

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
РАЗРАБОТКА и исследование новых конструкций
ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ для механической
обработки гуммированных деталей бумагоделательных машин
Специальность 05.02.13 – Машины, агрегаты и процессы (машиностроение)
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Ижевск – 2011
Работа выполнена в ФГБОУ ВПО «Ижевский государственный технический университет»
Научный руководитель: | кандидат технических наук, доцент |
Официальные оппоненты: | доктор технических наук, профессор кандидат технических наук, доцент |
Ведущая организация: | , г. Ижевск |
Защита состоится «09» февраля 2012 года в 16 00 часов на заседании диссертационного совета Д 212.065.03 в Ижевском государственном техническом университете , ИжГТУ.
С диссертацией можно ознакомиться в библиотеке Ижевского государственного технического университета.
Отзыв на автореферат, заверенный гербовой печатью, просим направлять на имя ученого секретаря диссертационного совета.
Автореферат разослан « » декабря 2011 г.
Ученый секретарь диссертационного совета,
доктор технических наук, профессор _____________________
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность проблемы. Развитие современной полиграфической техники предъявляет возрастающие требования к качеству продукции, выпускаемой целлюлозно-бумажной промышленностью. Для выполнения этих требований необходимо применение высококачественных бумагоделательных машин. Поэтому разработка нового оборудования и совершенствование технологических методов, обеспечивающих высокую производительность и качество обработки деталей бумагоделательных машин, является важной народнохозяйственной задачей.
В первую очередь это относится к оборудованию, используемому в процессе обработки, при которой формируется поверхностный слой формообразующих деталей, определяющих эксплуатационные свойства машины в целом. Особенно актуальна эта задача при обработке рабочих поверхностей гуммированных валов бумагоделательных машин. От качества изготовления валов и их износостойкости зависит качество выпускаемой бумаги по таким показателям, как равномерность и однородность, гладкость и другие, а также производительность машин, определяемая скоростью схода бумаги и временем простоев, связанных с заменой гуммированных валов.
В отечественной и зарубежной литературе практически отсутствуют систематизированные сведения о механической обработке валов, покрытых различными марками резины. В тоже время практика механической обработки требует применения оборудования, инструмента и рациональных режимов для изготовления гуммированных валов. В этой связи разработка оборудования для высокопроизводительной механической обработки гуммированных валов на базе новых технических решений представляет актуальную научно-техническую проблему, имеющую существенное значение для развития страны.
Цель работы. Повышение производительности механической обработки гуммированных валов бумагоделательных машин, обеспечивающей требуемое качество обработанных поверхностей путём разработки и исследования новых конструкций технологического оборудования.
Задачи исследования. Сформулированная цель и проведенный анализ нерешенных проблем по теме диссертации позволили определить следующие основные задачи исследований диссертационной работы:
1. Исследовать особенности процесса механической обработки гуммированных валов бумагоделательных машин;
2. Определить недостатки существующего оборудования, инструмента и технологической оснастки, применяемого для механической обработки гуммированных валов бумагоделательных машин;
3. Разработать математическую модель описания поведения резины в зоне резания;
4. Разработать методику силового анализа при взаимодействии резца с неметаллическим материалом;
5. Разработать высокопроизводительное оборудование, инструмент и технологическую оснастку для механической обработки гуммированных валов бумагоделательных машин;
6. Выполнить экспериментальные исследования разработанного оборудования, инструмента и технологической оснастки.
Объект и предмет исследования. Объектом исследования является механическая обработка гуммированных валов бумагоделательных машин. Предметом исследования является оборудование для точения и шлифования формообразующих поверхностей валов бумагоделательных машин и технологический процесс применения данного оборудования.
Методы исследования. Теоретические методы исследования базируются на теориях механизмов и машин, теоретической механики, технологии машиностроения, теплофизики, резания и шлифования, а также на методах математического исследования, научного планирования эксперимента и обработки результатов экспериментального исследования. Расчётные исследования проведены с применением средств вычислительной техники по разработанным автором программам. Экспериментальные исследования выполнены в лабораторных условиях с помощью с помощью метрологически обеспеченного специализированного контрольно-измерительного оборудования.
Достоверность и обоснованность. Достоверность исследований обеспечена обоснованностью теоретических положений, реализацией их в конструкциях экспериментальных образцов оборудования для обработки гуммированных валов бумагоделательных машин, экспериментальной проверкой в лабораторных условиях.
На защиту выносятся разработанное специальное оборудование для механической обработки гуммированных валов точением и шлифованием, теоретические и расчетные исследования разработанного оборудования, научно-обоснованные рекомендации по внедрению разработанного оборудования и обеспечению качества обработанной поверхности гуммированных валов бумагоделательных машин.
Научная новизна заключается в следующем:
1. Разработана математическая модель для описания поведения резины в зоне резания;
2. Разработана методика силового взаимодействия лезвия резца с неметаллическим материалом;
3. Разработано специальное оборудование для точения и шлифования гуммированных валов, позволяющее повысить качество обработанных поверхностей и производительность процесса механической обработки;
4. Разработаны технологический процесс изготовления гуммированных валов с применением созданного оборудования и структура САПР технологического процесса механической обработки гуммированных валов;
5. Разработаны научно-обоснованные рекомендации по выбору рациональных режимов резания, обеспечивающих производительную обработку.
Практическая ценность. Полученные в работе результаты позволили разработать технологическое оборудование для обработки гуммированных валов бумагоделательных машин, обеспечивающее необходимые требования к деталям на стадии предварительной и окончательной обработки.
Разработаны конструкции инструмента, позволяющие вести обработку с использованием разработанного оборудования.
Практическая полезность результатов подтверждена девятью патентами РФ на полезную модель и двумя свидетельствами на регистрацию программ ЭВМ.
Реализация результатов. Разработанные теоретические положения диссертационной работы внедрены в практику проектирования и применяются при разработке новых экспериментальных конструкций оборудования для обработки гуммированных валов бумагоделательных машин, в ФГБОУ ВПО «ИжГТУ», а также в учебном процессе при подготовке специалистов по специальности «Металлообрабатывающие станки и станочные комплексы».
Апробация работы. Основные положения диссертационной работы докладывались и обсуждались: на 1, 2, 3, 4, 5, 6, 7-ой выставках-сессиях инновационных проектов студентов и молодых ученых (г. Ижевск, 2004, 2005, 2006, 2007, 2008, 2009, 2010 г. г.); на научно-технической конференции «Современные технологии в машиностроении и автомобилестроении» в рамках научно-технического форума с международным участием «Высокие технологии – 2005» (г. Ижевск, 2005 г.); на Всероссийской научно-технической конференции «Проблемы и перспективы автомобилестроения в России» (г. Ижевск, 2008 г.); на электронной научно-технической конференции «Автомобиле - и тракторостроение: проектирование, конструирование, расчёт и технологии ремонта и производства» (Российская Академия Естествознания); на 13-ой Международной научно-технической конференции «Новые материалы и технологии в машиностроении» (г. Брянск, 2011 г.); 4-ой Международной научной заочной конференции «Актуальные вопросы современной техники и технологии» (г. Липецк, 2011 г.); на 12-ой Международной научно-практической конференции «Актуальные вопросы современной науки» (г. Москва, 2011 г.); на 6-ой Всероссийской конференции-семинаре с международным участием «Научно-техническое творчество: проблемы и перспективы» (г. Самара, 2011 г.).
Диссертация неоднократно докладывалась и обсуждалась на кафедре ФГБОУ ВПО ИжГТУ «Автомобили и металлообрабатывающее оборудование».
Публикации. По теме диссертации опубликовано 20 научных статей (в том числе три статьи в журналах, включенных в перечень ВАК); получено девять патентов на полезные модели, два свидетельства о регистрации программ ЭВМ.
Структура и объем диссертации. Диссертационная работа состоит из введения, пяти глав, заключения и выводов, списка литературы. Диссертационная работа изложена на 169 страницах машинописного текста, содержит 56 рисунков, 9 таблиц и список литературы из 118 наименований.
КРАТКОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы работы, определен объект исследования, проведена краткая аннотация всех глав диссертации и дается общее представление о диссертационной работе.
В первой главе дан анализ существующих методов механической обработки гуммированных валов, а также анализ существующих технологий обработки.
Анализ работ по теме диссертации показал, что исходным сырьем материала, применяемого для облицовки гуммированных валов, является каучук. Однако каучук в чистом виде не может обеспечивать требования, предъявляемые к резиновым покрытиям. Для придания каучуку дополнительных свойств к нему добавляют наполнители. Изменяя тип наполнителя и его весовой состав к связующему материалу (каучуку) можно получать покрытия с заданным сочетанием механических свойств: твердое, средней твердости и мягкое. Основной метод получения гуммированных валов, применяемых в бумагоделательных машинах – вулканизация.
При производстве гуммированных валов большого диаметра одной из проблем является снятие значительных припусков до 15¸20 мм на сторону. Повысить производительность на этих операциях посредством выбора инструментального материала, придания оптимальной геометрии не удается. Поэтому обработку наружного диаметра, с целью удаления неровного поверхностного слоя вулканизированной заготовки, приходится осуществлять в 3-4 прохода. Указанные трудности, возникающие при обработке гуммированных валов, обусловлены особенностями их структуры и физико-механических свойств: интенсивным абразивным воздействием наполнителя на режущую кромку инструмента, концентрацией температуры в зоне резания вследствие низкой теплопроводности материала.
Исходя из анализа исследовательских работ и производственного опыта в области механической обработки гуммированных валов бумагоделательных машин, сформулированы цель и задачи исследования данной работы.
Во второй главе разработана математическая модель для моделирования вязкоупругого поведения резины в зоне резания.
Разделению материала на части под воздействием лезвия предшествует процесс предварительного сжатия им материала до возникновения на его кромке разрушающего контактного напряжения σр. Момент возникновения последнего определяется значением усилия Ркр, прикладываемого к чашечному резцу и преодолевающего ряд сопротивлений различного происхождения, возникающих в материале. В большинстве случаев при резании упруговязких материалов усилие Ркр, при котором завершается процесс сжатия материала и начинается его резание, является максимальным. Условия, при которых усилие резания принимает величину Ркр, являются критическими. Рассмотрим указанное взаимодействие лезвия резца с материалом.
При углублении лезвия в слой материала на его режущей кромке возникает разрушающее контактное напряжение σр, начинается процесс резания. На чашечный резец действуют следующие силы (рис. 1): Ррез - сопротивление разрушению материала; Робж - силы обжатия материалом; Рсж - сопротивление слоя сжатию.
От нормальной силы N на фаске лезвия возникает сила трения:
Т2 = Nf,
где f=tgφ - коэффициент трения массы о материал лезвия; φ - угол трения.
Силу N можно выразить через угол трения:
![]() .
.
Аналогичная сила трения Т1 возникает на другой грани лезвия от силы Робж:
Т1=Робж cos γ f.
Горизонтальная проекция сил Т1 и Т2 равна:
Т’1=Т1 sin a=Робж f cos γ sin a, Т’2=Т2 cos γ=![]() f cos γ,
f cos γ,
где a - задний угол резца, γ - передний угол резца.
В момент начала резания критическая сила Pкр, приложенная к резцу, должна преодолеть сумму всех сил, действующих в горизонтальном направлении, т. е.:
Ркр=Ррез + Рсж + Т1’+ Т2’. (1)
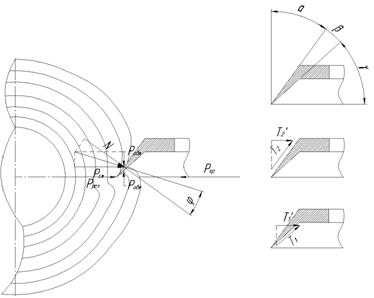
Рисунок 1 - Сопротивление, возникающие при внедрении лезвия в материал
Силу Ррез можно определить как произведение площади кромки лезвия Fкp на разрушающее контактное напряжение σр:
Ррез=Fкр·σр=δΔlσр,
где δ - толщина лезвия; Δl - длина лезвия.
Зависимость величин сил Рсж и Ро6ж, входящих в выражение (1), от других параметров процесса аналитически можно определить следующим образом.
Примем для упрощения задачи, что  .
.
Рост напряжения  с увеличением εсж отстает от роста силы Рсж вследствие того, что с внедрением лезвия в слой при условии
с увеличением εсж отстает от роста силы Рсж вследствие того, что с внедрением лезвия в слой при условии ![]() (где b - толщина лезвия), площадь Fx, на которую действует сила Рсж, растет по закону:
(где b - толщина лезвия), площадь Fx, на которую действует сила Рсж, растет по закону:
Fx=Δlhсжtg β.
Элементарную силу сжатия dРсж, действующую со стороны столбика площадью dF, длиной, равной единице, и шириной dx можно представить в виде:
dPсж=Еεсж dhсж tg β.
Подставив значение εсж, получим:
dPсж=Е dhсж tg β;  .
.
Таким образом, необходимая сила Рсж для сжатия слоя фаской ножа, находится в квадратичной зависимости от величины hсж и графически представляет собой квадратичную параболу.
Если в вертикальном направлении относительная деформация равна ε1, то элементарная сила обжатия:
dРобж=ε1Еdhсж.
Относительную деформацию ε1 можно выразить известной зависимостью
ε1=εсж μ,
где μ - коэффициент Пуассона.
Деформации в поперечном направлении здесь поглощаются главным образом за счёт уплотнения материала в слое.
Сила, обжимающая фаску,
Робж=μ =μ
=μ![]() .
.
Если учесть, что коэффициент Пуассона имеет малые значения, можно сказать, что Робж составляет незначительную долю от величины Рсж.
Подставляя значения всех сил, противодействующих Ркр, получим значение последней для лезвия длиной Δl=l:
 ,
,
или, преобразуя, будем иметь:
 .
.
Для учета трения материала о фаски увеличим угол γ клина на величину двух углов φ трения материала о фаски, таким образом, получая антифрикционный клин с углом γо=γ+2φ (рис. 2). В дальнейших рассуждениях допускам, что угол φ и сила N нормального давления поверхности клина на материал неизменны при всех значениях угла γ. Связь между силами N, воздействующими на материал фасками клина, и вызывающей их внешней силой Р', действующей в направлении перемещения, выражена уравнением:
![]() , (2)
, (2)
где Ncos - нормальная к плоскости симметрии клина сила, раздвигающая материал при внедрении клина.
Рисунок 2 - Схема сил, возникающих на гранях клина, внедряемого в материал
Полное усилие Р, необходимое для внедрения клина в материал, выражается уравнением:
![]() , (3)
, (3)
где Р1 - усилие, необходимое для внедрения клина без участия фасок; Nsin - совпадающая с направлением резания слагающая нормального давления фаски клина на материал без учета силы трения; Ntgφ - сила в плоскости фаски, преодолевающая силу трения, a Ntgφcos - ее слагающая в направлении внедрения клина.
Однако как в уравнении (2), так и в (3), не учитывалось то обстоятельство, что с возрастанием угла γ сила N возрастает пропорционально приращению ширины разреза при условии, что величина внедрения клина при этом одинакова. Уравнения (2) и (3) с учетом этого принимают вид:
![]()
и
![]() . (4)
. (4)
Указанные уравнения хотя и не учитывают всех особенностей процесса резания лезвием, однако по существу отражают основную закономерность изменения усилия Р, необходимого для внедрения лезвия в материал. В них учтены наиболее важные факторы силового взаимодействия лезвия с материалом, хотя свойства материала не нашли отражение.
Существенное влияние на процесс формообразования среза оказывает скорость резания. Установлено, что при малых скоростях резания, соизмеримых или меньших, чем скорость распространения деформаций, разрушение материала происходит по слабым сечениям слоя, не совпадающим с плоскостью разреза, и, поэтому, срез получается не чистым. Чем значительнее скорость резания относительно скорости распространения деформации в материале, тем волна напряжений быстрее доходит до менее удаленных от среза слабых сечений в слое, и их разрушение происходит ближе к сечению разреза. Этим и объясняется более чистый срез. При значительных скоростях резания, разрушение слоя происходит вне зависимости от слабых сечений в слое только по поверхности разреза.
Для определения условия качественной обработки и значения величины скорости резания в зоне упругого поведения резины использовано условие:
 ,
,
где а – скорость движения упругой волны в упругом теле; Е=Е1+Е2 – мгновенный модуль упругости резины; ρ – плотность резины.
Максимальные скорости резания ограничиваются тепловыми процессами на задней поверхности – наружной поверхности вращающегося резца, на которой происходит контакт с обрабатываемой поверхностью.
В третьей главе приведены конструкции разработанного оборудования для точения, а также экспериментальной установки.
Задачей разрабатываемого оборудования для точения валов является повышение производительности процесса механической обработки и качества обрабатываемой поверхности.
Поставленная задача достигается тем, что приспособление содержит планетарную головку, состоящую из корпуса, выполненного в виде колеса, вала с водилом и трех сателлитов, на которых крепятся чашечные резцы.
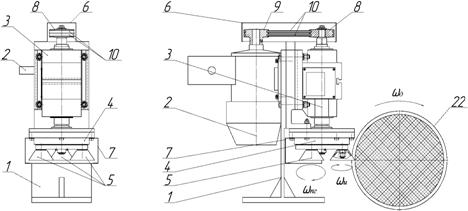
Рисунок 3 – Приспособление для точения гуммированных валов
Приспособление для точения валов, представленное на рисунке 3, состоит из рамы 1, на которую крепится электродвигатель 2 и шпиндель 3. К шпинделю 3 приспособления крепится планетарная головка 4. На шпиндели планетарной головки устанавливаются три чашечных резца 5. Вращающиеся части приспособления закрыты защитными кожухами 6 и 7. Вращательное движение передается от электродвигателя 2 к шпинделю 3 посредством шкивов 8, 9 и клиновых ремней 10.
Планетарная головка для точения наружной цилиндрической поверхности вала, представленная на рисунке 4, содержит планетарное колесо 11, являющееся корпусом планетарной головки, в котором происходит обкат трех сателлитов 12, расположенных под углом 120º друг к другу и находящихся радиально на одной окружности. На сателлитах 12 установлены чашечные резцы 5, сателлиты 12 установлены в роликовые радиально-упорные подшипники качения 13, которые располагаются между двумя одинаковыми дисками 14 и 15. Для предотвращения проворота водила относительно входного вала 16 в соединении вал-втулка установлены две призматические шпонки 18. Корпус планетарной головки 11 закреплен с основанием рамы 19 при помощи шести болтов 20. В основании 19 расположен шариковый подшипник качения 21, в который установлен входной вал 16.
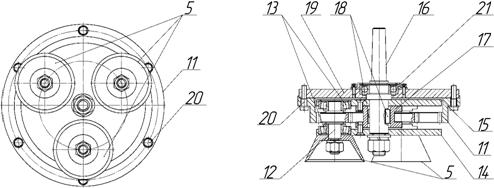
Рисунок 4 – Планетарная головка для точения наружной цилиндрической поверхности вала
Приспособление для точения валов с планетарной головкой работает следующим образом. Приспособление подводят к обрабатываемой наружной цилиндрической поверхности вала 22, которая вращается с угловой скоростью ωд. Включают привод планетарной головки 4, который приводит во вращение входной вал 16 и водило. Водило приводит во вращение три сателлита 12, которые обкатываются по планетарному колесу 11, тем самым воспроизводится двойное вращение водила вокруг оси неподвижного планетарного колеса 11 с угловой скоростью ωпг и вращение сателлитов 12, с установленными на них чашечными резцами 5 вокруг собственной оси с угловой скоростью ωи. При таком вращении чашечные резцы 5, представленные на рисунке 5, оси которых находятся на одной окружности, поочередно кратковременно входят в контакт с обрабатываемой поверхностью вала 22, вращающейся вокруг своей оси, и срезают слой материала в зоне контакта по траектории a – b – c.

Рисунок 5 – Схема работы приспособления
Разработанная конструкция приспособления для точения с планетарной головкой позволяет производить прерывистую обработку наружных цилиндрических поверхностей обрезинненых валов чашечными резцами, что в свою очередь повышает качество обработанной поверхности. Так же, за счет смены чашечных резцов во время обработки детали увеличивается стойкость инструмента.
Для проведения экспериментальных исследований было изготовлено специальное устройство, представленное на рисунке 6.
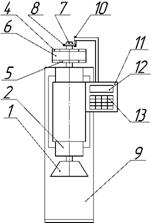
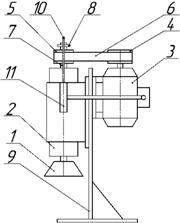

Рисунок 6 – Экспериментальное устройство
Ротационный чашечный резец 1 устанавливают в шпинделе 2 устройства. Шпиндель 2 вращается электродвигателем 3 постоянного тока посредством плоскоременной передачи. На валу электродвигателя 3 установлен шкив 4. Шкив 4 соединен со шкивом 5 плоским ремнем 6. Шкив 5 установлен на валу 7 шпинделя 2. На валу 7 закреплен диск 8 с прорезью. Шпиндель 2 и электродвигатель 3 установлены на основание 9.
Для управления точностью обработки установлены фотоэлектрический датчик 10, аналогово-цифровой преобразователь, микропроцессор, цифро-аналоговый преобразователь, пульт управления 11. На пульте управления 11, представленном на рисунке 7, находится дисплей 12 и панель 13 с кнопками.
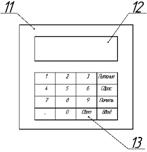

Рисунок 7 – Пульт управления
Устройство для ротационного точения устанавливают на суппорт станка, как показано на рисунке 8. Заготовка приводится во вращение шпинделем станка, при этом она имеет угловую скорость ωз. Ротационный чашечный резец 1 вращается шпинделем 2 устройства для ротационного точения. Его подводят к заготовке. Ротационный чашечный резец 1 имеет угловую скорость ωи, которая является скоростью резания Vр. Обработку осуществляют путем перемещения ротационного чашечного резца 1 вдоль заготовки с подачей S.
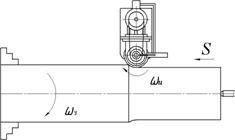
Рисунок 8 – Схема установки устройства на токарном станке
Определение скорости резания Vр осуществляется с помощью фотоэлектрического датчика 10. Фотоэлектрический датчик 10 сканирует поверхность диска 8 с прорезью, что позволяет определить число оборотов n шпинделя 2, и при помощи аналогово-цифрового преобразователя передает его значение на микропроцессор. Перед началом обработки вводится предварительно измеренный диаметр ротационного чашечного резца 1, указываемый в метрах. Так как электродвигатель 3 может регулироваться бесступенчато, подбирая необходимое число оборотов шпинделя 2 можно управлять скоростью резания.
Cила резания Pz рассчитывается по принципиальной схеме, представленной на рисунке 9. Микропроцессор по значениям силы тока I, напряжения U и скорости резания Vр рассчитывает силу резания Pz. Сила резания Pz может управляться путем регулирования силы тока I и напряжения U. После расчета силы резания Pz, скорости резания Vр, числа оборотов шпинделя 2 устройства и мощности затрачиваемой на процесс резания электродвигателем 3, с помощью цифро-аналогового преобразователя их значения выводятся на дисплей.
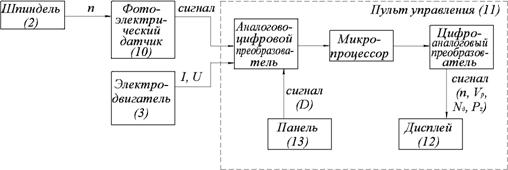
Рисунок 9 – Принципиальная схема расчета параметров
Так же разработан специальный инструмент – ротационный чашечный резец. В ротационном чашечном резце, представленном на рисунке 10, круговая режущая кромка образована пересечением его задней поверхности и передней поверхности, имеющей форму конуса, на задней поверхности резца нанесены зубцы.
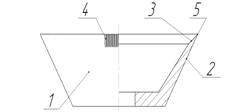
Рисунок 10 – Ротационный чашечный резец
Ротационный чашечный резец 1 состоит из передней поверхности 2, выполненной на конической поверхности чашки резца 1. Задняя коническая поверхность 3 является внутренней поверхностью чашки резца 1. На передней поверхности 2 чашки резца 1 выполнены канавки 4, которые образуют на режущей кромке 5, образованной передней 2 и задней 3 поверхностями, зубцы.
Результаты лабораторных испытаний (рис. 11), показали, что технология с применением оборудования и инструмента разработанной конструкции позволяет повысить производительность при обеспечении требуемого качества обработки.
|
|
|
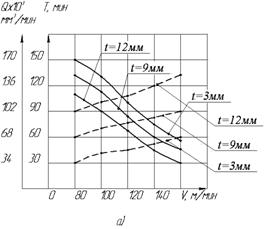
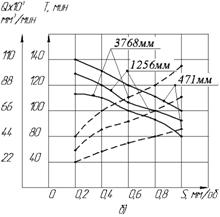
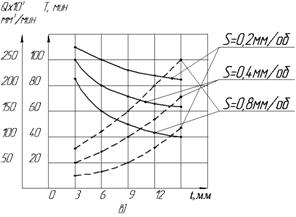
Рисунок 11 - Влияние режимов резания на производительность процесса и стойкость инструмента: а) S=0,2 мм/об; б) t=0,2 мм; в) V=120 м/мин
В четвертой главе рассмотрены вопросы окончательной механической обработки валов. Установлены основные направления интенсификации процесса механической обработки. Определены рациональные режимы резания.
Рассмотренная планетарная головка может использоваться и для шлифования наружной цилиндрической поверхности вала. Для этого необходимо сменить её пространственное ориентирование и установить на сателлиты торцевые шлифовальные круги, как показано на рисунке 12.


Рисунок 12 – Планетарная головка для шлифования наружной цилиндрической поверхности вала
Предлагаемая конструкция планетарной головки позволяет производить прерывистую обработку наружных цилиндрических поверхностей обрезинненых валов тарельчатыми кругами, что в свою очередь повышает качество обработанной поверхности.
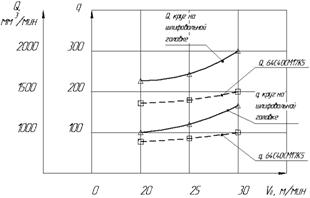
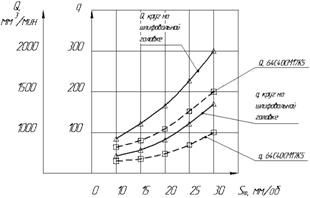
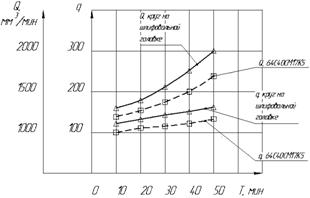
Результаты лабораторных испытаний (рис.13-15), показали, что технология с применением разработанного оборудования позволяет повысить производительность процесса шлифования при обеспечении требуемого качества обработки.
Рисунок 13 - Зависимость съема материала и удельной производительности от скорости вращения детали (Vкр=35 м/с; Sпр=25 мм/об; t=0,5 мм) |
Рисунок 15 - Зависимость съема материала и удельной производительности от продольной подачи Vкр=35 м/с; Vд=30 м/мин; t=0,8 мин |
Рисунок 14 - Зависимость съема материала и удельной производительности от времени работы абразивных инструментов (Vкр=35 м/с; Vд=30 м/мин; t=1,2 мин; Sпр=15 мм/об) |
В пятой главе рассмотрены вопросы проектирования технологического процесса механической обработки гуммированных валов бумагоделательных машин.
Приведены рекомендации, позволяющие наиболее рационально использовать предложенную схему точения и шлифования резины, а также экономическое обоснование предлагаемых вариантов.
ЗАКЛЮЧЕНИЕ И ВЫВОДЫ
В диссертационной работе изложены научно-обоснованные технические и технологические разработки, обеспечивающие решение важной прикладной задачи, состоящей в повышении производительности обработки гуммированных валов и качества их изготовления.
На основании проведенных исследований можно сделать следующие выводы:
1. Анализ технологии изготовления гуммированных валов бумагоделательных машин показал, что существующие методы токарной обработки и шлифования, особенно валов, облицованных мягкой резиной, исчерпали резервы повышения производительности процесса и качества обработанных поверхностей известными способами.
2. Повысить производительность и качество механической обработки гуммированных валов можно путем применения разработанного оборудования с планетарной головкой.
3. Результаты теоретических исследований условий стружкообразования позволили определить критерии назначения скорости резания, основного параметра режима обработки, а именно, скорость вращения резца и шлифовального круга должна быть больше скорости движения упругой волны в резине. Со стороны максимальных скоростей ограничением служит температура, развивающаяся в зоне резания или в зоне контакта резца и детали.
4. Исследованием стружкообразования, геометрических и кинематических параметров разработанного инструмента, режимов резания и других условий точения и их влияния на технологические показатели обработки гуммированных валов доказано преимущество предложенного инструмента.
5. Характерной особенностью разработанного метода точения является принудительное вращение чашечного резца, установленного на планетарную головку специального приспособления. В работе всесторонне изучено влияние скорости вращения резца в процессе резания резины на производительность и качество обработки. Установлено, что эффективность стружкоотделения повышается с увеличением скорости вращения резца до 45 м/с.
6. Теоретическими и экспериментальными исследованиями доказано, что технологические показатели при шлифовании резины эльборовыми кругами, установленными на шлифовальную головку, более высокие по сравнению с обработкой обычными шлифовальными кругами. Например, стойкость инструмента выше в 20…80 раз, а шероховатость в 2…3 раза меньше, теплонапряженность процесса более низкая, что в итоге существенно повышает производительность обработки.
7. Конструкции оборудования и инструмента защищены девятью патентами Российской Федерации на полезные модели.
Основные научные результаты диссертации опубликованы в работах:
Публикации в изданиях, рекомендованных ВАК:
1. , Мкртчян реологических моделей для моделирования вязко-упругого поведения резины// Вестник Ижевского государственного технического университета. – 2008. – №2(38). – С. 21-23.
2. , , Шкляева для точения деталей, изготовленных или облицованных упруго-вязкими материалами// Интеллектуальные системы в производстве. – 2011. – №1(17). – С. 132-135.
3. , Мкртчян тепловых явлений при шлифовании резины// Вестник Ижевского государственного технического университета. – 2011. – №1(49). – С. 38-39.
Публикации в других изданиях:
4. Мкртчян реологических моделей для моделирования вязко-упругого поведения резины в зоне резания// Материалы научно-технической конференции «Современные технологии в машиностроении и автомобилестроении». – Ижевск, ГОУ ВПО «ИжГТУ», 2005 – С. 29-31.
5. , Мкртчян влияния продольной подачи, скорости вращения детали и глубины резания на производительность чистовой механической обработки и шероховатость поверхности валов облицованных резиной// Материалы научно технической конференции «Современные технологии в машиностроении и автомобилестроении». – Ижевск, ГОУ ВПО «ИжГТУ», 2005 – С. 35-37.
6. , Мкртчян структуры САПР технологического процесса механической обработки обрезиненных валов бумагоделательных машин// Интеллектуальные системы в производстве. – 2007. – №2(10). – С. 195-197.
7. , Мкртчян схемы резания при черновой механической обработке// Материалы Всероссийской научно-технической конференции «Проблемы и перспективы автомобилестроения в России». – Ижевск, ГОУ ВПО «ИжГТУ», 2008 – С. 151-154.
8. , Мкртчян автоматизированного формирования набора чашечных алмазных шлифовальных кругов для обработки крупногабаритных обрезиненных валов бумагоделательных машин// Материалы Всероссийской научно технической конференции «Проблемы и перспективы автомобилестроения в России». – Ижевск, ГОУ ВПО «ИжГТУ», 2008 – С. 155-157.
9. , Мкртчян молекулярного строения резины на процесс релаксации при механической обработке гуммированных деталей машин// Интеллектуальные системы в производстве. – 2008. – №1(11). – С. 56-58.
10. , Мкртчян видов изнашивания лезвия при обработке вязко-упругих неметаллических материалов// Интеллектуальные системы в производстве. – 2008. – №1(11). – С. 59-63.
11. , Мкртчян влияния угла заточки лезвия на усилие резания// Интеллектуальные системы в производстве. – 2008. – №2(12). – С. 85-88.
12. , , Кузьмин взаимодействие лезвия в момент начала резания при обработке неметаллических материалов// Интеллектуальные системы в производстве. – 2008. – №2(12). – С. 144-148.
13. , , Голуб взаимодействие лезвия с неметаллическим материалом в момент начала резания при ротационном точении чашечным резцом// Интеллектуальные системы в производстве. – 2009. – №2(14). – С. 46-50.
14. , , Кузьмин приспособление для ротационного точения деталей типа вал, облицованных неметаллическими материалами// Интеллектуальные системы в производстве. – 2009. – №2(14). – С. 169-173.
15. , Голуб прочности изотропных неметаллических материалов// Успехи современного естествознания. – 2009. – №9 – С. 75-77.
16. , , Шкляева приспособления для повышения качества токарной обработки цилиндрических поверхностей гуммированных деталей машин// Материалы электронной научно-технической конференции «Автомобиле-и тракторостроение: проектирование, конструирование, расчёт и технологии ремонта и производства». – Российская Академия Естествознания. – http://www. *****/artticle.
17. , Мкртчян для обработки обрезиненных валов бумагоделательных машин// Материалы 4-ой Международной научной заочной конференции «Актуальные вопросы современной техники и технологии». – Липецк, Издательский центр «Гравис», 2011 – С. 52-56.
18. , Мкртчян оборудование для точения обрезиненных валов бумагоделательных машин// Материалы 13-ой Международной научно-техническая конференции «Новые материалы и технологии в машиностроении». – Брянск, БГИТА, 2011 – С. 74-77.
19. , Мкртчян режущего инструмента и его износ при точении резины// Материалы 12-ой Международной научно-практической конференции «Актуальные вопросы современной науки». – Москва, Издательство «Спутник +», 2011 – С. 479-483.
20. , Мкртчян резцы для обработки обрезиненных валов бумагоделательных машин// Материалы 6-ой Всероссийской конференции-семинара с международным участием «Научно-техническое творчество: проблемы и перспективы». – Самара, ГОУВПО «Самарский государственный технический университет», 2011 – С. 30-32.
21. , , Патент на полезную модель № 000// Ротационный чашечный резец – дата публикации 12.05.2010.
22. , , Музафаров на полезную модель № 000// Планетарная головка для шлифования – дата публикации 10.06.2010.
23. , Музафаров на полезную модель № 000// Ротационный резец – дата публикации 27.09.2010.
24. , Музафаров на полезную модель № 000// Устройство для точения деталей из упруговязких материалов – дата публикации 10.11.2010.
25. , , Шкляева на полезную модель № 000// Приспособление для точения цилиндрических гуммированных деталей – дата публикации 27.09.2010.
26. , Музафаров на полезную модель № 000// Устройство для ротационного точения – дата публикации 10.01.2011.
27. , Музафаров на полезную модель № 000// Приспособление для точения валов – дата публикации 10.02.2011.
28. , Музафаров на полезную модель № 000// Устройство для обработки обрезиненных валов – дата публикации 27.01.2011.
29. , Музафаров на полезную модель № 000// Резец – дата публикации 27.05.2011.
30. , , Каракулова о государственной регистрации программы для ЭВМ № // Расчёт фасонной фрезы – дата регистрации 22.11.2010.
31. , , Каракулова о государственной регистрации программы для ЭВМ № // Расчёт фасонного резца – дата регистрации 22.11.2010.
Автореферат диссертации на соискание ученой степени кандидата технических наук
«Разработка и исследование новых конструкций технологического оборудования для механической обработки гуммированных деталей бумагоделательных машин»
Подписано в печать | Заказ № | Тираж 100экз. |
Бумага типографская | Формат 60*90/16 | |
ИжГТУ, . |
