
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1. Технология опор гироскопов: назначение, типы опор, краткая характеристика, условия их работы.
Назначение опор - координация и направление движения одной детали относительно другой
В приборах в основном применяются направляющие для вращательного движения, состоящие из двух основных частей:
а) вращающейся части, называемой цапфой;
б) направляющей части, называемой опорой или подшипником.
Опоры бывают: цилиндрические;
конические;
сферические;
на шарикоподшипниках;
на газовой подушке;
электростатические;
электромагнитные
Подшипники, обеспечивающие свободное вращение ротора относительно главной оси гироскопа, называются главными опорами, а обеспечивающие свободное вращение карданова подвеса - опорами подвеса. Ось ротора, опирающаяся на главные oпоры, вращается с угловой скоростью, во много раз превышающей скорость вращения наружной и внутренней рам подвеса.
Опоры работают в тяжёлых условиях эксплуатации:
ротор вращается с большой частотой
большие колебания рабочей температуры
инерционные перегрузки
вибрации и др.
2. Виды опор; требования к направляющим опорам; отрицательные свойства
Виды опор

а;—цилиндрические; б—конические; в - сферические; г—на шарикоподшипниках; д—-на газовой подушке; е—электростатические; ж;—электромагнитные
Основными требованиями, предъявляемыми к направляющим опорам, являются:
а) точность направления;
б) минимальный момент трения;
в) наибольшая прочность;
г) эксплуатационные стойкость и надежность;
д) нечувствительность к температурным изменениям,
е) малая стоимость.
Направляющие опоры (а, б, в, г) обладают отрицательным показателем—трением, пагубно влияющим на точность работы приборов.
3. Особенности конструирования опор и напряжения в них при эксплуатации
Трение пагубно влияет на точность работы приборов.
Исследования показали, что меньшие поверхности соприкосновения обусловливают меньший момент трения. Поэтому рабочие части направляющих опор в приборах делаются настолько малыми, что даже то небольшое давление, которое оказывает на их поверхности подвижная система, вызывает, с учетом вибрационной нагрузки, напряжения в материале, близкие к пределу упругости, а иногда и превосходящие его.
При конструировании направляющих опор приборов необходимо учитывать особенности условий эксплуатации: инерционные перегрузки, вибрации, обеспечение надежной работы прибора в любом положении и т. д.
Уменьшение абсолютной величины сил трения и, что не менее важно, достижение большего ее постоянства при работе прибора обеспечиваются соответствующим выбором материала для направляющих и его термической, механической и другими специальными видами обработки. При механической обработке особое внимание должно уделяться получению наибольшей чистоты рабочих поверхностей и соблюдению их правильной геометрической формы.
4. Осевой зазор в опорах и точность работы прибора
При установке подвижной части предусматривается осевой зазор, необходимый для обеспечения свободы движения при различных температурных деформациях частей прибора. Осевой зазор сам по себе в большинстве конструкций электрических приборов не влияет на точность показаний, но в зависимости от соотношения радиусов опоры и керна им будет вызываться различный радиальный зазор. Радиальный зазор увеличивает ошибку в показаниях прибора.
Основными погрешностями, обусловливаемыми трением и радиальным зазором, будут: а) погрешность поворота при вскатывании;
б) погрешность момента при вскатывании;
в) погрешность застоя;
г) погрешность от остаточной несбалансированности;
д) погрешности от перекоса и смещения оси при наличии радиального зазора.
Примечание: при изготовлении главных опор гироприборов важно выдержать требования точности и минимально допустимого осевого зазора, а при изготовлении опop подвеса (наряду с требованиями точности) необходимо обеспечить минимальное трение.
5. Условия работы шариковых подшипников гироскопических приборов и требования к качеству изготовления опор
Шариковые подшипники гироскопических приборов работают в тяжелых условиях, претерпевают вибрацию и толчки; ротор вращается с большой частотой—до 23500 об/мин; рабочая температура колеблется от +50 до —60° С.
В силу указанных причин к подшипникам предъявляются высокие требования в отношении:
а) точности геометрических размеров
б) качества поверхности
в) твердости
г) минимального трения
д) устойчивости против коррозии
е) плавности хода на больших оборотах.
6. Типы шариковых подшипников гироскопических приборов и их применяемость
Шарикоподшипники, применяемые в гироскопических приборах, разделяются по конструкции на три типа:
1) радиальные (неразборные) с металлическим сепаратором;
2) магнетные (разборные) с металлическими или текстолитовым сепаратором;
3) «насыщенные» без внутреннего кольца и сепаратора (конусная ось, входящая в подшипник, или заменяющий ее шарик, непосредственно соприкасаются с шариками самого подшипника).
Радиальные и магнетные шарикоподшипники широко применяются в гироприборах, так как они при одних и тех же габаритных размерах, что и «насыпные», имеют значительно больший внутренний диаметр. Это позволяет их ставить на полые оси сравнительно большого диаметра, через которые проходят токопроводы.
7. Особенность магнетных подшипников гироскопов
Магнетные шарикоподшипники можно перед окончательной сборкой прибора и в процессе эксплуатации разобрать и промыть, что является их преимуществом перед радиальными шарикоподшипниками. Для главных опор применяются шарикоподшипники с текстолитовым сепаратором, обеспечивающим лучшую смазку, что важно в условиях быстрого вращения. Для опор кардана, где важно получить минимальное трение, следует применять подшипники с металлическим сепаратором.
8. Материал и требования к шарикам подшипников
Материалом для шариков служит сталь ШХ15.
Размерность и овальность шариков проверяются на вертикальном оптиметре. Чистоту поверхности целесообразно проверять на интерференционном микроскопе. При этом нельзя допустить забоин, рисок, точек, бугров, раковин и следов коррозии.
Шарики не должны иметь разноразмерности, неравномерной закалки и ожогов. Твердость шариков должна находиться в пределахНRC. Качество шариков в значительной степени сказывается на долговечности прибора. При хранении шарики должны быть после предварительной промывки смазаны бескислотным маслом и упакованы в коробки, выложенные внутри промасленно бумагой.
Примечание: шарики, не соответствующие предъявленным требованиям и имеющие припуск, подвергаются дополнительной обработке — доводке на притирочных станках.
9. Требования к ротору и кольцам карданова подвеса в собранном подшипнике, признаки качественного шарикоподшипника
Собранный подшипник должен обеспечить ротору и кольцам карданова подвеса плавный и равномерный ход, без рывков и заеданий. Для этого шарики должны иметь высокую точность размера по диаметру форме. Подшипники не должны вызывать вибрацию гироузла и создавать при работе большой шум. Плавность хода подшипника проверяется отдельно и в гироузле. Подшипник сравнивается с эталоном, который вставляется в специальную рамку с ротором. Ротор в подшипниках должен вращаться плавно и бесшумно. Недоброкачественность шариков в подшипнике определяется по характерному звуку, создаваемому неравномерным ходом, при обнаружении которого следует заменить детали подшипника.
10. Допустимая величина допуска на шарики подшипников
Перед установкой в подшипник шарики сортируются по группам. В одном подшипнике шарики должны быть одинакового размера, допустимые отклонения 0,002 мм. Усё =)
11. Как долго возрастает момент трения после начала работы прибора? Для чего применяют приработку и промывку шарикоподшипников гироскопа?
Как показали исследования, момент трения в подшипниках возрастает в течение 25—50 ч после начала работы прибора. Если после этого подшипник разобрать и промыть, то момент трения снижается до первоначальной величины и при дальнейшей работе прибора не повышается. Это объясняется приработкой шариков беговой дорожке, в процессе которой снимается мелкая стружка, загрязняющая подшипник. Поэтому перед установкой в прибор подшипники должны подвергаться приработке.
12. С какой целью используют гермовводы в гироскопах?
Герметичные вводы (гермовводы, гермовыводы) используют для подвода электрического тока к обмоткам гиромотора, находящимся в его герметизированном корпусе ^__^
13. Виды спаев металла со стеклом
Спаи металла со стеклом могут быть «согласованными» и «несогласованными».
К «согласованным» относятся спаи материалов, имеющих близкие по величине коэффициенты линейного расширения, например, ковара (марки 45—50 КТР) со стеклом марки ЗС-5К. Вследствие одинакового линейного расширения ковара и стекла при колебаниях температуры в спае не возникает больших напряжений (поэтому для «согласовых» спаев иногда не назначают отжига, снижающего напряжения)
В «несогласованных» спаях стекло и металл имеют различные коэффициенты линейного расширения. Вследствие этого стекло, заполняющее внутреннюю полость спая, испытывает значительное напряжение сжатия, возникающее при изготовлении гермоввода (в процессе его охлаждения). Напряжение сжатия в стекле уменьшает его механическую и термическую прочность. К «несогласованным» относятся спаи стекла со сталью, медью и другими металлами.
14. Материалы, применяемые в согласованных и несогласованных спаях металла со стеклом
В согласованных спаиях применяют материалы, имеющие близкие по величине коэффициенты линейного расширения. Например, ковар (марки 45—50 КТР) со стеклом марки ЗС-5К.
В несогласованных спаях (с различными коэффициентами линейного расширения) применяют спаи стекла со сталью, медью и другими металлами.
15. Способы изготовления спаев металла со стеклом
Существуют следующие способы получения спая при изготовлении гермовводов:
а) в пламени газовой горелки (наиболее распространенный)
б) посредством индукционного нагрева (используют весьма редко и только при изготовлении дисковых гермовводов)
в) в печи (данный способ получил широкое распространение при изготовлении герметичных вводов для вакуумных приборов с применением в качестве изолятора стеклопорошка марки С-48-2)
16. Способы изготовления спаев металла со стеклом при мелкосерийном производстве; их характеристика
17. Способы изготовления спаев металла со стеклом при серийном и массовом производстве; их характеристика
18. Марки стекол, применяемых в спаях металла со стеклом при единичном и массовом производстве
19. Для чего используют шликер стеклопорошка в производстве гироскопов?
Спаи в печах получают в настоящее время широкое распространение при изготовлении герметичных вводов для вакуумных приборов, где шликер стеклопорошка применяют в качестве изолятора.
20. Как изготовляют стеклопорошки и шликер из них?
Стекло требуемой марки тщательно размалывают в фарфоровом барабане или на вибромельнице. Затем мелкозернистый стеклопорошок смешивают со связкой, получая литейный шликер. Количество связки зависит от способа приготовления шликера. Если стеклопорошок смешивают со связкой на вибромельнице, то количество связки не должно быть менее 10'%.
При изготовлении литейного шликера в специальных мешалках количество связки значительно уменьшают.
21. Нужно ли вакуумировать шликер стеклопорошка для изготовления таблеток спаев с металлом?
Да, в рабочем баке шликер перемешивать и вакуумировать во избежание появления фазового расслоения
22. Чем обусловлена необходимость вакуумирования стеклошликера для спая со стеклом?
Обогрев и вакуумирование внутренней части вибромельницы обеспечивают получение однородного и плотного шликера (при смешивании порошкового стекла со связкой).
23. Как контролируют степень помола стеклопорошка?
Степень помола стекла (зернистость) контролируют на установке для определения удельных поверхностей дисперсных материалов посредством метода низкотемпературной адсорбции азота. Основная идея заключается в том, что в период охлаждения материала на его поверхности адсорбируется газообразный азот,
находящийся в системе. Количество адсорбированного азота возрастает с увеличением поверхности испытуемого материала, т. е. с уменьшением величины зерна.
Изменение давления в системе, происходящее в результате адсорбции азота, регистрируют ртутным и масляным манометрами
24. Какую технологическую оснастку используют при изготовлении гермовводов?
Гермовводы изготовляют из шликера путем отливки их в формы на установках различных конструкций. Наиболее совершенной конструкцией является полуавтомат для отливки керамических деталей.
Отлитую заготовку — «таблетку» подвергают нагреву, в процессе которого выжигается связка и осуществляется спаивание ее с металлической арматурой. Данную операцию выполняют в муфельных печах типа МП-6 на шамотных или графитовых под-
ставках. По окончании процесса спаивания, гермовводы переносят вместе с приспособлениями в другую печь, разогретую до температуры 600° С, в которой снимаются внутренние напряжения в стекле. Охлаждение гермовводов производят вместе с печью.
25. В чем заключается подготовка арматуры перед выполнением спая металла со стеклом?
Металлическая арматура гермовводов перед спаиванием со стеклом проходит ряд подготовительных операций, а именно: обезжиривание в бензине (ГОСТ 443—56*), травление в кислоте, промывку водой и спиртом, а также отжиг в среде водорода.
Наиболее ответственной операцией является отжиг, который выполняют в водородной печи при температуре 1200° С. Муфель печи должен быть изготовлен из кварцевого стекла и содержаться в исключительной чистоте. Отжиг арматуры в загрязнено муфеле ведет к плохой смачиваемости арматуры стеклом, к браку гермовводов. Нагреватели печи всегда нужно располагать вне муфеля.
26. В чем состоит контроль гермовводов после выполнения спая?
Герметичные вводы, как ответственные детали гиромотора, подвергают тщательным контрольным операциям в следующем порядке:
а) внешний (визуальный) осмотр при 7—10-кратном увеличении;
б) испытание на термоудар, т. е. нагрев гермовводов до 200°С с последующим быстрым охлаждением до минусовой температуры;
в) проверка на вакуумплотность;
г) испытание на электрическую прочность;
д) проверка сопротивления изоляции в условиях повышенной влажности;
е) испытание воздействием механических нагрузок (удар, вибрация).
27. Как выполняют пайку гермоввода с кожухом?
Пайку кожуха с каждым гермовводом выполняют поочередно вакуум-плотным швом с помощью обычного паяльника или на специальной установке, принцып действия которой в следующем: кожух гиромотора с установленным гермовводом кладут на втулку установки, в отверстие которой входит штырек гермоввода. Над втулкой расположен паяльник, имеющий сердечник. В отверстие сердечника входит второй конец штырька гермоввода.
При опускании кронштейна (с паяльником) сердечник прижимает гермоввод, нагревает место пайки и выполняет процесс пайки
28. Конструктивные требования к статорным и роторным пластинам
Статор и ротор представляют собой пакет, собранный из большого количества металлических пластин. При сборке пакета должно быть обеспечено плотное прилегание пластин, так как в противном случае будут возникать дефекты в работе прибора. Крепление пластин в пакете выполняется механически или иными способами. На рис. приведены типовые конструкции пластин пакетов статора и ротора
|
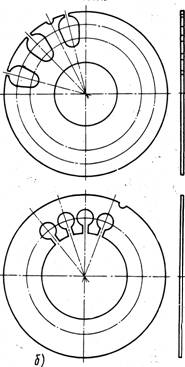
а) – роторные
б) - статорные
Пластина должна иметь строгую концентричность наружного и внутреннего контуров, а также высокую точность шага пазов. В частности, наружный диаметр пластины ротора должен быть выполнен после штамповки с точностью 0,05 мм. По внутреннему диаметру устанавливается допуск 0,02 мм. Неконцентричность внутренней и наружной поверхностей регламентируется допуском, равным 0.02 мм. Неточность угла между осями симметрии любых двух пазов не должна превышать ±15'. Погрешность величины ша га вызывает уменьшение сечения паза и затрудняет укладку обмотки в пазы.
29. Материалы для статорных и роторных пластин, требования к материалам
Пластины пакетов изготовляют из листовых электротехнических сталей Э42, Э44, Э48 (ГОСТ 802—58), а также из железоникелевого сплава 50Н (пермаллоя). Как правило, электротехнические стали поставляются в листах, а пермаллой в ленте.
Наиболее применимыми являются материалы толщиной 0,1—0,35 мм.
Материал для пластин поступает на заводы-потребители с сертификатами, в которых указываются его электротехнические характеристики (в соответствие с ГОСТом) и марка. Отдельные параметры, определяющие качество материала пластин, предназначенных для ответственных изделий, должны повторно проверяться потребителем
30. Контроль материала пластин перед запуском производства
Материал для пластин поступает на заводы-потребители с сертификатами, в которых указываются его электротехнические характеристики (в соответствие с ГОСТом) и марка. Отдельные параметры, определяющие качество материала пластин, предназначенных для ответственных изделий, должны повторно проверяться потребителем. Перед запуском в производство листы для любых пластин должны обязательно контролироваться по внешнему виду (на соответствие ГОСТу) и по хрупкости материала. Неоднородность материала, наличие анизотропии его свойств, колебания режима прокатывания вызывают повышенные магнитные потери, а следовательно, ухудшают характеристики гиромотора. К тем же последствиям приводит изменение структуры материала при штамповке пластин, несовершенство механической и термической обработки, неточность методов сборки пакетов. Поэтому непрерывное усовершенствование технологии изготовления пакетов представляет собой один из важнейших факторов улучшения качества гиромоторов.
31. Операции технологического процесса изготовления пластин роторов и статоров из электротехнической стали
Вот они:
№ опе- рации | Наименование операции |
1 | Подготовка электротехнической стали, поставляемой в листах |
2 | Подготовка электротехнической стали, поставляемой в ленте |
3 | Разрезка листа на широкие полосы |
4 | Травление электротехнической стали |
5 | Разрезка широких полос па узкие |
6 | Штамповка пластин из полос |
7 | Штамповка пластин из ленты |
8 | Зачистка заусенцев на: |
а) пластинах толщиной 0,1—0,2 мм; | |
б) пластинах толщиной 0,2—0,35 мм | |
9 | Промывка пластин: а) в горячих растворах в ваннах; б) в горячих растворах на ультразвуковой установке |
10 | Сушка пластин |
11 | Нанесение изоляционного слоя на поверхности пластин (перед термообработкой) |
12 | Оксидирование пластин |
13 | Отжиг пластин в вакууме |
14 | Промывание пластин после термообработки |
15 | Сушка пластин |
16 | Покрытие пластин изоляционным лаком |
17 | Изготовление ингибированной бумаги и завертывание в нее пластин |
18 | Укладка пластин в герметичную тару |
32. Как выполняют резку материалов для изготовления пластин роторов и статоров?
Технологический процесс начинается с подготовки и разрезания листов, имеющих размер 750X1500 мм, на широкие полосы.
В качестве оборудования здесь используют механические гильотинные ножницы. Листы необходимо разрезать по направлению проката, что уменьшает коробление полос, улучшает условия штамповки и обеспечивает определенное положение пластин в пакете. После этой операции полосы отправляют в травильные ванны, где они очищаются от окисной пленки, оставшейся после прокатки листов на заводе-изготовителе.
Если для пластин используют ленточный материал, поступающий в рулонах, то технологический процесс их изготовления начинается со штамповки (операции резка материала и травление полос — отсутствуют).
Резку широких полос на узкие осуществляют с помощью приспособления, представляющего собой многороликовые дисковые ножницы. Приспособление состоит из сварного основания, посредством которого оно устанавливается на столе фрезерного станка. На вертикальных стенках основания монтируют рабочие валы и несущие ножи, выполненные в виде стальных закаленных шайб. Ширина шайбы соответствует
ширине отрезаемой (узкой) полосы. Между ножами устанавливают распорные ролики, несущие на цилиндрических поверхностях плотно облегающие резиновые кольца.
Проходя между рабочими торцами ножей, материал разрезается и узкие полосы наматываются на приемные барабаны, монтируемые с промежуточными распорными втулками.
33. Технологические средства, используемые для штамповки пластин роторов и статоров
Штамповку пластин производят на кривошипных прессах. Вырубка пластин по всему контуру за один ход пресса осуществляется применением штампов совмещенного действия. Такие штампы при весьма тщательной доводке могут обеспечить получение размеров пластин, соответствующих второму классу точности.
Для штамповки пластин рекомендуется выделять наиболее точные прессы, которые должны использоваться исключительно при изготовлении прецизионных деталей. Эти прессы доводят до требуемой точности. Основные показатели точности доведенного пресса заносят в паспорт и подвергают периодической перепроверке. Соблюдение указанных норм точности в значительной степени увеличивает срок службы штампов.
34. Требования к прессам для штамповки пластин
Прессы должны удовлетворять следующим требованиям:
а) параллельность между рабочими плоскостями верхней и нижней плит должна находиться в пределах 0,01 мм;
б) перпендикулярность направляющих подвижной траверзы относительно основания на длине хода 100 мм не должна превышать 0,01;
в) люфт подвижной траверзы должен быть не более 0,0'2 мм;
г) ротор электромотора пресса должен быть отбалансирован;
д) вибрации пресса не должно быть.
35. Особенности конструкции штампа для штамповки пластин статоров и роторов и точность пластин
На рис. приведена конструкция штампа, которая может рекомендоваться как типовая для вырубки роторных и статорных пластин.
Сменные детали штампа, профилирующие контур пластины, монтируют в постоянном блоке, основаниями которого являются две массивные плиты, обеспечивающие необходимую жесткость штампа. Плиты изготовляют из листовой стали 50 толщиной 60 мм и закаливают до твердости HRC 35—40.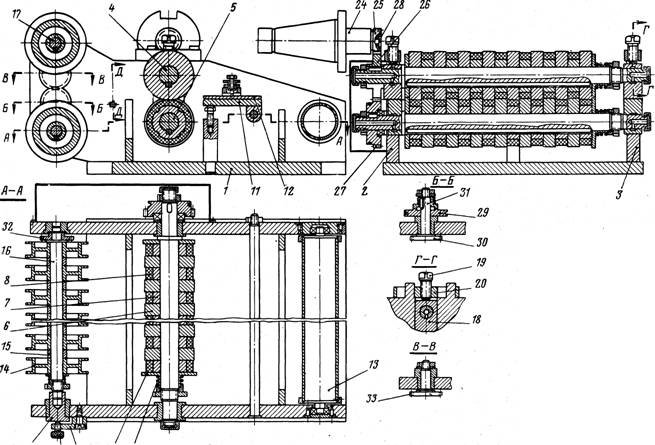 ид приспособления для резки полос: 1— основание: 2, 3 — стенки; 4, 5 - валы; 6 — ножи; 7 —распорные ролики; 5— кольца; 9 — пружина; 10 — фланец; 11 - плита; 12 — накладка; 13 — поддерживающий барабан;14 —приемные барабаны; 15 — распорные втулки; 16, 17 — валы; 18 - сухари;19— винты; 20—планки; 21 — винт; 22 —планка; 23 — тулка; 24 —оправка; 25, 26, 27 - зубчатые колеса; 28 — винт; 29 —шкив; 30 — шестерня; 31 - валик; 32, 33 - зубчатые колёса
ид приспособления для резки полос: 1— основание: 2, 3 — стенки; 4, 5 - валы; 6 — ножи; 7 —распорные ролики; 5— кольца; 9 — пружина; 10 — фланец; 11 - плита; 12 — накладка; 13 — поддерживающий барабан;14 —приемные барабаны; 15 — распорные втулки; 16, 17 — валы; 18 - сухари;19— винты; 20—планки; 21 — винт; 22 —планка; 23 — тулка; 24 —оправка; 25, 26, 27 - зубчатые колеса; 28 — винт; 29 —шкив; 30 — шестерня; 31 - валик; 32, 33 - зубчатые колёса
36. Виды и особенности направляющих элементов штампов для штамповки статорных и роторных пластин
Перемещение верхней части штампа осуществляется через промежуточные втулки по трем направляющим колонкам. Диаметры рабочих поверхностей колонок значительно увеличены по сравнению с размерами колонок обычных штампов. Колонки и втулки изготовляются из легированной стали 35ХМЮА с последующим азотированием, что повышает их износоустойчивость.
Сопрягаемые поверхности колонок притирают по втулкам для обеспечения тугой посадки и высокой степени чистоты Ra=0,016 мкм по ГОСТу 2789—59.
37. Способ крепления фасонных пуансонов в штампах для изготовления пластин
Контур вырубаемой пластины оформляется матрицей и тремя пуансонами, которые изготовляют из легированной стали Х12Ф1.
Окончательные размеры этих деталей после их термической обработки достигаются шлифованием. Для повышения жесткости конструкции, а также устранения вибрации матрицу и пуансонодержатель запрессовывают в промежуточном кольце, с помощью которого они получают дополнительное крепление на плите. Фасонные пуансоны закрепляют в пуансонодержателе путем заливки их хвостовиков сплавом ПОС 40 при сборке штампа, что обеспечивает правильное расположение пуансонов.
При сборке штампа необходимо уделять особое внимание правильному расположению режущих элементов пуансонов и матрицы, так как недостаточные величины зазоров ведут к резкому снижению стойкости штампа. Кроме того, с помощью ограничителей следует правильно выставлять величину захода пуансонов в матрицу. Эта величина должна составлять 1,5 толщины штампуемого материала.
38. Особенности конструкции хвостовика штампов для изготовления пластин статоров и роторов
В конструкции штампа применен самоустанавливающийся (плавающий) хвостовик. Сферический вкладыш позволяет хвостовику принимать различные положения относительно вертикальной оси, сохраняя при этом постоянный центр давления. Самоустанавливающийся хвостовик устраняет влияние погрешностей хода ползуна пресса на штамп.
39. Особенности конструкции колонок штампов для изготовления пластин статоров и роторов
. На рис. показаны три конструкции колонок с повышенной износоустойчивостью. Колонки типа А и Б армированы пластинами твердого сплава, впаянными в пазы колонок.
В отверстиях втулок устанавливают твердосплавные кольца, закрепляемые механически или посредством пайки.
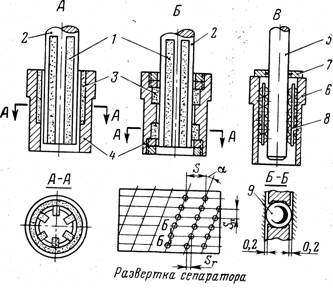
Направляющие колонки высокой износостойкости для штампов: 1 — твердосплавная пластина; 2 — стальная державка; 5— твердосплавная втулка; 4 — стальная втулка; 5 — направляющая колонка; 5— направляющая втулка; 7 —крышка с сальником; 8— сепаратор; 9 — шарик
Широкое распространение получили колонки типа В, Между рабочими поверхностями таких колонок и втулок монтируют сепараторы. Сепаратор представляет собой втулку с отверстиями, расположенными по винтовой линии (см. развертку сепаратора).
Отверстия сепаратора имеют ступенчатую форму, причем глубина большего отверстия рассчитывается так, что высшая точка заложенного в отверстие шарика выступает над наружной поверхностью сепаратора на 0,2 мм. Для предохранения шариков от выпадания из гнезд, края отверстий с наружной стороны сепаратора подчеканиваются (не заклинивая шарик). В сепаратор, как правило, закладывают шарики диаметром 4 мм (но не свыше 5 мм), Конструкция колонки типа В обеспечивает высокую точность сопряжения рабочих поверхностей колонок со втулками и плавность хода верхней плиты штампа.
40. Способ и устройство подачи полосового материала в штамп
Подача полосового материала в штамп должна обеспечиваться автоматически. Наиболее распространенными видами автоматической подачи полос являются крючковая и валковая.
В случае валковой подачи вместе с прессом работает специальная установка для предварительного перемещения полосы в валковый механизм. Согласованная работа данной установки и пресса с валковой подачей обеспечивается электрической связью. Валковая подача приводится в действие коленчатым валом пресса, а установка для предварительного перемещения полосы — сжатым воздухом.
41. Есть ли отличие в схеме и устройствах для подачи ленточного и полосового материала в штамп? Если - да, то в чём оно состоит?
В случае валковой подачи полосового материала в штамп, вместе с прессом работает специальная установка для предварительного перемещения полосы в валковый механизм. Согласованная работа данной установки и пресса с валковой подачей обеспечивается электрической связью.
В случае валковой подачи листового материала в штамп движение материала обеспечивается только механизмом валковой подачи. Как-то так =^-^=
42. Что такое заусенец? На что он влияет? Нужно ли его удалять?
Заусенцы – это то, что остаётся при штамповке на одной стороне вырубленной пластины. Оставшиеся заусенцы могут вызвать замыкание между пластинами в собранном пакете изделия, поэтому их необходимо удалять. Зачистку заусенцев производят на гратосъемных станках.
43. Назначение промывки пластин и как её осуществляют?
В процессе выполнения различных операций пластины загрязняются маслом, абразивной пылью и другими веществами. Особенно загрязняются пластины при их зачистке на гратосъемном станке. Поэтому перед дальнейшей обработкой пластины нужно промывать.
Пластины из электротехнических сталей обычно промывают в ваннах щелочным раствором ОП-7 (ГОСТ 8433—57), являющимся продуктом обработки моно - и диалкиофенолов окисью этилена, а затем горячей водой. Для предохранения пластин от коррозии одна из промывочных ванн должна содержать ингибитор, например, водный раствор хромпика. Перемещение пластин из одной ванны в другую может производиться как механически, так и вручную.
Пластины из пермаллоя в большинстве случаев зачищают после штамповки на вертикально-сверлильных станках торцовыми абразивными кругами с вулканитовой связкой, в результате чего пластины сильно загрязняются резиной. Поэтому пластины из пермаллоя следует промывать в подогретых растворителях (трихлорэтилен, тринатрийфосфат Na3 PO4, раствор ОП-7) с помощью ультразвуковых колебаний.
После промывки пластины просушивают в специальных сушильных установках или сушильных шкафах
44. Назначение изоляционного покрытия пластин статоров и роторов, виды покрытий
Для уменьшения потерь на вихревые токи, а так же для предотвращения нагрева пакетов роторные и статорные пластины гиромоторов покрывают изоляционным слоем.
В зависимости от конструкции и условий работы гиромотора изоляционное покрытие пластин производится или нанесением слоя лака (марки К-4, ГФ-95,бакелитовый лак, имеющий вязкость, близкую вязкости лака К-47) или созданием оксидной пленки. Оксидную пленку можно получить лишь на пластинах из электротехнической стали. С этой целью применяют один из двух способов: паротермическое оксидирование или отжиг.
45. Используемые виды покрытий пластин статоров и роторов и в чём их отличие?
В зависимости от конструкции и условий работы гиромотора изоляционное покрытие пластин производится или нанесением слоя лака (марки К-4, ГФ-95,бакелитовый лак, имеющий вязкость, близкую вязкости лака К-47) или созданием оксидной пленки.
Что касаемо оксидной плёнки.
На пластинах, прошедших паротермическое оксидирование, при сборке могут образоваться трещины и сколы. Кроме того, оксидная пленка, является непрочной, подверженной шелушению. Данный способ можно применять для изделий не ответственного назначения. Он занимает немного времени и не требует специального оборудования. По сравнению с паротермическим оксидированием отжиг дает лучшие результаты. Он не вызывает большой хрупкости материала и шелушения оксидной пленки.
Что касаемо лака.
Лучшие изоляционные свойства пластины получают при покрытии их поверхностей слоем лака.
46. В чем состоит контроль покрытия пластин статоров и роторов?
Пластины с нанесенной оксидной пленкой должны подвергаться внешнему осмотру. При обнаружении на поверхности пластин растреснувшейся или отслаивающейся оксидной пленки пластины отбраковывают. Необходимо также проверять сопротивление изоляции оксидной пленки. Для такой проверки собирают пакет, состоящий из семидесяти пластин. Сопротивление изоляции проверяют на приспособлении, работающем по метод вольтметра—амперметра на постоянном токе, при напряжении 3 в и нагрузке 16 кГ. Величина электрического сопротивления пакета не должна быть менее 5 Ом. Кроме того, следует измерять магнитную индукцию материала пластин, что выполняют c помощью баллистического метода при постоянном токе.
47. Материалы лакового покрытия пластин статоров и роторов
Выбор марки лака для пластин определяется условиями работы. Например, для пластин, работающих при температур 200—250° С, применяют кремнеорганический лак марки К-4, имеющий вязкость 45—50 секунд по вискозиметру ВЗ-4 при температуре 20°С. Пластины, работающие при температуре, не превышающей 120°С, покрывают глифталевым лаком марки ГФ-95 или бакелитовым лаком, имеющими вязкость, близкую вязкости лака К-47.
48. Особенности изоляционных покрытий статорных и роторных пластин, работающих в вакууме, и условия их выполнения
Роторные и статорные пластины вакуумных гиромоторов, а также других изделий, работающих в вакууме, не лакируют, а лишь подвергают отжигу в вакуумных печах. Перед загрузкой в печь такие пластины собирают в пакеты и пересыпают окисью алюминия
По окончании этой термической обработки пакеты рассыпают, пластины тщательно очищают от окиси алюминия струей сжатого воздуха и отправляют на повторную промывку.
49. В каких условиях хранят статорные и роторные пластины и используемые при этом материалы
Все типы пластин обычных и вакуумных гиромоторов, так же как и пластины других изделий, хранят на складе готовых деталей (СГД), в промежуточных цеховых кладовых и на рабочих местах сборщиков в консервированном состоянии, что предохраняет их от коррозии.
С этой целью обычно применяют консистентные углеводородные смазки. Однако такой метод консервации недостаточно эффективен. Кроме того, процессы нанесения и удаления консистентной смазки являются трудоемкими и связаны с необходимостью соблюдения тепловых режимов, а также применения легковоспламеняющегося бензина.
Для более простого и экономичного предохранения пластин от коррозии их завертывают в бумагу, пропитанную летучим ингибитором — замедлителем коррозии. Лучший ингибитор—бензоат натрия приготовляют из 100 весовых частей бензольной кислоты и 35,8 весовых частей едкого натрия, растворяя их в воде до насыщенного раствора при комнатной температуре.
Один слой бумаги, пропитанной в таком ингибиторе, предохраняет пластины в течение года. При более длительном хранении пластины завертывают в два и более слоев ингибированной бумаги.
