
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
производит декоративный бумажно-слоистый пластик на двухленточном прессе HPL 1 производства Hymmen GmbH Maschinen und Anlagenbau по технологии «Continuous Pressure Laminate – ламинат непрерывного прессования» (CPL) при давлении прессования до 40 бар и температуре прессования более180 оС.
Суть технологии заключается в непрерывной подаче в пресс сырья – нескольких слоёв бумаг, пропитанных термореактивными смолами (меламиноформальдегидными и фенолоформальдегидными) и непрерывном получении, на выходе из пресса, однородного материала – декоративного бумажно-слоистого пластика.
Декоративный бумажно-слоистый пластик (ДБСП) непрерывного прессования (CPL) – это современный, экологически чистый отделочный материал, получаемый методом прессования нескольких слоёв бумаг, пропитанных термореактивными смолами.
В Европе этот материал давно знаком и пользуется заслуженным уважением, в России он также находит всё большее и большее применение, благодаря своим уникальным качествам. Пластик незаменим в мебельной и строительной промышленности. Он используется для внутренней отделки помещений, дверей, столов, мебели для офиса, баров, ресторанов, кухонь.
 Декоративные слоистые пластики выдерживают самые высокие требования к качеству и долговечности. Они отличаются стойкостью к истиранию, царапанью, ударопрочностью, обладают свето-, жаро - и влагостойкостью, стойкостью к действию бытовых химикатов.
Декоративные слоистые пластики выдерживают самые высокие требования к качеству и долговечности. Они отличаются стойкостью к истиранию, царапанью, ударопрочностью, обладают свето-, жаро - и влагостойкостью, стойкостью к действию бытовых химикатов.
Верхний декоративный слой может иметь глянцевую или матовую поверхность и может быть выполнен в разнообразной расцветке - от «камня» и «дерева» до фантазийных декоров. представляет группу так называемых постформируемых пластиков, которые обладают способностью к формованию при определённом нагреве. Особенность продукции, изготовленной с применением этих пластиков: закругленные кромки и минимальное количество швов.
Это свойство пластиков значительно увеличивает область применения данного материала в изготовлении мебели (столешницы, молдинги, наличник, подоконники, бордюры и т. п.), а Ваши дизайнерские разработки могут быть более смелыми и новаторскими.
Основные контролируемые параметры постформируемых пластиков.
Наименование | Параметры |
1.Стойкость к кипячению в воде: а) изменение внешнего вида | Не должно быть вздутий, расслоений заметных невооружённым глазом. |
2. Термическая стойкость лицевой поверхности 180оС | Не должно быть изменений поверхности и цвета, за исключением незначительной потери блеска. |
3. Стойкость к загрязнению веществами бытового и хозяйственного назначения. | Не должно быть изменений цвета и внешнего вида лицевой поверхности. |
4.Твёрдость поверхности | Не менее 2Н |
5. Стойкость к истиранию: - с оверлеем не менее - без оверлея не менее | 300 50 |
6. Гидротермическая стойкость.(воздействие пара в течение часа) | Не должно быть трещин, вздутий, потери блеска. |
7. Постформируемость по минимальному радиусу. (толщина*10) | На поверхности не должно быть трещин, вздутий, потери блеска. |
![]()
Безусловно, декоративные слоистые пластики обладают существенными преимуществами перед другими материалами.
Универсальностьприменения:
Строгие и роскошные, скромные и нарядные, слоистые пластики уместны в любом интерьере: в поезде и салоне самых фешенебельных яхт, на кухне и в изысканной гостиной, в детской комнате и в строгой больничной палате.
Экологичность:
Столь широкая «сфера деятельности » объясняется, конечно, не только прекрасными внешними данными. Трудно найти другой материал, способный соперничать со слоистыми пластиками по экологической чистоте.
Они не только не выделяют никаких вредных веществ, но и надежно изолируют выделения формальдегида из ДСП.
Устойчивость:
Эффектный и экологически чистый материал надежен и неприхотлив: ему нестрашны царапины, вода, пар, пищевые продукты, химические реагенты, не поблекнет от солнечного света, не расплавится и не покоробится от довольно высокой температуры. Верой и правдой он будет служить долгие годы, и все, что потребуется от его хозяев - время от времени умыть его теплой мыльной водой.
Заменяет металл:
Металл стоит дорого, да и не во всякой мебели уместен. Слоистый пластик с декором «металик» стоит дешевле, предоставляя при этом куда больший простор для фантазии дизайнера.
Превосходит камень:
Дорог и натуральный камень. К тому же, он хрупок. Это делает проблематичным его применение на кухне, где часты резкие перепады температуры. Да и пористая поверхность - не лучший вариант для помещений, где готовят пищу. Пластик с рисунком «под камень» не менее эффектен, чем натуральный материал, а благодаря верхнему слою надежно защищен от неблагоприятных влияний.
Разнообразие цветов и рисунков:
Обширнейшая коллекция декоративных слоистых пластиков – еще одно отличие
компании.
Простота в использовании:
Не доставляет этот материал больших хлопот и производителям мебели. Весь производственный цикл облицовки сводится к одной операции – приклеиванию слоистого пластика к плите холодным или горячим прессованием, в зависимости от применяемого клея. Поверхность пластика обладает теми же свойствами, что и поверхность ламинированного ДСП, а по некоторым свойствам превосходит. Поэтому, имея в своём распоряжении столярный гидравлический пресс, небольшие производители мебели могут не держать склад ламинированного ДСП, а облицовывать пластиком только детали, по мере необходимости.
При этом мебель, изготовленная с использованием слоистых пластиков, нисколько не уступает изделиям из натуральных материалов, и более того, по некоторым свойствам даже превосходит их.
Перед облицовыванием производится очистка поверхности плиты и задней части пластика от пыли с помощью сжатого воздуха или специальных щеток. Это необходимо для обеспечения качественной адгезии во время прессования. Наклеивание происходит посредством прямого прессования с нанесенным клеевым составом. Прессование бывает горячим и холодным. При горячем прессовании используют карбамидные клеи (расход: 100÷120 г/м2, температура: 100÷140°С, давление: 5÷10 кг/см2, контакт: 40÷120 сек) или клеи на основе ПВА – дисперсий (расход: 80÷90 г/м2, температура: 60÷70°С, давление: 3÷5 кг/см2, контакт: 40÷45 сек). При холодном прессовании используют контактные клеи и клеи на основе ПВА – дисперсий (расход: 80÷90 г/м2, давление: 3÷5 кг/см2, контакт: 20÷30 мин). При применении ПВА требуется выдержка облицованных деталей в стопе.
УСЛОВИЯ ПОСТФОРМИРОВАНИЯ
Ориентировочные режимы постформирования:
температура 150-180оС, нагрев за 12-15с.
Успешность постформирования зависит в первую очередь от оборудования, которое используется в этом процессе.
Необходимо помнить, что оборудование должно обеспечивать определенную скорость (например, пластик, толщиной 0,7 мм, должен быть прогрет до температуры 163 градуса по Цельсию за 20 – 22 секунд) и равномерность прогрева вдоль всей линии постформирования. Разброс температуры вдоль нагревательного элемента не должен превышать 4С.
Контроль и точное поддержание постоянной температуры пластика в области изгиба имеют очень большое значение для данного процесса.
Рекомендуем использовать датчики температуры, термочувствительные краски и карандаши. Успешность постформирования зависит также от правильного сочетания скорости, температуры, радиуса загиба и толщины слоистого пластика.
Если в процессе изгиба будет превышена рекомендуемая температура, то может произойти отделение слоев (образование пузырей). С другой стороны, если температура будет слишком низкой, то может произойти растрескивание пластика (образование микротрещин). Сквозняк, попадание пыли, мелких частиц, излишков клея в зону постформирования от предыдущей операции приклейки пластика на основу также могут служить причиной возникновения микротрещин.
Во избежание избыточного высушивания слоистого пластика во время изгиба необходимо производить нагрев по возможности быстро. А для того, чтобы предотвратить рассеяние тепла, изгиб следует производить сразу же после нагрева.
Важно отметить, что обычно слоистый пластик изгибают вдоль линий шероховки. Потребность в выполнении изгиба поперек линий шероховки следует предварительно обсудить с изготовителем.
Ввиду многочисленных факторов, которые могут воздействовать на процесс последующего формования, мы рекомендуем, чтобы Вы предварительно обсудили его детали с изготовителем оборудования и клеящего материала. Это позволит избежать лишних затрат и расхода пластика
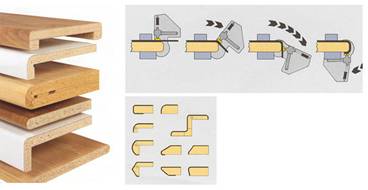
При использовании термореактивного (негибкого) клеящего вещества очень важно следить за тем, чтобы в области изгиба не скапливалось избыточного количества клея. По этой причине, мы рекомендуем в месте клеевого соединения в зоне перехода от плоской к изогнутой поверхности сделать канавку или ступеньку.
| а) скруглённая подложка с надрезом - канавкой |
Типы подложки, позволяющие предотвратить избыточное скопление клея. |
СПОСОБЫ ПОСТФОРМИРОВАНИЯ
Статический способ
 В этом процессе на плоскую часть подложки (например, древесностружечная плита или МДФ) наклеивается слоистый пластик (1а, 2а) причём подложка уже имеет скругление, вокруг которого в дальнейшем будет производиться процесс постформирования пластика. Часть пластика, предназначенную для изгибания, оставляют свисать над скруглённой частью основы. На скруглённую часть подложки и выступающую часть пластика наносят соответствующий клей.
В этом процессе на плоскую часть подложки (например, древесностружечная плита или МДФ) наклеивается слоистый пластик (1а, 2а) причём подложка уже имеет скругление, вокруг которого в дальнейшем будет производиться процесс постформирования пластика. Часть пластика, предназначенную для изгибания, оставляют свисать над скруглённой частью основы. На скруглённую часть подложки и выступающую часть пластика наносят соответствующий клей.
Изгибание с помощью нагрева инфракрасными лучами.
Заготовку, с наклеенным на плоский участок слоистым пластиком, закрепляют в специальном гибочном устройстве. Участок пластика, который выступает за пределы скруглённой подложки, нагревают инфракрасной лампой (1b). Как только достигается необходимая температура, инфракрасную лампу  отводят в сторону, а пластик изгибают вокруг скруглённой части подложки. Однако у этого способа имеется существенный недостаток, – могут образовываться пустоты в зоне постформирования. Поэтому необходимо осуществлять дополнительную прикатку пластика к подложке в зоне постформирования с помощью ручных роликов.
отводят в сторону, а пластик изгибают вокруг скруглённой части подложки. Однако у этого способа имеется существенный недостаток, – могут образовываться пустоты в зоне постформирования. Поэтому необходимо осуществлять дополнительную прикатку пластика к подложке в зоне постформирования с помощью ручных роликов.
Изгибание с помощью контактного нагрева.
Данный процесс позволяет отделывать выпуклую поверхность отдельной детали или небольшой средней партии деталей (подготовительный процесс – рис. 1а, 2а). Слоистый пластик нагревают, затем изгибают и приклеивают к скруглённой подложке с помощью подвижной пластины, нагретой по всей длине до точно заданной температуры. Благодаря одинаковому постоянному давлению по всей длине детали, этот способ исключает недостатки предыдущего.
Непрерывный процесс
Непрерывный процесс изгибания и наклеивания слоистого пластика.
Все современные методы являются одинаковыми, по сути, и отличаются только использованием различных клеящих материалов и устройств для изгибания пластика. Слоистый пластик вначале приклеивают к плоской поверхности подложки, оставляя намеченный для изгиба участок свободно свисать над скруглённой частью подложки (1а, 2а). В зависимости от типа оборудования, клей может наноситься ручным способом (контактные клеи) перед подачей на линию постформирования или, если на линии предусмотрен узел по нанесению клея, непосредственно в рабочем процессе (чаще всего, клей на основе ПВА. В гибочной машине, в ходе непрерывного процесса, выступающая часть пластика нагревается до требуемой температуры (3а), затем гибочные металлические прутки и ролики прижимают пластик к скруглённой части подложки, изгибая его по контуру (3b-3c).
На последнем этапе специальные фасонные металлические ролики прижимают слоистый пластик к подложке для обеспечения хорошего клеевого соединения во всех точках (3d – 3e).
Хранение
Все слоистые пластики должны хранится в закрытом помещении, по возможности, в транспортной упаковке или обернутыми в полиэтиленовую пленку. Листы пластика должны храниться на стеллажах, сверху их можно накрыть листом ДСтП, ДВП или фанеры.
Наиболее благоприятные условия хранения:
температураС, влажность 45 –55%.
Слоистые пластики имеют свойство слегка сжиматься, если хранятся при низкой влажности от 5 до 20% (при этом возможен загиб листов в сторону декора), или расширяться, если хранятся при высокой влажности от 70 до 90% (при этом возможен загиб листов в сторону противоположную декору).
Для снижения внутренних напряжений и повышения прочности склеивания плиты (например, из ДСП) слоистый пластик, плиту и компенсирующие облицовочные материалы (например, подкладочный пластик или бекинг) обязательно следует кондиционировать (выдерживать в условиях производства) от суток.
Раскрой
Резка пластика должна происходить таким образом, чтобы зуб пилы направлялся со стороны декоративного слоя. Это необходимо для предотвращения образования сколов.
Всегда консультируйтесь с поставщиком клеев для уточнения необходимых параметров.
