
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Номер задачи | Конструкция (узел) | Наименование работы | Способ сварки | Подготовка кромок | Размеры шва, мм | ||
Название | Материал | Номер рисунка (прил. 1) | |||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
59 | То же | То же | 1.11 | Сварка горизонтального стыка стержней арматуры с применением металлической скобки-накладки* | Полуавтоматическая порошковой проволокой | То же | Д = 20; а = 12; с = 50; h = 1 (размеры, в мм) |
60 | То же | То же | 1.12 | То же, вертикального стыка** | То же | То же | Д = 20; а = 6; с = 2; α = 35º;
(размеры, мм) |
* Объем наплавленного металла  .
.
**  .
.
2. МЕТОДИЧЕСКИЕ УКАЗАНИЯ
В разделе приводятся указания для более полного ответа на вопросы контрольной работы.
Вопрос 1. Объяснить сущность физических процессов, протекающих при сварке плавлением; показать, как образуется сварное соединение, и перечислить источники теплоты, используемые для нагрева металла. Привести схемы и описать способ дуговой сварки.
Вопрос 2. Отметить специфические особенности металлургических процессов, протекающих при ручной дуговой сварке, обратив особое внимание на причины, приводящие к окислению металла сварочной ванны, и на этой основе рассмотреть назначение электродных покрытий. Перечислить основные преимущества и недостатки ручной дуговой сварки, основные области ее применения.
Вопрос 3. Объяснить, какие физические процессы протекают при сварке давлением и как образуется сварное соединение. Перечислить источники энергии при сварке с применением нагрева. Привести одну их схем электрической контактной сварки (стыковая, точечная, шовная) и описать принцип ее работы.
Вопрос 4. Сделать эскиз схемы газосварочной горелки, дать характеристику газового пламени, как источника теплоты, привести схему газогенератора для получения ацетилена, перечислить основные преимущества и недостатки ацетилено-кислородной сварки и указать основные области ее применения.
Вопрос 5. Изобразить схему строения сварочной дуги, объяснить сущность физических процессов, происходящих на аноде, катоде и столбе дуги, указать температуру отдельных областей дуги, начертить вольт-амперную характеристику сварочной дуги и объяснить причины падения и возрастания напряжения.
Вопрос 6. Изобразить схему продольного разреза сварочной ванны и шва при этом способе сварки. Указать преимущества и недостатки, области применения. Привести состав флюса и его назначение.
Вопрос 7. Начертить схемы различных типов стыковых соединений, применяемых при основных способах сварки, указать преимущества и недостатки различных видов разделки кромок листов под дуговую сварку. Привести области применения различных типов сварных швов.
Вопрос 8. Привести принципиальную схему способа сварки. Объяснить сущность сварки, область применения и используемые материалы. Преимущества и недостатки.
Вопрос 9. Начертить электрические схемы источника переменного и постоянного тока (выпрямителя). Объяснить принцип регулирования силы сварочного тока. Перечислить требования, предъявляемые к источникам питания. Внешние характеристики источников.
Вопрос 10. Начертить электрическую схему выпрямителя и преобразователя источника постоянного тока, объяснить принцип работы. Описать принцип работы сварочного генератора, область применения. Указать преимущества и недостатки источников постоянного тока.
Вопрос 11. Привести эскизы поперечного сечения проволоки, методы получения, состав и назначение порошка, указать марки. Преимущества и недостатки
Вопрос 12. Начертить схему для сварки в защитных газах. Перечислить применяемые газы, область применения, преимущества и недостатки. Описать сварочные электроды.
Вопрос 13. Начертить эскиз резака для кислородной резки, объяснить химическую природу процесса резки, перечислить горючие газы, применяемые для получения подогревающего пламени.
Вопрос 14. Описать технологию наплавки (последовательность нанесения валиков, количество), источники энергии и материалы для наплавочных работ с целью восстановления изношенных деталей.
Вопрос 15. Начертить схему процесса плазменной резки и объяснить его сущность. Указать преимущества этого способа по сравнению с кислородной резкой.
Вопрос 16. Отметить особенности распределения остаточных напряжений в элементах сварных конструкций, причины образования внутренних напряжений и методы их снижения.
Вопрос 17. Начертить схему различных способов контактной сварки (стыковая, точечная, шовная). Объяснить, почему в зоне контакта свариваемых деталей выделяется большее количество теплоты.
Вопрос 18. Привести схему сварочного автомата, перечислить основные типы автоматов, полуавтоматов, электроконтактных машин для стыковой, точечной, шовной сварки. Описать их технические характеристики.
Вопрос 19. Объяснить причины, вызывающие образование дефектов шва. Перечислить и дать характеристику основным дефектам сварочного шва и указать причины образования.
Вопрос 20. Описать капиллярные методы контроля швов (метод красок, керосиновой пробы), магнитографический, рентгеновский и др.
Вопрос 21. Описать основные сведения о технике резки. Привести параметры режимов – мощность подогревающего пламени, давление режущего кислорода, скорость сварки при резке металлов средней и большой толщины. Отметить точность и качества резки.
Вопрос 22. Описать технологию изготовления заготовок для емкости до 5000 м3, труб, резервуаров и т. д. из листовых материалов.
Вопрос 23. Отметить какие стали называются углеродистыми. Какое влияние оказывает углерод на свариваемость стали? Описать технологию сварки низкоуглеродистых, среднеуглеродистых и углеродистых сталей ручной дуговой и газовой сваркой.
Вопрос 24. Описать специфику производства сварочно-монтажных работ, подготовку кромок, технологию автоматической сварки под флюсом, ручной дуговой сварки неповоротных труб. Особенности сварки при отрицательных температурах.
Вопрос 25. Описать классификацию легированных сталей по степени легирования. Отметить влияние легирующих элементов на свариваемость стали. Привести режимы, технологию ручной дуговой и газовой сварки.
Вопрос 26. Описать: арматуру по классам, подготовку к сварке арматуры, закладных деталей с помощью прихваток. Технология ванной дуговой сварки стыкового соединения вертикальных и горизонтальных стержней. Сварка стержней с накладками или нахлесткой.
Вопрос 27. Описать устройство плазменного резака. Отметить области применения, в чем различие плазменной дуги и плазменной струи. Применяемые материалы (газы, электроды).
Вопрос 28. Дать понятие, что относится к решетчатым и пространственным конструкциям, технология сборки в кондукторах, способы и режимы сварки.
Вопрос 29. Указать особенности сварки, причины плохой свариваемости. Подготовка под сварку, способы удаления окисной пленки. Описать технологию сварки: газовой, ручной дуговой, в защитных газах.
Вопрос 30. Общие сведения о трубопроводах, применяемые марки сталей. Подготовка труб под сварку. Опишите способы сварки труб.
Вопрос 31. Описать порядок хранения электродов на складах, негативное действие влаги, способы ее удаления, оборудование для хранения.
Вопрос 32. Сущность способа, схема установки, режимы, область применения, описать электроды. Преимущества и недостатки.
Вопрос 33. Перечислить вредные факторы, сопутствующие процессам сварки и резки. Меры обеспечения электробезопасности. Защита от световой радиации и вредных аэрозолей и т. д.
Вопрос 34. Дать классификацию чугунов, химический состав. Превращения углерода при сварке. Способы сварки чугунов.
Вопрос 35. Описать разновидности резервуаров. Технология рулонной и полистовой сварки. Способы последовательности сварки и т. д.
Вопрос 36. Описать свойства меди, сплавов и их химический состав. Сварка покрытыми электродами, газовая сварка, технология, режимы.
Вопрос 37. Описать требования, предъявляемые к одежде сварщика, инструменту, оборудованию, работе на высоте, работе при низких температурах и т. д.
Вопрос 38. Согласно государственному стандарту, регламентирующему условные изображения, привести примеры обозначения сварных швов, вспомогательных знаков.
Вопрос 39. Описать устройство электродержателей для сварки плавящимся электродом. Сварочные кабели, муфты, клеммы, защитные щитки.
Вопрос 40. Дать определения: нормы времени, нормы выработки, нормы обслуживания, нормы численности и т. д. Привести расчет tП.3, tВН, tобс, t опер.
Начинать решение технологической задачи (вопросы 41–60) следует с вычерчивания эскиза заданной конструкции или узла. Места сварки рекомендуется отметить цветным карандашом.
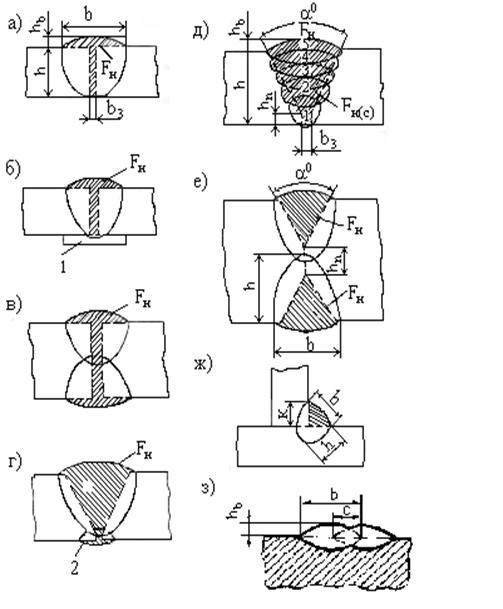
На эскизе, кроме конструкции (или узла), надо указать размеры разделки кромок, начертить поперечное сечение шва (рис. 1).
| |
Рис. 1. Размеры и форма подготовки кромок и сварного шва: а – I-образный (без скоса кромок) односторонний стыковой шов; б – то же, с металлической (остающейся) подкладкой (1); в – I-образный (без скоса кромок) двухсторонний стыковой шов; г – V-образный стыковой шов с подваркой (2) корня шва; д – V-образный многопроходный стыковой шов (цифры указывают номер прохода-слоя); |
При выборе формы и размеров разделки кромок и сварных швов можно воспользоваться следующими стандартами: ГОСТ 5264-80 (ручная дуговая сварка), ГОСТ (дуговая сварка в защитных газах), ГОСТ 8713-70 (автоматическая и полуавтоматическая сварка под флюсом). При этом на эскизе указать не возможные предельные значения размеров (например, угол скоса кромок α = 55 + 3º, зазор вз = 0 ÷ 3 мм), а конкретные выбранные вами значения (например, α = 58º, вз = 2 мм).
При выборе типа разделки кромок под сварку (I-, K-, X-, V-образная) необходимо учитывать их технико-экономические показатели. Так, наиболее экономичной является I-образная разделка (без скоса кромок). В сравнении с V-образной (односторонней) более экономичными являются К - и Х-образные разделки кромок (двухсторонние). Однако их применение невозможно, если не обеспечивается доступ к обеим сторонам сварного соединения.
3. РАСЧЕТ ПАРАМЕТРОВ РЕЖИМА
И ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
3.1. Ручная дуговая сварка
При ручной дуговой сварке угол разделки шва, образованный двумя стыковыми кромками (рис. 1, д) составляет 55±30 (при этом зазор b3 и притупление кромок hn для листов толщиной более 3мм изменяется в пределах 0÷3 мм. Такую разделку применяют при сварке листов толщиной до 18÷20 мм. При большей толщине свариваемых элементов целесообразнее применять двухстороннюю
Х-образную разделку кромок (рис. 1, е) с углами скоса также 55±30. Сварку листов толщиной до 3 мм выполняют без скоса кромок (так называемая I-образная разделка) (рис. 1, а). Зазор между свариваемыми листами 0÷2 мм.
Тонкие швы (стыковые при толщине до 6÷8 мм и угловые при катете шва К до 6÷8 мм) сваривают, как правило, за один проход (слой).
При выполнении более толстых стыковых и угловых швов сварку ведут за несколько проходов (рис. 1, д). При этом сварку всех проходов стремятся выполнить одних и тех же параметрах режима. Исключением является первый проход, который рекомендуется выполнять электродами диаметром 3÷4 мм (применение электродов большого диаметра затрудняет проплавление корня шва).
Сечение первого слоя (прохода) не должно превышать 30÷35 мм2 и может быть определено по формуле
 , (3.1)
, (3.1)
а последующих слоев (проходов) – по формуле
![]() . (3.2)
. (3.2)
Общее число слоев (проходов), включая первый (сварка корня шва),
 , (3.3)
, (3.3)
где Fн – общая площадь наплавленного металла.
Диаметр электрода выбирается в зависимости от толщины свариваемых элементов, геометрии сварного соединения и положения сварки в пространстве. Для выбора диаметра электрода можно использовать ориентировочные данные:
Толщина листов, мм | 1–3 | 3 | 4–5 | 6–12 | 13 и более |
Диаметр электродов, мм | 1,5–2,5 | 3 | 3–4 | 4–5 | 5 и более |
При выборе типа и марки электрода необходимо исходить прежде всего из требований, предъявляемых к качеству сварных швов. При этом надо помнить, что в зависимости от назначения электроды делятся на сварочные и наплавочные.
В настоящее время широко применяются высокопроизводительные электроды, содержащие в обмазке железный порошок. В табл. 3 приведены данные о некоторых марках электродов, в том числе и высокопроизводительных. При выборе электродов требуется ознакомиться с ГОСТ 9466-75, 9467-75 и .
Таблица 3
Типы и марки электродов
Тип электрода | Марка электрода | Коэффициент наплавки, г/(А·ч) | Разбрызгивание электродного металла | Расход электродов, на 1 кг наплавленного металла |
1 | 2 | 3 | 4 | 5 |
Э42 | СМ-11 | 10÷11 | Умеренное | 1,45 |
Э42 | УОНИ-13/45 АНО-1 АНО-4 | 8,5÷9,0 14÷16 10÷11 | То же « Малое | 1,60 1,50 1,60 |
Э46 | ЭРС-1 ЭРС-2 МР-3 АНО-3 ОЗС-3 ОЗС-4 | 12,5÷14,0 11÷12 8,5÷9,0 8,5÷9,0 16÷18 8,5÷9,5 | То же Умеренное То же Малое То же Умеренное | 1,60 1,60 1,70 1,60 1,60 1,70 |
Э 50 | ДСК-50 УСК-24 УОНИ-13/55 | 10÷11 10÷11 8,5÷9,0 | Малое Умеренное То же | 1,40 1,40 1,70 |
Для оценки производительности электродов необходимо сравнивать значения коэффициента наплавки aн. Из группы электродов, обеспечивающих заданные механические свойства металла шва и наплавки, следует выбирать те, которые имеют более высокий коэффициент наплавки и, следовательно, обеспечивают при прочих равных условиях большую производительность.
Обозначение типов сварочных электродов расшифровываются так: Э – электрод; цифры, стоящие за буквой, – это гарантированное значение предела прочности sв, кгс/мм2.
Силу сварочного тока выбирают на основании рекомендаций, помещенных в паспортах электродов и справочных таблицах, или рассчитывают по эмпирическим формулам.
При ручной дуговой сварке остальными электродами, диаметром 1¸6 мм, можно пользоваться формулой
![]() , (3.4)
, (3.4)
где К – коэффициент, равный 25¸60; dэ – диаметр электрода, мм.
Коэффициент К в зависимости от диаметра электрода принимается равным:
Dэ, мм | 1¸2 | 3¸4 | 5¸6 |
К, А/мм | 25¸30 | 30¸45 | 45¸60 |
Силу сварочного тока, рассчитанную по этой формуле, следует скорректировать с учетом толщины свариваемых элементов, типа соединения и положения сварки в пространстве. Так, если толщина листов S ³ 3dэ, то значение Jсв следует увеличить на 10–15 %. Если же S £ 1,5dэ, то сварочный ток уменьшают на 10–15 %. При сварке угловых швов и наплавке значение Jсв должно быть повышено на 10–15 %. Если сварка производится в вертикальном или потолочном положении, значение сварочного тока должно быть уменьшено на 10–15 %.
Выбирая род тока, следует учитывать экономические и эксплуатационные преимущества переменного тока перед постоянным. Однако могут быть положения, при которых использование переменного тока не допускается или же не рекомендуется, например, при сварке электродами УОНИ-13 и некоторых других случаях.
Для определения при ручной сварке ориентировочной длины дуги lд, мм, можно пользоваться формулой
Lд = (0,5 – 1,1)dэ, (3.5)
где dэ – диаметр электрода, мм.
Длина дуги влияет на качество наплавленного металла и геометрическую форму шва. При длинной дуге ухудшается защита сварочной ванны, и металл шва интенсивно насыщается кислородом и азотом воздуха. С увеличением длины дуги увеличивается разбрызгивание металла и в шве могут появиться поры.
Для определения напряжения дуги Uд используют справочные данные или рекомендации сертификатов, которыми сопровождается каждая марка электрода (в технологической документации Uд не регламентируется).
Для большинства марок электродных покрытий, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги Uд = 22¸28 В.
Расчет скорости сварки (скорость перемещения электрода при укладке одного валика), м/ч, производится по формуле
 , (3.6)
, (3.6)
где aн – коэффициент наплавки, г/(А×ч); Fн(с) – площадь поперечного сечения шва; r – плотность металла, г/см3.
Коэффициент aн выбирается в зависимости от марки электрода по табл. 3
Масса наплавленного металла определяется по справочнику или рассчитывается по формуле
![]() , (3.7)
, (3.7)
где Fн – площадь наплавленного металла (поперечное сечение разделки шва, включая его усиление), см2; L – длина шва, см; r – плотность металла, для стали
r = 7,8 г/см3.
Усиление шва приближенно можно рассчитать по формуле
![]() , (3.8)
, (3.8)
где b – ширина шва; hв – высота валика шва (усиление) (рис. 1).
Время горения дуги, ч, рассчитывается по формуле
 . (3.9)
. (3.9)
Приближенно полное время сварки Т, ч, можно определить по формуле
 , (3.10)
, (3.10)
где t – время горения дуги, ч; Кп – коэффициент использования сварочного поста, который для ручной сварки можно принять 0,5¸0,55, а для механизированных способов сварки и наплавки – 0,6¸0,7.
Расход электродов для ручной сварки можно определить, воспользовавшись данными, помещенными в табл. 3.
Расход электроэнергии А, кВт·ч, на сварку заданной детали можно найти, установив по справочным материалам расход электроэнергии на 1 кг наплавленного металла. Более точно его можно рассчитать по формуле
 , (3.11)
, (3.11)
где Uд – напряжение дуги, В (при сварке покрытыми электродами принять 22¸28 В); Iсв – сварочный ток, А; h – КПД источника тока; Wо – мощность, расходуемая источником тока при работе на холостом ходу, t и Т – соответственно время горения дуги и полное время сварки, ч.
Значения h и Wо можно принять по таблице:
Род тока | h | Wо, кВт |
Переменный | 0,8÷0,9 | 0,2÷0,4 |
Постоянный | 0,6÷0,7 | 2,0÷3,0 |
Выбор основного сварочного оборудования, к которому относятся источники тока, питающие дугу, полуавтоматы и автоматы, может быть произведен после определения параметров режима сварки по прил. 2 и 3, содержащим выдержки из каталогов. При этом надо исходить из условия использования мощности оборудования с наибольшим эффектом. Так, при необходимости сварки током Iсв = 250 А не следует использовать трансформатор ТС-500, дающий номинальный ток Iн = 550 А.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
