

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
LCLD – технология лазерного прототипирования и мелкосерийного производства печатных плат.
СПбГУ, Химический Факультет.
Тел. -49. E-mail: *****@***ru
Краткая аннотация разрабатываемой технологии
Обработка поверхности диэлектрика сфокусированным лазерным лучом позволяет селективно облучать область поверхности с линейными размерами в единицы и десятки микрометров, инициируя осаждение металлических структур требуемой топологиии. Интерес к методу лазерно-индуцированного осаждения металла из раствора (LCLD) вызван перспективой его применения для создания нового поколения элементов микроэлектроники. Благодаря возможности без использования фотошаблона создавать протяженные локализованные металлические структуры на поверхности диэлектриков шириной 5-100 мкм, что соответствует 5 и более высоким классам точности печатных плат и устройств микрокоммутации по ГОСТ , метод может быть применен для прототипирования и мелкосерийного производства высокоточных печатных плат. Альтернативное применение разрабатываемой технологии возможно в сфере дизайна – нанесение металлических (Cu, Ni, Au) рисунков и надписей на различные поверхности с целью создания эксклюзивных декоративных изделий.
Цель проекта – довести технологию LCLD (Laser-induced chemical liquid-phase deposition) до промышленного уровня, и путем продажи установок LCLD дать возможность производителям микроэлектроники сделать процесс прототипирования и мелкосерийного производства печатных плат более экономичным, быстрым и экологичным.
Задачи проекта:
1) Оптимизация режимов осаждения меди для различных подложек, используемых при изготовлении печатных плат
2) Создание прототипа промышленной установки LCLD.
3) Защита патентами и сертификация установки и растворов меднения.
4) Исследование рынка оборудования для изготовления печатных плат и поиск потенциальных покупателей
Общенаучные принципы, положенные в основу проекта
Лазерно-индуцированное осаждение металла из раствора (LCLD) - метод, основанный на протекающей в локальном объеме раствора в фокусе луча лазера химической реакции восстановления металла, приводящей к осаждению последнего на поверхности диэлектрической подложки. Для проведения процесса металлизации используется реакция автокаталитического осаждения меди из раствора. Для восстановления меди используется формальдегид – один из немногих восстановителей, окисление которого катализируется металлической медью. При облучении лазером, реакция первоначально протекает в объеме раствора в области фокусировки лазера, а затем, по мере образования зародышей твердой фазы меди, на поверхности медных микрокристаллов, катализирующих окислительно-восстановительную реакцию. Лазер служит источником тепла, подаваемого в область фокусировки, локализованную в области размером 5-10 мкм. Разогрев при поглощении лазерного излучения в других областях раствора недостаточно велик, чтобы инициировать реакцию. Поэтому медь осаждается только в облучаемой зоне, только в области фокусировки лазерного луча.
Описание достигнутых технических решений
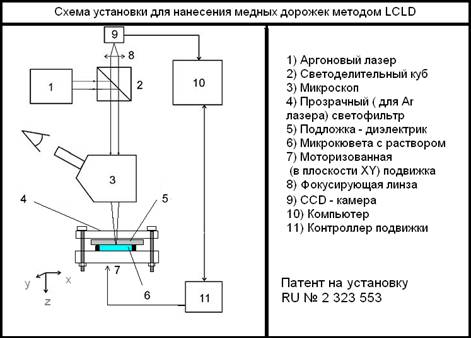
Схема установки для лазерно-индуцированного осаждения металла из раствора представлена ниже
Луч аргонового лазера (1) попадает в светоделительный куб (2) , часть излучения попадает на образец, часть на CCD камеру, используемую для фокусировки оптической схемы и наблюдения процесса осаждения металла in situ, на экране монитора. Луч, направленный на образец, фокусируется через 4-кратный объектив микроскопа (3) на повехности раздела диэлектрик-раствор. На схеме изображена геометрия облучения диэлектрика «со стороны раствора», используемая для прозрачных и слабо поглощающих излучение лазера материалов (Возможна также геометрия облучения со стороны раствора, когда на диэлектрик наносится слой раствора толщиной в несколько мм. В таком случае осадительная ячейка располагается горизонтально). Диэлектрик и раствор электролита помещены на моторизованную подвижку (7), управляемую контроллером (11). Для подачи управляющих команд с ПК (10) используется собственное программное обеспечение. Также на ПК поступает информация от CCD-камеры (9).
Стадия разработки проекта
Научные разработки и конструкторские решения: на данный момент проект находится на стадии НИОКР: создана лабораторная установка, позволяющая наносить металлы на поверхность диэлектрика в виде тонких дорожек. Для получения качественных дорожек проводится оптимизация состава раствора для каждой подложки (различная активация поверхностей материалов приводит к различным параметрам осаждаемых дорожек в зависимости от материала). Наилучшие результаты получены для осаждения на оксидные стекла. Также получены первоначальные результаты для осаждения меди на поверхности ситаллов (один из типов керамических материалов, из которых изготавливают подложки для современных печатных плат).
Сравнение с конкурирующими технологиями. Был проведен анализ конкурентных преимуществ разрабатываемой технологии по системе бенчмаркинга.
Есть 3 основные конкурирующие технологии локализованной металлизации диэлектриков. В данной оценке рассматриваются преимущества и недостатки применения каждого из этих методов для производства печатных плат мелкими сериями. Результаты анализа приведены в таблице. Параметр «Экологичность метода» характеризует количество вредных для окружающей среды отходов по окончании цикла производства. Важность фактора определяет весовой коэффициент фактора в общей сумме.
Фактор Метод | Стоимость изгот. одного типоразмера ПП | Скорость изгот. одного типоразмера ПП | Экологичность метода | Габариты оборудования | Возможность изготовления плат высокого клавсса точностии | Сумма |
Важность фактора | 8 | 9 | 6 | 5 | 7 | |
1) Литография | 2 | 4 | 3 | 3 | 7 | 134 |
2) LCLD | 10 | 10 | 9 | 8 | 9 | 327 |
3) Inkjetting | 10 | 9 | 7 | 8 | 4 | 271 |
4) MOCVD | 5 | 2 | 3 | 5 | 10 | 168 |
Условные обозначения и комментарии к таблице:
Ø Литография – традиционный фотолитографический метод производства печатных плат и использованием фотошаблонов.
Ø LCLD – метод лазерно-индуцированного осаждения металла из раствора.
Ø Inkjetting – метод струйной печати органическим прекурсором на поверхности диэлектриком с последующим термическим разложением «чернил» при высокой температуре. Установка с использованием данного метода еще не выпущена на рынок.
Ø MOCVD – метод химического осаждения металла из газовой фазы (разложение металл-органического соединения).
Как видно из таблицы, метод лазерного осаждения металла из раствора обладает наибольшим числом преимуществ для мелкосерийного и прототипного изготовления печатных плат. Важно, что метод LCLD технологически близок к используемому сейчас методу литографии, что может позволить произвести замену оборудование и обучение персонала с минимальными издержками. В силу отсутствия дорогостоящего вакуумного оборудования или нагревательных систем, используемых в конкурирующих методах, цена установки для нанесения металлов на диэлектрики также будет конкурентоспособной.
Возможность применения в народном хозяйстве. Контакты с потенциальными потребителями и партнерами.
Контакты с потенциальными заказчиками установок LCLD:
Ø ЗАО "Сигма"(г. Москва) - организатор центра прототипирования по проекту Роснано
Ø ОАО "Авангард" (г. Санкт-Петербург) – предприятие ГК «Ростехнологии», (производство компонентов микроэлектроники).
Ø ООО "Планар-светотехника" (г. Санкт-Петербург)
Ø Завод Технического Стекла (г. Дубна, Московская обл.)
В июне 2010 г. состоялись переговоры с ГК Роснанотех. Поступило предложение создания совместного проекта по изготовлению печатных плат с компанией, производящей подложки из наноструктурированной керамики. Полученные с помощью технологии LCLD результаты по нанесению медных дорожек на диэлектрики соответствуют заявленным требования к ширине токопроводящих дорожек и изолирующих зазоров, используемых в платах управления светодиодами: 30-40 мкм. В августе 2010г. будет проведено тестирование метода LCLD на образцах, полученных от ГК Роснанотех. В случае успешного совмещения технологий возможна быстрая коммерциализация разработки.
Научная база и команда проекта. Проект разрабатывается на базе двух организаций – Химического факультета с научной стороны и со стороны бизнеса. Все исследования по проекту проводятся на территории НИИ Лазерных Исследований при Химическом Факультете СПбГУ. В исследованиях принимают участие представители со стороны Физического и Химического факультетов СПбГУ. Связь с потенциальными партнерами, представление проекта на конференциях, семинарах и выставках по инновационной тематике осуществляется при поддержке .
Команда проекта состоит из молодых специалистов:
Ø (1987 г. р.)
Специалист-химик (выпускник Химического Факультета СПбГУ, 2010 год. Красный диплом). Финалист конкурса ВИМБИ (конкурс Высокотехнологичных Инновационных Молодежных Бизнес Идей). В команде проекта – разработчик, менеджер проекта (разработка технологии LCLD, общение с потенциальными инвесторами и партнерами проекта).
Ø (1987 г. р.)
Магистр химии (выпускник Химического Факультета СПбГУ, 2010 г). Лауреат гранта УМНИК Фонда Содействия развитию малых форм предприятий в научно-технической сфере. В команде проекта – разработчик (разработка технологии LCLD, общение с потенциальными покупателями установок для лазерного осаждения меди).
Ø (1989 г. р.)
Студентка Экономического факультета СПбГУ, специальность – управление инновациями (2011 год выпуска). Проходила стажировку в «ВТБ. Управление активами». В команде проекта – экономист (расчет экономических показателей проекта, анализ рынка, валидация гипотез разработчиков).
Участие в конкурсах, выставках:
Ø Проект был представлен на Российской Инновацинной Неделе в Санкт-Петербурге в 2009 году
Ø Проект вошел в число группы лучших инновационных проектов России, отобранных по результатам региональной экспертизы программы Зворыкинского проекта в 2010 году.
Защита интеллектуальной собственности
Ø «Способ лазерного осаждения меди из раствора на поверхность диэлектрика» защищен патентом на территории РФ (RU 2 323 553 C1) опубликован 27.04.2008 в Биллютене № 12.
Ø В ближайшее время планируется защитить патентами оптимизированные составы растворов для лазерно-индуцированного осаждения меди на поверхности диэлектриков ( идет процесс подачи патентной заявки).
Анализ рынка
Установка LCLD планируется к реализации на рынке оборудования для изготовления печатных плат (ПП).
В дальнейшем, через 3-5 лет после начала продаж планируется выход на европейский рынок. По данным Custer Consulting Group, на европейском рынке печатных плат общие отгрузки печатных плат на данный момент составляют почти 250 миллионов евро в месяц, то есть около 3 млрд евро в год.
Согласно отчётам IPC, в Северной Америке, рынок гибких и жёстких плат показал рост на 30,7% по сравнению с 2009 г. Объем американского рынка печатных плат составляет около 250-300 млн. долл в мес, т. е. около 4 млрд. долл. в год.
Таким образом, европейский и американский рынки печатных плат в сумме составляют около 7,5 млрд. долл. в год (по итогам 2009 года).
По данным российских компаний, структура заказов на печатные платы представляет собой следующую картину (в процентах от общей стоимости заказов) – около 65% - крупные и средние серии печатных плат, около 30% - мелкие серии, 4% - прототипы. Таким образом, около трети всех производимых печатных плат могут изготавливаться по технологии LCLD. Целевой сегмент рынков печатных плат Европы и Америки может быть оценен в 2,5 млрд. долл. Объем российского целевого рынка оценивается в 75 млн. долл.
План реализации проекта:
Ø Отладка технологии нанесения меди, подготовка комплекта рабочей и конструкторской документации – 1,5 года
Ø Макет -2 года
Ø Корректировка рабочей документации – 2 года 2 мес.
Ø Промышленный образец (прототип) – 2 года 4 мес.
Ø Тестирование прототипа – с 2 года 4 мес до 2 года 6 мес
Ø Первые клиенты – 2,5 года
Ø Выход на российский рынок: 3 года.
Ø Окупаемость проекта – 4,5 года
Статьи расходования инвестированных средств | ||
Статья расходов | Сумма расходов, тыс. руб. | |
НИОКР | R&D - разработка технологии | 5 000 |
Подготовка комплекта конструкторской документации (КД) | 1 000 | |
Доработка макета установки LCLD | 2 000 | |
Создание промышленного образца установки (прототипа) | 4 000 | |
Корректировка комплекта КД | 500 | |
Сертификация и получение разрешений | 2 000 | |
Операционные расходы | Маркетинг | 3 000 |
Организация сборочного производства | 17 500 | |
Резервный фонд | 5 000 | |
Итого | 40 000 |
Расчетные экономические показатели проекта (сумма инвестированных средств 40 млн. руб., ставка дисконтирования
16,3% - с учетом рисков)
NPV | 85,9 млн. руб. |
IRR | 42% |
ROI | 315% |
Срок окупаемости проекта | 4,5 года |
