
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Дисковый продольнопильный
станок
КОМ-500.5
Паспорт
(паспорт, техническое описание и руководство по эксплуатации)

г. Красноярск
Станок КОМ-500.5 изготовлен в соответствии с
ТУ .
Подтверждено сертификатом соответствия
№ РОСС RU. ПТ17.В01384.
Внимание.
Прежде, чем начать работу, внимательно изучите настоящее руководство, которое содержит сведения по устройству и безопасной эксплуатации станка. Наличие на станке подвижных частей, режущего инструмента и электрооборудования требует строгого соблюдения правил техники безопасности. Категорически запрещается работа на станке при снятых защитных ограждениях и отключенной блокировке.
На станке, если Вы хотите получить качественную продукцию, должны использоваться только пилы дисковые с твердосплавными пластинами и очистителем пропила.
Руководство по эксплуатации может не отражать незначительные конструктивные изменения, внесенные в процессе изготовления данного станка и не ухудшающих его характеристик.
Техническое описание.
Введение.
Техническое описание предназначено для изучения дискового продольнопильного станка КОМ - 500.5 и содержит описание его устройства и принципа действия, а так же технические характеристики и другие сведения, необходимые для обеспечения полного использования технических возможностей данного изделия.
Объем сведений и иллюстраций, приведенных в техническом описании, обеспечивает правильную эксплуатацию изделия.
Техническое описание может не содержать описание незначительных конструктивных изменений, внесенных в процессе изготовления данного станка и не ухудшающих его характеристик, а также конструктивных изменений внесенных по согласованию с заказчиком.
1. Назначение станка и технические данные.
1.1. Дисковый продольнопильный станок (далее станок) предназначен для точной продольной распиловки досок и брусьев на мебельную или паркетную заготовку, рейку, а также для получения обрезной доски из доски необрезной или бруса. При использовании станка в сочетании с горизонтальным ленточнопильным станком ЛПС.50 или круглопильным двухдисковым станком СКГ–500.2 существенно повышается производительность пиления и увеличивается общий выход обрезной доски.
Станок, в зависимости от твердости древесины и сортимента пиломатериалов, обеспечивает производительность до 20 куб. м./смену и предназначен для использования на малых и средних деревообрабатывающих предприятиях.
1.2. Станок рассчитан для работы от сети переменного тока 3N~50Гц 380В, обеспечивающей отклонение напряжения не более чем на +5%, -8% и отклонение частоты не более 2%. Величины линейных напряжений не должны отличаться более чем на 10%.
Вид климатического исполнения станка: УХЛ4 по ГОСТ .
Станок предназначен для эксплуатации в помещениях, отнесенных к пожароопасным зонам класса П-II.
2. Технические данные и состав изделия.
2.1. Состав изделия:
-стол (станина);
-пильная каретка;
Технические данные
Таблица 1.
№ | Наименование параметра, размера | Единица измерения | КОМ-500.5 |
1 | Ширина распиливаемой доски, не более | мм | 820 |
2 | Ширина получаемой доски, не более | мм | 500 |
3 | |||
4 | Длина распиловки (по заказу) | мм | |
5 | Точность пропила | мм | 0,5x6000 |
6 | Диаметр пил | мм | 500 |
7 | Кол-во шпинделей | шт. | 1 |
8 | Кол-во пил | шт. | до 5 |
9 | Толщина распиловки (согласно пиле), не более | мм | 180 |
10 | Частота вращения пил | об/мин | 2200 |
11 | Мощность привода шпинделя | кВт | 37 и более |
12 | Мощность привода каретки | кВт | 0,75-1,1 |
13 | Скорость распиловки (зависит от толщины доски и материала) | м/мин | 8; 12; 16 |
14 | Габариты станка без привода каретки, не более | мм | 9260x1230x1450 |
15 | Масса станка | кг | 550 |
3. Устройство и работа станка.
3.1. Принцип работы станка.
Принцип работы станка основан на распиловке неподвижной доски (бруса) дисковыми пилами, закрепленными на шпинделе станка, доска прижимается к столу одним или двумя прижимными роликами. Перемещение (подача) пильной каретки по столу осуществляется приводом перемещения каретки. Ширина доски настраивается при помощи установки дисковых пил на шпинделе.
3.2. Устройство станка.
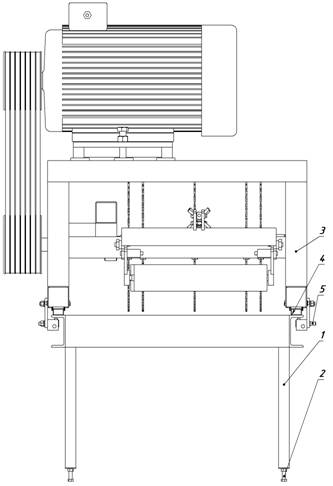
Рис. 1
Общий вид станка.
Несущим узлом станка является станина (стол) 1 с опорными болтами 2, на которых станина выставляется в горизонтальной плоскости. По краям станины расположены прямоугольные направляющие 4, по которым на роликах перемещается пильная каретка 3. В нижней части каретки установлены ограничивающие ролики 5. Пильная каретка 3 представляет собой пространственную ферму закрытую защитными кожухами и щитками (на рисунке они не показаны). На столе и на каретке закреплены линейки для настройки ширины доски.
3.3. Устройство и работа составных частей станка.
3.3.1. Станина (стол) станка представляет собой сварную конструкцию с поперечными ребрами (см. рис.1 и рис.3.), образующими поверхность стола. В поперечные ребра, представляющие швеллера приваренные к балкам полками вверх, устанавливаются деревянные бруски. На эти бруски и устанавливается обрабатываемая заготовка (доска, брус). В начале станины между полкой ребра, представляющего уголок, и ребром, представляющим прямоугольную трубу, устанавливается упор для заготовки. Упор представляет собой доску толщиной 45мм, и он должен выступать выше деревянных брусков не менее 20мм. По бокам станины расположены направляющие для перемещения пильной каретки. Со стороны деревянного упора на торце станины расположен привод каретки (см. рис.3.).
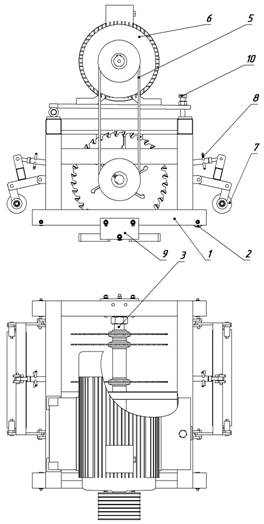
Рис 2. Каретка
3.3.2. Пильная каретка (см. рис. 2) имеет раму 1, представляющую пространственную сварную конструкцию и на которой устанавливаются все механизмы станка. Каретка перемещается на опорных роликах 2 по направляющим станины и несет на себе шпиндельный узел 3 с пилами 4, ременной передачей 5 и электродвигателем привода 6 шпинделя. Поперечное направление каретки во время пиления поддерживается ребордами опорных роликов 2. Шпиндельный узел и ременная передача 5 закрыты кожухами и щитками (на рис. не показаны). Натяжение ременной передачи 5 осуществляется тягой 10. На раме 1 пильной каретки установлены один или два (по требованию заказчика) прижимных ролика 7, которые прижимают заготовку (доску, брус и др.). Регулировка высоты прижима заготовки роликом 7 осуществляется механизмом регулировки 8. Подача пильной каретки по направляющим станины осуществляется посредством цепной передачи от привода каретки, установленного на станине (см. рис.3). Для исключения провисания ведомой ветви цепи при пилении на стойках рамы станины установлены поддерживающие звездочки. Регулировка расстояния между пилами 4 осуществляется посредством дистанционных втулок. Для исключения нежелательного подъема пильной каретки во время пиления, в нижней части рамы с двух сторон установлены кронштейны 9 с ограничивающими роликами (см. рис. 1).
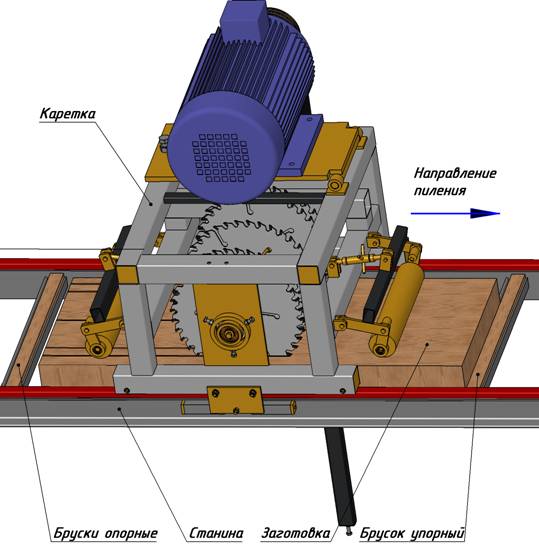
Рис.3
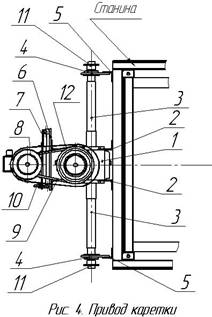 3.3.3. Привод каретки устанавливается на торце станины со стороны деревянного упора (см. рис.3.). Там же устанавливается электрошкаф привода каретки и пульт управления привода каретки с дублирующей панелью управления приводом вращения шпинделя. Привод каретки (см. рис.4.) состоит из электродвигателя 8, ременной передачи 9, редуктора 1, валов 3 и звездочек, которые установлены на раме станины. Редуктор 1 является несущей частью привода и устанавливается на уголки 2, приваренные к станине посредством шпилек. На выходные концы вала редуктора 1 установлены валы 3, концы которых крепятся в подшипниках разовой смазки, установленных в корпусах 4. корпуса подшипников 4 крепятся через болтовые соединения с уголками 5, приваренными к станине. На концах валов 3 установлены приводные звездочки 11. На противоположной от станины стороне редуктора 1 установлена плита 6, на которой установлена плита электродвигана этой плите 7 и установлен электродвигатель привода 8. На валу электродвигателя 8 и входном валу редуктора 1 установлены шкивы. Для изменения скорости подачи установлены шкивы с тремя ручьями разных диаметров. Натяжение ременной передачи 9 осуществляется тягой 10. Ременная передача закрыта защитным кожухом 12 (на рис. показан контур кожуха).
3.3.3. Привод каретки устанавливается на торце станины со стороны деревянного упора (см. рис.3.). Там же устанавливается электрошкаф привода каретки и пульт управления привода каретки с дублирующей панелью управления приводом вращения шпинделя. Привод каретки (см. рис.4.) состоит из электродвигателя 8, ременной передачи 9, редуктора 1, валов 3 и звездочек, которые установлены на раме станины. Редуктор 1 является несущей частью привода и устанавливается на уголки 2, приваренные к станине посредством шпилек. На выходные концы вала редуктора 1 установлены валы 3, концы которых крепятся в подшипниках разовой смазки, установленных в корпусах 4. корпуса подшипников 4 крепятся через болтовые соединения с уголками 5, приваренными к станине. На концах валов 3 установлены приводные звездочки 11. На противоположной от станины стороне редуктора 1 установлена плита 6, на которой установлена плита электродвигана этой плите 7 и установлен электродвигатель привода 8. На валу электродвигателя 8 и входном валу редуктора 1 установлены шкивы. Для изменения скорости подачи установлены шкивы с тремя ручьями разных диаметров. Натяжение ременной передачи 9 осуществляется тягой 10. Ременная передача закрыта защитным кожухом 12 (на рис. показан контур кожуха).
4. Электрооборудование.
4.1. ПОДКЛЮЧЕНИЕ
Электрическое питание кромкообрезного продольнопильного станка (далее КОМ – 500.5), осуществляется трехфазной электрической цепью напряжением 380 (+5%, -8%) вольт, четырех проводным, гибким кабелем, рассчитанным на подключение реактивной нагрузки не менее 16А в двойной резиновой изоляции. Должно быть обеспечено свободное перемещение электрического кабеля вдоль путей, на которых установлена пильная каретка КОМ – 500.5.
Внимание! Пусковой ток при включении двигателя шпинделя, может кратковременно достигать 50А.
Внимание! Без подключения заземления станок эксплуатировать запрещено!
Внимание! При обслуживании или ремонте, станок должен быть обесточен, а на выключателе должна висеть табличка:
«НЕ ВКЛЮЧАТЬ! РАБОТАЮТ ЛЮДИ!».
4.2. ОПИСАНИЕ ИСПОЛНЕНИЯ
Электрическая схема КОМ – 500.5 состоит из стандартных элементов. Станок комплектуется электродвигателями, мощность которых: привода шпинделя – 30кВт и более (с тепловой защитой), а привода каретки – 0,75 - 1,1 кВт.
4.3. ЭКСПЛУАТАЦИЯ
Электрооборудование не требует обслуживания, и сводится лишь к проверке сопротивления изоляции подключаемого кабеля (не менее 1 МОм) и внешнего осмотра состояния изоляции. Так же, необходимо перед включением станка убедится, что заземление станка не повреждено и имеет сопротивление контура, не более 0,1 Ом.
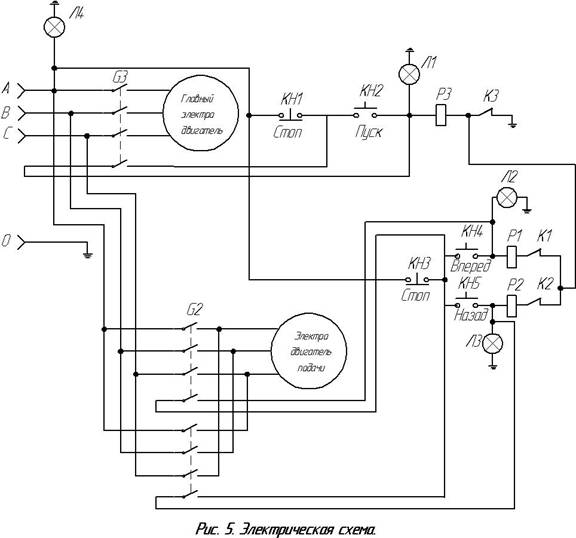
4.4.ОБОЗНАЧЕНИЯ ЭЛЕКРОУСТАНОВОЧНЫХ ДЕТАЛЕЙ
НА ПРИНЦИПИАЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ СХЕМЕ.
Р1- КОНТАКТОР (220 В)
Р2- КОНТАКТОР (220 В)
Р3- КОНТАКТОР (220 В)
G2- ГРУППА КОНТАКТОВ Р1, Р2
G3- ГРУППА КОНТАКТОВ Р3
Л1- ЛАМПА «ПУСК» ПРИВОДА ШПИНДЕЛЯ
Л2- ЛАМПА «ВПЕРЕД» ПРИВОДА ПОДАЧИ
Л3- ЛАМПА «НАЗАД» ПРИВОДА ПОДАЧИ
Л4- ЛАМПА «СЕТЬ»
КН1- КНОПКА «СТОП» ПРИВОДА ШПИНДЕЛЯ
КН2- КНОПКА «ПУСК» ПРИВОДА ШПИНДЕЛЯ
КН3- КНОПКА «СТОП» ПРИВОДА ПОДАЧИ
КН4- КНОПКА «ВПЕРЕД» ПРИВОДА ПОДАЧИ
КН5- КНОПКА «НАЗАД» ПРИВОДА ПОДАЧИ
К1- КОНЕЧНЫЙ ВЫКЛЮЧАТЕЛЬ 1-ЫЙ ПРИВОДА ПОДАЧИ
К2- КОНЕЧНЫЙ ВЫКЛЮЧАТЕЛЬ 2-ОЙ ПРИВОДА ПОДАЧИ
К3- ТЕПЛОВОЕ РЕЛЕ
5.Контрольно-измерительные приборы.
Контрольно-измерительные приборы станка являются технологическими и не подлежат поверке. На столе закреплены линейки (в передней и задней части стола). По этим линейкам выставляются пилы на шпинделе при помощи набора втулок разной ширины.
6.Инструменты и принадлежности.
Станок предусматривает использование дисковых пил с твердосплавными пластинами и с очистителем пропила диаметром 500 мм, посадочным диаметром 50 мм. Кол-во зубьев 18…36.
7.Размещение и монтаж станка.
Станок предназначен для круглосуточной эксплуатации в климатических условиях У1 по ГОСТ с температурой наружного воздуха от -25ºС до +35°С при относительной влажности 95%.
Станок должен быть защищен от прямого действия осадков и устанавливается в закрытом помещении или на открытой площадке под навесом. Рабочая площадка оснащается стеллажами для складывания готовой доски.
Освещенность органов управления и приборов контроля станка должна обеспечиваться цеховыми средствами в соответствии с требованиями санитарных норм.

Инструкция по эксплуатации.
Дисковый продольнопильный станок КОМ – 500.5
Введение.
Инструкция предназначена для правильной эксплуатации (использование, транспортирование, хранение и техническое обслуживание) станка и поддержание его в постоянной готовности к работе.
Правила обращения со станком, а также содержание и правила выполнения всех работ, производимых со станком (в том числе со всеми его составными частями и комплектами) в период его эксплуатации практически проверены и охватывают весь период эксплуатации, начиная с момента отправки изделия с предприятия-изготовителя. Описание работ и операций, проводимых со станком, приводятся в технологической последовательности их выполнения, при этом указываются способы выполнения работ, необходимый инструмент и принадлежности, мероприятия, проводимые обслуживающим персоналом при непредвиденных остановках или задержках в работе.
1. Общее указания.
1.1. Меры безопасности при обращении со станком.
Безопасность работы на станке обеспечивается изготовлением его в соответствии с требованиями ДСТУ 2807-94, ГОСТ 12.2.007.0-75, ГОСТ 12.2.026.0-93, ГОСТ , ГОСТ .
К работе на станке допускаются лица, прошедшие обучение и получившие положительную аттестацию по устройству и работе станка, техники безопасности и пожарной безопасности.
При эксплуатации и обслуживании станка должны выполнятся требования безопасности по ГОСТ 12.3019-80 и ГОСТ 12.3.042-80.
Инструкция о мерах безопасности при работе на станке должна находится на рабочем месте обслуживающего персонала.
Станок должен быть подключен к приточно-вытяжной вентиляции или к индивидуальному устройству аспирации, обеспечивающему удаление отходов пиления в пределах норм по ГОСТ 12.1.005-80. Не допускается значительное скопление опилок внутри пильной каретки и возле станка.
Станок должен быть подключен к цепи защиты (контуру заземления) цеха потребителя с помощью наружного заземления.
На месте эксплуатации станка обеспечивается освещенность рабочей зоны не менее 200 ЛК.
При работе на станке следует соблюдать общие правила техники безопасности для работы на деревообрабатывающем оборудовании.
Необходимо периодически проверять надежность закрепления защитных щитков и кожухов. Работа станка без защитных кожухов и щитков – запрещена.
При загрузке, закреплении и кантовании пиломатериалов привод пилы должен быть отключен.
Чистка и обслуживание станка должны производится только при его полном отключении.
Помещение, в котором эксплуатируется станок должно иметь обозначение опасной, шумоопасной и пожароопасной зоны и оснащено необходимыми средствами защиты и пожаротушения.
Запрещается:
-использовать станок за пределами, указанных в техническом описании и паспорте станка технических характеристик;
-работать затупленным инструментом;
-работать на станке с повреждениями изоляции токоведущих частей станка;
-работать без закрытых защитных очков и средств защиты органов слуха (шумоподавляющих наушников) по ГОСТ 12.4.051-88;
- вводить кисти рук в опасные зоны перемещения пил и в зоны работы ременных передач;
-использовать режимы работы, приводящие к заклиниванию пил;
-работать с плохо закрепленными пилами;
-производить работы по загрузке, повороту и закреплению пиломатериалов при включенном приводе пил;
-работать на станке при появлении чрезмерного шума и вибраций, запахи гари и искрении;
-оставлять станок, подключенный к сети электропитания, после работы или при значительных перерывах в работе (вводный автомат станка должен быть отключен!);
-загромождать проход с разгрузочной стороны станка;
-допускать скопление отходов пиления, создавая пожароопасную ситуацию;
-эксплуатировать станок в условиях воздействия капель и брызг воды, а также на открытых площадках во время дождя и снегопадов;
-производить техническое обслуживание и ремонт станка под напряжением (вводный автомат станка должен быть отключен и его рукоятка должна быть снабжена табличкой - «не включать - работают люди»!);
-производить замену пил без рукавиц.
2. Порядок установки и первоначальный пуск.
2.1. Требования к месту установки станка.
Размещение станка производить с учетом принятого способа загрузки пиломатериала в специально оборудованном помещении или под навесом с соблюдением противопожарных и санитарных норм.
Станок необходимо расположить относительно смежного оборудования и элементов строения так, чтобы расстояние от станины до ближайшего препятствия с левой, по ходу пильной каретки, стороны станка и со стороны рабочего торца было не меньше чем 1,5 м, а с других сторон не меньше, чем 1м.
2.2. Операции по установке станка.
2.2.1. Станину станка установить на твердом основании (бетонированная или асфальтированная площадка, монолитная железобетонная плита) или на грунте с местным укреплением под опорами станины (уложенные шпалы, залитые бетоном опорные площадки и тп.).
При установке станины произвести регулировку болтами на опорах так, чтобы обеспечивалась прямолинейность стола, а уклон рабочей поверхности в продольном и поперечном направлениях не превышал 2 мм/м и исключалась самопроизвольное движение пильной каретки.
Положение стола и его прямолинейность контролируется уровнем, теодолитом или натянутой струной.
2.2.2. Если станок транспортировался со снятой пильной кареткой, то ее необходимо установить опорными роликами на направляющие станины.
2.2.3. Проверить устойчивость пильной каретки на направляющих. Проверить плавность перемещения пильной каретки от руки и установить ограничивающие ролики, препятствующие подъему каретки при работе.
2.2.4. Установить дисковые пилы на шпиндель на пробную ширину пиления. Регулировку расстояния между пилами производить посредством дистанционных втулок на шпинделе.
2.2.5. Станок подключить к приточно-вытяжной вентиляции цеха или к устройству местной аспирации.
2.2.6. Проверить омметром сопротивление цепи заземления (сопротивление должно быть не более 0,1 Ом).
2.2.7. Проверить мегомметром на 1000 В постоянного тока сопротивление изоляции всех токоведущих частей (сопротивление должно быть не менее 1 МОм).
2.2.8. Подключить станок к сети электропитания и цепи защиты цеха согласно схеме (см. рис. 3).
2.2.9. Проверить величины линейных напряжений в сети электропитания (напряжения не должны отличаться более чем на +5% или -8%).
2.3. Пуск станка.
2.3.1.Проверить положение и натяжение ремней клиноременных передач. Проверку производить при выключенном станке.
2.3.2. Произвести пробное включение станка на «холостом» ходу. Проверить соответствие направления вращения шпинделя. Пилы на шпинделе устанавливаются так, чтобы зубья пилы при пилении поднимали заготовку (на рис. 2 и 3 направление вращения указано на пилах). ВНИМАНИЕ! Прижимная гайка при пилении должна работать обязательно на закручивание. Опробовать работу всех органов управления станка.
2.3.3. Проработать на «холостом» ходу не менее 30 мин., после чего станок отключить и проверить нагрев двигателя и подшипниковых опор (температура не должна превышать 50 °С).
2.3.4. Установить пилы на шпиндель и произвести регулировку расстояния между пилами для получения необходимой ширины отпиливаемых досок. Операцию производить при отключенном станке.
2.3.5. Произвести распиловку на малой скорости подачи с нагрузкой двигателя не более чем на 50%.
2.3.6. Произвести распиловку с полной нагрузкой двигателя. Станок отключить и проконтролировать нагрев двигателя и подшипниковых опор. Проконтролировать точность распиловки.
2.3.7. Ввод станка в эксплуатацию оформляется актом.
2.4. Демонтаж станка
2.4.1. Перемещение станка в пределах рабочего участка не требует его разборки.
2.4.2. Транспортирование станка требует его частичной разборки, выполняемой в следующей последовательности:
-станок отключается от электросети и защитного заземления;
-дисковые пилы снимаются со шпинделя;
-кронштейны с ограничивающими роликами откручивают и устанавливают на тех же отверстиях роликами вверх;
-пильная каретка снимается со станины грузоподъемным средством и устанавливается на защитные опорные брусья;
-при необходимости неокрашенные поверхности покрываются жировой смазкой;
-электрооборудование защищается от прямого действия осадков полиэтиленовой пленкой.
3. Подготовка к работе на станке.
3.1. Выполнить операции технического обслуживания станка согласно инструкции.
3.2. Проверить положение пластин чистиков на направляющих.
3.3. На шпиндель, соблюдая направление зубьев (на рис. 2 и 3 направление вращения указано на пилах), установить дисковые пилы при помощи дистанционных втулок и планшайб. Пилы на шпинделе устанавливаются так, чтобы зубья пилы при пилении поднимали заготовку. ВНИМАНИЕ! Прижимная гайка при пилении должна работать обязательно на закручивание. Поворотом торцовой гайки закрепить пилы и втулки на шпинделе.
3.4. Установив защитные щитки кожуха, включите на несколько минут привод шпинделя станка. После выключения станка проверяется температура и состояние опор шпинделя и электродвигателя. Станок готов к работе.
4. Состав персонала.
Обслуживание станка производится бригадой из двух или трех человек, включая оператора – распиловщика и одного или двух рабочих. Оператор – распиловщик играет большую роль в достижении высоких результатов распиловки, поскольку он контролирует работу станка, состояние пил и скорость подачи.
5. Измерение параметров, регулирование и настройка станка, смена пил.
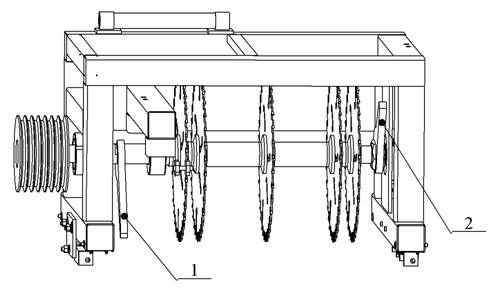
Рис 6
Придерживая за лыски шпиндель, ключом х46 (п.1), ослабить на 1-2 оборота зажимную гайку спецключом из комплекта станка (п.2)
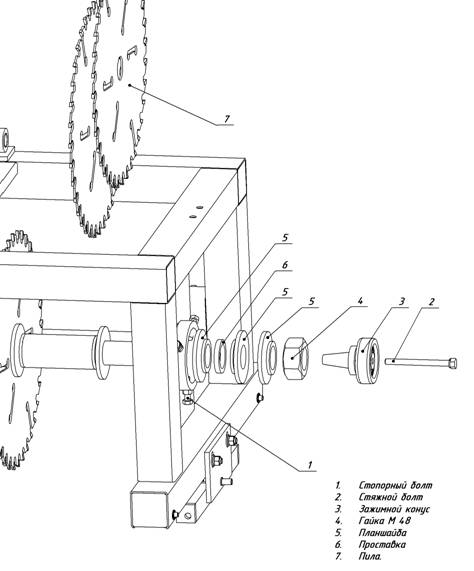
Сборку производить в обратной последовательности, задавая проставками нужную толщину выпиливаего материала.
В процессе регулировки и настройки станка следует соблюдать общие правила безопасности при работе на станке, приведенные выше.
5.1. Пилы на шпинделе устанавливаются при помощи планшайб 5. На каждую пилу по две планшайбы. Расстояние между пилами на первом шпинделе и, соответственно, ширина доски набирается набором дистанционных втулок разной ширины. Наибольшая ширина доски, обрезаемая двумя пилами, 500 мм. При установке на меньшую ширину втулки переставляются к прижимной гайке.
5.2. Пилы устанавливаются так, чтобы зубья пилы при пилении поднимали заготовку. ВНИМАНИЕ! Прижимная гайка при пилении должна работать обязательно на закручивание. Вращение шпинделя должно соответствовать направлению стрелок показанных на рисунках 2 и 3.
5.3. На раме пильной каретки расположен прижимной ролик 7 (см. рис. 2). Он закреплен шарнирно, имеется свободный ход. Сверху пильной каретки расположена рукоятка механизма регулировки 8 для настройки прижимного ролика на необходимую толщину заготовки. Например: толщина заготовки 100 мм, ролик настраиваем на 80 мм в свободном положении. Свободный ход ролика на шарнире необходим для захода ролика на заготовку.
5.4. На столе закреплены линейки и упоры по которым настраивают необходимую ширину доски. Распиливание заготовки (см. рис.3) осуществлять в сторону деревянного упора, в который упирается заготовка при пилении.
5.5. На столе устанавливается заготовка максимальной толщины 180 мм. Также можно устанавливать друг на друга несколько заготовок меньшей толщины, так чтобы общая высота была не больше 180 мм.
5.6. Опорные ролики пильной каретки выполнены разные. С одной стороны - гладкие, с другой - с ребордами. Ролики с ребордами задают направление движения пильной каретки, на кронштейнах, крепятся ограничивающие ролики, препятствующие подъему пильной каретки при работе.
6. Проверка технического состояния.
6.1. Перечень проверок геометрической точности станка.
Таблица 2.
№ | Наименование параметра | Единица измерения | Норма | Фактическое значение |
1 | Плоскость рабочей поверхности стола | мм | 0,5 | |
2 | Радиальное биение шпинделей | мм | 0,2 | |
3 | Перпендикулярность пил к плоскости стола | град. | 0.5 | |
4 | Прямолинейность перемещения пильной каретки | мм/м мм/длину хода | 0,5 1,0 |
6.2. Показатели точности образца - изделия.
Точность станка в работе проверяется отпиливанием от заготовки доски из древесины хвойных пород. Ширину доски измеряют штангенциркулем по обеим кромкам доски в трех сечениях: в двух крайних на расстоянии 0,15 м от торца доски. Отклонение равно наибольшей разности результатов измерений.
Допуск на равномерность ширины выпиливаемого материала ±0,5 мм.
7. Характерные неисправности и методы их устранения.
7.1. При потере точности распиловки: уводе пилы, увеличении ширины реза, рваной поверхности доски в первую очередь проверьте состояние пил и при необходимости замените. Внимание! На станке, если, Вы, хотите получить качественную продукцию, должны использоваться пилы дисковые с твердосплавными пластинами и очистителем пропила.
7.2. Обратите особое внимание на состояние древесины, а также проверьте закрепление заготовки на станке. Только после этого приступайте к поиску неисправностей и нарушенных регулировок механизмов станка.
Возможные неисправности.
Таблица 3.
№ | Наименование неисправности и ее внешние проявления | Вероятная причина | Способ исправления |
1 | Плохое качество поверхности (задиры, риски) | Увеличенная скорость подачи | Уменьшить подачу |
Износ пилы | Сменить пилу и переточить | ||
Мал передний угол пилы | Увеличьте при переточке передний угол | ||
Чрезмерный развод части зубьев пилы | Сменить пилу и проверить развод | ||
2 | Не плоскостность боковых поверхностей доски (увод пил) | Износ пилы или нарушение симметрии развода зубьев | Сменить пилу и проверить ее развод |
Наличие заусенцев после заточки, разная высота зубьев | Сменить пилу и проверить ее геометрию | ||
Увеличенная подача | Уменьшить скорость подачи | ||
Заготовка с крупными сучками | Уменьшить скорость подачи в зоне сучков | ||
3 | Разная ширина на концах последних досок | Провисание концов доски | Установите доску без провисания |
Деформация доски внутренними напряжениями при распиловке | Примените торцевые упоры | ||
4 | Деформация пилы или пилой потеряны твердосплавные пластинки | Чрезмерный износ пилы | Контролируйте состояние пилы! |
Чрезмерно увеличенная подача | Уменьшить скорость подачи | ||
Посторонние включения в древесине | Контролируйте бревно перед загрузкой | ||
5 | Перегрев или заклинивание шпинделя | Отсутствие смазки в подшипниках | Смазывать периодически подшипниковые узлы |
Вышел из строя подшипник | Сменить подшипник | ||
6 | Вибрации шпинделя во время пиления | Налипание смолы и опилок на пилы | Очистить пилы от смолы и опилок |
7 | Неустойчивое движение пильной каретки по направляющим | Нарушена регулировка эксцентрикового ролика (колеса) пильной каретки | Отрегулировать, обеспечив опору на 4 ролика |
8. Техническое обслуживание.
8.1. Техническое обслуживание станка производится с целью поддержания его в постоянной технической исправности и продления срока службы в объемах приведенного ниже перечня.
Обслуживание станка должно производится при его полном отключении от сети.
Таблица 4.
№ | Содержание работ | Способ выполнения | Периодичность |
1 | Осмотр станка | Согласно инструкции | Ежедневно перед работой |
2 | Смазка станка | Шприцем | 1 раз в неделю |
3 | Осмотр клиноременных передач и проверка их натяжения | Визуально, по необходимости отрегулировать натяжение | Еженедельно или при необходимости |
4 | Очистка направляющих от опилок | Скребком | Ежедневно |
8.2.Смазка станка.
Смазываются подшипники опор шпинделей. На корпусах опор шпинделей имеются пресс-масленки. Смазка Литол-24 ГОСТ или ЦИАТИМ-201 ГОСТ 6267 заправляется шприцем в пресс-масленки.
8.3.Натяжение ремней производится:
-для приводов шпинделя – поворотом двигателя на установочной площадке;
-для привода каретки – поворотом двигателя на установочной площадке.
8.4.Перечень применяемых подшипников качения.
Таблица 5.
Наименование | Куда входит | Количество |
180210 | Опоры шпинделя | 2 |
180207 | Прижим шпинделя | 1 |
180106 | Валы привода каретки | 2 |
180201 | Опорные ролики | 8 |
180203 | Ограничивающие ролики | 2 |
180203 | Прижимной ролик | 2 или 4 |
8.5. Перечень приводных ремней.
Привод шпинделя: Ремень В(БГОСТ 1284.2-89. (возможна
замена на ремень другой длины). Количество - 7 шт.
Привод каретки: Ремень А - 900 ГОСТ 1284.2-89. Количество - 1 шт.
8. Хранение станка.
Категория условий хранения - 2 класс по ГОСТ 15150.
Предельный срок хранения без переконсервации, при условии хранения в не нарушаемой упаковке в месте, исключающем попадание внутрь влаги, 6 месяцев.
Станок должен хранится под навесом или в сухом не отапливаемом помещении при температуре - 30°С +40°С.
9. Транспортирование.
Станки допускается транспортировать автомобильным и железнодорожным транспортом. Категории условий транспортирования в части воздействия климатических факторов - 5 по ГОСТ 15150, механических факторов - Ж по ГОСТ23170.
Перед транспортированием изделие необходимо:
-выполнив консервацию станка, защитив неокрашенные детали, не имеющие защитных покрытий, жировой смазкой.
-отсоединить кабели.
-защитить от попадания влаги электродвигатель и масштабную линейку пленкой полиэтиленовой.
-развернуть кронштейны ограничивающими роликами вверх, снять пильную каретку с направляющих основания, при помощи грузоподъемных механизмов, и установить на деревянные бруски для защиты опорных роликов.
