
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
19 £ 24 мм
Черт. 2
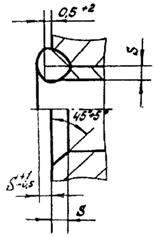
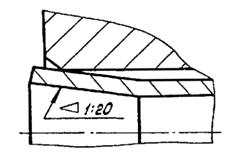
Тип Р3
Только для комбинированных соединений из закаливающихся сталей
Н ³ l + 11 мм
Черт. 3
(Измененная редакция. Изм. № 2).
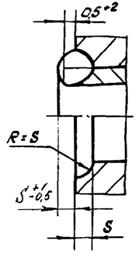
Тип Р4
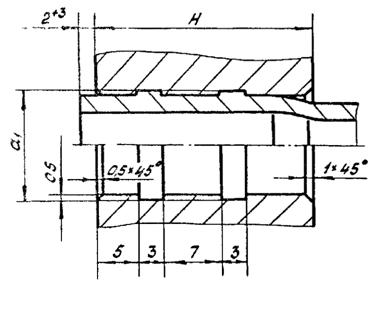
Н ³ 24 мм
Черт. 4
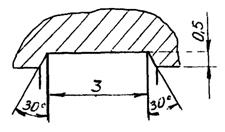
Тип Р5
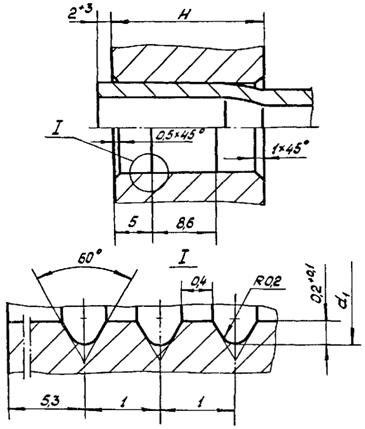
9 кольцевых канавок, не менее
Н ³ 19 мм
Черт. 5
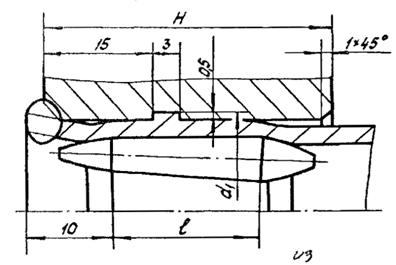
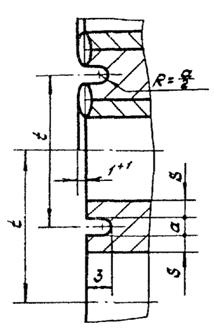
Длина развальцовки
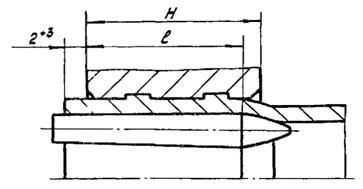
Черт. 6
Черт. 6а
(Измененная редакция. Изм. № 2).
Трубы должны быть развальцованы в трубной решетке на длину l, указанную в табл. 3.
Таблица 3
ДЛИНА РАЗВАЛЬЦОВКИ И ТОЛЩИНА ТРУБНОЙ РЕШЕТКИ
мм
Наружный диаметр труб, de | Все типы развальцовки, кроме Р3 | Для типа Р3 | ||||
Длина развальцовки, l | Толщина трубной решетки H при длине развальцовки l, не менее | Наименьшая толщина трубной решетки, Hmin | Наименьшая длина развальцовки, lmin | Длина развальцовки, l | Толщина трубной решетки H, не менее | |
16 20 | 19 | 24 | 19 | 11 | 20 | 31 |
25 38 | 26 | 31 | 20 | 15 | 24 | 35 |
57 | 42 | 47 | 23 | 36 | 47 |
Развальцовка труб на длину, превышающую толщину трубной решетки, не допускается. При длине развальцовки l толщина трубной решетки Н не должна быть менее значений, указанных в табл. 3.
При меньшей толщине трубной решетки, которая не должна быть менее Hmin (см. табл. 3), длина развальцовки определяется по формуле
lmin £ l £ H - 5, (1)
где lmin - наименьшая длина развальцовки (см. табл. 3), мм.
Допускаемые отклонения длины развальцовки l и lmin не должны быть более плюс 3 мм.
Допускается развальцовку труб производить на всю толщину трубной решетки, не доходя до тыльной плоскости трубной решетки на расстояние не менее 2+3 мм.
(Измененная редакция. Изм. № 2).
2.2.3. ДЛИНА РАЗВАЛЬЦОВКИ И ТОЛЩИНА РЕШЕТКИ ДЛЯ ТИПА Р3
Трубы из закаливающихся сталей (1Х13, 15Х5М и др.), а также в других технически обоснованных случаях после сварки следует развальцовывать на расстоянии 10 мм от сварного шва развальцовочным инструментом с роликами, скругленными с двух сторон.
(Измененная редакция. Изм. № 2).
Расстояние 10 мм измеряется от вершины сварного шва до начала цилиндрической части ролика (черт. 3). В этом случае в трубной решетке нарезается одна кольцевая канавка на расстоянии 15 мм от лицевой стороны решетки.
Длина развальцовки l и соответствующая ей наименьшая допустимая толщина трубной решетки Н определяются по табл. 3 (для типа Р3).
2.3. ТИПЫ СВАРКИ
2.3.1. КОНСТРУКЦИЯ
Типы сварки труб с трубными решетками, применяемые в комбинированных соединениях, приведены на черт. 7-9.
Ширина канавки а (сварка по типу С3, черт. 9) не должна быть менее 2 мм и принимается по табл. 4.
Таблица 4
ШИРИНА КАНАВКИ (ТИП С3)
мм
Размеры трубы | 25´2 | 25´1,5 | 38´2 | 57´2 | 57´3 |
Ширина канавки а | 2,5 | 3,5 | 5,4 | 8,2 | 6,2 |
(Измененная редакция. Изм. № 2).
2.3.2. НАИМЕНЬШАЯ ТОЛЩИНА ПЕРЕМЫЧКИ
При выборе типа сварки необходимо проверить наименьший предельный размер перемычки mmin (см. табл. 2), который не должен быть менее значений mсmin, определяемых по табл. 5 в зависимости от толщины стенки трубы S.
Таблица 5
РАЗМЕРЫ ПЕРЕМЫЧКИ ПРИ СВАРКЕ
Тип сварки | С1 | С2 | С3 |
mсmin, мм, не менее | 2S | 2S + 0,5 | 2S + 1,6 |
Если для заданных размеров трубы, толщины решетки и выбранного типа сварки
mсmin > mmin,
Тип С1
Для обычных условий
Черт. 7
(Измененная редакция. Изм. № 2).
Тип С2
Для тяжелых условий
Черт. 8
(Измененная редакция. Изм. № 2).
Тип С3
Черт. 9
(Измененная редакция. Изм. № 2).
Коническая развальцовка перед сваркой
Черт. 10
2.3.3. РАЗМЕРЫ СВАРНЫХ ШВОВ
Расстояние между сварными швами не нормируется. Высоту сварных швов следует принимать согласно черт. 7-9. В технически обоснованных случаях допускается изменение высоты сварных швов по согласованию с головной организацией.
(Измененная редакция. Изм. № 2).
2.4. ВЫЛЕТ ТРУБ
В вальцовочных соединениях трубы должны выступать над поверхностью трубной решетки не менее чем на 2 мм.
Допустимое отклонение величины вылета труб не должно быть более плюс 3 мм.
В комбинированных соединениях трубы должны выступать над поверхностью трубной решетки не менее чем на 0,5 мм.
Допустимое отклонение величины вылета труб не должно быть более плюс 2 мм для типов сварки С1 и С2 и плюс 0,5 мм для типа С3.
В технически обоснованных случаях допускаются комбинированные соединения с утопанием трубы на глубину, устанавливаемую предприятием-изготовителем, но не превышающую 1,5 толщины стенки трубы.
(Измененная редакция. Изм. № 2).
2.5. ТИПЫ СОЕДИНЕНИЙ
Для крепления труб в трубных решетках следует применять типы вальцовочных и комбинированных соединений, указанные в табл. 6.
Вальцовочные соединения в зависимости от толщины решетки Н следует применять с одной (тип Р2, 19 £ Н < 24 мм) или двумя (тип Р4, Н ³ 24 мм) кольцевыми канавками.
Радиус округления внутренних углов канавок не более 0,5 мм. Допускаются канавки трапециидальной формы.
(Измененная редакция. Изм. № 2).
Вальцовочные соединения с мелкими треугольными кольцевыми канавками (не менее 9 канавок) можно применять для решеток любой толщины (тип Р5, Н ³ 19 мм).
Применение развальцовки без канавок (тип Р1) допускается только в комбинированных соединениях.
Вылет трубы и форму разделки лицевой части трубной решетки в комбинированных соединениях следует принимать согласно черт. 7-9 на типы сварки С1-С3.
Развальцовку после сварки следует производить по сварному шву на длине, указанной в п. 2.2.2 (кроме типа Р3, см. п. 2.2.3).
Таблица 6
ТИПЫ СОЕДИНЕНИЯ ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ
Типы развальцовки | Типы соединений | |||
Вальцовочные | Комбинированные | |||
Типы сварки | ||||
С1 | С2 | С3 | ||
Р1 | - | С1Р1 | - | С3Р1 |
Р2 | Р2 | С1Р2 | - | - |
Р3 | - | С1Р3 | - | - |
Р4 | Р4 | С1Р4 | С2Р4 | С3Р4 |
Р5 | Р5 | - | - | - |
2.6. ПРИМЕНЕНИЕ
Тип соединения труб с трубными решетками по таблице 6 и класс точности соединения по п. 1 выбирает для стандартных аппаратов предприятие-изготовитель, для аппаратов единичного исполнения, изготавливаемых по индивидуальным технологическим проектам - проектная организация по согласованию с предприятием-изготовителем.
(Измененная редакция. Изм. № 2).
Рекомендации по предпочтительному применению классов точности и типов соединений в зависимости от взрывоопасности и вредности среды, расчетного давления и температуры по ОСТ (раздел 3) приведены в приложении 2.
(Измененная редакция. Изм. № 3).
2.7. УСЛОВНОЕ ОБОЗНАЧЕНИЕ
Пример условного обозначения комбинированного типа соединения трубы с трубной решеткой 3 класса точности, в котором сварка выполняется по типу С1, развальцовка - по типу Р2:
Тип С1Р2-3 ОСТ 85
(Измененная редакция. Изм. № 2).
Пример условного обозначения вальцовочного соединения 4 класса точности с развальцовкой типа Р4:
Тип Р4-4 ОСТ 80
(Измененная редакция. Изм. № 2).
3. МАТЕРИАЛЫ
3.1. ТРУБЫ
Теплообменные трубы должны соответствовать техническим требованиям ОСТ (разделы 2 и 10, приложения 4, 20 и 24). Предельные размеры наружного диаметра и толщины стенок труб, применяемых для соответствующего класса точности соединений по п. 1 должны удовлетворять требованиям п. 1.3 и 1.4 настоящего стандарта.
(Измененная редакция. Изм. № 2, 3).
3.2. ТРУБНЫЕ РЕШЕТКИ
Листовая сталь и стальные поковки, предназначенные для изготовления трубных решеток, должны соответствовать требованиям ОСТ (разделы 2 и 10, приложения 2, 5, 18 и 21).
(Измененная редакция. Изм. № 2, 3).
Толщина трубной решетки после РД , но не должна быть менее значений, приведенных в п. п. 2.2.2 и 2.2.3 настоящего стандарта.
(Измененная редакция. Изм. № 4).
3.3. МЕХАНИЧЕСКИЕ СВОЙСТВА
Механические свойства материала теплообменных труб и трубных решеток должны удовлетворять следующим условиям:
![]() ;
;
d5, % ³ 20,
где ![]() и
и ![]() - наименьший предел текучести соответственно материала труб и трубных решеток;
- наименьший предел текучести соответственно материала труб и трубных решеток;
d5, % - относительное удлинение материала труб.
В случае, если ![]() <
< ![]() и d5 % < 20 % допускается по согласованию с головной организацией применять комбинированные соединения.
и d5 % < 20 % допускается по согласованию с головной организацией применять комбинированные соединения.
(Измененная редакция. Изм. № 2).
4. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ
4.1. ПОДГОТОВКА ТРУБ и отверстий
(Измененная редакция. Изм. № 2).
Наружная поверхность концов прямых теплообменных труб (за исключением труб из коррозионностойких сталей, а также из цветных металлов и сплавов), должна быть зачищена до чистого металла на длине, равной удвоенной толщине трубной решетки плюс 20 мм. Длина зачистки концов U-образных труб равна толщине решетки плюс 20 мм.
Наружный диаметр трубы после зачистки не должен быть менее величины demin (см. табл. 1) для соответствующего класса точности соединения. Подготовка труб для АВО по ОСТ 79.
На поверхности трубных отверстий не должно быть грязи и ржавчины, продольных и винтовых рисок. Допускаются одиночные кольцевые риски, а также продольные и винтовые риски на 2/3 длины вальцовочного соединения. Наличие рисок следует контролировать визуально.
(Измененная редакция. Изм. № 2).
4.2. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
Параметр шероховатости Rz (ГОСТ 2789-73) поверхностей трубные отверстий и зачищенных концов труб в зависимости от класса точности и вила соединений по п. 1.1 и 2.1 настоящего стандарта не должен превышать значений, указанных в табл. 7.
Таблица 7
ПАРАМЕТР ШЕРОХОВАТОСТИ
Класс точности соединений труб с трубной решеткой | 1 | 2 | 3 | 4 | |
Rz мкм, не более | Вальцовочные соединения | 12,5 | 20 | 32 | 40 |
Комбинированные соединения | 25 | 40 | 50 | 63 |
4.3. РАЗВАЛЬЦОВКА ТРУБ
Инструмент, оборудование и технология развальцовки труб вальцовочных и комбинированных соединений должны соответствовать требованиям ОСТ . Конусообразность внутренней поверхности трубы после развальцовки не должна быть более 0,3 мм на длине l развальцовки (см. черт. 3 и 6). Острые кромки в месте перехода от развальцованной части трубы к неразвальцованной, а также риски, отслаивание и шелушение металла на внутренней поверхности трубы после развальцовки не допускаются.
(Измененная редакция. Изм. № 2).
4.4. СТЕПЕНЬ РАЗВАЛЬЦОВКИ
Степень развальцовки труб В, мм определяется по формуле
В = dik - (di + Db),
где dik, di - внутренний диаметр трубы соответственно после и до развальцовки, мм (см. черт. 1);
D = dp - de - диаметральный зазор между трубой и трубным отверстием, мм;
dp - диаметр трубного отверстия, мм;
de - наружный диаметр трубы, мм;
 - коэффициент толстостенности трубы (см. табл. 8).
- коэффициент толстостенности трубы (см. табл. 8).
Рекомендуемые значения степени развальцовки В, а также ее наименьшее (Вmin) и наибольшее (Вmax) допустимые значения для всех типов развальцовки, применяемых в вальцовочных и комбинированных соединениях, приведены в табл. 8.
Степень развальцовки следует контролировать по величине крутящего момента в соответствии с ОСТ .
(Измененная редакция. Изм. № 2).
4.5. СВАРКА ТРУБ
Перед сваркой труб с трубными решетками концы труб на длине по п. 4.1, лицевую поверхность решетки и трубные отверстия следует очистить до чистого металла от ржавчины, грязи, смазки и тщательно обезжирить.
Диаметральный зазор между трубным отверстием и трубой рекомендуется не более 0,3 мм. Для обеспечения этого требования рекомендуется коническая развальцовка трубы перед сваркой (без применения смазки) до соприкосновения наружной поверхности трубы с краем трубного отверстия (черт. 10).
Сварку следует производить неплавящимся или плавящимся электродом в среде защитных газов на вертикальной плоскости или в нижнем положении. Вариант сварки в нижнем положении - предпочтительный.
Сварочные материалы и требования к сварным соединениям должны соответствовать ОСТ (раздел 10 и приложение 16).
(Измененная редакция. Изм. № 3).
5. КОНТРОЛЬ И ИСПЫТАНИЯ
5.1. ГИДРОИСПЫТАНИЯ
Все теплообменные трубы должны быть подвергнуты гидравлическим испытаниям на предприятии-изготовителе труб. При отсутствии в сертификатах данных о гидроиспытаниях предприятие-изготовитель теплообменных аппаратов обязано провести выборочные гидроиспытания в соответствии с требованиями ГОСТ 3845-75 по 3 % труб от каждой партии, но не менее 5 труб. При получении неудовлетворительных результатов хотя бы по одной из труб проводят повторные испытания на удвоенном количестве труб, взятых от той же партии.
Результаты повторных испытаний являются окончательными. При получении неудовлетворительных результатов повторных испытаний следует провести гидроиспытания всей партии труб.
Допускается проведение гидроиспытаний на наибольшее пробное давление, применяемое на предприятии-изготовителе теплообменных аппаратов.
Трубы для 9-и, 12-и метровых и U-образных аппаратов, получаемые сваркой из 2-х и более заготовок, подлежат обязательному гидроиспытанию в соответствии с требованиями раздела 4 ОСТ до начала сборки трубного пучка.
(Измененная редакция. Изм. № 3).
5.2. ОПЕРАЦИОННЫЙ КОНТРОЛЬ
Виды и объем операционного контроля качества подготовки труб и трубных решеток под развальцовку и сварку в зависимости от класса точности соединений следует устанавливать по табл. 9.
Таблица 8
СТЕПЕНЬ РАЗВАЛЬЦОВКИ ТРУБ В
Наружный диаметр трубы de, мм | Толщина стенки трубы S, мм | Коэффициент b | Степень развальцовки труб В, мм для типов развальцовки | ||||||||
Р4 | Р2, Р3, Р5 | Р1 | |||||||||
В | Вmin | Bmax | В | Вmin | Bmax | В | Вmin | Bmax | |||
16 | 1,5 | 1,22 | 0,39 | 0,05 | 0,73 | 0,31 | 0,03 | 0,59 | 0,09 | 0,01 | 0,17 |
2,0 | 1,33 | 0,42 | 0,06 | 0,78 | 0,34 | 0,04 | 0,64 | 0,12 | 0,02 | 0,22 | |
20 | 2,0 | 1,25 | 0,43 | 0,80 | 0,35 | 0,66 | 0,13 | 0,24 | |||
25 | 1,5 | 1,14 | 0,41 | 0,76 | 0,33 | 0,62 | 0,11 | 0,20 | |||
2,0 | 1,19 | 0,44 | 0,82 | 0,36 | 0,68 | 0,14 | 0,26 | ||||
2,5 | 1,25 | 0,46 | 0,07 | 0,85 | 0,38 | 0,05 | 0,71 | 0,16 | 0,03 | 0,29 | |
38 | 2,0 | 1,12 | 0,47 | 0,87 | 0,39 | 0,73 | 0,17 | 0,31 | |||
57 | 2,0 | 1,08 | 0,51 | 0,08 | 0,94 | 0,43 | 0,06 | 0,80 | 0,21 | 0,04 | 0,38 |
57 | 3,0 | 1,12 | 0,55 | 0,09 | 1,01 | 0,47 | 0,07 | 0,87 | 0,25 | 0,05 | 0,45 |
(Измененная редакция. Изм. № 2).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
