
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Курс «Управление качеством»
Лекция № 10
Анализ точности и стабильности технологических процессов
Основные понятия о точности и стабильности технологических процессов.
Важнейшими критериями качества технологического процесса являются погрешности параметров качества изделий, а также стабильность этих параметров.
Производственные погрешности делят на случайные и систематические.
Погрешности называют случайными, если их появление можно предсказать с некоторой вероятностью. Величину и знак погрешности предсказать невозможно.
Систематические погрешности можно точно предсказать. Их делят на постоянные и изменяющиеся по некоторому закону.
Кроме указанных ошибок бывают грубые ошибки (промахи).
В производстве все погрешности проявляются в совокупности. Они определяются следующими факторами:
1) погрешностями в работе технологического оборудования;
2) погрешностями инструмента, его износом;
3) неточностью приспособлений и технологической оснастки;
4) неоднородностью исходного материала;
5) субъективными ошибками операторов;
6) неточной работой измерительных средств.
Наиболее простой разновидностью схемы возникновения производственных погрешностей является сумма случайных слагаемых, число распределений которых не зависит от времени и от других факторов технологического процесса. В этой сумме слагаемые взаимно не зависимы, среди них нет резко доминирующих факторов над остальными, их число может быть сколь – угодно большим. Эти положения совпадают с условиями центральной предельной теоремы. Поэтому такие погрешности распределены нормально, и такой закон является теоретическим законом распределения производственных погрешностей.
Случайные производственные погрешности могут быть охарактеризованы известными законами распределения и их характеристиками. Приведем пример распределения погрешностей производственных процессов ( рис.7.1.).
Здесь Xmax - Xmin = поле рассеяния параметра X, характеризующего случайную составляющую производственных погрешностей; Δ – величина смещения центра группирования погрешностей X относительно номинала Xо; X характеризует систематическую составляющую.
Значения случайной и систематической составляющих производственных погрешностей позволяют оценить точность технологического процесса. При этом различают конструктивную и технологическую точность.
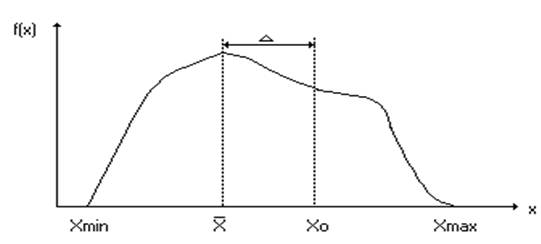
рис. 7.1.
Конструктивную точность характеризуют величиной допусков на параметры качества изделий.
Технологическую точность характеризуют степенью соответствия фактических отклонений параметров качества допустимым параметрам, согласно чертежам, техническим условиям и другим конструктивно-технологическим документам. Технологическая точность оценивается количественными критериями.
Одной из оценок точности изготовления ЭВС является вероятность
(Р) выхода годных изделий, параметры, качества которых находятся в пределах установленного поля допуска. Эту оценку называют процентом выхода годных изделий. При гаусовском законе распределения параметра качества, вероятность выхода годных изделий можно определить как площадь кривой над полем допуска. Отсюда легко найти и процент выхода годных изделий.
Для оценки влияния случайной составляющей производственных погрешностей на точность технологического процесса используют коэффициент точности
Т=2ε/(кS),
где ε-половина поля допуска на параметр качества (рис.7.2); S-стандартное отклонение параметра качества; к-коэффициент зависящий от закона распределения погрешностей (для нормального закона к=6, для равномерного к=3,464 и т. д.)
Покажем распределение погрешностей параметров качества X, изменяющихся по нормальному закону, при различных отклонениях. (рис.7.3.)
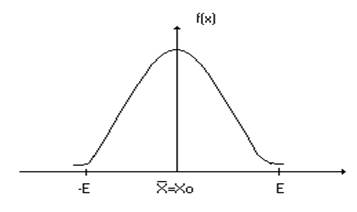
рис.7.2.
Где Xo - ε<=X<=Xo+ε
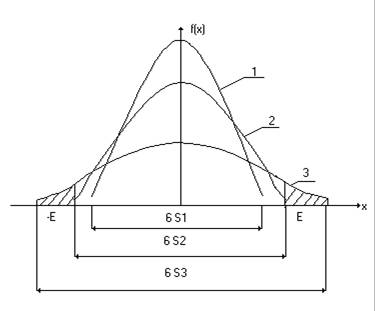
рис.7.3
Где 1-Т>1-высокая точность
2-Т=1-оптимальная точность
3-Т<1-низкая точность
Для оценки влияния систематической составляющей производственных погрешностей на точность технологического процесса применяют коэффициент смещения Е=Δ /2 ε
Согласно ГОСТ установлены следующие показатели точности:
1. Коэффициент точности относительного номинального значения параметра
Ктн = Δ / Xн = ( Xд – Xн ) / Xн (* 100%), где Δ- погрешность значения параметра; Xд – действительное значение параметра; Xн – номинальное значение параметра.
2. Коэффициент точности относительного поля допуска ( Δn )
Ктд = Δ / Δn
3.Коэффициент точности
Ктп = σ / Δn,
где σ – среднее квадратическое отклонение.
4.Коэффициент вариации
Кв = σ / X,
где X – среднее значение.
Согласно ГОСТ установлены следующие показатели:
1. Показатели уровня настройки
Кн = (Xн – X1) / δ,
где Xн – заданный центр настройки; X1 – среднее значение первой мгновенной выборки после настройки станка; δ – поле допуска.
2. Показатель смещения центра рассеяния Кд (характеризует относительную величину систематической погрешности)
Кд = Xn – X1/ δ,
где Xn – среднее значение последней перед новой настройкой мгновенной выборки.
3.Показатель межнастроечной стабильности
Кмс = Sn / S1,
где S1 , Sn – стандартные отклонения соответственно в первой и последней мгновенных выборках.
4. Показатели рассеяния
Кр = ω / δ,
где ω = l · s – поле рассеяния контролируемого параметра соответствующей выборки; l – коэффициент зависящий от типа закона распределения значений параметров ( для нормального закона l=6, для распределения Макствелла l= 5.2 ); s – стандартное отклонение значений параметров в соответствующей выборке.
Эти показатели рассчитывают по выборкам ( за исключением мгновенной). Эти показатели характеризуют степень соответствия поля рассеяния полю допуска.
5. Показатели стабильности рассеяния
Кс = Кр (Δ t2) · Кр (Δt1),
где Кр (Δ · t1), Кр ( Δ · t2) – показатели рассеяния для периодов времени Δ t1 и Δ t2.
Распределения погрешностей параметров качества изделий, распределенных нормально, при Т=1, но разных Е приведены на рис. 7.4. Чем меньше Е, тем выше точность исследуемого процесса. При Е=0 нет систематического отклонения от номинального параметра.
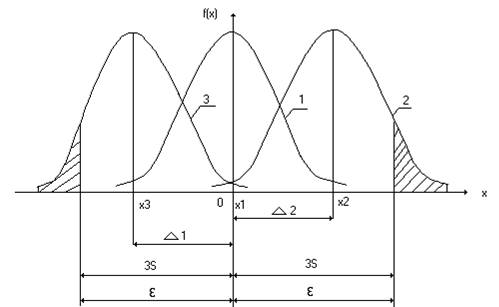
рис.7.4
Все три оценки точности технологического процесса ( процент выхода годных изделий P, коэффициент точности Т и смещения Е ) взаимосвязаны:
P= f (T, E)
Анализ технического процесса только по критериям точности недостаточен в виду того, что в нем не учтен фактор времени. Поэтому вводят понятия устойчивости и стабильности производственного процесса.
Устойчивостью технологического процесса называют его свойство сохранять во времени точность параметров качества изделий.
Стабильностью называют свойство сохранять постоянными во времени параметры и закон распределения погрешностей параметров качества изделий.
Стабильность более общий показатель, так как устойчивый процесс может быть и не стабильным. Оценка стабильности технологического процесса осуществляется выборочным методом. При этом используют текущие выборки, извлекаемые по ходу технологического процесса.
Они дают мгновенные значения распределений производственных погрешностей.
Мгновенным распределением f(x) называют распределение значений X i случайной величины X за столь малый отрезок времени Δ t, в течение которого воздействие всех внешних факторов остается неизменным. Пример: распределение параметров полупроводниковых элементов на кремниевой пластине, формируемых на установке за один технологический цикл.
Полным (суммарным) распределением погрешностей называют распределение производственных погрешностей параметра качества одной или нескольких партий изделий. Пример: распределение параметров элементов интегральных микросхем, сформированных за несколько технологических циклов в сравнительно большой календарный период (смену, неделю, месяц).
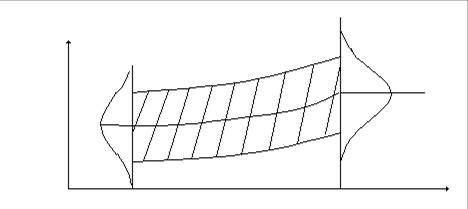
Мгновенные и полные распределения объединяют в точностную диаграмму (рис.7.5.).На которой:
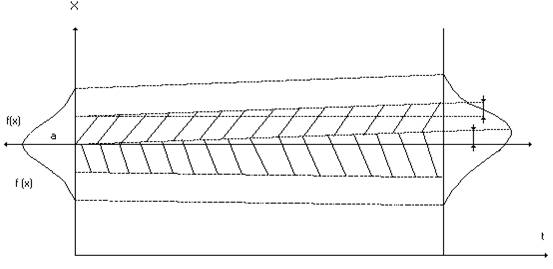
f tо(x), f tn (x) – мгновенные распределения производственных погрешностей параметра качества X в моменты времени tо и t k; а (t)- функция изменения среднего значения параметра качества; b(t) – функции, ограничивающие область изменения среднего значения; a о и a k –центры группировки погрешностей; l a - половина диапозона изменения функции a(t) за период (t k – tо); l b –половина диапозона изменения функции b(t) за период (tk – to). При анализе влияния погрешностей используют следующие параметры:
λ а = la / σо, λ b = lb /σo
7.2. Теоретические законы распределения производственных погрешностей.
При анализе возникающих производственных погрешностей важное значение имеет значение механизма возникновения погрешностей и способы их описания. С наиболее распространенной схемой возникновения производственных погрешностей является сумма большого числа случайных и не случайных погрешностей.
Рассмотрим следующие схемы возникновения погрешностей:
1) сумма погрешностей подчиняется центральной предельной теореме Ляпунова, т. е.
X=Σ ui
Моделью такого образования погрешностей будет нормальное распределение с M(x)=ao и √D(x)=σo
Ft(x)=(1/σo•√2π)exp[-(x-ao)²/2σo²];
2) сумма погрешностей является суммой вида :
X=∑ Ui+a(t)=∑ Ui+∑ ai(t);
Где a(t) – функция систематического изменение среднего значения параметра качества; ai(t) – функция, описывающая изменения a(t) под влияния i-го фактора. Здесь имеет место нарушение условий центральной предельной теоремы.
В этом случае мгновенные значения распределения X можно описывать выражением:
ft(x) = ( 1/ σо√2π) exp [ - ( x - (ao+a(t))² ) / 2σо²].
Аналитическое выражение для полного распределения этой схемы возникновения погрешностей можно записать так:
fΣ (x) = 1/ (tk – to) ∫ (1/σo·√2π) exp[- ( x – (ao+a(t))² ) / 2σo² ]
Численное интегрирование по t представляет определенные трудности из-за a(t), входящего в эхроненту. Поэтому в последнем выражении переходят к новой переменной интегрирования a :
fΣ(x) = ∫ |dt(a)/da|·(1/σo· √2π) exp[- ( x – (ao – a))² / 2σo² ] da,
t(a)- обратная функция к a(t).
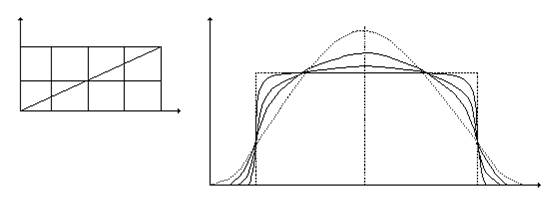
Последняя формула справедлива для композиции двух законов: нормального с параметрами ao, σo и f(a).Эта формула хорошо описывает указанную теоретическую схему и позволяет получить семейства полных распределений, соответствующих тому или иному виду функции a(t).
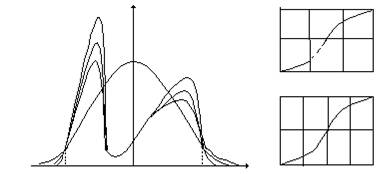
а) если a(t) увеличивается линейно, то распределение будет следующим:
б) если a(t) будет расти ускоренно, то распределение имеет вид:
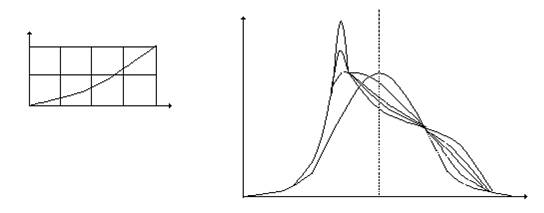
Соответствующие им точностные диаграммы будут иметь вид:
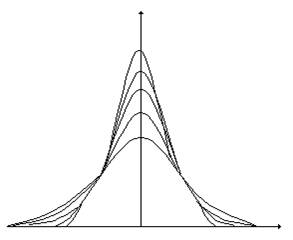
3) Следующей теоретической схемой возникновения погрешностей является схема:
X= Σ Ui + Σ bl,
Где Σ Ui – сумма погрешностей, подчиняющаяся центральной предельной теореме; Σ bl - сумма случайных факторов, число которых меняется со временем. Мгновенное распределение случайной величины X подчинено гауссовскому распределению с параметрами ao и σ t :
f t(x) = 1 / (b(t) · √2π) exp [- (x-ao)² / 2 b²(t)] ,
а полное распределение:
f Σ (x) = 1/(tk-to) ∫ 1/(b(t)√2π)exp[-(x-ao)²/2b²(t)]dt ,
где b(t) характеризует изменение σ t.
Для численного выражения интеграла необходимо перейти к новой переменной b.
f Σ(x)= ∫ | d(t(b)) / dl | ∙ 1/(b√2π) exp[-(x-ao)² / 2b²]db
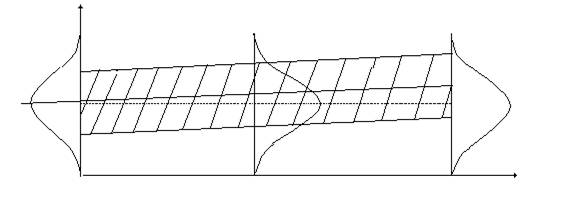
Мгновенные распределения в этом случае показаны на рис.7.9.
4)Объединение рассмотренных выше сумм дает еще одну сумму:
x t = ∑ Ui + ∑ b s(t) + a t , (3.4)
где Ui- случайные слагаемые; a t – систематические слагаемые; b s (t)- группы случайных слагаемых.
Формы распределений (3.4) очень разнообразны:
Таким образом, рассмотренные схемы появления погрешностей позволяют их моделировать в различных технологических процессах.
f t(x) = 1 / (b(t)∙√2π) exp [-x –(ao+a(t))² / 2b²(t)] .
