
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Влияние ковки на металл
В предыдущем разделе были рассмотрены возможности ковки с точки зрения преобразования простой формы заготовок в поковки сложных форм. Ниже кратко рассмотрены результаты воздействия ковки на структуру металла. Формально при ковке слитков они сводятся к преобразованию дендритной структуры литого металла в волокнистую структуру кованого металла. Однако более глубокий анализ результатов ковки требует учета особенностей химического состава проковываемого металла и его исходной структуры, температурных условий ковки, режима деформации, который характеризуется величиной, скоростью и дробностью обжатий, а также видом операции и формой очага деформации. Учитывая, что студенты ознакомлены с основами горячей и полугорячей (теплой) деформациями из курсов «Теория обработки металлов давлением» и «Теория процессов обработки металлов давлением», ниже рассмотрены результаты ковки с технологических позиций.
|
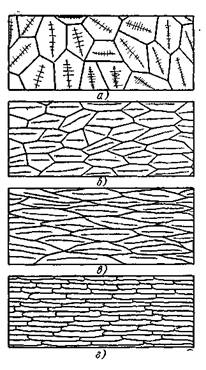
Рис. 114. Схема перекода литой дендритной структуры в волокнистую в четыре стадии (а—г) по мере увеличения уковки (направление наибольшей положительной деформации — горизонтальное)
Деформации при биллетировке слитков отличаются местным характером, поскольку происходит только обжатие ребер граненого слитка и устранение его конусности по длине. В результате поверхностный слой круглой болванки (биллета) состоит из обжатых (в районе ребер) и не обжатых (в районе граней) участков, которые наиболее обособлены вблизи донной (более тонкой) части слитка. Дальнейшая проковка слитка сопровождается обжатиями, охватывающими и глубинные его слои.
При приложении к нагретому металлу деформирующего усилия
первичные кристаллы литой структуры дробятся, поворачиваются и вытягиваются в направлении наибольшей положительной деформации. Одновременно вытягиваются и примеси, расположенные на границах зерен и дендритов. В то время как под влиянием ковки и протекающих одновременно процессов рекристаллизации дендриты и зерна преобразуются в равноосную мелкую структуру, примеси остаются вытянутыми в направлении течения металла. Так образуется волокнистая структура или волокно" (ряс, 114). Происходящие физические изменения при ковке литого металла существенно зависят от знака деформации. В частности, волокно образуется лишь в направлении максимальной положительной деформации, причем эта деформация должна быть значительной. При осадке круглой заготовки наибольшей деформацией является деформация сжатия по высоте, в то время как положительная поперечная (радиальная) деформация k. r или ек составляет лишь
|
часть высотной |
Все же при осадке получается поперечно-радиальное волокно, но при гораздо большей степени деформа-
ции, чем при протяжке с кантовкой.
При протяжке отдельные обжатия также представляют собой процесс осадки (отличающийся наличием внешних недеформируемых концов). Поэтому при протяжке без кантовки для обра-
зования продольного волокна требуется- более высокая степень деформации, чем при протяжке с кантовкой. Образование волокна зависит и от величины подач. При протяжке с малыми подачами уширение невелико, и продольная волокнистость развивается более интенсивно, чем при больших подачах. Создание благоприятных условий для образования ярко выраженной волокнистой структуры обеспечивается двусторонним обжатием, т. е. протяжкой с кантовкой. В этих условиях меньшая положительная деформация в направлении уширения чередуется с отрицательной в направлении обжатия по высоте по той же оси, а большая положительная деформация в направлении вытяжки суммируется и получает преимущественное развитие, что и обеспечивает появление продольной волокнистости. При разгонке можно добиться развития поперечного волокна.
Как известно, наличие волокна обусловливает анизотропию механических свойств, проявляющуюся кратно углу 90°, т. е. вдоль и поперек волокна, в отличие от текстурной анизотропии, проявляющейся для кубических структур под углом 45°.
В обычных условиях ковки наибольшей деформации подвергается зона смешанной структуры слитка (осевая зона). Поэтому при протяжке с малыми уковками (KL < 2) волокнистое строение наблюдается только в середине деформируемого слитка В периферийной зоне обнаруживаются еще остатки литой структуры в виде дендритов и их обломков, повернутых в той или иной степени в направлении преимущественного течения металла.
Лишь большая уковка, примерно свыше 3—4, а для легированной стали 5—8, создает ярко выраженную волокнистую структуру по всему сечению крупной заготовки.
Однако, если крупный слиток деформируется малыми обжатиями, например на оборудовании небольшой мощности, или малой энергией удара, или с большой скоростью, то пластической деформацией охватывается преимущественно периферийная зона слитка, т е. та, которая в обычных условиях ковки составляет область затрудненной деформации. В этом случае волокнистая структура обнаруживается в первую очередь на периферии слитка. Здесь образуется мелкое зерно, а в центре остается недеформированная литая структура. Это можно наблюдать и при ковке небольших слитков, но из труднодеформируемых высоколегированных сплавов.
Очевидно существуют условия и для промежуточного положения, когда волокно образуется при относительно небольших уковках одновременно по всему сечению. Однако эти условия до сих пор четко не определены.
Форма многогранных и круглых слитков при ковке с малыми обжатиями предопределяет сосредоточение внешней силы на небольшой контактной поверхности, что не может вызвать деформации по всему сечению. Это и обусловливает преимущественную периферийную деформацию.
|
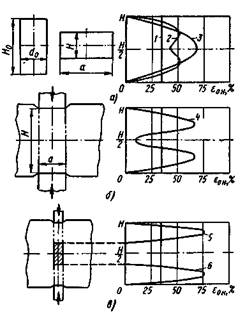
Рис. 115. Распределение обжатия по высоте поковок вдоль оси симметрии очага деформации:
а-осадка; б—протяжка полосы
при a/H = 0,2-0,3; в — отрубка
Роль сосредоточения усилия на малой контактной поверхности (применительно к деформации заготовок большой высоты) подробно рассмотрена и (рис. 115). Прямая линия / характеризует распределение деформаций по высоте при равномерной осадке. Кривая 2 соответствует осадке при малом значении, а кривая 3 — при большом значе-
нии отношения a/H и той же 35%-ной осадке. Кривая 4 отвечает 35%-ному обжатию при наличии недеформируемых концов и при малой величине отношения a/H. В средней части поковки уменьшение деформации, наметившееся на кривой 2, значительно более ярко выражено на кривой 4 (здесь точка минимума кривой немного превышает 10% деформации). Кривые 5 и 6 характеризуют деформацию настолько узкими бойками, что их можно сравнить с инструментом при рубке. В этом случае величина a/H еще меньше,
и в средней части поковки (см. заштрихованную область) деформация отсутствует. Эти результаты иллюстрируют условия локализации деформации в различных местах поковки по высоте в зависимости от соотношения размеров очага деформации.
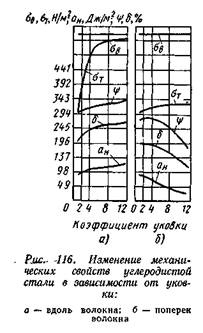
Вопросу изменения механических свойств поковок и зависимости от уковки в различных направлениях относительно волокна посвящено много работ. В частности, изучены общие закономерности для углеродистой стали (рис. 116) и высоколегированного сплава (рис. 117). Как следует из графиков, предел прочности для этих сплавов практически не зависит от величины уковки. Предел текучести же увеличивается у углеродистой стали и остается неизменным у легированной стали.
Как показывают эти и другие исследования, в начале ковки пластические свойства углеродистой стали вдоль и поперек волокна увеличиваются до уковки 2—4. Пластические свойства и ударная
|
|

вязкость вдоль волокна продолжают повышаться до уковок 10—15, а в дальнейшем повышаются весьма незначительно. Пластические свойства, ударная вязкость и предел выносливости поперек волокна после достижения максимальных значений при уковке 2—4 интенсивно снижаются вплоть до у ковки 10—15 а затем продолжают уменьшаться, но незначительно. Показатели статических прочностных свойств ав и ат после первоначального повышения при уковке kl — 2-4-2,5 затем изменяются незначительно при увеличении уковки до 3—7 вдоль и поперек волокна. Прочностные свойства некоторых специальных сплавов и большинства цветных металлов значительно повышаются, но причины этого недостаточно ясны. Различие в свойствах вдоль и поперек волокна зависят от качества металла, в частности это различие больше у сталей, содержащих 0,05% Р и 0,06% S, и меньше у сталей с более низким содержанием примесей.
Наблюдается также различие в механических свойствах на периферии и в средней части кованой заготовки вследствие химической неоднородности исходного слитка. Значения ав и ат от периферии. к середине уменьшаются незначительно, напротив, значения б, ty — значительно, причем поперек волокна более интенсивно, чем вдоль. При исследовании механических свойств поковки из хромомолибденовой стали, изготовленной из слитка массой 56 т, было установлено, что псиD уменьшается от периферии к оси на 36%, бпрод на 26%, на 54%, бпоп на 36%.Известно, что при ковке сильносегрегированной стали 2,5— 3-кратная уковка повышает показатели удлинения и поперечного сжатия литой стали едва на 10—15%, а ударная вязкость может даже уменьшиться. По данным , для конструкционной углеродистой стали увеличение неметаллических включений на один балл приводит к уменьшению поперечного сжатия на 10%.
По данным М. Купета (рис. 118), пластические свойства углеродистой стали существенно зависят от степени ликвации, если судить по поперечным и продольным образцам. Наилучшим свойствам соответствуют относительно небольшие коэффициенты уковки (~2). Особенно-большому снижению с увеличением ликвации подвержены показатели поперечного сжатия и удлинения для поперечных образцов.
|

Рис118.8ависимость пластических характерис - . тик углеродистой стали (0,4% С) от величины уковки: а — поперечные и б — продольные образцы; масса слитков:,, Л 000 кг;1—нет ликвации; 2 — умеренная; 3 — сильная ликвация |
|
Ниже приведен коэффициент уковки для получения оптимальных механических свойств слитков в продольном направлении: |
Более высокая уковка слитков из углеродистой и малолегированной конструкционной сталей протяжкой практическими е изменяет продольные и немного снижает поперечные свойства.
Оптимальная величина уковки с учетом анизотропии механических свойств вдоль и поперек волокна зависит от направления наибольших напряжений, возникающих при работе детали, изготовляемой из поковки.
и для ковки легированной стали установили, что: 1) если наибольшие напряжения при работе детали не совпадают с продольным направлением волокна, то оптимальной является уковка, равная 3—4,5; 2) если наибольшие напряжения почти совпадают с продольным направлением волокна, уковка равна 5—6; 3) если наибольшие напряжения совпадают полностью с продольными направлениями волокна, общая оптимальная степень обжатия должна быть 10-кратной.
При уковке 2,5—6 в крупных кованых заготовках наряду с волокнистой структурой могут наблюдаться остатки литой структуры с неориентированной волокнистой структурой. Однако • такая сталь обычно обладает удовлетворительными механическими свойствами.
Чем однороднее химические и физические свойства слитка, тем более однородными они оказываются в поковке. Однородность металла слитков в значительной степени зависит от их массы. По данным упомянутых авторов слиток легированной стали массой 650 кг является наилучшим исходным материалом для изготовления поковок вследствие хорошего качества его литой структуры.
Применение минимальных коэффициентов уковки при протяжке дает возможность использовать для поковок слитки меньшей массы или удлиненные слитки, что повышает качество поковок за счет улучшения металлургических характеристик слитков и снижает трудоемкость изготовления поковок.
По данным для удлиненных слитков, имеющих отношение длины слитка к среднему диаметру, равное 4, условия кристаллизации стали по периферии и в сердцевине относительно одинаковые. При этом слитки получают более однородную структуру, наиболее чистую по дендритной и зональной ликвациям. Вследствие этого необходимая величина уковки для удлиненных слитков может быть снижена до 2,5—2,7 по сравнению с необходимой для обычных слитков 4,0—4,2.
Для получения требуемых коэффициентов уковки при относительно малых исходных сечениях слитка часто вводят операцию осадки. Осадка при последующей протяжке не уменьшает анизотропии механических свойств вдоль и поперек волокна. Осадка значительно уменьшает разницу в механических свойствах вдоль и поперек волокна, когда куют по схеме протяжка—осадка—протяжка при /С^ ^ 3 на последней операции.
, и другими авторами установлено, что при ковке поковок валов промежуточная осадка для повышения механических свойств металла целесообразна лишь в тех случаях, когда при протяжке слитков не может быть достигнута уковка, равная KL 52 2,5. Однако после осадки для обеспечения относительно высоких механических показателей на продольных образцах необходима протяжка при K, L >=2,5-3,0.
В технических условиях для поковок типа турбинных дисков оговариваются механические свойства в тангенциальном и радиальном направлениях, в которых при работе дисков действуют наибольшие напряжения. При этом решается вопрос о необходимой степени протяжки перед осадкой и - величине степени осадки для получения необходимых свойств в тангенциальном и радиальном направлениях. При изготовлении поковок типа дисков одной протяжкой не удается получить удовлетворительные свойства в тангенциальном направленииД
было установлено, что при ковке дисков на механические свойства в тангенциальном и радиальном направлениях в основном оказывает влияние коэффициент уковки при осадке. При Кн =>3 для дисков можно ограничиться коэффициентом уковки при протяжке kl =1,1-1,2. Такая величина уковки при протяжке немного снижает показатели пластичности в осевом направлении. Повышение коэффициента уковки при осадке снижает показатели пластичности в осевом направлении при всех применявшихся коэффициентах уковки (до пяти) и не влияет на прочностные характеристики.
В макроструктуре дисков даже при максимальных значениях коэффициентов уковки при протяжке (5) и осадке (5,4) наряду с волокнистой структурой наблюдаются "остатки дендритов, но металл таких дисков обладает удовлетворительными механическими свойствами. По мнению некоторых специалистов, осадка как вспомогательная ковочная операция дает тем больший эффект, чем ближе к концу технологического процесса она выполняется.
В заключение следует рассмотреть особенности ковки высоколегированных малопластичных и труднодеформируемых сплавов, к которым относятся жаропрочные сплавы.
К высоколегированным относят стали, содержащие более 4% легирующих элементов при содержании до 0,4—0,5% С или при большем количестве углерода и не менее 2,5% других легирующих элементов. Независимо от содержания углерода сталь считается высоколегированной, если в ней содержится 4% легирующих элементов, а на один из них приходится 3% Сг, Ni, Si, Mn, 1,2% W, 0,5% Mo, Va и 0,12% Ti.
Некоторые сплавы содержат легирующие элементы, общее количество которых исчисляется десятками процентов. К числу сложных в обработке относятся многие сплавы не на железной основе — некоторые никелевые, молибденовые, ниобиевые и даже титановые сплавы (например, ВТ 18), для обработки которых используют специальные приемы, позволяющие их ковать, штамповать и прессовать.
При ковке труднодеформируемых и малопластичных литых сплавов приходится считаться с большим разнообразием их свойств и в связи с этим с многочисленными требованиями к металлообработке давлением. В общем их можно подразделить на две большие группы, одна из которых допускает только незначительные, но быстросовершаемые обжатия при температуре мгновенной рекристаллизации — эти сплавы куют на молотах при многократных дробных обжатиях за много проходов. Другая группа сплавов допускает большие непрерывные, но медленно совершаемые обжатия в условиях вяло протекающей рекристаллизации. Эти литые сплавы обрабатывают на прессах.
Отличительной особенностью малопластичных, труднодеформируемых сплавов является весьма узкий температурный интервал ковки (50—150° вместо обычного 300—500° С) и высокая температура рекристаллизации, которая протекает очень медленно. Малая продолжительность горячей обработки еще в большей степени уменьшает возможности рекристаллизации сплава, в результате ковка такого сплава оказывается ближе к полугорячему процессу. Незавершенность рекристаллизации (полностью проходит лишь процесс возврата) приводит к исчерпанию деформационной способности металла при относительно небольших деформациях. Образующиеся многочисленные внутренние и наружные надрывы служат источником концентрации напряжений при следующих обжатиях, в результате чего сплав становится хрупким. Низкопластичные сплавы очень чувствительны к неравномерности деформации, к совпадающим положительным деформациям и напряжениям, плохо переносят локализацию деформации и, в частности, повышенную сдвиговую деформацию. Низкая теплопроводность сплава вызывает большие тепловые напряжения, которые становятся опасными даже в результате охлаждающего действия со стороны инструмента. Особенно большие трудности связаны с первой стадией ковки, когда необходимо раздробить грубое дендритное строение сплавов.
В связи с отмеченными особенностями малопластичные и труднодеформируемые сплавы куют при тщательном соблюдении механических и тепловых режимов, которые разрабатывают с учетом возможных осложнений при ковке.
Для улучшения условий ковки (в частности, для уменьшения неравномерности деформации) смазывают смазками инструмент или обмазывают слитки специальными покрытиями, уменьшающими теплоотдачу от металла, снижающими контактные силы трения и защищающими сплав от повышенного окисления. Вместо обмазки применяют также аэрографическое нанесение паст и
металлизированных покрытий на поверхность обрабатываемого металла.
Для уменьшения опасных растягивающих деформаций и устранения контакта с воздухом при осадке заготовок применяют деформацию в обоймах. Этот вопрос подробно изучен . Заготовка, заключенная в массивную обойму, нагревается вместе с ней и проковывается при наличии боковых подпирающих сил со стороны обоймы. Кроме обойм (их нужно после ковки распиливать) применяют нагретые до 900—1000° С торцовые подкладки из недорогостоящего металла (например, из углеродистой стали). При удачном подборе толщины подкладок и их температуры можно добиться высокой степени однородности металла и минимального бочкообразования. По данным , применяют прокладки толщиной (0,07—0,1) H о при Do/Ho = 1,5 - З и (0,1—0,12) H0
при Do/Ho = З-5. При правильном подборе материала и температуры вначале происходит деформация прокладок (на 10—20%) и лишь затем заготовки при продолжающемся обжатии прокладок.
При ковке малопластичной стали применяют также высокий подогрев бойков. Обычной температурой нагрева бойков считается 250—350° С, высокой — до 600—800° С и более высоких температур (но более низких, чем температура отпуска данной инструментальной стали).
В случае протяжки малопластичной сталей слитки обычно куют на квадрат. При этом стремятся получить правильную форму квадрата, так как даже слегка ромбическое сечение вызывает разрушение заготовки от сдвиговых деформаций (под углом 45°). Еще опаснее обжатие путем нажима на подстуженные ребра заготовки. Если ромбическую заготовку удается обжать без кантовки на пластину, то затем после кантовки на 90° и обжатия профиль восстанавливается. Ковка через пластину позволяет заваривать внутренние дефекты, образующиеся при отливке слитков. При протяжке с квадрата на квадрат ребра заготовки в начале ковки целесообразно сбивать (слабыми ударами на 10—15 мм), чтобы избежать их быстрого остывания, растрескивания и образования больших трещин.
Если при обычной ковке слитков образующиеся трещины имеют поверхностное происхождение и распространение, то практикуют предварительную обдирку слитков. Эта малопроизводительная и трудоемкая операция удорожает детали и увеличивает расход металла на их изготовление, поэтому применяется при крайней необходимости.
Вместо обычной биллетировки для устранения конусности и ребристости слитков иногда применяют их продавливание через матрицу (по схеме прямого прессования). Повышенное гидростатическое давление при этом процессе способствует возрастанию пластичности. Однако продавливание через матрицу требует
применения громоздкого инструмента, а иногда и специального оборудования.
Для увеличения продолжительности процесса ковки в узком интервале температур могут быть применены различные замедлители охлаждения металла в виде малотеплопроводных оболочек, асбестовых прокладок и покрывал. Значительное замедление остывания заготовки сокращает число выносов и расход теплоты, а режим ковки при этом приближается к изотермическому.
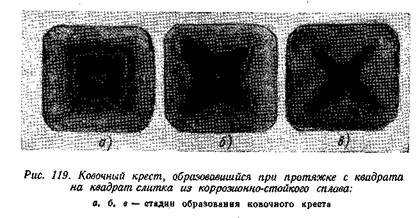
При ковке дорогостоящей-высоколегированно и стали, склонной к трещинообразованию, приходится ориентироваться на небольшие (безопасные) обжатия и относительные подачи, не. считаясь со снижением производительности работы. Частые и сильные удары молота вызывают разогрев металла, что может сопровождаться даже расслоением его по месту локализации тепловых выделений. Обычно таким местом является область так называемого ковочного креста, распространяющегося в пределах поперечного сечения заготовки под углом 45° к контактной поверхности (рис. 119). Эта крестообразная область, в которой действуют максимальные скалывающие напряжения, является объектом разрушения малопластичной стали. Образование ковочного креста подробно изучено , и др. Установлено, что в центральной части ковочного креста деформация может в 1,5—2,0 раза превышать среднюю по сечению. Схема образования ковочного креста (рис. 120) разъясняется при рассмотрении искажений координатной сетки в поперечном сечении. Первое обжатие (рис. 120, а) приводит к вогнутости горизонтальных линий в направлении к оси заготовки (т. е. в направлении обжатия по высоте) и вертикальных линий в направлении от оси заготовки (т. е. в направлении поперечной деформации). После кантовки (рис. 120, б) выпуклость линий ab и cd становится обратной, т. е. вдоль горизонтали расположены выпуклые линии от оси, а по вертикали — выпуклые в сторону оси. При втором обжатии происходит аналогично предыдущему искажение линий в на-правлениях, противоположных выпуклости (рис. 120, б). Третье обжатие после очередной кантовки (рис. 120, в) вновь изменяет направление выпуклости линий в их средней части. В результате после протяжки получается искаженная сетка (рис. 120, г), у которой наибольшее изменение углов соответствует диагоналям поперечного сечения. Исключение составляет центральная область сечения, где осевая и поперечная линии по-прежнему пересекаются под прямым углом.
установил образование при ковке дополнительных (вторичных) ковочных крестов в продольном сечении очага деформации в результате сдвиговой деформации, начинающейся от границ инструмента.
При исчерпании деформации в области ковочного креста трещины обычно располагаются в одной или обеих диагональных плоскостях вдоль оси заготовки. Ковочный крест развивается с увеличением числа кантовок и обжатия тем интенсивнее, чем больше отношение подачи к высоте сечения. Поэтому при обработке
малопластичной стали рекомендуется брать отношение a/Ho < 1.
По рекомендациям для ковки сплавов (безотносительно к химическому составу) оптимальная величина этого отношения, исходя из условий неравномерности деформации и анализа механических схем ковки, находится в пределах 0,8 >
>-a/Ho>0,5.
В процессе ковки большое значение при заварке трещин и пустот имеет их ориентирование. Заковка и заварка дефектов,
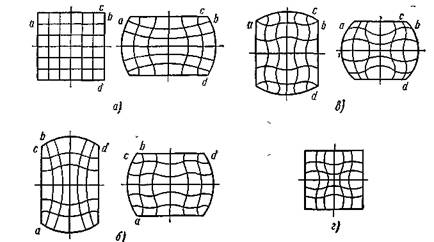
Рис. 120. Схема образования ковочного креста в поперечном сечении протягиваемой заготовки:
a— первое обжатие; б -. кантовка и второе обжатие; в -. кантовка и третье обжатие; г - сечение протянутой болванки многоступенчатого вала
|
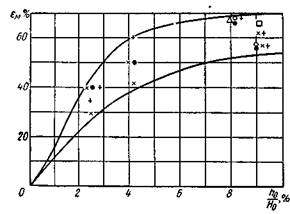
Рис. 121. Зависимость местной степени деформации 8М, необходимой для закрытия дефекта, от относительной высоты дефекта ho/Ho при осадке на плитах различной формы:
О—плоских; 0— плоских, нижняя плита с отверстием; Q — плоских (осадка со смазкой); X — вогнутых сплошных; д — вогнутых, нижняя плита с отверстием; + — выпуклых; ho - высота дефекта; На — высота заготовки
ориентированных в направлении действующей силы, происходят при меньшей степени деформации, чем при расположении дефектов в области зон затрудненной деформации. На заковку и заварку дефектов оказывает влияние величина боковых подпирающих сил в схеме напряженного состояния. Чем больше боковые сжимающие напряжения, тем раньше устраняются внутренние дефекты. Для заварки внутренней трещины, расположенной в данной плоскости, необходимо, чтобы происходила деформация сжатия в перпендикулярном к ней направлении и действовало сжимающее напряжение. С этой целью обжимают слитки, подстуженные с поверхности. Наружный слой металла, более холодный, чем сердцевина слитка, играет роль обоймы. Для заварки внутренних трещин достаточно обжатие, равное 7—8%. Ковка с подстуживанием разработана, и внедрена сотрудниками кафедры «Обработка металлов давлением» Московского института стали и сплавов.
При прочих равных условиях на закрытие дефектов влияет форма осадочных плит. Как указывалось, в цехах применяют плоский (на молотах и прессах) и вогнутый осадочный инструмент— плиты (на прессах), а в последнее время и выпуклые плиты. Вогнутые плиты создают большую неравномерность деформации, чем плоские, так как горизонтальные составляющие внешних сил у вогнутых плит, складываясь с силами трения, также направленными к оси заготовки, увеличивают объем и жесткость зон затрудненной деформации. Для закрытия дефектов, находящихся в этих зонах, необходима повышенная степень деформации.
Вогнутые плиты при осадке заготовок с отношением Do/Ho >= 1 приводят к снижению степени деформации, необходимой для заковки и заварки дефектов, расположенных в центре. Высотная деформация в закрытии дефектов играет доминирующую роль. Выпуклые плиты в условиях значительного трения приводят к примерно одинаковой радиальной деформации по высоте, что создает равные условия для закрытия дефектов в разных местах
по объему, но степень деформации для закрытия дефектов в данном случае повышается. На рис. 121 показана зависимость местной степени деформации, необходимой для закрытия дефекта от относительной высоты дефекта при осадке на плитах различной формы. Дефекты до 2% от высоты заготовки закрываются при местной степени деформации, равной ~30%, тогда как крупные дефекты, достигающие 6, 8, 10%, —лишь при 60—70% местной деформации.
