
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы
Широкое применение электротехнологии в различных областях техники характеризует современный уровень производства. Электротехнологические процессы используются при создании электроники, обработки и получения новых материалов и сплавов, в том числе и с заранее заданными свойствами. Ведущая роль в развитии электротехнологии принадлежит электротермическому оборудованию.
В последнее время большое значение приобретают процессы нанесения покрытий на материалы и изделия. В промышленности для нанесения покрытий широко используются электронно-лучевые установки. Процесс нанесения покрытия в электронно-лучевых установках (ЭЛУ) основан на испарении вещества и последующей конденсации его на изделии в вакууме. Широкие возможности этого метода позволили с успехом использовать его практически во всех отраслях промышленности, особенно в оптике, микроэлектроники и т. д. Важными особенностями метода испарения и конденсации в вакууме являются гибкость и разнообразие технологических применений, высокая производительность, возможность замены в производстве дорогостоящих или дефицитных материалов дешевыми, обеспечение высокого качества изделий, экологическая чистота и возможность автоматизации управления процессом.
Однако при нанесении покрытий в электронно-лучевых установках вызывает большие трудности получение равномерного по толщине слоя по всей поверхности изделия. Управление процессом нанесения покрытий в электронно-лучевых установках обычно сводится к стабилизации основных параметров определяющих ход технологического процесса, что не обеспечивает достижение требуемой точности покрытия. Поэтому решение рассматриваемых в работе задач по совершенствованию системы управления процессом нанесения покрытий с целью повышения их точности является актуальной проблемой.
Целью работы является разработка системы управления скоростью испарения и конденсации в электронно-лучевых установках для нанесения покрытий, обеспечивающей повышение точности и воспроизводимости покрытий от цикла к циклу.
В соответствии с поставленной целью решались следующие задачи:
- анализ состояния и уровня развития технологии, электрооборудования и систем управления процессом нанесения покрытий в электронно-лучевых установках;
- разработка и обоснование системы управления скоростью испарения и конденсации при нанесении покрытий;
- разработка и обоснование датчиков скорости испарения и конденсации материала при нанесении покрытий в электронно-лучевых установках;
- разработка и обоснование моделей системы управления скоростью испарения и конденсации в электронно-лучевых установках;
- исследование на моделях подсистем управления отдельными блоками электронно-лучевой установки и системы в целом;
- проведение экспериментальных исследований системы управления на опытно-промышленной электронно-лучевой установке для нанесения покрытий.
Методы исследования. При исследовании использовались методы теории электротехники, теории автоматического управления, методы имитационного структурного моделирования систем управления, теории тепло - и массопереноса, методы проведения и обработки эксперимента. Результаты теоретических исследований проверялись при проведении экспериментов на опытно-промышленной электронно-лучевой установке для нанесения покрытий.
Достоверность полученных результатов. Достоверность научных положений выводов и рекомендаций, полученных в диссертационной работе, обосновывается корректностью используемых допущений и примененных методов исследования, а также совпадением результатов теоретических исследований с экспериментальными данными, полученными на действующей опытно-промышленной установке.
Научная новизна. Обоснование возможности и целесообразности использования предложенного датчика ионных токов для контроля и управления скоростью испарения и конденсации в электронно-лучевых установках для нанесения покрытий.
Разработка системы и алгоритмов управления скоростью испарения и конденсации в электронно-лучевых установках для нанесения покрытий, использующих датчик ионных токов, стекающих на изделие.
Разработка моделей отдельных подсистем электронно-лучевой установки для нанесения покрытий и системы управления скоростью испарения и конденсации.
Предложена структура адаптивной системы управления скоростью испарения и конденсации в электронно-лучевой установке.
Практическая ценность. Разработанная система управления скоростью испарения и конденсации в электронно-лучевой установке обеспечивает уменьшение разброса толщины наносимых покрытий в каждом цикле и от цикла к циклу с 30% до 3,0%.
Показана целесообразность использования адаптивной системой управления скоростью испарения и конденсации, улучшающей настройку системы на заданное качество регулирования.
Разработана модель системы управления электронно-лучевой установкой для нанесения покрытий, позволяющая в диалоговом режиме проводить ее проектирование применительно к требуемому технологическому режиму.
Разработана методика экспериментального определения параметров отдельных подсистем электронно-лучевой установки и эффективности функционирования системы управления процессом нанесения покрытия.
Апробация работы.
Основные результаты диссертации докладывались и обсуждались на семинарах и заседаниях кафедры «физики электротехнических материалов и компонентов, автоматизации электротехнологических компонентов, автоматизации электротехнологических комплексов», четырнадцатой международной научно-технической конференции студентов и аспирантов «Радиоэлектроника, электротехника и энергетика», Москва, МЭИ март 2008 г.
Публикации.
По результатам проведенных исследований и теме диссертации опубликовано 4 печатных работы, в том числе 3 в изданиях, рекомендованных ВАК.
Структура и объем работы
Диссертация состоит из введения, четырех глав, заключения, библиографического списка на 75 наименований и приложения. Работа изложена на 105 страницах машинописного текста, содержит 41 рисунок и 3 таблицы.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обосновывается актуальность темы диссертации, формулируются цель и задачи исследования, приводится характеристика общего состояния технологии и управления процессами нанесения покрытий в электронно-лучевых установках, дается краткое содержание выполненных исследований.
В первой главе излагается состояние вопроса, приводится обоснование решаемой научной задачи. Отмечается вклад в решение поставленной проблемы отечественных и зарубежных ученых. Проблема создания электронно-лучевых установок для процесса нанесения покрытий может быть сведена к решению следующих задач: разработка конструкционных элементов, электронно-лучевых пушек, вакуумного оборудования, систем электропитания и управления.
Как показывает анализ задачи создания конструкций, технологического и вакуумного оборудования, а также разработки систем электропитания, усилиями отечественных и зарубежных ученых в значительной степени решены. Также можно считать решенными технологические аспекты нанесения покрытий с использованием электронно-лучевых установок. В значительной степени определены принципы построения систем электропитания электронно-лучевых установок. Менее исследованными остаются вопросы разработки и построения систем управления процессами нанесения покрытий удовлетворяющих требованиям технологии по точности и качеству регулирования.
На основании проведенного анализа формулируются цель работы – разработка системы управления скорости испарения и конденсации в электронно-лучевых установках, обеспечивающие повышение точности и воспроизводимости покрытий от цикла к циклу, а также ставятся задачи, которые необходимо решать для достижения поставленной цели.
Вторая глава посвящена разработке системы управления процессом нанесения покрытий в электронно-лучевой установке, разработке моделей, как отдельных подсистем, так и системы управления в целом. Обосновывается возможность использования оригинального датчика ионных токов для измерения скорости испарения вещества в электронно-лучевой установке. Излагаются методики экспериментального определения моделей электронно-лучевой пушки и процесса массопереноса при нанесении покрытий методов анализа и синтеза сложных нелинейных систем с использованием пакета прикладных программ simulink. Обосновывается целесообразность построения адаптивной системы управления процессом испарения и конденсации вещества.
На рис. 1 приведена функциональная схема электронно-лучевой установки, являющейся предметом исследования в работе.
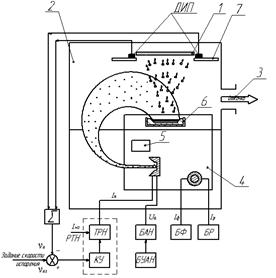
Процесс нанесения покрытия на изделие 1 осуществляется в вакуумной камере 2, снабженной системой откачки 3. Испаритель включает в себя электронно-лучевую пушку 4 с разворотом электронного пучка на 270о. Разворот электронного пучка относительно оси электронной пушки позволяет вынести тигель 5 с испаряемым материалом из области формирования электронного
Рис. 1.
пучка, снизив, тем самым, вероятность возникновения технологических пробоев межэлектродного промежутка. Изделие 6, на которое наносится покрытие, располагается над тиглем 5 за экраном 7 с профилированным отверстием.
Для обеспечения стабильности и повторяемости процесса нанесения покрытия в электронно-лучевых испарительных установках обычно стабилизируют все величины, оказывающие влияние на процесс формирования электронного пучка, т. е. используют автономные регуляторы, обеспечивающие поддержание анодного напряжения Uа, тока накала катода Iн, тока фокусирующей системы Iф и токов Iрx , Iрy развертки луча по координатам X и Y. Однако даже при стабилизации всех величин, участвующих в процессе формирования электронного пучка, имеет место значительный разброс от цикла к циклу по толщине нанесенного слоя. Одной из основных причин такого разброса толщины является нестабильность эпюры распределения плотности пара в рабочей зоне установки.
В работе предлагается для повышения равномерности покрытия по поверхности изделия, использовать систему автоматического управления распределением плотности потока пара. Выбор в качестве регулируемой величины плотности потока пара обусловлен трудностями создания и отсутствием в настоящее время датчиков непосредственного измерения технологического параметра установки - толщины покрытия.
Наиболее значительное влияние на процесс формирования электронного пучка оказывает ток накала катода Iн. Это обстоятельство послужило основанием для построения системы стабилизации массовой скорости испарения на базе регулятора тока накала катода. Система рис.1 включает в себя катод 8 электронной пушки, блок формирования ускоряющего напряжения БАН, тигель 9 с испаряемым материалом 10 и ионное облако 11. Исполнительным элементом системы является тиристорный регулятор напряжения тока катода ТРН. Управляющие элементы системы стабилизации представлены вычислительным устройством ВУ, датчиками ионных потоков ДИП, сигналы с которых через сумматор Σ поступают на вход обратной связи ВУ, подключенного входом задания скорости испарения vиз. к задатчику скорости испарения ЗСИ. В предлагаемой системе стабилизации массовой скорости испарения (рис. 1) сохранен и вход прямого задания тока накала катода Iнз, с помощью которого осуществляется установка требуемого режима испарения материала. Измерение массовой скорости испарения в системе рис. 1 осуществляется косвенным методом по плотности ионного потока, образующегося в зоне испарения при ионизации пара основным электронным пучком. В процессе экспериментального исследования было установлено, что в рабочем диапазоне изменения параметров конденсации зависимость плотности ионного потока от скорости испарения носит линейный характер, а эпюры распределения плотности ионного потока и распределения плотности потока пара, измеренные на плоскости изделия, практически совпадают. Это послужило основанием для использования величины плотности ионного потока для оценки массовой скорости испарения.
Датчики ионного потока ДИП выполнены в виде изолированных от земли металлических пластин 1, расположенных на боковых сторонах профилированного отверстия 2 в экране, который устанавливают между испарителем и изделием.
Для исследования системы управления скоростью испарения в электронно-лучевой установке была разработана математическая модель, представленная в виде структурной схемы, приведенной на рис. 2. Типы и параметры динамических звеньев, входящих в структурную схему, определялись как на основании физических законов, лежащих в основе функционирования элементов системы, так и по результатам экспериментального исследования на действующей установке.
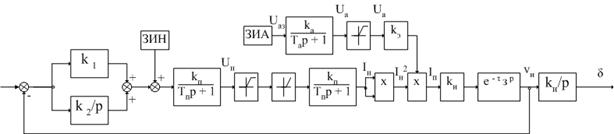
Рис. 2.
Желаемое качество и точность регулирования в системе рис. 2. обеспечивается введение последовательная коррекция с ПИ – законом регулирования. Для вывода электронно-лучевой установки на рабочий режим в системе необходимо плавно изменять ток накала катода электронной пушки и анодное напряжение. Плавное изменение тока накала катода и анодного напряжения в процессе пуска установки и вывода ее на рабочий режим позволяет настроить испарительную систему, расположив фокальное пятно в центре поверхности испарения и, следовательно, симметрично относительно датчиков ионного потока. Для формирования требуемых законов изменения скорости нарастания тока накала катода и анодного напряжения предусмотрены задатчики интенсивности накала ЗИН и ЗИА.
рис.3
Система рис. 2. является нелинейной в связи, с чем ее аналитическое исследование не представляется возможным. Для проведения анализа и синтеза системы удобно использовать метод структурного моделирования, в частности, пакет прикладных программ SIMULINK, входящий в состав MATLAB.
Анализ и синтез системы проводился путем расчета переходной функции vи(t) при скачкообразном изменении задающего воздействия vиз. Цель исследования заключалась в проверке устойчивости системы, а также определении структуры и параметров корректирующих звеньев (последовательной коррекции системы), обеспечивающих устойчивость системы, требуемые точность и качество регулирования.
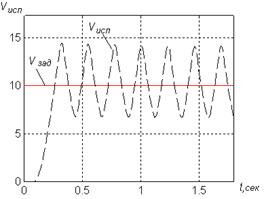
а) рис.4 б)
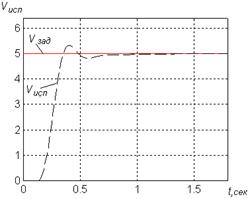
Система рис. 2 оказалась критичной к настройке ПИ-регулятора. На рис. 4,а приведена полученная на модели переходная функция, иллюстрирующая неустойчивый процесс регулирования при k 1 = 3,0 и k 2 = 2,8. Скорость испарения приведена на рис. 4,а в относительных величинах, соответствующих задающему воздействию vиз, максимальное значение которого принято равным 10 В. Настройка ПИ-регулятора была проведена путем последовательного изменения параметров корректирующих звеньев k 1 и k 2. При параметрах настройки регулятора k 1 = 1,0 и k 2 = 2,8 был получен устойчивый и близкий к желаемому характер переходного процесса, осциллограмма которого приведена на рис. 4,б. Как следует из приведенной на рис. 4,б переходной функции, настройка ПИ-регулятора обеспечивает перерегулирование в системе не превышающее 6,5%, исключает статическую ошибку при времени переходного процесса tр не превышающем 0,75 с.
Нелинейность системы рис. 2. проявляется в том, что при изменении величины задания vиз изменяется и характер переходного процесса. Выявленная в процессе исследований, необходимость изменения параметров ПИ-регулятора при изменении величины задания vиз для получения желаемого качества регулирования делает целесообразным рассмотрение системы регулирования с перестраиваемой структурой. В работе было предложено использовать для обеспечения инвариантности качества регулирования от величины задающего воздействия систему с адаптацией, функциональная схема которой приведена на рис.5.
Рис.5
В работе проведен анализ и синтез предлагаемой системы, обосновывающий целесообразность ее использования для управления процессом нанесения покрытия в электронно-лучевой установке для нанесения покрытий.
Третья глава посвящена исследованию разработанной системы управления скоростью испарения и конденсации в различных режимах работы установки. Исследование проводилось на модели составленной в терминах simulink, которая приведена на рис.6.
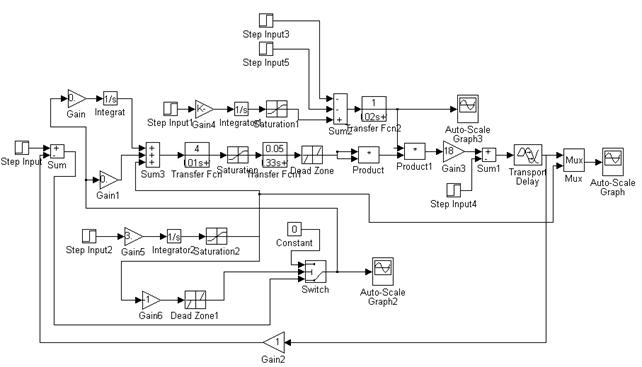
Рис.6
Одним из важных режимов работы электронно-лучевой установки является процесс пуска электронно-лучевого испарителя и повторного включения после технологического пробоя электронной пушки. Как показали исследования, время линейного нарастания тока катода должно на порядок превышать время линейного нарастания анодного напряжения. В работе определены временные характеристики задатчиков интенсивности анодного напряжения и тока накала.
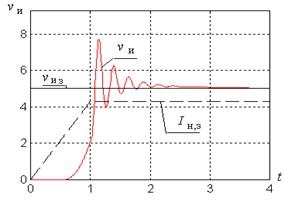
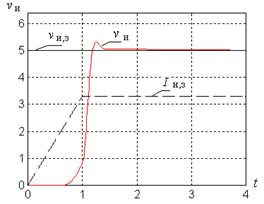
Как показали исследования, качество переходного процесса пуска установки в значительной степени зависит от согласования величины задания скорости испарения vи, з, и величины тока накала катода Iн в момент «замыкания» системы управления. На рис. 7,а приведена переходная функция изменения скорости испарения vи при задании скорости vи, з = 5 и «неудачном» согласовании величин, определяющих процесс пуска установки. На качество переходного процесса пуска установки оказывают влияние следующие величины: задание скорости испарения vи, з, параметры настройки ПИ-регулятора и задание тока накала катода Iн, з. Приведенные на рис. 7,б графики рассчитаны для значений k2 = 1,8 (параметр усилителя Gain), k1 = 1,8 (параметр усилителя Gain1) и максимальном значении задания тока Iн, з = 4,3 (величина ограничения блока Saturation2). На графиках (рис. 7,а) представлены: задание скорости испарения vи, з, задание тока накала катода Iн, з и скорость испарения vи.
|
|
а) б)
Рис. 7.
На графике vи отчетливо прослеживается запаздывание, имеющее место в канале испарения, и колебательный характер процесса пуска установки с динамической ошибкой, составляющей более 50% величины задания. Неудачный подбор параметров настройки элементов, обеспечивающих условия согласования процесса перехода системы из разомкнутого состояния в замкнутое, приводит, как показано на рис. 7,а к существенному перерегулированию скорости испарения и затягиванию процесса выхода установки на заданный режим работы.
Настройка ПИ-регулятора и подбор величины задания тока накала катода Iн, з при заданной скорости испарения vи, з = 5 (относительных единиц) позволила получить близкий к желаемому переходный процесс пуска установки (рис. 7,б) при параметрах настройки ПИ-регулятора, равных: k1 = 0,8; k2 = 0,8 и максимальном значении задания тока накала катода Iн, з = 3,65. Как следует из сопоставления показанных на рис. 7 графиков, перерегулирование при обеспечении условий согласования параметров снизилось с 50% до 5%.
Анализ влияния возмущений в канале анодного напряжения показал необходимость стабилизации анодного напряжения для исключения статической ошибки, возникающей при допустимых по ГОСТ изменениях напряжений питающей сети. В процессе исследования была разработана структурная схема блока формирования анодного напряжения, проведен анализ влияния колебаний напряжений питающей сети и изменений тока луча электронной пушки. На основании проведенных исследований разработана методика проектирования подсистемы формирования анодного напряжения электронно-лучевой установки для нанесения покрытий.
Особенностью восстановления нормального рабочего режима электронно-лучевой установки для нанесения покрытий после технологического пробоя электронной пушки является необходимость согласованного управления процессами нарастания анодного напряжения, тока накала катода и изменением структуры системы стабилизации скорости испарения. Эта особенность характерна именно для электронно-лучевых установок для нанесения покрытий, в которых электронный пучок разворачивается на 270°. Такой разворот электронного пучка в установках для нанесения покрытий используют с целью отделения электронной пушки от зоны испарения материала.
Невыполнение указанных выше условий согласованной работы подсистем может привести к «прожогу» элементов системы. Повторная подача анодного напряжения при неизменном токе накала катода Iн приводит к резкому увеличению скорости испарения vи. Значительное превышение заданной скорости испарения приводит к интенсивному кипению испаряемого материала, потере контроля над процессом испарения и к браку. Следует отметить, что желаемый режим испарения в электронно-лучевых установках критичен к изменению параметров работы электронной пушки и реализуется, как правило, в узком диапазоне изменения этих параметров.
Согласованное управление процессом восстановления режима работы установки после технологического электронной пушки предполагает выполнение следующих операций: уменьшение или снижение до нуля тока накала катода; задержку подачи анодного напряжения (примерно 10с) для конденсации паров в зоне испарения; размыкание системы стабилизации скорости испарения; повторную подачу анодного напряжения и тока накала катода; замыкание системы стабилизации скорости испарения.
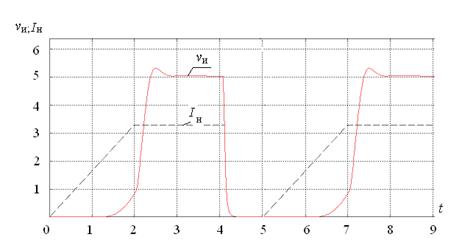
рис.8
Осциллограмма на рис.8 иллюстрирует процесс работы системы управления при правильной организации процедуры
включения установки после технологического пробоя в электронной пушки.
Аналогичные рассмотренным выше исследованиям были проведены и для подсистемы управления тока накала катода, которые показали необходимость использования системы стабилизации тока накала, т. е. построения двухконтурной системы стабилизации скорости испарения.
Четвертая глава посвящена разработке методики экспериментального исследования, проведению экспериментов на действующей электронно-лучевой установке для нанесения покрытий с целью определения моделей элементов системы и функционирования системы в целом, а также рекомендации по реализации разработанной системы. Важной частью экспериментальных исследований являлась проверка использования для измерения массовой скорости испарения материала датчиков плотности ионного потока. Ионный поток образуется в зоне испарения в результате ионизации пара основным электронным пучком. Датчики ионного тока были выполнены в виде изолированных от земли медных пластин размером 15х40 мм, расположенных по краям профилированного отверстия в экране, отделяющем изделие от тигля. Для устранения влияния вторичных электронов на пластины подавался отрицательный потенциал смещения (около 100 В), величина которого подбиралась таким образом, чтобы снимаемый с датчика сигнал был максимальным. Чувствительность датчика ионного тока невелика, поэтому для ее увеличения было установлено два датчика, которые размещались на боковых сторонах профилированного отверстия в экране. При этом сигналы с выходов датчиков суммировались. В процессе экспериментов было установлено, что в рабочем диапазоне изменения параметров конденсации зависимость плотности ионного потока от скорости испарения носит линейный характер, что подтверждает возможность использования датчика ионного потока для определения скорости испарения.
Экспериментальное определение динамических характеристик процесса испарения и конденсации материала проводилось на опытно-промышленной установке ЭПП -100, разработанной в НПП "Элевак - Т". Определялись динамические характеристики процесса нанесения покрытия, включающего в себя накал катода, формирование анодного напряжения электронной пушки, процесса испарения и конденсации материала, при изменении тока накала катода и анодного напряжения электронной пушки.
В процессе экспериментальных исследований определялись частотные характеристики системы, по которым рассчитывались параметры динамических звеньев входящих в структурную схему рис.2. В работе рассматривается методика проведения экспериментов и экспериментального определения параметров динамических звеньев, образующих систему управления скоростью испарения и конденсации в электронно-лучевой установке для нанесения покрытий.
Из-за сложности текущего контроля работы системы управления работы системы управления процессом нанесения покрытий была использована методика, основанная на взвешивании контрольных образцов изделий до и после нанесения покрытия.
На основании проведенных исследований предлагается реализовывать системы управления электронно-лучевыми установками для нанесения покрытий по двухуровневой иерархической распределенной системы. Верхний уровень иерархии образован промышленным компьютером ПК вырабатывающим задания подсистемам нижнего уровня и осуществляющим сбор хранение и переработку информации о ходе текущего технологического процесса и ранее проведенных процессов. Нижний уровень иерархии включает в себя подсистемы: управления вакуумными насосами; управления формированием анодного напряжения; стабилизации тока накала; стабилизации скорости испарения и конденсации; развертки, фокусировки и транспортировки электронного луча. Нижний уровень иерархии реализуется на программируемых контроллерах, например типа SIMENS.
В приложении к работе приводится обоснования возможности использования датчика ионных токов для контроля скорости испарения и конденсации материала в электронно-лучевой установке для нанесения покрытий.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ РАБОТЫ
1. Предложена, разработана и исследована система управления процессом испарения в электронно-лучевой установке, использующая для контроля скорости испарения оригинальный датчик ионного потока, установленный в зоне конденсации осаждаемого материала.
2. Показано, что разработанная на основе физических законов и результатов экспериментальных исследований на действующей установке нелинейная модель системы управления скоростью испарения и конденсации, адекватно отражает процессы формирования электронного пучка и испарения материала, что позволяет использовать ее для проектирования установок этого класса.
3. Установлено, что нелинейность системы управления процессом испарения материала в электронно-лучевой установке приводит к необходимости изменения настройки ПИ-регулятора для сохранения показателей качества регулирования при изменении задания скорости испарения. Предложена и исследована система параметрической адаптации, обеспечивающая неизменность показателей качества регулирования при изменении задания скорости испарения
4. Разработана методика аналитического исследования системы, использующая метод структурного моделирования систем типа simulink, позволяющая в диалоговом режиме проводить при проектировании анализ и синтез системы управления в процессе испарения.
5. На основании исследований работы системы в режимах пуска испарительной системы и ликвидации пробоев электронной пушки, определены параметры задатчиков интенсивности для регуляторов тока накала катода и анодного напряжения, обеспечивающих требуемое технологией функционирование системы в нормальных и аварийных режимах работы.
6. Разработана методика экспериментального определения динамических характеристик, как отдельных функциональных элементов для нанесения покрытий, так и системы в целом, позволяющая определять параметров элементов системы и ее функционирование. На основе экспериментальных исследований установлено, что разработанная система управления обеспечивает повышение точности нанесения покрытия и воспроизводимости толщины покрытия от цикла к циклу с 30% до 3%.
7. Показано, что системы управления электронно-лучевой установкой для нанесения покрытий целесообразно реализовывать, как двухуровневую иерархическую систему, верхний уровень которой образован промышленным компьютером, а нижний - локальными регуляторами анодного напряжения, тока накала катода, системы фокусировки, развертки и транспортировки луча, скорости испарения и конденсации, - базе программируемых контроллеров.
Основные положения диссертации опубликованы в следующих работах
1. Система управления процессом нанесения покрытия в электронно-лучевой установке./ и др. – М.: Вестник МЭИ, №5, 2007. С.123-124.
2. Принципы управления процессом нанесения покрытия в электронно-лучевой установке./ и др. – М.:Вакуумная техника и технология, Том 17, №3, 2007г, С.163-165.
3. Ивашин система управления процессом нанесения покрытия в электронно-лучевой установке. – М.: Вестник МЭИ, №5, 2008. С. 23-27.
4. Ивашин процессом нанесения покрытия в электронно-лучевой установке // Четырнадцатая Международная научно-техническая конференция студентов и аспирантов «Радиоэлектроника, электротехника и энергетика». Тез. докл, Т.2. – М.: МЭИ, 2008. – С. 148-149.
Подписано в печать Зак. Тир. П. л.
Полиграфический центр МЭИ (ТУ)
Красноказарменная ул., д. 13
