
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лекция
Фрезерование древесины.
1. Фрезерование.
2. Назначение и виды продольно-фрезерных станков.
3. Режущие инструменты продольно-фрезерных станков.![]()
4. Фрезерные станки.
Литература: Коротков станки: Учебник для нач. проф. образования – М.: Издательский центр «Академия», 2003. – 304 с.
1. Фрезерование — процесс резания древесины вращающейся фрезой при движении подачи Ds заготовки перпендикулярно оси вращения фрезы. Цель фрезерования — получение деталей заданных размеров и форм и обеспечение чистоты обработанных поверхностей (см. рис. 1.5, в). При фрезеровании резцы фрезы совершают главное движение резания Dr по круговой траектории, а прямолинейное поступательное движение подачи Ds может совершать либо заготовка, либо инструмент. В результате сложения вращательного и поступательного движений резец в древесине движется по траектории циклоиды.

Рис. 1.5. Процессы резания древесины:
а — пиление круглой пилой; б — пиление ленточной пилой; в — фрезерование;
г — пазовое фрезерование концевой фрезой; д — сверление; е — точение;
ж — строгание; з — шлифование
В зависимости от положения режущей кромки фрезы относительно оси ее вращения различают цилиндрическое, коническое, торцовое, торцово-коническое, профильное и пазовое фрезерование.
При цилиндрическом фрезеровании прямолинейные режущие кромки резца параллельны оси вращения фрезы, при коническом фрезеровании — наклонны к оси, а при торцовом фрезеровании -перпендикулярны к ней.
При профильном фрезеровании получают заданный профиль поперечного сечения обрабатываемой детали инструментом, у которого резцы имеют криволинейные режущие кромки и расположены на разных радиусах резания.
Пазовое фрезерование (см. рис. 1.5, г) — процесс закрытого резания концевыми фрезами для получения в заготовках гнезд и пазов. Отличительная особенность этого вида фрезерования — наличие двух поступательных движений подачи заготовки: осевого Ds1, и бокового Ds2. Результирующее движение резания De в этом случае равно геометрической сумме главного движения резания Dr и двух движений подачи Ds1 и Ds2.
При фрезеровании древесины скорость главного движения v, подача на один оборот S0, подача на зуб Sz и углы входа φвх и выхода φвых определяются по формулам, аналогичным формулам при пилении.
В расчетах по резанию многообразные по технологичности случаи фрезерования сводят к цилиндрическому фрезерованию, при котором у деталей обработанная поверхность формируется в виде плоскости (рис. 1.7, а). Цилиндрическое фрезерование подразделяется на встречное и попутное.

Рис. 1.7. Кинематические параметры плоского (а) и пазового (б)
фрезерования
Важнейшая характеристика фрезерования древесины - угол встречи с волокнами \|/в, который равен углу между направлением скорости результирующего движения резания vе = v и направлением волокон W древесины в контуре заготовки.
Значения угла встречи, равные 0 и 180°, соответствуют продольному фрезерованию; от 0 до 90° — продольно-торцовому фрезерованию против волокон; 90° - продольному фрезерованию в торец; от 90 до 180° — торцово-продольному по волокнам.
При встречном фрезеровании полномерная стружка начинает срезаться в точке А входа (толщина срезаемого слоя а =0) и заканчивается в точке В выхода (а = атах). Начальный угол встречи с волокнами равен ψвн = 90° и соответствует торцовому резанию, а угол входа φвх = 0°.
В точке В выхода резца из древесины происходит торцово-про-дольное резание по волокнам и угол встречи может принимать значения 90° < ψв< 180°.
Значения угла встречи и угла контакта в средней точке С соответственно равны: ψв = ψвн+φср; φср =φ вых/2.
Скорость главного движения резания и скорость движения подачи при фрезеровании влияют на шероховатость обработанной поверхности, которая характеризуется кинематическими волнами.
Назначение и виды продольно-фрезерных станков.На продольно-фрезерных станках обрабатывают пласти и кромки брусковых деталей методом фрезерования вдоль волокон. Различают следующие виды обработки на продольно-фрезерных станках (рис. 11.1).
Создание на одной из граней заготовки плоской поверхности, используемой при дальнейшей обработке в качестве технологической базы (рис. 11.1, а, б), осуществляется на односторонних фуговальных станках. При фрезеровании заготовок одновременно с двух смежных сторон для получения прямого угла между ними (рис. 11.1, в) применяют двусторонние фуговальные станки.
Обработка деталей на заданный размер по толщине (рис. 11.1, г, д) выполняется на рейсмусовых станках, причем на односторонних
рейсмусовых станках обрабатывают одну верхнюю пласть детали (рис. 11.1, д), а на двусторонних — одновременно две пласти (рис. 11.1, г).
Обработка детали с четырех сторон за один проход для получения заданных размеров и профиля поперечного сечения (рис. 11.1, е, ж) выполняется на четырехсторонних продольно-фрезерных станках.
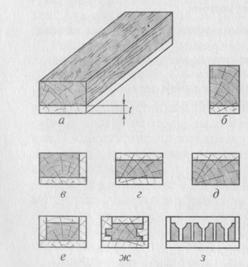 Если требуется получить одновременно несколько деталей или обработать детали со сложным профилем поперечного сечения (рис. 11.1, з), применяют четырехсторонние продольно-фрезерные станки с калевочным суппортом, на котором дополнительно устанавливают круглую пилу или фрезу.
Если требуется получить одновременно несколько деталей или обработать детали со сложным профилем поперечного сечения (рис. 11.1, з), применяют четырехсторонние продольно-фрезерные станки с калевочным суппортом, на котором дополнительно устанавливают круглую пилу или фрезу.
Рис. 11.1. Виды обработки на продольно-фрезерных станках:
а, б, в — фуговальных; г, д — рейсмусовых; е, .ж, з — четырехсторонних
Доски, бруски и заготовки, поступающие на продольно-фрезерные станки, получают в результате раскроя пиломатериалов, столярных плит и фанеры на ленточнопильных или круглопильных станках.
При раскрое, сушке и хранении возможны отклонения формы заготовки от формы правильного параллелепипеда: непрямолинейность или непараллельность граней, неперпендикулярность смежных поверхностей, покоробленность, волнистость, а также разнотолщинность заготовок в одной партии.
Предельные отклонения размеров и допустимые отклонения формы заготовок регламентированы ГОСТ 9685—61 и ГОСТ 7897—83. Так, для заготовок хвойных пород продольная покоробленность по пласти и кромке, а также крыловатость характеризуются стрелой прогиба, которая должна быть не более 0,2 % длины заготовки. Поперечная покоробленность определяется стрелой прогиба, которая должна быть не более 1 % ширины заготовки.
Предельные отклонения размеров пиленых заготовок должны быть, мм:
При толщине и ширине до 32......................................... ±1
При толщине и ширине от 35 до ................. ±2
При ширине 110 и более.................................................. +3
По длине.............,............................................................... ±5
Параметр шероховатости Rmmах не должен превышать 1250 мкм.
Нестандартные заготовки неправильной формы с большими припусками по толщине часто являются причиной брака при обработке и поломки станка. Такие заготовки следует отбраковывать.
Фуговальные станки
Конструкция станков. По наибольшей ширине обрабатываемой заготовки фуговальные станки бывают с шириной стола 250, 400 и 630 мм.
По количеству механизмов резания бывают станки одно - и двусторонние. На двусторонних станках фрезеруют одновременно две смежные поверхности заготовки: пласть и кромку. Обозначаются СФ4, СФ6, СФК6, С2Ф4.
По типу подачи обрабатываемого материала различают фуговальные станки с ручной и механизированной подачей. Механизированная подача осуществляется съемным автоподатчиком или встроенным в станок конвейерным механизмом подачи.
Для сбора и удаления стружки и пыли станки снабжены стружкоприемниками, присоединяемыми к системе удаления отходов обработки материалов.
Односторонний фуговальный станок показан на рис. 11.5. На станине 10 коробчатой формы смонтированы ножевой вал 4, передний 7 и задний 1 столы и направляющая линейка 3. Ножевой вал установлен на шарикоподшипниках и имеет привод от электродвигателя через клиноременную передачу. Электродвигатель расположен на подмоторной плите внутри станины. Для быстрой остановки ножевого вала имеется тормоз, действующий от электромагнита.

Рис. 11.5. Односторонний фуговальный станок:
/, 7 — столы; 2 — ограждение; 3 — направляющая линейка; 4 — ножевой вал;
5— фиксаторы крепления направляющей линейки; 6 — кронштейн; 8 — шкала;
9 - рукоятка настройки стола по высоте; 10 — станина
Для изменения толщины снимаемого слоя передний стол 7, можно перемещать по высоте относительно ножевого вала. Задний стол 1 предназначен для точного базирования обработанной поверхности детали. Его делают нерегулируемым, т. е. жестко прикрепленным к станине, или регулируемым по высоте. При наличии механизма регулировки облегчается настройка станка. Направляющая линейка 3 предназначена для точного бокового базирования заготовки. Она выполнена в виде узкой плиты и установлена на кронштейне 6. Ее можно наклонять к рабочей поверхности стола и перемещать по ширине станка. Рабочая зона ножевого вала закрыта веерным ограждением 2. Обрабатываемый материал подается вручную или вращающимися роликами автоподатчика со скоростью 8, 12, 16 и 24 м/мин.
Ножевые валы с прямолинейным, винтовым, ступенчатым, ступенчатым с углом наклона режущей кромки расположением ножей
Двусторонний фуговальный станок с горизонтальным ножевым валом и вертикальным шпинделем предназначен для одновременного фрезерования пласти и кромки заготовки. Станок снабжен передней и задней боковыми направляющими линейками. Переднюю линейку можно настраивать относительно вертикальной фрезы на толщину снимаемого с кромки припуска. Вертикальный шпиндель приводится во вращение от индивидуального электродвигателя, укрепленного на кронштейне сзади станины.
В других конструкциях фуговальный станок дополнительно оснащают шипорезной кареткой и режущим инструментом для фрезерования сложного профиля детали.
Фуговальный станок с конвейерным механизмом подачи выполнен в виде бесконечной цепи, надетой на звездочки, одна из которых приводная. К звеньям цепи прикреплены подпружиненные заостренные металлические захваты для надежного сцепления с верхней пластью заготовки. Механизм подачи установлен на двух стойках и может перемещаться по высоте от отдельного электродвигателя через винтовую и червячную передачи.
Скорость ручной подачи на станке выбирают индивидуально для каждой заготовки в зависимости от дефектов и необходимой глубины фрезерования. При встречном косослое и фрезеровании против волокон скорость следует снижать. Глубина фрезерования зависит от припуска на обработку и размеров дефектов. Съем припуска за один проход обычно не позволяет получить требуемого качества обработки. Наилучшего эффекта достигают за два прохода и более при малой глубине фрезерования, так как в этом случае уменьшается деформация детали под действием сил прижима и внутренних напряжений в материале заготовки.
В станках с механизированной подачей скорость подачи выбирают по графику из условия максимальной загрузки электродвигателя механизма резания и обеспечения заданной шероховатости поверхности.
Полученные детали необходимо проверить на точность обработки. Прикладывая обработанными поверхностями одну деталь к другой, визуально по величине просвета между ними судят о величине погрешности обработки. Кроме того, плоскостность обработанной поверхности можно проверить поверочной линейкой и набором щупов. Отклонение от плоскости не должно превышать 0,15 мм на длине 1000 мм. Смежные обработанные поверхности должны быть взаимно перпендикулярны, допускаемое отклонение 0,1 мм на высоте 100 мм. Перпендикулярность проверяют поверочным угольником и щупом. Шероховатость поверхности Rттax должна быть 60—100 мкм.
Рейсмусовые станки
Конструкция станков. Рейсмусовые станки предназначены для обработки брусковых и щитовых заготовок на заданную толщину обычно после создания у них технологической базы на фуговальном станке.
По количеству ножевых валов различают станки односторонние (с одним ножевым валом) и двусторонние (с двумя ножевыми валами). По наибольшей ширине обрабатываемой заготовки станки бывают с шириной стола 400, 630, 800 и 1250 мм. Частота вращения ножевого вала обычно не регулируется и для разных конструкций находится в пределах от 5000 до 6000 об/мин. Обозначаются СР8, СР12-2, С2Р8-2.
В рейсмусовых станках скорость подачи можно изменять дискретно переключателем многоскоростного электродвигателя и коробкой передач или регулировать бесступенчато вариатором в диапазоне от 8 до 30 м/мин.
Односторонний рейсмусовый станок показан на рис. 11.9. На цельнолитой станине 15 коробчатой формы расположены ножевой вал 4 и съемное приспособление 2 для заточки и прифуговки ножей в ножевом валу. Стопорное устройство с рукояткой 10 служит для фиксации ножевого вала 4 при наладке. Механизм подачи содержит передний приводной валец 6, установленный перед ножевым валом, и задний валец 9, обеспечивающий подачу готовой детали при выходе ее из станка.
Перед передним вальцом находится когтевая защита 7, предотвращающая выброс заготовки на рабочего, а также ограничительная планка, не позволяющая подавать в станок заготовки, у которых припуск на обработку превышает допускаемый. Привод вальцов осуществляется от электродвигателя 14 через вариатор и редуктор 13. Перед ножевым валом установлен прижим (стружколоматель) 5, а за ножевым валом — задний прижим 3. В средней части станины находится стол / / с опорными роликами 72, предназначенными для уменьшения сил трения заготовки о стол.
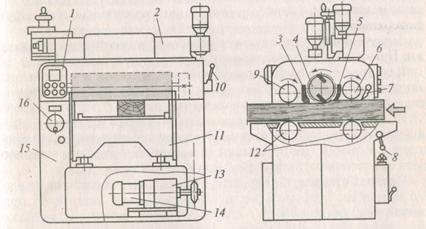
Рис. 11.9. Односторонний рейсмусовый станок:
/ — пульт управления; 2 — съемное приспособление; 3, 5 — прижимы; 4 -ножевой вал; 6, 9 — вальцы; 7 — когтевая защита; 8 — рукоятка фиксирования стола; 10 ~ рукоятка фиксатора ножевого вала; 11 — стол; 12 — опорные ролики; 13 — редуктор; 14 — электродвигатель; 15 — станина; 16 — маховичок настройки стола
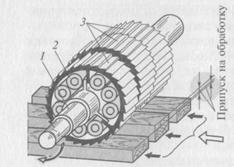
Рис. 11.10. Рифленый секционный валец рейсмусового станка:
1 — вал; 2 — резиновая втулка-амортизатор; 3 — кольца
Передний валец одностороннего рейсмусового станка делают рифленым. Рифли обеспечивают хорошее сцепление и надежную подачу обрабатываемых заготовок в станок. Кроме того, секционный валец (рис. 11.10) выполняют из набора колец 3, свободно насаженных на общий вал 1. В зазоре между кольцами и валом размещены упругие элементы в виде резиновых втулок - амортизаторов 2 или пружин. Они позволяют кольцам смещаться независимо одно от другого и относительно вала в вертикальной плоскости. Благодаря этому можно обрабатывать одновременно несколько брусковых заготовок с разным припуском.
Передний секционный прижим также состоит из набора отдельных элементов. Секции насажены на ось, вокруг которой они могут поворачиваться. Каждая секция опирается на пружину.
Задний прижим 3 (рис. 11.11) выполнен в виде цельной чугунной балки с закругленным ребром, которая установлена на подпружиненных рычагах с возможностью поворота. Ребро балки прижимает заготовку к столу и тем самым предотвращает ее вибрацию, а также исполняет роль скребка, снимающего стружку с заготовки, чтобы стружка не попала под гладкий подающий валец и не оказалась вдавленной в обработанную поверхность.
Для преодоления больших сил сопротивления подачи и предотвращения пробуксовывания в станках делают приводными не только верхние, но и нижние опорные вальцы.
У двустороннего рейсмусового станка ножевые валы расположены последовательно по ходу подачи: сначала нижний, фугующий, а затем верхний, калибрующий. Конструкция нижнего ножевого вала аналогична конструкции вала фуговального станка.
Четырехсторонние продольно-фрезерные станки
Конструкция станков. По наибольшей ширине обрабатываемой заготовки четырехсторонние продольно-фрезерные станки бывают с шириной стола 100 — 260 мм. Частота вращения шпинделей станков не регулируется и находится обычно в пределах от 4000 до 6000 об/мин. В станках общего назначения скорость подачи можно изменять дискретно переключателем многоскоростного электродвигателя и коробкой передач или регулировать бесступенчато вариатором в диапазоне от 8 до 45 м/мин.
Паркетные дощечки обрабатывают на специальных паркетных станках с наибольшей шириной фрезерования 60 или 100 мм, а обработку досок ведут на высокопроизводительных пропускных станках, скорость подачи которых до 100 м/мин и более.
Для механизации загрузки используют магазинные загрузочные устройства, пристраиваемые к станку, или питательные специальные столы. Для разгрузочных операций станки оснащаются послестаночными конвейерами и автоматическими штабелеукладчиками готовых изделий. Более подробно устройство четырехсторонних продольно-фрезерных станков рассмотрим на примере станка с шириной стола 160 мм.
Выбор режима работы. Режим работы четырехстороннего продольно-фрезерного станка выбирают в зависимости от номинальных размеров детали по ширине и толщине, сложности получаемого профиля и требуемого качества обработки.
По заданным размерам детали и известным припускам на обработку вычисляют толщину и ширину срезаемого слоя каждым режущим инструментом. Эти данные используют для выбора допустимой скорости подачи из условия максимальной загрузки электродвигателей. Выбор скорости подачи производят по графикам, приведенным в руководстве по эксплуатации станка, или расчетом по формулам (см. первый раздел). Часто наиболее загруженной является верхняя горизонтальная фреза или левая боковая фреза, которая формирует глубокие сложные профили. Если заданы повышенные требования к чистоте получаемой поверхности, то предельную скорость заготовки следует назначать из условия допустимой подачи на один резец. Так, например, для достижения шероховатости поверхности Rттaх менее 40 мкм для острой четырехножевой фрезы (z= 4), вращающейся с частотой п = 6000 об/мин, подача на один резец Sz равна 0,5 мм. По данной величине определяют скорость подачи заготовки vs:
vs = SZ Z n/1000 = 0,5 • 4 • 6000/1000 = 12 м/мин.
При правильной наладке четырехсторонних продольно-фрезерных станков допускаются следующие отклонения обработанных деталей: равномерность по толщине и ширине детали на всей ее длине — по 12-му квалитету точности; непрямолинейность боковых кромок — не более 0,2 мм на длине 1000 мм; непараллельность боковых кромок — не более 0,3 мм на длине 1000 мм; неперпендикулярность смежных боковых поверхностей — не более 0,15 мм на длине 100 мм.
В зависимости от результатов проверки пробных деталей проводят поднастройку и подналадку станка.
3. Режущие инструменты продольно-фрезерных станков
В качестве режущих инструментов на продольно-фрезерных станках используют ножевые валы, ножевые головки со съемными ножами плоской формы, а также цельные и сборные фрезы.
Ножи для фрезерования являются сменными режущими элементами цилиндрических ножевых валов фуговальных и рейсмусовых станков.
 Плоские ножи с прямолинейной режущей кромкой (рис. 11.2, а) изготовляют шириной 40 и толщиной 3 мм. В зависимости от типа станка применяют ножи длиной 260—1610 мм. Ножи изготовляют из инструментальных легированных сталей Х6ВФ, 8Х4В4Ф1, 8Х6НФТ. Для повышения стойкости ножа к его стальному корпусу припаивают пластину из твердого сплава ВК15 или ВК8 (рис. 11.2, б). Продольный паз на корпусе служит для регулирования и удержания ножа в ножевой головке. Для профильной обработки используют толстые фасонные ножи с поперечными прорезями для крепления винтами на корпусе фрезы (рис. 11.2, в).
Плоские ножи с прямолинейной режущей кромкой (рис. 11.2, а) изготовляют шириной 40 и толщиной 3 мм. В зависимости от типа станка применяют ножи длиной 260—1610 мм. Ножи изготовляют из инструментальных легированных сталей Х6ВФ, 8Х4В4Ф1, 8Х6НФТ. Для повышения стойкости ножа к его стальному корпусу припаивают пластину из твердого сплава ВК15 или ВК8 (рис. 11.2, б). Продольный паз на корпусе служит для регулирования и удержания ножа в ножевой головке. Для профильной обработки используют толстые фасонные ножи с поперечными прорезями для крепления винтами на корпусе фрезы (рис. 11.2, в).
Ножи с прямолинейной режущей кромкой затачивают по задней грани на ножезаточных специальных станках. Заточенные ножи должны удовлетворять следующим требованиям:
неравномерность ширины ножа допускается не более 0,1 мм на длине 100 мм; разнотолщинность ножей — не более 0,05 мм;
угол заострения ножа, равный (40 ±2)°, контролируют его универсальным или оптическим угломером;
режущая кромка ножа не должна иметь трещин, выкрашиваний и забоин;
твердость ножа на расстоянии 10—15 мм от режущей кромки составляет 57 — 64 НКСЭ по Роквеллу;
продольная и поперечная вогнутость передней грани ножа должна быть не более 0,1 мм на длине 100 мм;
отклонение от прямолинейности режущей кромки ножа допускается не более 0,025 мм на длине 100 мм.
 Прямолинейность режущей кромки ножа контролируют поверочной линейкой. Прикладывая лезвие ножа к рабочей поверхности линейки и располагая их напротив источника света, визуально по величине просвета определяют зазор. После заточки стальные ножи доводят оселком до радиуса округления лезвия 6 — 8 мкм.
Прямолинейность режущей кромки ножа контролируют поверочной линейкой. Прикладывая лезвие ножа к рабочей поверхности линейки и располагая их напротив источника света, визуально по величине просвета определяют зазор. После заточки стальные ножи доводят оселком до радиуса округления лезвия 6 — 8 мкм.
Фасонный нож (рис. 11.2, в) должен иметь профиль, соответствующий профилю обрабатываемой детали. Требуемый профиль ножа получают при заточке на станке с использованием специального шаблона, контур копирной кромки которого заранее изготовляют по чертежу обрабатываемой детали.
Для повышения стойкости инструмента и уменьшения времени его замены применяют ножи в виде сменных многолезвийных поворотных пластин твердого сплава, у которых две, три или четыре режущие кромки (рис. 11.2, г, д). В пластинах имеются одно или два отверстия для крепления к корпусу специальными винтами. Выпускают пластины, например, прямоугольные шириной 15 — 20 мм, толщиной 1,5; 2,0 мм и длиной 10 — 60 мм или квадратные толщиной 1,5; 2,0 мм и длиной (шириной) 14; 20 мм. Пластины поставляются в жестких пластиковых коробках, где они фиксируются для предотвращения повреждения режущих кромок.
Цельные насадные фрезы применяют для массовой обработки нормализованных профилей деталей на четырехсторонних продольно-фрезерных станках. В зависимости от формы зубьев цельные фрезы бывают двух типов: затылованные и с плоской задней поверхностью зубьев.
Затылованные фрезы (рис. 11.3, а) используют для фасонного фрезерования различных профилей, фрезы с плоской задней поверхностью (остооконечными зубьями) (пис. 11.3 б) — для обработки плоскостей и выборки прямоугольных пазов в деталях.
Например, с плоской задней поверхностью зубьев делают цилиндрические пазовые и прорезные фрезы, к передней поверхности которых припаивают пластины из твердого сплава.
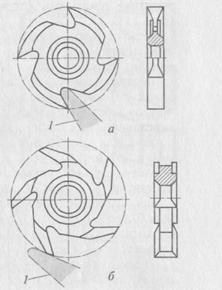 Рис. 11.3. Цельные насадные затылованные фрезы (а) и с плоской задней поверхностью
Рис. 11.3. Цельные насадные затылованные фрезы (а) и с плоской задней поверхностью
зубьев (б): 1 — контур заточного круга
Из цельных фрез, зубья которых перекрывают друг друга, можно компоновать составные фрезы, которые применяют для точной обработки двусторонних фасонных профилей и для выборки пазов, получение которых одинарными фрезами невозможно. По мере стачивания зубьев регулируют фрезу, смещая ее части одну относительно другой. При этом ширина паза остается неизменной, а общая высота фрезы уменьшается за счет стачивания опорных поверхностей зубьев. Зубья фрезы могут быть оснащены пластинами из твердого сплава.
Для увеличения времени эксплуатации применяют сборные фрезы, У сборных фрез и ножевых головок со сменными вставными резцами сменные резцы крепят в корпусе. На рис. 11.4 показаны сборные фрезы, способы крепления в них ножей и установка их на шпинделе.
Сборная фреза для вертикального шпинделя станка снабжена ножами, оснащенными пластинами из твердого сплава (рис. 11.4, а). Ножи 4 вставлены в пазы корпуса и закреплены винтами 6 с помощью прижимных клиньев 5. Фрезу в сборе свободно (посадка с зазором) насаживают на шпиндель и крепят гайкой, которую навинчивают на резьбовой конец шпинделя.
Сборная фреза для вертикального и горизонтального шпинделей (рис. 11.4, б) снабжена длинной 3 и короткой 2 цангами. Каждая цанга выполнена в виде конусной втулки с продольными прорезями и лепестками, которые позволяют изменять диаметр цанги за счет упругой деформации лепестков при действии небольшой радиальной силы, возникающей при креплении фрезы. На конце длинной цанги имеется резьба под гайку 1. При сборке длинную цангу вставляют в посадочное отверстие корпуса фрезы, на резьбовой конец цанги надевают короткую цангу и предварительно навинчивают гайку. Затем фрезу в сборе с цангами насаживают на гладкий конец шпинделя. При окончательном креплении гайки конусы цанг сближаются, лепестки деформируются и надежно заклинивают фрезу на шпинделе. При качественном изготовлении цанг такой способ крепления имеет повышенную точность по сравнению с непосредственной установкой на вал. Кроме этого, повышается надежность шпинделя с гладким концом, так как резьба не требуется.
Сборная фреза для горизонтального шпинделя (рис. 11.4, в) имеет длинные ножи, положение которых в корпусе изменяют регулировочными винтами 7. Для крепления на шпинделе служат две короткие цанги и две специальные гайки. Каждая гайка имеет отверстие для свободной насадки на шпиндель и резьбу на периферийной части. При завинчивании гайка нажимает на цангу, лепестки которой заклиниваются в конусном отверстии корпуса фрезы и жестко крепят ее на шпинделе.
Сборная фреза с поворотными пластинами твердого сплава для плоского фрезерования (рис. 11.4, г) имеет тщательно отбалансированный корпус с винтовыми пазами. Каждая многолезвийная пластина 9 вставляется в соответствующий паз корпуса 8 и с помощью накладки 10 прижимается клином 5 к стенке паза. Накладка фиксируется специальным винтом 11. После крепления на корпусе пластины располагаются по винтовой линии с некоторым перекрытием режущих кромок. Такая фреза обеспечивает высокое качество фрезерования, лучшее удаление стружки и низкий уровень шума. После затупления режущей кромки пластина может быть повернута в корпусе для использования следующей острой кромки.
В других конструкциях сборных фрез (рис. 11.4, д) крепление многолезвийных поворотных пластин выполняют специальными винтами непосредственно к корпусу без накладок и клиньев. Однако при таком креплении повышается риск разрушения пластины и вылет ее из корпуса при обработке.
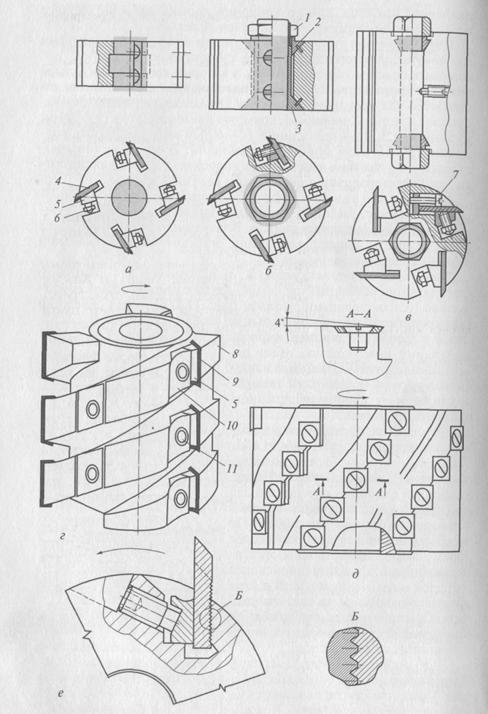
Рис. 11.4. Сборные фрезы к четырехстороннему продольно-фрезерному
станку:
а — с посадкой на вертикальный шпиндель; б, в — с креплением на цангах; г, д— с поворотными пластинами твердого сплава; е — с рифлеными ножами; / — гайка; 2, 3 — цанги: 4 — нож; 5 — клин; 6 — винт; 7 — регулировочный винт; 8— корпус; 9— многолезвийная пластина; 10— накладка; 11 — специальный винт
В ряде случаев для профильной обработки деталей на четырехсторонних станках используют сборные фрезы с плоскими толстыми ножами. Недостаток такой фрезы — возможное смещение ножа и его вылет при глубоком фрезеровании вследствие большого выступа относительно корпуса. Для повышения безопасности работы делают рифление на соприкасающихся поверхностях ножа и корпуса (рис. 11.4, е). Кроме того, благодаря точному смыканию рифлей ножа и корпуса, соблюдается точность расположения режущих кромок на окружности резания. Ножи в комплекте шлифуют по передней поверхности на глубину 0,03 — 0,05 мм и ширину, равную глубине профиля плюс 2 — 3 мм. При этом профиль и рифли ножа не изменяются.
Контрольные вопросы
1. На какие группы подразделяют продольно-фрезерные станки по виду выполняемых работ?
2. Какие требования предъявляют к ножевым валам и фрезерным инструментам продольно-фрезерных станков?
3. В чем состоит конструктивное различие одно - и двусторонних фуговальных станков?
4. В каком порядке устанавливают ножи в ножевой вал?
5. Расскажите о приемах работы на фуговальном станке.
6. В чем заключается наладка рейсмусового станка?
7. Назовите основные сборочные единицы четырехсторонних продольно-фрезерных станков.
8. В какой последовательности настраивают четырехсторонние продольно-фрезерные станки?
ФРЕЗЕРНЫЕ СТАНКИ
Назначение фрезерных станков
Фрезерные станки предназначены для профильной обработки деталей прямолинейной или сложной формы. Для выполнения на кромке брусковой детали профиля, сквозного или несквозного паза применяют фрезерные станки с нижним расположением шпинделя с ручной или механизированной подачей (рис. 12.1, а).
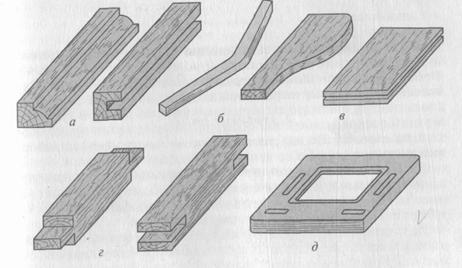
Рис. 12.1. Виды обработки на фрезерных станках:
а - продольное профильное фрезерование; 6 - криволинейное фрезерование, е - обработка по контуру; г - фрезерование шипов; д - профильное фигурное фрезерование
Используя шаблоны и специальные приспособления на станках с нижним расположением шпинделя, можно фрезеровать непрямолинейные кромки у плоских деталей (рис. 12.1, б), и обрабатывать детали по контуру (рис. 12.1, в).
В станках с нижним расположением шпинделя для получения шипов и проушин на концах брусковой заготовки используют шипорезную каретку(рис. 12.1, г), а для изготовления деталей со скошенными (наклонными) кромками — наклоняемый шпиндель.
Профильное и фигурное фрезерование сквозных и несквозных пазов, внутреннего контура или снятие фасок, выполнение элементов художественного орнамента обеспечивается при хорошем обзоре зоны обработки. Для таких работ используют фрезерные станки с верхним расположением шпинделя (рис. 12.1, д).
При массовом производстве фигурных однотипных деталей применяют разновидность этих станков — высокопроизводительные одно - и двухшпиндельные фрезерные карусельные станки с вращающимся столом.
Заготовками для обработки на всех фрезерных станках являются предварительно обработанные бруски, облицованные шпоном, декоративной пленкой или пластиком щиты, а также собранные рамки, ящики и другие элементы мебели. Их качество должно удовлетворять установленным требованиям. Работа на фрезерных станках, как правило, является заключительной технологической операцией механической обработки деталей, поэтому должно быть обеспечено высокое качество ее выполнения.
Шероховатость поверхности Rmmах должна быть 40—100 мкм, а точность обработки соответствовать 12— 14-му квалитету. Для достижения высокого качества обработки в станках используют высокооборотные инструментальные шпиндели или специальные электрошпиндели с частотой вращения 6000—12000 об/мин и более.
Виды режущих инструментов и фрезерных станков
На фрезерных станках с нижним расположением шпинделя используют насадные цельные или сборные пазовые и фасонные, а также цилиндрические со вставными ножами фрезы. В станках с верхним расположением шпинделя преимущественно применяют концевые фрезы. По конструкции фрезы бывают цельные, сборные дисковые пазовые со вставными ножами и составные.

Рис. 12.2. Цельные насадные фрезы:
а — пазовая для фрезерования вдоль волокон; б — пазовая для фрезерования поперек волокон; в, г — фасонные для профильного фрезерования; д — для фрезерования фальца и кромок облицованных деталей; 1 — подрезающие зубья;
2 — основной зуб
Цельные пазовые фрезы предназначены для фрезерования продольных и поперечных пазов в деталях. Фрезы изготовляют целиком из инструментальной легированной стали или их зубья оснащают пластинами из твердого сплава.
Пазовая фреза для фрезерования пазов вдоль волокон древесины показана на рис. 12.2, а. Для улучшения условий резания боковые режущие кромки зубьев имеют угол тангентального поднутрения (задний угол бокового лезвия), равный 3°.
Пазовая фреза для фрезерования пазов поперек волокон и обработки проушин (рис. 12.2, б) кроме основных зубьев 2, формирующих ширину В паза, имеет с двух сторон подрезающие зубья 1 с передним углом 45°. Подрезающие зубья выступают над окружностью резания основных зубьев на 0,5 мм и предназначены для предотвращения сколов. Пазовые фрезы делают шириной 4 — 20 мм. Внешний диаметр цельных пазовых фрез составляет 80, 100, 125, 160 и 180 мм. Фрезы затачивают по задней грани, и их зубья после заточки принимают остроконечную форму.
Цельные фасонные фрезы предназначены для профильного фрезерования деталей. На рис. 12.2, в, г показаны конструкции фасонных фрез, зубья которых оснащены пластинами из твердого сплава. Зубья фрез затачивают по передней грани.
Лезвия по форме выполнены так, что профиль изделия (рис. 12.2, г) после фрезерования отличается от формы правильных полуокружностей. Такое исполнение фрез необходимо для того, чтобы исключить трение боковых поверхностей зубьев о поверхность резания, нормальную к оси вращения фрезы. Искажение геометрии обрабатываемой поверхности детали незначительно и вполне допустимо.
Диаметры посадочного отверстия А у фрез составляют 22, 27 и 32 мм, что в большинстве случаев совпадает с соответствующими размерами конусов оправок и шпинделей фрезерных станков. Внешний диаметр В фасонных фрез составляет 80, 100 и 125 мм. Фреза для фрезерования фальца показана на рис. 12.2, д. Остроконечные зубья фрезы оснащены пластинами из твердого сплава и имеют угол наклона режущих кромок к оси фрезы 15°. Пластины из твердого сплава припаивают на переднюю или заднюю грань резца.
При расположении пластин под углом к оси вращения обеспечивается качественная обработка кромок щитов, облицованных шпоном, пластиками и другими материалами. Наклон режущей кромки выбирают таким образом, чтобы осевая составляющая силы резания была направлена на заготовку и прижимала облицовочный материал к ее основе.
Цельные фрезы могут входить также в наборы составных фрез для получения различных профилей.
Сборные дисковые пазовые фрезы применяют для выработки шипов и проушин на концах брусковых деталей. Фреза содержит вставные ножи, укрепляемые в клиновых пазах корпуса распорными винтами. Внешний диаметр фрез составляет 200, 350, 320 и 360 мм. Ножи изготовляют из стали или оснащают пластинами из твердого сплава длиной 50 мм, шириной 8, 12, 16 и 20 мм.
Для сокращения типоразмеров следует использовать регулируемые пазовые фрезы. Сдвигая и раздвигая две фрезы до определенного предела на специальной установочной головке, за счет перекрытия кромок можно одной фрезой выбирать различные пазы. В зависимости от размеров режущих частей зубьев ширину паза можно бесступенчато регулировать в следующих пределах: 4 — 7,5 мм; 6—11,5 и 7—13,5 мм.
Цилиндрические фрезы со вставными ножами, посаженные на шпиндель, используют для плоскостной или криволинейной обработки по контуру. Режущие кромки ножей прямолинейные. Фрезы выпускают в двух исполнениях:
исполнение А — с плоскими стальными ножами длиной 40 — 200 мм;
исполнение Б — с ножами, оснащенными пластинами из твердого сплава. Внешний диаметр фрез составляет 80—180 мм.
Концевые фрезы используют для фрезерно-копировальных работ, обработки криволинейных вогнутых и выпуклых профильных контуров филенчатых дверей, мебели, художественных деревянных предметов, фасадов и других изделий. Различают цельные цилиндрические и фасонные и сборные концевые фрезы.
Концевые цельные цилиндрические фрезы бывают однорезцовые незатылованные (рис. 12.3, а) и затылованные (рис. 12.3, б) для фрезерования по контуру, а также двухрезцовые (рис. 12.3, в) для выборки гнезд. Концевые фрезы изготовляют диаметром 3 — 25 мм из инструментальной стали.

Рис. 12.3. Концевые фрезы:
а — незатылованная однорезцовая; б — затылованная однорезцовая; в — затыло-ванная двухрезцовая; г — незатылованная с припаянной пластиной из твердого сплава; д — фасонная для округления кромок; е — сборная с неперетачиваемыми поворотными пластинами; 1 — специальный винт; 2 — хвостовик; 3 -регулировочный винт; 4, 5 — режущие кромки
Для фрезерования древесностружечных плит или деталей, облицованных пластиками, используют концевые фрезы, оснащенные пластинами из твердого сплава (рис. 12.3, г).
Концевые цельные фасонные фрезы предназначены для фрезерования криволинейных вогнутых или выпуклых профильных контуров. На рис. 12.3, д показана концевая цельная фасонная фреза для округления кромок детали по радиусу.
Концевые сборные фрезы имеют сменные ножи или многолезвийные неперетачиваемые пластины из твердого сплава. Концевая сборная фреза с неперетачиваемыми поворотными пластинами твердого сплава (рис. 12.3, е) предназначена для фрезерования четверти или паза в деталях из древесины или плитных материалов. Концевая пластина имеет режущую кромку 4, параллельную оси вращения для периферийного резания и торцовую кромку 5 для заглубления. Крепят пластины в корпусе специальными винтами 1. Для настройки глубины фрезерования длину фрезы изменяют регулировочным винтом 3, ввернутым в торец хвостовика 2.
Выпускают фрезы правого и левого вращения, что обеспечивает встречное или попутное фрезерование при одном направлении подачи детали.
На фрезерных копировальных станках можно использовать составные фрезы, составленные из концевых и дисковых фрез, а также нормальные спиральные сверла.
На фрезерных карусельных станках применяют насадные сборные фрезы.
Фрезерные станки с нижним расположением шпинделя
Конструкция станков. Фрезерные одношпиндельные станки с нижним расположением шпинделя выпускают с ручной или с механизированной (автоподатчиком) подачей. Обозначаются ФЛ, ФС, ФТ.
Фрезерный станок с ручной подачей для профильной обработки деталей прямолинейной или сложной формы. Частота вращения шпинделя 4500 и 9000 об/мин. В других моделях станков двухскоростной электродвигатель и двухступенчатые шкивы ременной передачи обеспечивают четыре частоты вращения шпинделя: 3000, 4500, 6000 и 9000 об/мин.
Для быстрой остановки шпинделя применено электрическое торможение электродвигателя.
Фрезерный станок с наклоняемым шпинделем Для механизации подачи прямолинейных деталей станок оснащают автоподатчиком Скорость подачи регулируется перестановкой конусного диска относительно кольца.
Фрезерный станок с шипорезной кареткой отличается от станка с ручной подачей дополнительно пристроенной кареткой 1, которая позволяет выполнять шипорезные работы. Она установлена на шарикоподшипниковых опорах и перемещается вручную по направляющим 5, прикрепленным к станине.
Выбор режима работы. Фрезерные работы на фрезерных станках с нижним расположением шпинделя различаются сложностью получаемого профиля и требуемой чистотой поверхности обработки.
При профильном фрезеровании форма стружки сложнее, чем при цилиндрическом фрезеровании. Кроме того, часто при обработке одной детали направление подачи постоянно изменяется относительно направления волокон, а угол подачи находится в диапазоне от 0 до 90° (продольно-торцовое фрезерование против волокон) или от 90 до 180° (продольно-торцовое фрезерование по волокнам). Это влияет на шероховатость обрабатываемой поверхности. Поэтому при обработке на станках с ручной подачей скорость подачи следует устанавливать индивидуально, снижая ее при обработке против волокон и косослойных участков. Рациональную скорость подачи определяют по предельной допустимой подаче на один зуб, которую назначают в зависимости от заданной шероховатости поверхности (см. табл. 1.3).
Таблица 1,3
Высота неровностей Rmmax мкм, не более | Подача на резец Sz, мм, при угле встречи с волокнами древесины ψв | ||||
0 | 15 | 30 | 45 | 90 | |
32 | 0,3 | 0,1 | - | - | - |
60 | 1,0 | 0,5 | 0,1 | 0,1 | 0,1 |
100 | 1,5 | 0,9 | 0,5 | 0,3 | 0,2 |
200 | 2,0 | 1,7 | 0,75 | 0,8 | 0,3 |
320 | 2,5 | 2,1 | 1,4 | 1,6 | 0,5 |
500 | 3,0 | 2,6 | 2,1 | 2,2 | 0,7 |
Вычисленную скорость подачи следует проверить по мощности электродвигателя привода шпинделя и скорректировать в зависимости от породы древесины, глубины паза и площади сечения • снимаемого припуска (табл. 12.1).
Частоту вращения шпинделя п выбирают в зависимости от внешнего диаметра фрезы и определяют по формуле
n = V/πDф,
где v — скорость резания (40 — 50 м/с); Dф — диаметр фрезы, мм.
Требуемую частоту вращения шпинделя устанавливают переключателем скорости вращения двухскоростного электродвигателя или путем подбора диаметров сменных приводных шкивов.
Таблица 12,1
Порода | Глубина паза, мм | Площадь сечения снимаего припуска, мм | Скорость подачи, м\ мин, при мощности электродвигателя привода шпинделя, кВт. | |||||
1,8 | 2,3 | 3,3 | 4,1 | 4,7 | 5,5 | |||
Бук, дуб | 10 | 50 | 15 | 20 | 25 | 25 | 25 | 25 |
100 | 8 | 10 | 13 | 17 | 19 | 23 | ||
200 | -- | -- | -- | 8 | 10 | 11 | ||
300 | -- | -- | -- | -- | -- | 8 | ||
15 | 50 | 12 | 16 | 23 | 25 | 25 | 25 | |
100 | -- | 8 | 11 | 14 | 16 | 24 | ||
200 | -- | -- | -- | -- | 8 | 9 | ||
Сосна, ель | 15 | 100 | 11 | 15 | 21 | 25 | 25 | 25 |
200 | -- | 8 | 10 | 13 | 16 | 18 | ||
300 | -- | -- | 8 | 9 | 10 | 12 | ||
20 | 100 | 10 | 13 | 19 | 23 | 25 | 25 | |
200 | -- | 8 | 9 | 11 | 13 | 15 | ||
25 | 100 | 9 | 11 | 17 | 20 | 24 | 25 | |
200 | -- | -- | 8 | 10 | 12 | 14 |
Состав операций, выполняемых при наладке, зависит от типа фрезерного станка, профиля и формы обрабатываемой детали.
Радиальное биение зубьев цельных фрез, а также биение ножей в сборных фрезах допускается не более 0,015 мм. Фрезы должны быть отбалансированы.
Частота вращения шпинделей фрезерных станков достигает 9000 или 12000 об/мин и более, поэтому установка фрез даже с небольшим дисбалансом приводит к значительным вибрациям шпинделя, повышенному шуму и снижению качества обработки. Величина дисбаланса для фрез диаметром 120—180 мм в комплекте с оправкой и дистанционными кольцами допускается не более 20 — 50 г: мм. Диаметр фрез по условиям гигиенических норм шума выбирают в зависимости от частоты вращения шпинделя и вида обработки:
Частота вращения, об/мин........300
Диаметр фрезы, мм, не более: для продольного
фрезерования.......................0
для фрезерования шипов...70
Режущий инструмент крепят в шпинделе в зависимости от конструкции посадочных мест шпинделя и режущего инструмента. Наиболее распространено крепление с помощью съемной шпиндельной насадки — фрезерной оправки. Шпиндель 7 (рис. 12.9, а) имеет конусное отверстие, а конец оправки 3 — хвостовик 6. Отверстие в шпинделе и хвостовик съемной оправки выполняют с конусом Морзе, который обозначают соответствующим номером: у легких станков № 3, средних и тяжелых — № 4. Диаметр рабочей части оправки определяется диаметром посадочного отверстия фрезы и составляет 22, 27, 30 и 32 мм.
Кроме насадных фрез с непосредственной посадкой используют сборные фрезы с креплением на двух цангах гайками или на двух цангах через промежуточные кольца аналогично креплению инструмента на шпинделе продольно-фрезерного станка. Гайки при креплении следует затягивать с усилием, не превышающим допускаемое значение при данном диаметре шпинделя и рекомендуемым в руководстве по эксплуатации станка.
При наладке станка для обработки деталей наклонным шпинделем следует вначале освободить проем между шпинделем и столом и подобрать нужного размера заглушку. После установки угла наклона выступ шпинделя над столом изменится, поэтому требуется дополнительная корректировка инструмента по высоте.
Фрезерные станки с верхним расположением шпинделя
Конструкция станков. Фрезерные станки с верхним расположением шпинделя бывают копировальные одношпиндельные с ручной или механической подачей стола. Для массового фрезерования криволинейных кромок брусковых деталей выпускают станки с карусельным столом одношпиндельные и многошпиндельные.
Объемные рельефные детали обрабатывают на одношпин-дельных или многошпиндельных карусельных станках методом копирования с образца. Современные фрезерные станки для получения рельефных художественных деталей снабжают системами автоматической смены режущих инструментов и числовым программным управлением. Фрезерный копировальный одношпинделъный станок с верхним расположением шпинделя показан на рис. 12.15. (ВФК-1)На станине станка размещены стол 10 и шпиндельный суппорт 13. К суппорту на поворотной головке прикреплен высокооборотный электрошпиндель 1, который вращается с частотойилиоб/мин. Питание электрошпинделя осуществляется электрическим током повышенной частоты (200 или 300 Гц) от преобразователя. На конце шпинделя находится коническое отверстие для закрепления патрона с фрезой 5. Подача на глубину обработки производится вертикальным перемещением шпиндельного суппорта с помощью пневмопривода педалью 7. Величина перемещения суппорта устанавливается винтом-ограничителем 3, взаимодействующим с упором 2. Для быстрой переналадки на разную глубину паза применяют несколько винтов-ограничителей, которые ввернуты на заданную высоту в поворотную головку 4.
.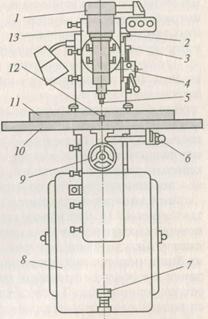
Рис. 12.15. Одношпиндельный фрезерный станок с верхним расположением шпинделя:
1 — электрошпиндель; 2 — упор; 3 — винт-ограничитель; 4— поворотная головка; 5— фреза; 6 — ручка; 7 — педаль; 8— станина; 9— маховичок; 10 — стол; // — направляющая линейка; 12— палец; 13 — суппорт
Для продольной обработки прямолинейных деталей используют стол 10 и направляющую линейку П. Стол регулируют по высоте маховичком 9.
Для копировальных работ используют шаблон (на рисунке не показан), в нижней части которого расположен копирный паз, соответствующий профилю обработки детали. Заготовку подают вручную путем перемещения шаблона по копирному пальцу 72, которым управляют ручкой 6. В станках с механической подачей для перемещения шаблона используют приводной стол.
Фрезерный двухшпиндельный станок с карусельным столом показан на рис. 12.16. Фрезерные суппорты 10 станка смонтированы на поворотных кронштейнах 1 и имеют настроечное перемещение по высоте. Под воздействием пневмоцилиндров 2 суппорты с фрезами прижимаются копирным кольцом 7 к копирной кромке шаблонов 4 с обрабатываемыми заготовками. Съемные шаблоны укреплены с помощью Т-образных пазов на столе 6. Стол приводится во вращение от электродвигателя постоянного тока через червячный редуктор. В некоторых моделях станков скорость вращения стола делают не постоянной, замедленной в зоне фрезерования, для повышения качества обработки.
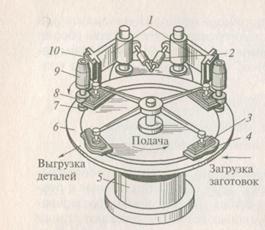 Рис. 12.16. Двухшпиндельный фрезерный карусельный станок (Ф2К-2): 1 — поворотные кронштейны; 2~ пневмоцилиндр; 3 — пневматический прижим; 4 — шаблон; 5 — станина; 6 — карусельный стол; 7 -копирное кольцо; 8— фреза; 9 — электродвигатель; 10 — суппорт
Рис. 12.16. Двухшпиндельный фрезерный карусельный станок (Ф2К-2): 1 — поворотные кронштейны; 2~ пневмоцилиндр; 3 — пневматический прижим; 4 — шаблон; 5 — станина; 6 — карусельный стол; 7 -копирное кольцо; 8— фреза; 9 — электродвигатель; 10 — суппорт
В позиции «Загрузка» заготовку укладывают в очередной шаблон, ориентируя относительно копирной кромки и базирующих упоров шаблона. Заготовка автоматически зажимается пневматическими прижимами 3. При вращении стола производится обработка по контуру, соответствующему форме копирной кромки шаблона.
Для установки фрез на шпиндель применяют цанги или специальные патроны. Крепление затылованной фрезы показано на рис. 12.17, а. Цанга 2 с внешним конусом 25 (ГОСТ 15945—82) вставлена в коническое отверстие шпинделя 1, на конце которого имеется колпачковая гайка 3. При навинчивании гайка нажимает на торец цанги, лепестки которой упруго деформируются и надежно крепят концевую затылованную фрезу 4. Если требуется крепить фрезы с хвостовиками разных диаметров, используют цанговые патроны и переходные втулки. После сборки фрезу с патроном балансируют.
Незатылованные фрезы крепят в специальном патроне (рис. 12.17, -б). Посадочное отверстие в патроне предназначено для установки фрезы. Хвостовик 5, выполненный с конусом Морзе № 2а, устанавливают в конусное отверстие шпинделя. В корпусе 8 специального патрона расположены по окружности шесть резьбовых отверстий, которые предназначены для балансировочных винтов 9. Ось хвостовика смещена относительно оси посадочного отверстия в патроне на эксцентриситет е. Это позволяет при враще нии шпинделя получать в заготовке пазы, ширина В которых больше диаметра d режущей части фрезы.
На корпусе патрона имеются риски с обозначениями 0; 30 и 50°. Режущая кромка незатылованной фрезы 7 должна находиться между отметками 30 и 50°, что соответствует оптимальному заднему углу резания. Если кромка фрезы находится на нулевой отметке, то задний угол резания будет равен нулю. Фрезерование при такой установке невозможно из-за сильного трения и нагревания фрезы. Диаметр фрезы и эксцентриситет патрона выбирают в зависимости от заданной ширины паза (диаметра фрезерования).
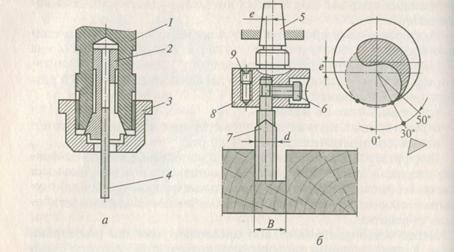
Рис. 12.17. Крепление фрезы в патроне:
а — затылованной; б — незатылованной; 7 — шпиндель; 2 — цанга; 3 — колпач-ковая гайка; 4 — затылованная фреза; 5 — хвостовик; 6 — винт крепления фрезы; 7 — незатылованная фреза; 8 — корпус патрона; 9 — балансировочный винт
Нормальная работа эксцентрично закрепленной в патроне фрезы возможна лишь при условии тщательной балансировки после сборки.
Статическую балансировку фрезы с патроном выполняют на балансировочном приспособлении. Балансировку производят путем завинчивания или вывинчивания балансировочных винтов из соответствующего резьбового отверстия патрона. Остаточный дисбаланс допускается не более 2,1 г-мм.
Перед установкой патрона или оправки в шпиндель станка необходимо навернуть
Контрольные вопросы
1. Расскажите о назначении фрезерных станков и видах выполняемых на них работ.
2. Какие типы фрез используют на фрезерных станках?
3. Расскажите о конструктивных особенностях фрезерных станков с шипорезной кареткой.
4. Какие условия влияют на выбор режима работы фрезерного станка?
5. В чем заключается наладка фрезерного станка?
6. Расскажите о приемах работы на фрезерном станке с нижним расположением шпинделя.
7. Назовите основные узлы фрезерных станков с верхним расположением шпинделя.
8. В какой последовательности настраивают фрезерный копировальный станок с верхним расположением шпинделя?
