удовлетворять следующим требованиям:
1. Производство изделий должно быть аттестовано в соответствии с действующей НД.
2. Испытательное оборудование и средства измерений, применяемые для контроля технологических процессов, деталей, сборочных единиц и готовых изделий должны соответствовать стандартам или ТУ, и иметь соответствующую эксплуатационную документацию (техническое описание с электрическими схемами, инструкцию по эксплуатации, формуляр или паспорт).
3. Соответствие испытательного оборудования и средств измерений требованиям действующих на них НД должно периодически подтверждаться проверками (поверками) метрологической службы.
4. Для обеспечения качества выпускаемых изделий должна быть разработана программа повышения качества - планирование и систематическое проведение мероприятий, направленных на повышение качества изготовления изделий, совершенствование производства и системы качества.
Система обеспечение качества светотехнического изделия в процессе производства включает в себя следующие элементы:
- технические требования;
- требования к обеспечению качества;
- правила приемки;
- методы контроля;
По каждому из указанных элементов в диссертации изложены требования, правила и методы.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ
1. Новое поколение светотехнических изделий в связи с отсутствием электродов, являющихся наименее долговечными узлами, может обеспечить предельно большие сроки службы ламп (свышечасов), а за счет применения новых узкополосных люминофоров, светоотдача источника света на основе люминесцентной безэлектродной индукционной лампы составляет 70-80 лм/Вт, что позволяет использовать одну высокочастотную лампу взамен многоламповых светильников с линейными люминесцентными лампами, что обеспечивает существенное снижение габаритов осветительных устройств.
2. За счет увеличения долговечности реализуется установка светильников в труднодоступных для обслуживания местах и меньшая сменяемость ламп, что снижает эксплуатационные затраты на обслуживание осветительных установок и значительное энергосбережение;
3. Предлагаемый источник света на основе люминесцентной безэлектродной индукционной лампы является изделием, включающим в себя три элемента (ВЧ-лампу, ЭПРА и световой блок) и может выпускается единым комплектом как на одном предприятии, так и на разных предприятиях, но источником света эти три элемента могут стать только после сборки и отладки.
4. В предлагаемых источниках света на основе люминесцентной безэлектродной индукционной лампы ртуть находится в связанном состоянии и, в этой связи, не создает угрозу здоровью человека при случайном нарушении целостности стеклянной колбы.
5. На основании расчетных данных разработаны БИЛ мощностью 50, 75, 100 и 150 Вт, удовлетворяющие требованиям заказчика по светотехническим параметрам.
6. Разработана технология откачки БИЛ с ртутным и амальгамным наполнением и методы измерения электрических и световых параметров БИЛ (ток лампы, напряжения зажигания на лампе, светового потока БИЛ) в процессе изготовления.
7. Разработана принципиальная блок схема светотехнического изделия, принципиальная схема ЭПРА, а так же конструкция и технология изготовления светотехнического изделия.
8. Разработаны основные технологические процессы изготовления светотехнического изделия и основные методы контроля качества изготовления.
9. Разработана система обеспечения качества светотехнических изделий, которая включает в себя технические требования, требования к обеспечению качества, правила приемки, методы контроля.
10. В разделе «Требования к обеспечению качества» указывается, что система обеспечения качества светотехнических изделий на стадии производства должна быть приведена в соответствие с требованиями комплекса государственных военных стандартов «Климат-7» и раскрыты эти требования применительно к светотехническим изделиям.
11. В разделе «Правила приемки» раскрыты особенности приемки светотехнических изделий применительно к требованиям действующего комплекса государственных военных стандартов «Климат-7», в том числе относительно квалификационных, приемо-сдаточных, периодических и типовых испытаний, а также испытаний на сохраняемость.
12. В разделе «Методы контроля» указаны методы контроля светотехнических изделий по установленным техническим требованиям и критерии оценки результатов контроля.
13. Результативность предложенной системы обеспечения качества светотехнических изделий подтверждена результатами изготовления и испытания опытных образцов изделий (по 2 типономинала каждого изделия по мощности) на соответствие технических требований. Результаты всех проведенных испытаний положительные, отказов не было, что подтверждается протоколами испытаний.
14. Оценка требований светотехнических изделий по обеспечению работоспособности до 60 000 часов подтверждена результатами испытаний на 2000 часов, а также расчетными данными.
15. Предложены пути дальнейшего повышения качества изготовления светотехнических изделий для серийного и массового производства. Основными из них являются:
- разработка технических условий для производства и контроля качества каждого элемента;
- автоматизация технологических процессов изготовления;
- обеспечение ЭПРА современными изделиями электронной техники.
Основное содержание диссертации изложено в следующих работах
1. , Cергеев В. С., Кохонов импрегнированных катодов мощных СВЧ-приборов. Журнал «Наукоемкие технологии» № 3-4, 2005, т.6, с.26-27.
2. , , Кохонов электровакуумных приборов сверхвысоких частот в эксплуатации. Материалы научно-практической конференции «Проблемы качества, безопасности и диагностики в условиях информационного общества», КБД – ИНФО – 2005, 1 – 10 октября 2005 г., Россия, г. Сочи, с. 102-104.
3. Поисковые исследования по повышению световой эффективности безэлектродных источников света с ВЧ-возбуждением разряда: Отчет по проекту РФФИ № офи-п./НИЦ «АТОМ». Руководитель проекта . Исполнители , , и др.-М., 2006.
4. , Кохонов ЭВП СВЧ в эксплуатации. Сб. Инновации в условиях развития информационно-коммуникационных технологий/ Материалы научно-практической конференции. М.: МИЭМ, 2006, с. 173-174.
5. , , Поляков контрольных операций технологического процесса изготовления магнетронов Материалы научно-технической конференции «Электроника и вакуумная техника. Приборы и устройства. Технология. Материалы». 24-25 сентября 2009 г., выпуск 3, Саратов, с. 68-70.
6. Марин А. А., Обеспечение качества производства нового поколения светотехнических изделий повышенной долговечности (свыше 60000 часов) на основе безэлектродных ВЧ-ламп. Журнал «Наукоемкие технологии» № 7, 2010, т. 11, с. 31-36.
7. Разработка изделий электронной техники и их производство. Требования и порядок выполнения. Москва: САЙНС-ПРЕСС, 2004 г., 72 с.
8. , Гаценко взаимозаменяемости. М.:МИРЭА, 2006 г., 192 с.
9. , . Метрологическое обеспечение технологии в радиоэлектронике. М.:МИРЭА, 2007 г., 176 с.
10. Методы и средства измерений, испытаний и контроля. М.: МИРЭА, 2009 г., 188 с.
11. Основы взаимозаменяемости. М.: МИРЭА, 2010 г., - 152 с.
