
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 544.726
ВІДНОВЛЕННЯ КОЛІНЧАСТИХ ВАЛІВ ДВИГУНІВ ВНУТРІШНЬОГО ЗГОРЯННЯ ІОННО ‑ ІМПУЛЬСНОГО АЗОТУВАННЯ
*, д-р техн. наук; В. В. Алєксєєв*;
А. В Рутковський**, канд. техн. наук
*Національний транспортний університет;
**Інститут проблем міцності ім. НАНУ
У роботі описано технологію відновлення твердості поверхневого шару шийок вала після механічної ремонтної операції методом іонно-імпульсного азотування.
Перспективним напрямком підвищення зносостійкості деталей ДВЗ є метод іонно-імпульсного азотування в пульсуючій плазмі тліючого розряду [1]. На ДВЗ автомобілів ЗИЛ 130 встановлюють колінчастий вал зі сталі 45, на ДВЗ автомобілів – КамАЗ, ЯМЗ – із сталі 50Г [2-4]. Традиційна обробка стальних колінчастих валів полягає у такому:
1) для нормалізованого вала:
- температура нагріву в печі, ![]() 850-870;
850-870;
- витримка в печі, хв 140;
- охолоджувальне середовище повітря;
2) для поліпшеного вала:
- нагрів під гартування,![]() 800-820;
800-820;
- витримка в печі, хв 110;
- охолоджувальне середовище вода ( 20-30![]() );
);
- нагрів для відпуску,![]() 580-610;
580-610;
- витримка в печі, хв 150;
- охолодження повітря.
У ході експлуатації шийки колінчастих валів зношуються. Після першого і кожного повторного ремонтів механічною обробкою корінних та шатунних шийок вала ДВЗ ЯМЗ знімається 0,25мм. Це призводить до втрати твердості поверхневого шару. Тому мета даної роботи – розробити на основі лабораторних досліджень технологію відновлення твердості поверхневого шару шийок вала після механічної ремонтної операції. Як базова технологія обране іонно-імпульсне азотування, яке відоме у світовій практиці машинобудування як ефективний спосіб відновлення деталей.
Закордонні технології передбачають використання як робочого середовища водню. Проте це призводить до небажаного зниження механічних властивостей серцевини деталі. Дана розробка передбачає заміну водню аргонно-азотною сумішшю і принципове удосконалення.
Для утворення якісного покриття при температурах, менших від температури відпуску, необхідно мати високу енергію потоку частинок, що конденсуються на поверхні деталі. При зіткненні з твердою поверхнею в мікрооб’ємах поверхневого шару створюються умови, що забезпечують утворення хімічних зв’язків без об’ємного нагрівання деталі. У вакуумну камеру вводиться аргонно-азотна суміш для утворення іонного потоку, який одержується з газового розряду.
За нормальних умов гази не є струмопровідними [5]. Однак при високих напругах та в умовах вакууму такі ізоляційні властивості можуть змінюватись. В області F-G (рис.1) вольт-амперна характеристика тліючого розряду є додатною. Ця область “сильнопоточного” тліючого розряду, яка використовується як технологія для іонно-імпульсного азотування, є метастабільною і трансформується під дією зовнішніх факторів у небажану стабільну форму – електричну дугу. Для запобігання утворенню дуги використовується швидкодійне реле, завдяки чому не відбувається пошкодження відновлюваної поверхні колінчастого вала.
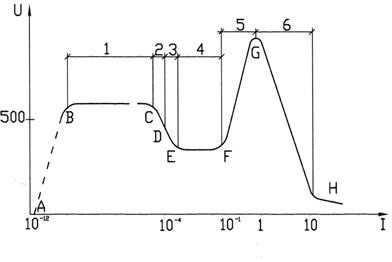
Рисунок 1 ‑ Вольт-амперна характеристика тліючого розряду
У випадку застосування випрямленого імпульсного струму утворюються залежні від місця виникнення потенціали та просторові заряди (рис. 2). Напруга внаслідок великої різниці мас-електронів та іонів спочатку залишається приблизно постійною і тільки біля поверхні катода починає спадати. Цей спад, що обумовлений інтенсивним іонним бомбардуванням катода, дозволяє використовувати імпульсну плазму тліючого розряду для обробки поверхні. Збуджені атоми та молекули випромінюють кванти світла, завдяки чому в області катодного падіння напруги спостерігається світіння тліючої кромки, яка набуває форми відновлюваної деталі.
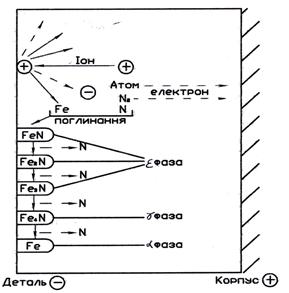
Рисунок 2 ‑ Схема утворення азотованого шару
Для забезпечення робочої температури, меншої за температуру відпуску, розроблена схема живлення, яка працює в імпульсному режимі з частотою 100Гц. Система включає (рис. 3): трансформаторний блок, силовий випрямляч, блок для створення імпульсів газового розряду, систему управління, систему вимірювання тиску і температури. Окрім системи живлення, установка оснащена вакуумною системою, яка складається з двох вакуумних насосів, системою подачі газів.
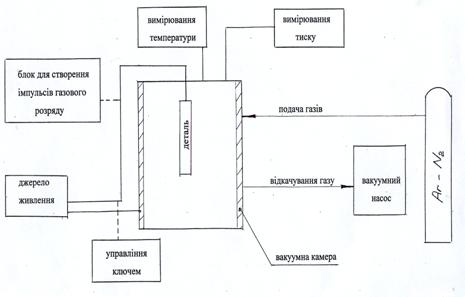
Рисунок 3 ‑ Блок-схема установки іонно-імпульсного азотування
При відновленні колінчастих валів серед основних параметрів нанесення покриття слід визначити такі:
- товщина азотованого шару – 0,2 мм (рис. 4);
- тривалість процесу азотування - 8 годин;
- глибина первинного вакууму - 0,4 Па;
- робочий тиск - 80-260 Па;
- твердість азотованого шару HV.
Висновок
Іонно-імпульсне азотування на відміну від інших способів азотування є фінішною операцією при відновленні колінчастих валів ДВЗ і має такі переваги:
- більш високу твердіть поверхні після обробки;
- відсутність деформації після обробки;
- вищу зносостійкість відновлюваної деталі;
- низьку температуру азотування, внаслідок чого немає структурних перетворень у матеріалі колінчастого вала;
- відсутність переходу тліючого розряду у дуговий;
- забезпечення дифузійного насичення у важкодоступних місцях;
- зниження собівартості відновлення.
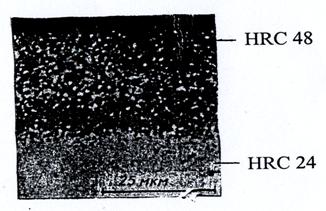
Рисунок 4 ‑ Структура поверхневого шару азотованої шийки колінчастого вала
Однак при відновленні за цим способом особливу увагу слід приділяти попередній підготовці поверхні. Зокрема, перед азотуванням необхідно видалити всі залишки забруднюючих речовин. Для очищення колінчастих валів слід застосувати миття в мийній машині з використанням ультразвуку.
SUMMARY
In the article a technology of crank-shaft journal surface hardness recovery with the aid of ion-impulse nitration after crank-shaft repairing is described.
Список літератури
1. Dr.-Ing. R. Chatterjee-Fisher, Dr.-Ing. R. Hoffman Wärmebehandlung von Eisenwerktoffen Nitriden und Nitrocarburieren 199p.
2. Рудницкий выносливости коленчатых валов автомобильных двигателей и поворотных кулаков автомобилей. ‑ М.,1966.‑ 64 с.
3. Баранова валы тракторных двигателей повышенной надежности и долговечности. ‑ М., 1965.- 56с.
4. , Валькович двигателей ЯМЗ-236 и ЯМЗ-238. ‑ М., 1968.‑ 256 с.
5. ПовстеньВ. О., Фізичні основи та джерела живлення зварювальної дуги. ‑ К.: Аристей, 2004.‑ 168 с.
Надійшла до редакції 5 грудня 2005 р.
