
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
Кабатина
Юлия Владимировна
РАЗРАБОТКА уСОВЕРШЕНСТВОВАНной ТЕХНОЛОГИИ
ОБРАБОТКИ НА АГРЕГАТЕ «ПЕЧЬ-КОВШ» Стали,
разливаемой на СОРТОВЫХ МНЛЗ
Специальность 05.16.02 –
Металлургия черных, цветных и редких металлов
Автореферат
диссертации на соискание ученой степени кандидата технических наук
Магнитогорск – 2010
Работа выполнена в ГОУ ВПО «Магнитогорский государственный технический университет им. ».
Научный руководитель – кандидат технических наук, доцент .
Официальные оппоненты: доктор технических наук, профессор
,
кандидат технических наук
.
Ведущая организация – ».
Защита состоится «14» октября 2010 г в 15 ч на заседании диссертационного совета Д 212.111.01 при ГОУ ВПО «Магнитогорский государственный технический университет им. » г. Магнитогорск, пр. Ленина, 38, малый актовый зал.
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО «Магнитогорский государственный технический университет им. ».
![]() Автореферат разослан « 10 » сентября 2010 г.
Автореферат разослан « 10 » сентября 2010 г.
Учёный секретарь
![]() диссертационного совета
диссертационного совета
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Требования по снижению затрат при производстве металлопродукции, повышению ее качества, дальнейшему уменьшению выбросов в атмосферу и улучшению условий труда, послужили основанием проведения широкомасштабной модернизации всей технологической цепочки производства сортового проката в металлургический комбинат» (ОАО «ММК»), прежде всего сталеплавильного производства.
Создание электросталеплавильного производства на базе реконструированного мартеновского цеха с разливкой металла на пятиручьевых сортовых МНЛЗ существенно изменило технологическую схему производства сортового проката, сократив количество переделов и степени обжатия, особенно при производстве крупного сорта. В связи с этим изменились качественные показатели: отсортировка готовой металлопродукции по дефектам поверхности в начальный период достигала более 3%. Специальным исследованием было установлено, что повышенная отсортировка металлопродукции связана с образованием газовых пузырей вблизи поверхности непрерывнолитых заготовок. Прокатка таких заготовок сопровождается образованием рванин и плён на поверхности готовой продукции.
Одновременно с развитием производства расширялся сортамент сортового проката и возрастали требования к его макроструктуре. Все это потребовало существенного изменения технологии подготовки металла к непрерывной разливке. Проблема повышения рентабельности производства сортового проката и расширения сортамента на базе обеспечения качественных непрерывнолитых заготовок стала ключевой в электросталеплавильном цехе (ЭСПЦ) .
Цель работы – совершенствование технологии обработки стали на агрегате «печь-ковш», обеспечивающее уменьшение развития до безопасного уровня газовых пузырей в непрерывнолитых заготовках.
Для достижения этой цели потребовалось решить следующие задачи:
- провести углубленное изучение природы образования газовых пузырей в сортовых непрерывнолитых заготовках ;
- исследовать особенности процесса обработки металла на агрегате «печь-ковш» в электросталеплавильном цехе ;
- усовершенствовать технологию этой обработки с целью повышения качества непрерывнолитой заготовки;
- оценить технико-экономическую эффективность внедрения усовершенствованной технологии для условий .
Научная новизна работы заключается в следующем:
– установлено, что возникновение дефекта «газовый пузырь» в сортовых непрерывнолитых заготовках, получаемых в ЭСПЦ , связано с недостаточным раскислением металла при обработке его на агрегате «печь-ковш» и определено остаточное содержание кислорода, предотвращающее развитие этого дефекта;
– разработана математическая модель формирования металла и шлакообразования при обработке стали на агрегате «печь-ковш», учитывающая участие футеровки сталеразливочного ковша;
– выявлена определяющая роль кислорода оксидов железа и марганца шлака в окислении элементов-раскислителей, вводимых при обработке стали на агрегате «печь-ковш».
Практическая значимость работы состоит в усовершенствовании технологии раскисления стали на агрегате «печь-ковш» карбидом кремния и кальцийсодержащими материалами, что привело к уменьшению отсортировки металлопродукции по дефектам поверхности на 0,43% (абс.). Экономический эффект от внедрения в производство усовершенствованной технологии ковшевой обработки стали в электросталеплавильном цехе составил 10,9 млн. руб.
Апробация работы. Основные результаты работы докладывались и обсуждались на Международной научно-технической конференции молодых специалистов (, г. Магнитогорск, 2005…2007 г.), IХ конгрессе сталеплавильщиков (г. Старый Оскол, 2006 г.), Международной научно-технической конференции молодых специалистов и техников (, г. Нижний Тагил, 2006 г.), на ежегодных конференциях МГТУ по итогам научно-исследовательских работ в 2005…2007 годах.
Публикации. По материалам диссертации опубликовано 16 статей в журналах и сборниках, в том числе 4 статьи в изданиях, рекомендованных ВАК РФ для публикации материалов диссертационных работ.
Структура и объём работы. Диссертация состоит из введения, 4 глав, общих выводов, списка использованных источников и приложений. Она изложена на 120 страницах машинописного текста, включая 29 таблиц, 19 рисунков и 99 библиографических источников.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении кратко описаны основные этапы реконструкции мартеновского цеха с созданием электросталеплавильного цеха Магнитогорского металлургического комбината, состав технологического оборудования, требования, предъявляемые к металлу для разливки на сортовых машинах непрерывного литья, а также определены задачи работы, заключающиеся в углубленном изучении природы образования газовых пузырей, исследовании процессов, протекающих при обработке металла на агрегате «печь-ковш» вместимостью 180 т, и совершенствовании технологии этой обработки с целью повышения качества непрерывнолитых заготовок.
В первой главе сделан обзор возможных причин образования газовых пузырей в слитках и непрерывнолитых заготовках из стали разных марок. Отмечается большой вклад в исследование этих процессов отечественных ученых , , и др. Решающим фактором предотвращения образования подкорковых газовых пузырей является подбор наиболее рационального способа раскисления металла.
На основании обзора литературы сделан вывод о недостатке информации о содержании газов в металле, при котором исключается образование газовых пузырей в непрерывнолитых заготовках. При ограничении содержания алюминия в разливаемой стали, целесообразно использовать для дополнительного раскисления металла кальцийсодержащие материалы, но данных по оптимальному их расходу недостаточно. Поэтому необходимо проведение экспериментального исследования для решения поставленных во «Введении» задач.
Во второй главе содержится краткое описание ЭСПЦ , а также технологии производства сортовых непрерывнолитых заготовок.
В качество сортовой непрерывнолитой заготовки оценивается макроструктурой металла согласно отраслевому стандарту. Макроструктура, оцененная баллом 3 и выше, является браковочной.
Известно, что образование газовых пузырей может происходить по двум причинам:
- вследствие механического захвата газов при разливке;
- вследствие физико-химических процессов, протекающих при кристаллизации металла.
На темплетах, вырезаемых из непрерывнолитых заготовок при текущем контроле их качества, видны лишь отдельные разовые пузыри (рис. 1), и создается впечатление, что их образование в определённой степени случайно.


![]()
![]()
![]()
![]()
![]()
![]() Рис. 1 – Макроструктура заготовок с дефектом
Рис. 1 – Макроструктура заготовок с дефектом
поверхностный (ГПБ) и внутренний (ГПА) газовый пузырь
Однако в разрезе заготовки, сделанном параллельно её поверхности, видно, что количество пузырей велико и их образование связано с кристаллизацией металла (рис. 2). Хорошо заметное кольцеобразное расположение пузырей и доля занимаемой ими поверхности сечения дают основание считать, что они образуются в промежутках между растущими дендритами на заключительной стадии кристаллизации металла.
|
![]()
|

Рис. 2 – Фотография продольного разреза темплета
![]()
![]()
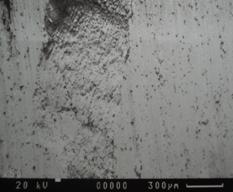
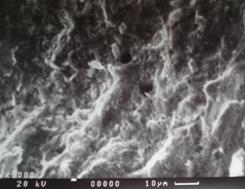 Проведено изучение топографии поверхности пузырей с использованием растрового электронного микроскопа «Tescan Vega ΙΙ LMU» (рис. 3).
Проведено изучение топографии поверхности пузырей с использованием растрового электронного микроскопа «Tescan Vega ΙΙ LMU» (рис. 3).
а б
Рис. 3 – Топография поверхности газового пузыря при
увеличении в 50 (а) и 1000 раз (б): стрелки
указывают каналы поступления газа
При 50-кратном увеличении четко выявляется складкообразный характер поверхности пузыря. При 1000-кратном увеличении видно, что складки – это оси дендритов, ветви которых проникают на некоторую глубину в тело пузыря. Пузырь растёт в промежутке между соседними дендритами, выдавливая в процессе роста жидкий металл, находящийся между их ветвями.
Проанализирована роль отдельных газов в образовании газовых пузырей и произведены расчеты для условий ЭСПЦ . Общее давление в зоне кристаллизации в период формирования газовых пузырей меняется в пределах от 1,0 до 1,22 атм (0,1 до 0,122 МПа). Суммарное давление выделение азота и водорода не превышает 0,12 атм, что на порядок меньше общего давления в зоне кристаллизации. Следовательно, образоваться газовые пузыри могут лишь в том случае, если одновременно с выделением водорода и азота происходит выделение газа СО, а главным фактором, определяющим интенсивность газообразования, является содержание в металле кислорода. Поэтому основной задачей предотвращения образования газовых пузырей является совершенствование технологии раскисления стали.
Третья глава посвящена углубленному исследованию процессов, протекающих при обработке стали на агрегате «печь-ковш», методом синтеза промышленных экспериментов и математических моделей, схема которого представлена на рис. 4.
Рис. 4 – Схема метода синтеза промышленных экспериментов и
математических моделей: Xi и Yi – входные и выходные параметры i-го опыта
Экспериментальная часть исследования включала обработку на агрегате «печь-ковш» 24-х ковшей опытных плавок, при проведении которых контролировали все параметры выплавки, ковшевой обработки и разливки. Информация, полученная при этом контроле, приведена в приложениях к диссертации.
Экспериментальные данные сопоставлялись с результатами расчета по модели процесса обработки стали на агрегате «печь-ковш». Основой модели были уравнения материального баланса, составленные для каждого контролируемого компонента металла и шлака.
Для каждого химического элемента Е металла составлялось следующее балансовое уравнение
 , (1)
, (1)
где ![]() – масса металла до и после обработки, кг;
– масса металла до и после обработки, кг;
![]() – масса i-й добавки, содержащей элемент Е, кг;
– масса i-й добавки, содержащей элемент Е, кг;
![]() – масса элемента Е, окислившегося и перешедшего в шлак, кг;
– масса элемента Е, окислившегося и перешедшего в шлак, кг;
![]() – содержание элемента E в металле до и после обработки, %;
– содержание элемента E в металле до и после обработки, %;
![]() – содержание элемента E в i-й добавке, %;
– содержание элемента E в i-й добавке, %;
n – число добавок, содержащих элемент Е.
Из этого балансового уравнения можно найти содержание элемента Е в металле после обработки
 . (2)
. (2)
Содержание элемента в металле определяли химическим анализом, а содержание элемента во вводимых материалах – по сертификатам заводов-поставщиков. Масса вводимых материалов фиксировалась в процессе обработки металла, а масса металла после обработки определялась в процессе последующей разливки плавки. Результаты расчета модели формирования металла по каждой плавке сводились в таблицу.
Аналогичные уравнения составлялись и для каждого контролируемого компонента шлака. В общем виде уравнение материального баланса для оксида ![]() записывается следующим образом
записывается следующим образом
 , (3)
, (3)
где  – масса шлака до и после обработки, кг;
– масса шлака до и после обработки, кг;
![]() – масса j-го источника других шлакообразующих материалов, включая футеровку сталеразливочного ковша, кг;
– масса j-го источника других шлакообразующих материалов, включая футеровку сталеразливочного ковша, кг;
![]() – масса оксидов, поступивших в шлак в результате окисления компонентов металла, кг;
– масса оксидов, поступивших в шлак в результате окисления компонентов металла, кг;
 – содержание оксида в шлаке до и после обработки, %;
– содержание оксида в шлаке до и после обработки, %;
 – содержание оксида в j-м источнике шлакообразующих материалов, %;
– содержание оксида в j-м источнике шлакообразующих материалов, %;
n – число шлакообразующих материалов.
Содержание оксида ![]() в шлаке после обработки из этого балансового уравнения находится по формуле
в шлаке после обработки из этого балансового уравнения находится по формуле
![]() . (4)
. (4)
Результаты по каждой плавке также сводились в таблицу. Расчёты формирования металла и шлакообразования проводились в среде электронных таблиц Excel.
При расчете шлакообразования учитывали участие футеровки сталеразливочного ковша. Расход футеровки (с учетом ее изношенности) находили таким образом, чтобы обеспечивалось наилучшее совпадение результатов расчётов с экспериментальными данными. В качестве критерия соответствия результатов расчета химического состава шлака по модели экспериментальным данным была принята сумма квадратов их относительных расхождений.
Установлено, что масса растворившейся футеровки в шлаке опытных плавок менялась в пределах от 170 и до 800 кг. Доля растворившейся футеровки ковша составляла от 3 до 28 % от массы конечного шлака, меняясь в зависимости от длительности обработки. В среднем скорость растворения футеровки в шлаке составляла 9 кг/мин.
Особое место в модели занимает уравнение баланса кислорода, который участвует в окислении химических элементов, вводимых в металл в процессе обработки. Вообще говоря, может быть три источника кислорода, участвующего в окислительных реакциях:
– кислород, растворенный в металле;
– кислород некоторых относительно непрочных оксидов шлака, в первую очередь, оксидов железа и марганца;
– кислород атмосферы.
Баланс кислорода показал, что окисление компонентов корректирующих добавок происходит только за счет кислорода, растворенного в металле, а также восстановления оксидов железа и марганца шлака. Масса кислорода, растворенного в металле, поступающем на обработку, мала, а участие этого кислорода на окислении вводимых раскислителей незначительно. Масса растворенного в металле кислорода, участвующего в окислении вводимых раскислителей, менялась от 2 до 10 кг (в среднем 5 кг). Окисление элементов-раскислителей, введённых в металл при обработке на агрегате «печь-ковш», происходило, в основном, за счет кислорода восстановившихся оксидов железа и марганца шлака (рис. 5). Поступление кислорода из других источников практически нет.
Рис. 5 – Связь между расходом кислорода на окисление добавок и поступлением его из оксидов шлака
Зависимость, представленная на рис. 5, показывает пути снижения расхода присаживаемых добавок – это уменьшение количество шлака по приходу на агрегат «печь-ковш» и снижение содержания оксидов железа и марганца в нем.
В четвертой главе изложены разработка и промышленное использование усовершенствованной технологии обработки стали на агрегате «печь-ковш».
Содержание кислорода в металле определяет характер и интенсивность газообразования при кристаллизации металла. Поэтому в конце ковшевой обработки нужно получить такое достаточно низкое содержание кислорода в металле, которое обеспечивает возможность стабильной разливки и необходимое качество непрерывнолитых заготовок.
Для решения этой задачи были проведены исследования
– допустимого остаточного содержания кислорода в конце ковшевой обработки;
– обработки металла на установке «печь-ковш» кальцием;
– раскисления шлака карбидом кремния.
По данным 21 плавки текущего производства стали марок Ст3сп, Ст3пс и Ст1пс проанализировано влияние содержания кислорода в металле темплетов на степень развития газовых пузырей в сортовых непрерывнолитых заготовках. Результаты анализа приведены на рис. 6. Опытные точки на этом рисунке описываются следующими уравнениями парной регрессии:
- для внутреннего газового пузыря  ,
,  ;
;
- для поверхностного газового пузыря ![]() ,
, ![]() .
.
Данные зависимости являются статистически значимыми.
Рис. 6 – Зависимость степени развития дефектов
макроструктуры металла от содержания кислорода в нем: ●, ─── – ГПА; ○, ── ─ ── – ГПБ
Как следует из рис. 6, для ограничения степени развития пузырей до приемлемого уровня (менее 3 баллов) содержание кислорода в кристаллизующем металле не должно превышать 150 ppm.
По данным 36 плавок текущего производства этих же марок стали проанализирована связь содержания кислорода в металле темплетов с активностью его в жидком металле перед отдачей на МНЛЗ. Результаты исследования приведены на рис. 7. Опытные точки на этом рисунке описываются следующим уравнением парной нелинейной регрессии:
 ,
,  .
.
Данная зависимость также является статистически значимой.
Наличие статистически значимых связей, представленных на рис. 6 и 7, позволяет выбрать оперативный критерий оценки достижения требуемого содержания кислорода в металле – его активность перед отдачей на МНЛЗ, определяемую на агрегате «печь-ковш» с использованием установки «Multi-Lab Celox». Эта установка позволяет измерять активность кислорода в металле в течение 1-3 с, что дает возможность провести, при необходимости, дополнительное раскисление металла.
Рис. 7 – Влияние активности кислорода в металле перед отдачей на МНЛЗ на содержание кислорода в металле темплетов
Требуемая степень раскисления металла должна быть достигнута к концу его обработки на агрегате «печь-ковш», причем активность кислорода в металле не должна превышать 35 ppm.
По результатам проведенных исследований в технологическую инструкцию по производству сортовых непрерывнолитых заготовок в электросталеплавильном цехе внесены следующие предельные значения активности кислорода в жидком металле:
- при выплавке обычного сортамента (ГОСТ и т. д.) не более 35 ppm;
- при производстве металла ответственного назначения (ГОСТ , ТУ 5) не более 10 ppm.
Для выявления технологических приемов, обеспечивающих такое содержание кислорода в металле, было опробовано несколько процедур раскисления.
В проведенных ранее исследованиях (гл. 3) было установлено, что основным источником кислорода, участвующего в окислении вводимых добавок, являются оксиды железа и марганца шлака. Была проведена серия из 52 опытных плавок с раскислением шлака при обработке стали на агрегате «печь-ковш» карбидом кремния. Установлено, что при введении в шлак карбида кремния в количестве менее 100 кг содержание FeO в шлаке составляет в среднем 8,5%, при расходе от 100 до 200 кг – 6,5%, а при расходе более 200 кг – менее 2%. Снижение содержания оксидов железа в шлаке ведет к уменьшению окисленности металла (рис.8).
 Рис. 8 – Уменьшение активности кислорода в металле при
Рис. 8 – Уменьшение активности кислорода в металле при
раскислении шлака карбидом кремния
По результатам этого исследования в технологическую инструкцию по обработке металла на агрегате «печь-ковш» внесены следующие изменения. По приходу металла на агрегат «печь-ковш» производится измерение толщины шлака и производится его раскисление карбидом кремния. Ориентировочный расход карбида кремния приведен в табл. 1.
Традиционно сильным раскислителем является алюминий. Проанализировано влияние содержание алюминия в стали на содержание кислорода в
Таблица 1 – Расход карбида кремния для раскисления шлака, кг
Толщина шлака, мм | Требуемое уменьшение содержания FeO в шлаке, % | ||
на 15 | на 20 | на 25 | |
Менее 100 | 100 | 150 | 170 |
100…150 | 150 | 170 | 200 |
Более 150 | 170 | 200 | 250 |
металле темплетов на 118 плавках текущего производства. Результаты представлены на рис. 9. Из рисунка видно, что в области 1, при содержании алюминия в стали менее 0,009 %, содержание кислорода довольно нестабильно и может быть более 0,015 %. Область 2 характеризуется содержанием алюминия более 0,009 % при содержании кислорода не более 0,010 % (в основном менее 0,005 %).
 Рис. 9 – Влияние содержания алюминия в стали на
Рис. 9 – Влияние содержания алюминия в стали на
содержание в ней кислорода
При обеспечении указанного выше содержания алюминия происходит “затягивание” сталеразливочного стакана промежуточного ковша МНЛЗ, приводящее, в конечном счете, к аварийному прекращению разливки. По этой причине в металл вводят кальций, образующий с тугоплавкими алюминатами комплексные включения, имеющие меньшую температуру плавления и находящиеся при температурах разливки в жидком состоянии. Легкоплавкость включений по литературным данным достигается при отношении Ca/Al>0,05.
При разливке стали открытой струей раскисление по описанной выше схеме является недостаточным, вследствие вторичного окисления металла при заливке его в кристаллизатор. Поэтому для случая разливки стали открытой струей была разработана технология более глубокого раскисления металла кальцием с двухстадийным его вводом при обработке на агрегате «печь-ковш».
 В начале обработки для уменьшения общей окисленности металла вводят 40% от общего количества кальция. Это мероприятие позволяет стабилизировать процесс получения заданного содержания других элементов. В конце обработки в металл вводится остальное количество кальция для окончательного раскисления и обеспечения требуемого содержания кислорода. Результаты исследования этой технологии по данным 44 опытных плавок стали марки Ст3сп представлены на рис.10.
В начале обработки для уменьшения общей окисленности металла вводят 40% от общего количества кальция. Это мероприятие позволяет стабилизировать процесс получения заданного содержания других элементов. В конце обработки в металл вводится остальное количество кальция для окончательного раскисления и обеспечения требуемого содержания кислорода. Результаты исследования этой технологии по данным 44 опытных плавок стали марки Ст3сп представлены на рис.10.
 |
Рис. 10 – Влияние расхода кальция на активность кислорода
металла перед отдачей на МНЛЗ
Рисунок показывает, что при общей тенденции уменьшения активности кислорода в металле с ростом расхода кальция существуют две области расположения опытных точек, границей между которыми является расход кальция 40 кг на плавку. Слева от этой границы расположена область 1, в которой увеличение расхода кальция приводит к уменьшению активности кислорода в металле. Вероятно, в этой области количество вводимого кальция недостаточно для полного связывания всего растворенного в металле кислорода: вводимый кальций окисляется практически полностью, а растворенный в металле кислород еще остается. При более высоких расходах кальция его количества достаточно для снижения содержания кислорода до значений, соответствующих равновесию реакции окисления этого элемента.
Применение кальцийсодержащих материалов позволило обеспечить необходимое качество металлопроката и безаварийную разливку на МНЛЗ.
В настоящее время внесены следующие изменения в технологическую документацию и определены следующие предельные отношения Са/Al в готовом металле:
- при разливке спокойной стали открытой струей содержание алюминия должно быть не более 0,006 %, а отношение Са/Al в металле – не менее 0,10;
- при разливке спокойной и полуспокойной (массовая доля кремния более 0,10%) стали закрытой струей содержание алюминия должно быть в пределах 0,005…0,035%, а отношение Са/Al в металле – в пределах 0,10…0,30;
- при разливке полуспокойной (массовая доля кремния 0,10% и менее) и псевдокипящей стали закрытой струей содержание алюминия должно быть в пределах 0,005…0,035%, а отношение Са/Al в металле – в пределах 0,30…0,60.
Проведенные исследования позволили уменьшить окисленность металла, подаваемого на МНЛЗ, и снизить долю несоответствующей металлопродукции, вызванной образованием газовых пузырей в непрерывнолитых заготовках (табл. 2).
Таблица 2 – Динамика производства сортовых непрерывнолитых заготовок в ЭСПЦ и доли несоответствующей металлопродукции, связанной с образованием газовых пузырей в непрерывнолитых заготовках
Период времени, год | Производство сортовых НЛЗ, т | Активность кислорода в металле перед отдачей на МНЛЗ, ppm | Доля несоответствующей продукции, % | |
Открытая струя | Закрытая струя | |||
2004 | 44,5 | - | 0,90 | |
2005 | 1 | 32,4 | 23,0 | 0,48 |
2006 | 1 | 26,7 | 15,4 | 0,36 |
2007 | 1 | 22,8 | 12,5 | 0,20 |
2008 | 1 | 16,9 | 8,0 | 0,11 |
2009 | 1 | 11,5 | 7,8 | 0,05 |
Внедрение усовершенствованной технологии обработки стали на агрегате «печь-ковш» позволило обеспечить получение заготовок с развитием дефекта макроструктуры «газовый пузырь» менее балла 3. Экономический эффект от внедрения в производство результатов данного исследования (с учетом долевого участия автора) составил 10,9 млн. руб. в год.
ОБЩИЕ ВЫВОДЫ
1. Разработана усовершенствованная технология подготовки жидкого металла на агрегате «печь-ковш» к непрерывной разливке на сортовых МНЛЗ, обеспечивающая получение непрерывнолитых заготовок с допустимым уровнем развития дефекта «газовый пузырь» – менее 3 баллов.
2. Газовые пузыри в сортовых непрерывнолитых заготовках, получаемых в ЭСПЦ , образуются в процессе кристаллизации стали в промежутках между растущими кристаллами вследствие недостаточно полного раскисления металла. Для ограничения степени развития пузырей до приемлемого уровня, содержание кислорода в кристаллизующем металле не должно превышать 150 ppm.
3. Выполненные исследования условий образования дефекта «газовый пузырь» в непрерывнолитых заготовках позволили определить уровень требований к окисленности системы “металл-шлак” на заключительной стадии обработки жидкой стали. Критерием достаточной полноты раскисления металла на агрегате «печь-ковш» является активность кислорода, которая не должна превышать 35 ppm.
4. При разливке стали закрытой струей требуемое в конце ковшевой обработки содержание кислорода обеспечивается раскислением стали алюминием с конечным содержанием более 0,010%.
5. При разливке стали открытой струей содержание алюминия в конце ковшевой обработки должно быть не более 0,006%. Снижение содержания кислорода до требуемого уровня обеспечивается окончательным раскислением кальцийсодержащей порошковой проволокой. Конечное содержание кальция в металле должно определяться из соотношения Са/Al не менее 0,10.
6. Окисление элементов-раскислителей, вводимых в металл на агрегате «печь-ковш», происходит преимущественно кислородом оксидов железа и марганца шлака. Для уменьшения угара элементов-раскислителей и стабилизации степени раскисленности стали необходимы следующие мероприятия:
- ограничение количества шлака, попадающего в ковш при выпуске плавки из сталеплавильного агрегата;
- раскисление шлака в начале обработки на агрегате «печь-ковш» карбидом кремния в количестве 100…250 кг в зависимости от толщины шлакового покрова.
7. Данные мероприятия включены в технологическую инструкцию по обработке на агрегате «печь-ковш» стали, предназначенной для разливки на сортовых МНЛЗ. В результате внедрения усовершенствованной технологии ковшевой обработки стали в ЭСПЦ выход несоответствующей продукции по газовым пузырям в непрерывнолитых заготовках снижен до 0,05%. Экономический эффект от внедрения результатов данной работы в производство составил 10,9 млн. руб. в год.
Основное содержание работы отражено в следующих публикациях:
1. Технология выплавки стали в двухванном агрегате и способы ее подготовки для разливки на сортовых МНЛЗ (ОАО "ММК") / , , (), // Сталь.– 2006.– №3.– С. 23-24.
2. Опыт подготовки металла для разливки на сортовых МНЛЗ (ОАО "ММК") / , , () // Сталь.– 2007.– №2.– С. 44-45.
3. Опыт освоения производства низкокремнистых марок стали в электросталеплавильном цехе ОАО "ММК" / , , () // Вестник МГТУ им. . – 2007. – №2. – С. 30-32.
4. Производство высокоуглеродистой стали в мартеновском цехе / , , () // Металлург. – 2007. – №1. – С. 41-42.
5. , Селиванов физико-химических процессов, проходящих при обработке стали на агрегате «печь-ковш» вместимостью 180 т // Теория и технология металлургического производства: Межрегион. сб. науч. тр. под ред. .– Вып. 9.– Магнитогорск: ГОУ ВПО «МГТУ», 2009.– С. 65-69.
6. Опыт подготовки металла к разливке на сортовых МНЛЗ мартеновского цеха / , , (), // Совершенствование технологии в ОАО "ММК": Сб. тр. Центральной лаборатории ОАО "ММК".– Вып. 9.– Магнитогорск, 2005.– С. 77-83.
7. Разработка технологии производства легированных и углеродистых марок стали с последующей разливкой на сортовой МНЛЗ (Сталь 65Г, СВ08ХМ, 20ХГСНМ) / , , (), // Совершенствование технологии в ОАО "ММК": Сб. тр. Центральной лаборатории ОАО "ММК".– Вып. 9.– Магнитогорск, 2005.– С. 71-76.
8. Опыт подготовки металла для разливки стали на сортовых МНЛЗ / , , () / Совершенствование технологии в ОАО "ММК": Сб. тр. Центральной лаб. ОАО "ММК".– Вып.10.– Магнитогорск, 2006.– С.69-72.
9. (), Саранчук технологии производства "псевдокипящих" марок стали в мартеновском цехе ОАО "ММК" // Тезисы докладов Международной научно-технической конференции молодых специалистов / ОАО "ММК".– Магнитогорск, 2006.– С. 54-55.
10. Разработка технологии производства "псевдокипящих" марок стали в электросталеплавильном цехе ОАО "ММК" / , , () // Совершенствование технологии в ОАО "ММК": Сб. тр. Центральной лаб. ОАО "ММК".– Вып. 10.– Магнитогорск, 2006.– С. 128.
11. Особенности технологии производства стали в двухванных агрегатах уменьшенной емкости / , (), , // Металлургическая теплотехника: история, современное состояние, будущее: Тр. III Междунар. науч.-практ. конф. (1-3 февраля 2006 г., МИСиС).– М., 2006.– С. 459-463.
12. Совершенствование структуры сталеплавильного производства ОАО "ММК" / , , () // Труды Девятого конгресса сталеплавильщиков (г. Старый Оскол, 17-19 октября 2006 г.).– М.: ОАО "Черметинформация", 2007.– С. 227-230.
13. Освоение технологии производства стали в сверхмощных дуговых электропечах ЭСПЦ ОАО "ММК" (завалка металлического лома, робот-манипулятор для заливки чугуна, подина, эркерное устройство) / , , () // Труды Девятого конгресса сталеплавильщиков (г. Старый Оскол, 17-19 октября 2006 г.).– М.: ОАО "Черметинформация", 2007.– С. 34-41.
14. Производство металла для круглого проката с испытанием на горячую и холодную осадку / , , (), , / Совершенствование технологии в ОАО "ММК": Сб. тр. Центральной лаб. ОАО "ММК".– Вып. 11.– Магнитогорск, 2007.– С. 92-93.
15. Патент – способ внепечной обработки стали RU 2327744 C1 C21C7/00 опубликован 27.06.2008 (заявка /02, 25.09.2006). Авторы: , , (), .
16 К вопросу образования газовых пузырей в сортовых непрерывнолитых заготовках / , , // Совершенствование технологии в ОАО "ММК": Сб. тр. Центральной лаб. ОАО "ММК".– Вып.14.– Магнитогорск, 2010.– С.82-86.
