

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Планирование на предприятии
Генеральное планирование цели
Стратегическое планирование (долгосрочное планирование программы предприятия и его потенциала)
Оперативное планирование (среднее и краткосрочное планирование, план мероприятий)
Связь управления и планирования изображена на рисунке 1.
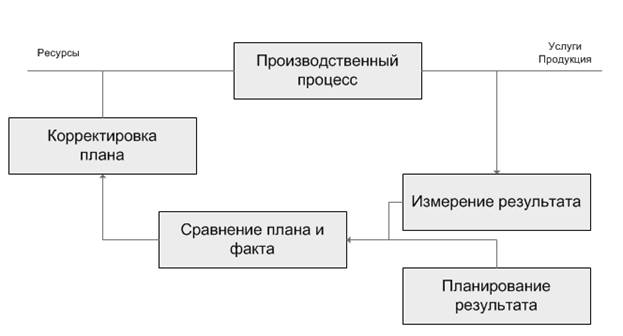
Рис.1. Связь управления и планирования
Организация оперативного планирования и контроля на машинно-строительном предприятии
Три уровня
1)Завод
2)Цех
4)Участок
На уровне завода – ПДО – планово-диспетчерский отдел
На уровне цеха - ПДБ – планово-диспетчерское бюро
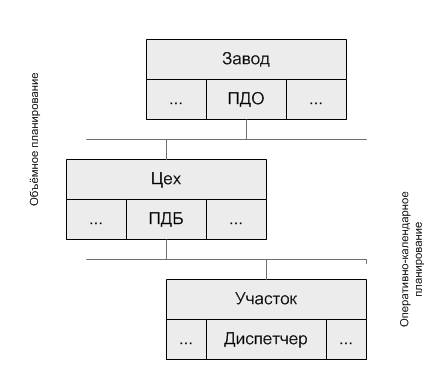
Рис.2. Организация оперативного планирования и контроля на машинно-строительном предприятии
Главная цель объемного планирования – распределение годовой производственной программы завода по кварталам и месяцам между цехами и участками исходя из производственных возможностей и с учетом последовательности выполнения работ. Стараются обеспечить макс. Загрузку рабочих и оборудования.
Оперативно-календарное планирование
Конкретизируют объёмные планы и расчёты в более краткие сроки: месяц, декада, неделя, день, смена, доводя графики и расписания движения партии деталей до указания места и часа их конечной обработки.
Два уровня
1)Межцеховой
2)Внутрицеховой
Оперативный учёт
Фиксирует выполненные работы, кол-во изготовленных и забракованных деталей, наличие заготовок и материалов, а также деталей и изделий на складах.
Определяется загрузка рабочих и оборудования
1) Учёт в абсолютных величинах
2) Учёт по отклонению от плана или нормы
Диспетчирование
Предназначается для централизованного контроля за ходом основного производства и его регулирования. При отклонении от плана необходимо свести к мин потери и принять всевозможные меры для возвращения к плану.
Стандартная модель линейного программирования
Целевая функция:
![]()
Где DB – маржинальная прибыль – доход минус переменные затраты.
![]() - цена j продукта
- цена j продукта
![]() - затраты на j продукт
- затраты на j продукт
![]() - количество продукта
- количество продукта
Ограничения:
max диктует рынок:
![]()
min точка безубыточности:
![]()
Производство:
![]()
Снабжение
![]()
Условие неотрицательности:
![]()
Как правило, допущения, сделанные при формулировке модели не выполняются.
Причины: инфляция, изменение цен.
Используются математико-логические и просто логические способы, учитывающие в общем виде накопленный практический опыт решения таких задач.
Производственная мощность
Верхний предел объёма производства предприятия при данном реально существующем объёме ресурсов.
Его измеряют в:
1) Натуральные величины (штуки, тонны, ![]() ,
, ![]() )
)
2) Норма-часы, машинно-часы, мощность по персоналу и оборудованию
3) Стоимостные единицы
Производственная мощность определяется на этапе стратегического планирования.
Различают три вида мощности:
1) Теоретическая мощность – макс выпуск продукции, которого может достигнуть предприятие при функционировании людей и оборудования в оптимальном режиме, без простоев.
2) Практическая мощность – теоретическая мощность за вычетом нормальных рабочих простоев.
3) Нормальная мощность – средне-годовой уровень производственной мощности, необходимый для удовлетворения ожидаемых продаж.
Определение производственной мощности:
1) По персоналу – численность работников умножают на фонд времени одного работника и суммируют по всем подразделениям.
2) По оборудованию – производительность данного вида оборудования умножаем на фонд времени этого оборудования (2-3 смены) и умножаем на количество единиц этого вида и суммируем по всем видам оборудования установленного на предприятии.
Фонд времени = (год минус выходные и праздники)*8часов.
Трудоёмкость планируемой работы
Норма времени обработки детали умножаем на количество изготовленных деталей и суммируем по всем видам продукции.
Календарно-плановые нормативы.
1) Производственная мощность
2) Объём запуска и выпуска
3) Фонды времени
4) Календарно-плановые нормативы по времени:
Такт (время перемещения изделия на 1 шаг)
Ритм (такт * партию)
Производственный цикл
Опережение
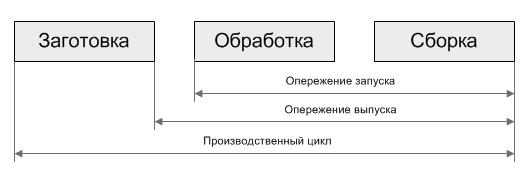
Опережение выпуска – период времени между завершением этапа и моментом окончательного изготовления изделия.
Опережение запуска – время между началом этапа и моментом окончательного изготовления изделия.
Цель использования опережения – управление промежуточными этапами.
Календарно-плановые нормативы объемов – размер партии, серии и заказа.
Определение размера партии
Величина минимально допустимой партии деталей
![]()
![]() - коэффициент допустимых потерь времени на переналадку оборудования. Устанавливается на основе прошлого опыта (0.03 – 0.1).
- коэффициент допустимых потерь времени на переналадку оборудования. Устанавливается на основе прошлого опыта (0.03 – 0.1).
![]() - норма времени на выполнение i операции
- норма времени на выполнение i операции
![]() - подготовительно-заключительное время – время, затрачиваемое на целую партию в начале и в конце (ознакомление с чертежом, подготовка инструмента, сдача на контроль).
- подготовительно-заключительное время – время, затрачиваемое на целую партию в начале и в конце (ознакомление с чертежом, подготовка инструмента, сдача на контроль).
Оптимальный размер партии
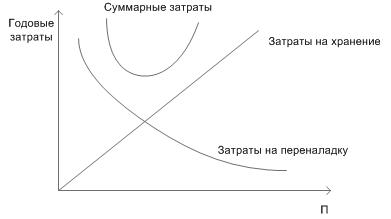
Годовые затраты на переналадку
D - годовой выпуск деталей в штуках
S - затраты на переналадку одной партии
Q - количество деталей в партии
Годовые затраты: ![]()
Годовые затраты хранения
![]()
H - Затраты на хранение одной детали в течение года
Q - Величина партии
![]() =
= ![]()
![]() закон квадратного корня
закон квадратного корня
Упрощенный расчёт размера партии по минимальному непрерывному периоду работы на одном рабочем месте
![]()
Корректировка размера партии
Размер партии должен быть:
1) Больше или меньше месячного выпуска деталей в целое число раз. Необходимо стремиться к минимальному количеству установленных нормативов размеров партии.
2) В целое число раз меньше или больше того числа деталей, которое определяется стойкостью инструмента.
3) Таким, чтобы производственные и складские площади были достаточны для хранения всех партий деталей.
4) Кратным или равным размерам партий деталей в смежных цехах.
Серия – кол-во изделий, выполненных по одной конструкторской документации.
Партия – кол-во изделий, непрерывно изготовляемых без переналадки оборудования на одном рабочем месте.
Системы оперативно-производственного планирования
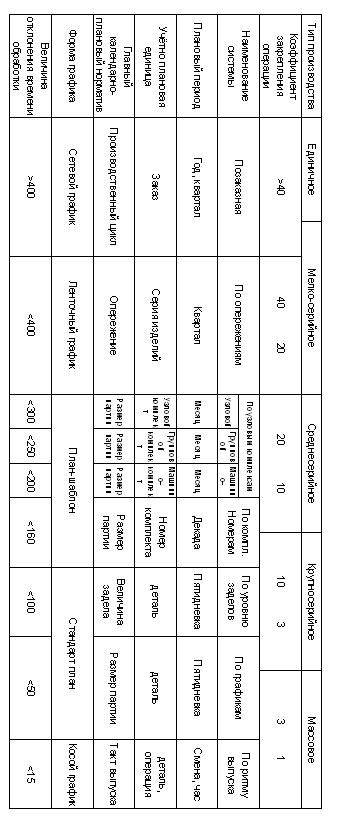
Новочеркасская система непрерывного оперативно производственного планирования
Основной оригинальный элемент – идея условного унифицированного машинно-комплекта.
1) Условный унифицированный машинно-комплект – это машинно-комплект главного изделия плюс приведенные машинно-комплекты других изделий.
2) Сутко-комплект
3) Единый сквозной график
4) Снятие с оперативного учёта расчётных заделов по всей технологической цепочке.
5) Картотека пропорциональности - есть 255 каталожных ящиков с датой, номером, м. к. и с. к.
6) на каждое наименование детали заведена своя карточка.
На карточке:
· Постоянная информация номер детали номер чертежа технологический маршрут величина опережения по всем участкам размер партии
· Переменная информация дата запуска партии деталей дата перехода из цеха в цех брак
Планирование
Утром диспетчер приходит и пускает в производство все карточки с сегодняшней датой. Вечером карточки возвращаются с кол-вом деталей 3200/Сk.
7) Единица отставания
8) Журнал-ключ
Планирование потребности в материалах (MRP)
Зависимый спрос – спрос на детали и сборочные единицы входящие в изделие, зависит от спроса на сами изделия.
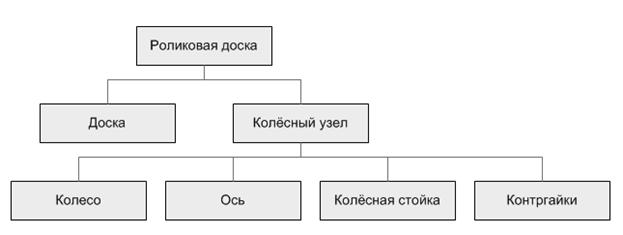
Ведомость вхождения (дерево продукта)
1) доска из стеклотекстолита
2) два колесных узла
· два колеса
· ось
· контргайки
· колёсная стойка
Метод уравновешения размера партии и периода хранения
Метод оптимального размера партии – при постоянном спросе на изготавливаемую продукцию.
При изменяюещемся спросе определить очень сложно. Самый полный подход метод проб и ошибок перебор всех возможных вариантов
Алгоритм Вагнера-Уайтина – упрощенный подход даёт результат близкий к оптимальному, заключается в проверке размера партии на основе поступивших требований.
Производится попытка уравнять размер затрат на размещение одного заказа с размером затрат на складское хранение такого же заказа. Т. к. оптимальным размером партии является такой размер партии, когда затраты на его размещение равны затратам на хранение. От оптимального решения результат отличается на 7 процентов.
Нормативно-календарные расчёты в серийном производстве
Задача – обеспечить организацию производственных процессов в условиях заданного масштаба производства, определяемого плановым заданием по выпуску готовой продукции.
Виды нормативно-календарных расчётов для серийного производства
1) Определение величины партии обработки деталей или серии деталей периодичность запуска этих партий в течение периода.
2) Установление длительности циклов и календарных опережений.
3) Определение стандартных календарных сроков выпуска и запуска партии.
4) Определение величины заделов
5) Разработка стандарт-планов работ производственных участков
Стандарт план – план в котором обработка партии повторяется регулярно.
Нормативно-календарные расчёты в массовом производстве
Ограниченная номерклатура
Стабильные процессы
Наиболее точный подетальный метод оперативно-календарного планирования
Подетальная система – учётно плановой единицой является деталь
Используют следующие календарно-плановые нормативы:
1) такт и ритм поточной линии
2) кол-во рабочих мест по операциям и их загрузка
3) производственный цикл линии
4) косой график
5) заделы, которые составляют нормативный уровень незавершенного производства
Заделы в массовом производстве
По месту образования
Внутрилинейные
Межлинейные
По характеру:
Цикловые
Текущие
Страховые
По назначению
Технологические
Транспортные
Оборотные
Технологический задел – предметы труда, находящиеся на рабочих местах в процессе обработки
![]()
Внутрилинейный транспортный задел предметы труда находящиеся в транспортировке
![]()
![]() - рабочая длина конвейера
- рабочая длина конвейера
![]() - шаг конвейера
- шаг конвейера
Внутрилинейный оборотный задел – только для прямоточной линии.
![]()
Межлинейный транспортный задел – все детали, находящиеся на транспортных линиях.
Величина задела определяется емкостью транспортного устройства.
Межлинейный оборотный задел
![]()
![]() - величина партии на линии поставщика.
- величина партии на линии поставщика.
![]() - величина партии на линии потребителя.
- величина партии на линии потребителя.
Страховой задел – запас деталей, предназначенный для гарантирования процесса производства от срывов.
