

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ИССЛЕДОВАНИЕ ИЗМЕНЕНИЙ ФРАКЦИОННОГО СОСТАВА МАТЕРИАЛА МЕТОДАМИ ЦИФРОВОЙ ОБРАБОТКИ ИЗОБРАЖЕНИЙ
, научный руководитель, канд. техн. наук, доцент
Ярославский государственный университет им.
г. Ярославль
Рассмотрим задачу определения фракционного состава отвердителя, который является главной составной частью огнезащитного теплозвукоизоляционного материала «ЭТИЗ», получаемого на основе холодного вспенивания жидкого стекла [1]. Важность исследования этого отвердителя связана с тем, что в результате опытов по его использованию после помола в шаровой мельнице МШ-1М, физические свойства материала «ЭТИЗ» сильно зависели от времени (степени) помола. Была выдвинута гипотеза о том, что скорость отверждения пеностекольной композиции определяется некоторой мелкой фракцией отвердителя, возникающей в результате помола. Для проверки этого предположения было проведено сравнительное исследование образцов отвердителя методом электронной микроскопии. Изображения отвердителя, представляющего собой микропорошок, были получены со сканирующего электронного микроскопа Zeizz Supra 40.
Проанализировано десять образцов отвердителя, шесть из которых представляли собой немолотый порошок, а четыре – молотый в течение какого-то времени. Каждый образец был снят двенадцать раз в четырех масштабах, на которых один пиксель равнялся 5, 22, 88 и 166 нм.
Для алгоритмического определения фракционного состава порошка по исходным изображениям был предложен подход, основанный на следующий положениях: порошок занимает всю поверхность исследуемого изображения, между частицами отсутствуют промежутки, количество резких яркостных переходов (контуров) тем больше, чем меньше размер частиц, попадающих в анализируемую область. Количество границ на изображении может косвенно свидетельствовать о количестве объектов на изображении.
Для анализа состава исходные изображения подвергаются обработке переключающимся медианным фильтром и алгоритмом выделения границ посредством операторов Собеля и Канни. Затем изображения разбиваются на тайлы (области) разных размеров, которые анализируются независимо. Для каждого тайла вычисляется величина, характеризующая количество контуров, – плотность границ w. Под ней будем понимать отношение числа пикселей внутри тайла, признанных частью контуров объектов, к общему количеству пикселей тайла. Также определяется интервал размеров объектов, к которым относится полученная величина. Внутри анализируемого тайла выделенные границы относятся к объектам, целиком в нем содержащимся, т. е. имеющих линейные размеры не больше ширины тайла. Окончательные результаты формируются путем объединения информации, полученной для каждого тайла, и позволяет качественно сравнивать фракционный состав образцов.
Результаты анализа представлены на рис. 1. По оси абсцисс откладывается линейный размер объектов L, по оси ординат – соответствующая этому размеру плотность границ w. Полученный график демонстрирует рост плотности границ, принадлежащим объектам с линейным размером от 0,2 мкм, при увеличении времени помола порошка. Данный факт косвенно свидетельствует о резком увеличении числа объектов с размером от 0,2 мкм при увеличении времени помола. Линии на графике, соответствующие шести контрольным образцам немолотого порошка (№1-6), в диапазоне от 1 мкм практически совпадают.
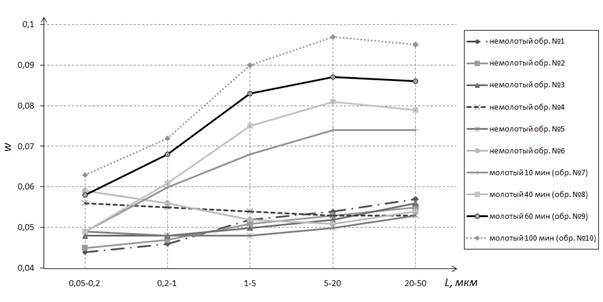
Рис. 1. Зависимость плотности границ от линейных размеров объектов
Весьма важным является факт чрезмерно быстрого отверждения пеностекольной смеси еще в процессе её приготовления в бункере при использовании отвердителя, перемолотого в течение 120 минут. Используя этот факт, можно прийти к выводу, что наиболее важной для нас фракцией является та, на которой плотность границ объектов порошка молотого 40 и 60 минут отличаются в наибольшей степени от плотности границ немолотого порошка и порошка, молотого в течение 100 минут. Такой фракцией в отвердителе является «микрофракция» с размером частиц от 1 до 20 мкм.
Благодаря проведенному исследованию удалось подобрать режим помола промышленно производимого отвердителя в шаровой мельнице МШ-1М. Наилучшие физические свойства имеет отвердитель, молотый в течение 60 мин. При такой степени помола удается получить контролируемую микрофракцию отвердителя с плотностью границ 0,075-0,085 в диапазоне характерных размеров частиц от 1 до 20 мкм. Данная фракция обеспечивает значимое увеличение числа центров полимеризации, равномерно распределенных в пеностекольной смеси, ее быстрое и равномерное отверждение. Малый размер частиц отвердителя также позволяет избежать преждевременной усадки пены. Это обеспечивает возможность получения стабильной пеностекольной композиции и ее своевременное отверждение.
