
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ)
ВОЛГОГРАДСКОГО ГОСУДАРСТВЕННОГО ТЕХНИЧЕСКОГО УНИВЕРСИТЕТА
КАФЕДРА «ОБЩЕТЕХНИЧЕСКИЕ ДИСЦИПЛИНЫ»
Техническая механика
Раздел «Детали механизмов и машин»
Методические указания к практическому занятию
«Изучение деталей механизмов и машин»
РПК «Политехник»
Волгоград
2006
УДК 621
Л 15
Техническая механика. Раздел «Детали механизмов и машин»: Методические указания к практическому занятию «Изучение деталей механизмов и машин» / Сост. , ; Волгоград. гос. техн. ун-т. – Волгоград, 2006. – 31 с.
Разработаны в соответствии с рабочей программой по дисциплине «Техническая механика» по разделу «Детали механизмов и машин».
Изложен теоретический материал, дан перечень основного оборудования и макетов, используемых на занятии, приведены рекомендации по выполнению работы и обработке результатов, а также дан перечень вопросов для самопроверки знаний студентов.
Предназначены для студентов всех форм обучения по специальностям 1004 (код по ОКСО 140212.51) «Электроснабжение», 1201 (код по ОКСО 151001) «Технология машиностроения» и 2802 (код по ОКСО 260704) «Технология текстильных изделий».
Ил. 33. Библиогр.: 3 назв.
Рецензент: к. т. н.
Печатается по решению редакционно-издательского совета
Волгоградского государственного технического университета
© Волгоградский
государственный
технический
 университет, 2006
университет, 2006
практическОЕ ЗАНЯТИЕ
Тема: изучение деталей механизмов и машин.
Цель: изучить устройство, функциональное назначение и работу некоторых наиболее широко применяемых в машиностроении механизмов; познакомиться с видами передач, соединением деталей.
Время проведения: 2 часа.
1. КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Машина – механическое устройство, выполняющее движения для преобразования энергии, материалов или информации. Соответственно машины подразделяются на энергетические (двигатели, электрогенераторы); рабочие (технологические или машины-орудия, транспортные и транспортирующие); информационные (вычислительные, шифровальные).
Деталь – часть машины, изготовленная из однородного материала без сборочных операций (вал, шестерня, пружина).
Узел – законченная сборочная единица, состоящая из ряда деталей, имеющих общее функциональное назначение (подшипник качения, муфта).
Машинный агрегат – укрупненный унифицированный элемент машины, обладающий полной взаимозаменяемостью (электродвигатель, насос, редуктор) и выполняющий определенные функции в машине.
Механизм – система тел (звеньев), предназначенная для преобразования движения одних твердых тел в требуемые движения других твердых тел.
В данной работе предстоит изучить следующие механизмы: шарнирные или рычажные (четырехзвенник, кривошипно-ползунный, кулисный); кулачковые; зубчатые (с цилиндрическими прямо-, косозубыми и коническими колесами, планетарные, храповые), в т. ч. редукторы; червячные; клиновые; винтовые; фрикционные; с гибкими звеньями (ременные и цепные); гидравлические и пневматические цилиндры-двигатели.
1.1. Соединения деталей машин
Детали, составляющие машину, связаны между собой тем или иным способом. Эти связи можно разделить на подвижные (различного рода шарниры, подшипники, зацепления и пр.) и неподвижные (резьбовые, сварные, шпоночные и др.). Неподвижные связи обусловлены целесообразностью расчленения машины на узлы и детали для того, чтобы упростить производство, облегчить сборку, ремонт, транспортировку и т. п.
Неподвижные связи в технике называют соединениями.
По признаку разъемности все виды соединений можно разделить на разъемные и неразъемные.
Разъемные соединения позволяют разъединять детали без их повреждения. К ним относятся резьбовые, штифтовые, клеммовые, шпоночные и шлицевые соединения.
Неразъемные соединения не позволяют разъединять детали без их повреждения. Применение неразъемных соединений обусловлено в основном технологическими и экономическими требованиями. К этой группе соединений относятся заклепочные, сварные и соединения с натягом (прессовые). Прессовые соединения отнесены к группе неразъемных условно, так как они позволяют производить повторную сборку и разборку, однако с применением значительных усилий и частичным повреждением сопрягаемых поверхностей деталей.
Соединения являются важными элементами конструкций. Многие аварии и прочие неполадки в работе машин и сооружений обусловлены неудовлетворительным качеством соединений.
Так, например, опытом эксплуатации отечественных и зарубежных самолетов установлено, что долговечность фюзеляжа определяется прежде всего усталостными разрушениями, из которых до 85% приходится на резьбовые и заклепочные соединения. Отметим также, что в конструкциях современных тяжелых широкофюзеляжных самолетов (например, ИЛ-86, АН-124) насчитывается до 700 тыс. болтов и до 1,5 млн. заклепок.
Основным критерием работоспособности и расчета соединений является прочность.
Необходимо стремиться к тому, чтобы соединение было равнопрочным с соединяемыми элементами. Наличие соединения, которое обладает прочностью, составляющей, например, 0,8 от прочности самих деталей, свидетельствует о том, что 20% нагрузочной способности этих деталей или соответствующая часть металла конструкции не используется.
Желательно, чтобы соединение не искажало форму изделия, не вносило дополнительных элементов в его конструкцию и т. п. Например, соединение труб болтами требует образования фланцев, сверления отверстий под болты, установку самих болтов с гайками и шайбами. Соединение труб сваркой встык не требует никаких дополнительных элементов. Оно в наибольшей степени приближает составное изделие к целому. С этих позиций соединение болтами может быть оправдано только разъемностью.
1.2. Резьбовые соединения
Соединения деталей с помощью резьбы являются одним из старейших и наиболее распространенных видов разъемного соединения. К ним относятся соединения с помощью болтов, винтов, винтовых стяжек и т. д.
Резьба. Резьба (рис. 1) – выступы, образованные на основной поверхности винтов или гаек и расположенные по винтовой линии.
 По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для плотных соединений труб, масленок, пробок и т. п.
По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для плотных соединений труб, масленок, пробок и т. п.
Профиль резьбы – контур (например, abc) сечения резьбы в плоскости, проходящей через ось основной поверхности. По форме профиля различают треугольные, прямоугольные, трапецеидальные, круглые и другие резьбы.
По направлению винтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространена правая резьба. Левую резьбу применяют только в специальных случаях.
Если витки резьбы расположены по двум или нескольким параллельным винтовым линиям, то они образуют многозаходную резьбу. По числу захода различают однозаходную, двухзаходную и т. д. резьбы. Наиболее распространена однозаходная резьба. Все крепежные резьбы однозаходные. Многозаходные резьбы применяются преимущественно в винтовых механизмах. Число заходов больше трех применяют редко.
Методы изготовления резьбы:
1. Нарезкой вручную метчиками или плашками. Способ малопроизводительный. Его применяют в индивидуальном производстве и при ремонтных работах.
2. Нарезкой на токарно-винторезных или специальных станках.
3. Фрезерованием на специальных резьбофрезерных станках. Применяют для нарезки винтов больших диаметров с повышенными требованиями к точности резьбы (ходовые и грузовые винты, резьбы на валах и т. д.).
4. Накаткой на специальных резьбонакатных станках-автоматах. Этим высокопроизводительным и дешевым способом изготовляют большинство резьб стандартных крепежных деталей (болты, винты и т. д.). Накатка существенно упрочняет резьбовые детали.
5. Литьем на деталях из стекла, пластмассы, металлокерамики и др.
6. Выдавливанием на тонкостенных давленных и штампованных изделиях из жести, пластмассы и т. д.
Основные типы резьб. По назначению различают резьбы крепежные и резьбы для винтовых механизмов.
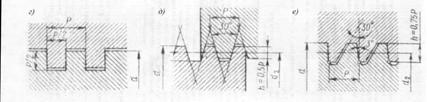
Резьбы крепежные: метрическая с треугольным профилем (см. рис. 1) – основная крепежная резьба; трубная (рис. 2 а) – треугольная со скругленными вершинами и впадинами; круглая (рис. 2 б); резьба винтов для дерева (рис. 2 в).
.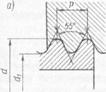
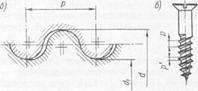
Рис. 2. Типы резьб
Резьбы винтовых механизмов (ходовые резьбы): прямоугольная (рис. 2 г); трапецеидальная симметричная (рис. 2 д); трапецеидальная несимметричная, или упорная (рис. 2 е).
Приведенная классификация не является строгой, так как в практике встречаются случаи применения метрической резьбы с мелким шагом в точных измерительных винтовых механизмах и, наоборот, трапецеидальных резьб, как крепежных.
Основные резьбовые соединения: шпилечное (рис. 3 а), винтовое (рис. 3 б), болтовое (рис. 3 в).
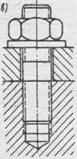

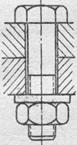
а) б) в)
Рис. 3.
1.3. Заклепочные соединения
Конструкции, технология, классификация, области применения. Заклепочное соединение – неразъемное. В большинстве случаев его приме-
 няют для соединения листов и фасонных прокатных профилей. Соединение образуют расклепыванием стержня заклепки, вставленной в отверстие деталей (рис. 4, где 1 – обжимка; 2 – прижим при машинной клепке; 3 – замыкающая головка; 4 – закладная головка; 5 – поддержка).
няют для соединения листов и фасонных прокатных профилей. Соединение образуют расклепыванием стержня заклепки, вставленной в отверстие деталей (рис. 4, где 1 – обжимка; 2 – прижим при машинной клепке; 3 – замыкающая головка; 4 – закладная головка; 5 – поддержка).
При расклепывании вследствие пластических деформаций образуется замыкающая головка, а стержень заклепки заполняет зазор в отверстии. Силы, вызванные упругими деформациями деталей и стержня заклепки, стягивают детали. Относительному сдвигу деталей оказывают сопротивление стержни заклепок и частично силы трения в стыке.
Отверстия в деталях продавливают или сверлят. Сверление менее производительно, но обеспечивает повышенную прочность. При продавливании листы деформируются, по краям отверстия появляются мелкие трещины, а на выходной стороне отверстия образуется острая кромка, которая может вызвать подрез стержня заклепки. Поэтому продавливание иногда сочетают с последующим рассверливанием.
Клепку (осаживание стержня) можно производить вручную или машинным (пневматическими молотками, прессами и т. п.) способом. Машинная клепка дает соединения повышенного качества, так как она обеспечивает однородность посадки заклепок и увеличивает силы сжатия деталей. Стальные заклепки малого диаметра (до 10 мм) и заклепки из цветных металлов ставят без нагрева – холодная клепка. Стальные заклепки диаметром больше 10 мм ставят горячим способом – горячая клепка. Нагрев заклепок перед постановкой облегчает процесс клепки и повышает качество соединения (достигаются лучшее заполнение отверстия и повышенный натяг в стыке деталей, связанный с тепловыми деформациями при остывании).
|
Рис. 5. |

В зависимости от конструкции соединения применяют различные типы заклепок, геометрические размеры которых стандартизованы. Основные типы заклепок изображены на рис. 5(а – с полукруглой головкой; б –полупотайная; в – потайная; г – трубчатая). Если нет доступа к замыкающей головке (например, пустотелое крыло самолета), то применяют заклепки для односторонней клепки. Например, на рис. 5 д – замыкающая головка образуется при протягивании конической оправки через коническое отверстие заклепки и на рис. 5 е – взрывом заряда 1.
По назначению, заклепочные соединения разделяют: на прочные (в металлоконструкциях); прочноплотные (в котлах и резервуарах с высоким давлением); плотные (в резервуарах с небольшим внутренним давлением).
 Каждая заклепка имеет свою зону действия D (рис. 6 г), на которую распространяются деформации сжатия в стыке деталей. Если зоны действия соседних заклепок пересекаются, то соединение будет плотным. Для обеспечения плотности шва иногда выполняют чеканку (пластическое деформирование листов, например, пневматическими молотками) вокруг заклепок и по кромкам листов.
Каждая заклепка имеет свою зону действия D (рис. 6 г), на которую распространяются деформации сжатия в стыке деталей. Если зоны действия соседних заклепок пересекаются, то соединение будет плотным. Для обеспечения плотности шва иногда выполняют чеканку (пластическое деформирование листов, например, пневматическими молотками) вокруг заклепок и по кромкам листов.
По конструктивному признаку различают заклепочные соединения
внахлестку и встык, однорядные и многорядные, односрезные и многосрезные. На рис. 6 а – однорядный односрезный шов внахлестку; 6 б – однорядный двухсрезный шов встык с двумя накладками.
Заклепочные соединения применяют для деталей, материал которых
плохо сваривается, и в тех конструкциях, где важно растянуть во времени развитие процесса разрушения. Например, разрушение одной или нескольких из тысяч заклепок крыла самолета еще не приводит к его разрушению, но уже может быть обнаружено и устранено при контроле и ремонте. В сварных соединениях образование трещин сопровождается высокой концентрацией напряжений, что приводит к ускорению процесса разрушения.
1.4. Сварные соединения
Общие сведения и применение. Сварное соединение – неразъемное. Оно образуется путем сваривания материалов деталей в зоне стыка и не требует никаких вспомогательных элементов. Прочность соединения за-
висит от однородности и непрерывности материала сварного шва и окружающей его зоны.
Применяемые в современном машиностроении виды сварки весьма разнообразны. Каждый из них имеет свои конкретные области применения. Из всех видов сварки наиболее широко распространена электрическая. Различают два основных вида электросварки: дуговую и контактную.
Электродуговая сварка основана на использовании теплоты электрической дуги для расплавления металла. Для защиты расплавленного металла от вредного действия окружающего воздуха на поверхность электрода наносят толстую защитную обмазку, которая выделяет большое количество шлака и газа, образуя изолирующую среду. Этим обеспечивают повышение качества металла сварного шва, механические свойства которого могут резко ухудшиться под влиянием кислорода и азота воздуха.
С той же целью производят сварку под флюсом. Этот вид сварки в настоящее время является основным видом автоматической сварки. Производительность автоматической сварки под флюсом в 10...20 раз и более выше ручной. Повышения производительности достигают путем применения тока 1000...3000 А вместо 200...500 А при ручной сварке. Это обеспечивает более рациональное формирование шва и повышает скорость сварки.
 В то время как при ручной сварке образование шва достигается в основном за счет металла электрода (рис. 7 а), при автоматической сварке шов формируется в значительной степени за счет расплавленного основного металла (рис. 7 б), что не только сокращает время, но и значительно снижает расход электродного материала. Автоматическая сварка под слоем флюса обеспечивает высокие и, что особенно важно, однородные, не зависящие от индивидуальных качеств сварщика механические свойства соединений.
В то время как при ручной сварке образование шва достигается в основном за счет металла электрода (рис. 7 а), при автоматической сварке шов формируется в значительной степени за счет расплавленного основного металла (рис. 7 б), что не только сокращает время, но и значительно снижает расход электродного материала. Автоматическая сварка под слоем флюса обеспечивает высокие и, что особенно важно, однородные, не зависящие от индивидуальных качеств сварщика механические свойства соединений.
За последние годы разработана электрошлаковая сварка, при которой источником нагрева служит теплота, выделяющаяся при прохождении тока от электрода к изделию через шлаковую ванну. Электрошлаковая сварка предназначена для соединения деталей большой толщины. Толщина свариваемых деталей практически не ограничивается. Электрошлаковая сварка позволяет заменять сложные и тяжелые цельнолитые и цельнокованые конструкции сварными из отдельных простых отливок, поковок и листов, что значительно облегчает и снижает стоимость производства. Эта сварка применима и для чугунных отливок.
Контактная сварка основана на использовании повышенного омического сопротивления в стыке деталей и осуществляется несколькими способами.
При стыковой контактной сварке через детали пропускают ток, сила которого достигает нескольких тысяч ампер. Основное количество теплоты выделяется в месте стыка, где имеется наибольшее сопротивление; металл в этой зоне разогревается до пластического состояния или даже до поверхностного оплавления. Затем ток выключают, а разогретые детали сдавливают с некоторой силой – происходит сварка металла деталей по всей поверхности стыка. Этот вид сварки рекомендуют применять для стыковых соединений деталей, площадь поперечного сечения которых сравнительно невелика.
При точечной контактной сварке соединение образуется не по всей поверхности стыка, а лишь в отдельных точках, к которым подводят электроды сварочной машины.
При шовной контактной сварке узкий непрерывный или прерывистый шов расположен вдоль стыка деталей. Эту сварку выполняют с помощью электродов, имеющих форму дисков, которые катятся в направлении сварки. Точечную и шовную сварку применяют в нахлесточных соединениях преимущественно для листовых деталей толщиной не более 3...4 мм и тонких стержней арматурных сеток. В отличие от точечной шовная сварка образует герметичное соединение.
Все рассмотренные виды контактной сварки высокопроизводительны, их широко применяют в массовом производстве для сварки труб, арматуры, кузовов автомобилей, металлической обшивки железнодорожных вагонов, корпусов самолетов, тонкостенных резервуаров и т. п.
Сварное соединение является наиболее совершенным из неразъемных соединений, так как лучше других приближает составные детали к цельным. При сварном соединении проще обеспечиваются условия равнопрочности, снижения массы и стоимости изделия.
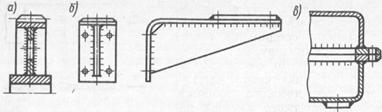
Рис. 8.
Сварку применяют не только как способ соединения деталей, но и как технологический способ изготовления самих деталей. Сварные детали во многих случаях с успехом заменяют литыеи кованые (рис. 8, где а – зубчатое колесо; б – кронштейн; в – корпус). Для изготовления сварных деталей не требуется моделей, форм или штампов. Это значительно снижает их стоимость при единичном и мелкосерийном производстве. Сварка таких изделий, как зубчатые колеса или коленчатые валы, позволяет изготовлять их более ответственные части (венец, шейка) из высокопрочных сталей, а менее ответственные (диск и ступица колеса, щека коленчатого вала) – из дешевых материалов. По сравнению с литыми деталями сварные допускают меньшую толщину стенок, что позволяет снизить массу деталей и сократить расход материала. Большое распространение получили штампосварные конструкции (рис. 8 в), заменяющие фасонное литье, клепаные и другие изделия. Применение сварных и штампосварных конструкций позволяет во многих случаях снизить расход материала или массу конструкции на 30...50%, уменьшить стоимость изделий в 1,5....2 раза.
1.5. Соединение пайкой и склеиванием
Общие сведения, оценка и применение. Соединения пайкой и склеиванием применяли значительно раньше сварных. Известны примеры применения пайки 3...5 тыс. лет назад.
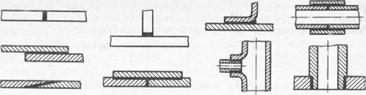
Рис. 9.
По конструкции паяные и клееные соединения подобны сварным (рис. 9). В отличие от сварки пайка и склеивание позволяют соединять детали не только из однородных, но и неоднородных материалов, например: сталь с алюминием; металлы со стеклом, графитом, фарфором; керамика с полупроводниками; пластмассы; дерево, резина и пр.
При пайке и склеивании кромки деталей не расплавляются, что позволяет более точно выдерживать их размеры и форму, а также производить повторные ремонтные соединения. По прочности паяные и клееные соединения уступают сварным в тех случаях, когда материал деталей обладает достаточно хорошей свариваемостью. Исключение составляют соединения тонкостенных элементов типа оболочек, когда имеется опасность прожога деталей при сварке.
Применение пайки и склеивания в машиностроении возрастает в связи с широким внедрением новых конструкционных материалов (например, пластмасс) и высокопрочных легированных сталей, многие из которых плохо свариваются. Примерами применения пайки в машиностроении могут служить радиаторы автомобилей и тракторов, камеры сгорания жидкостных реактивных двигателей, лопатки турбин, топливные и масляные трубопроводы и др. В самолетостроении наблюдается тенденция перехода от клепаной алюминиевой обшивки к обшивке из тонких стальных листов с сотовым промежуточным заполнением. Эту обшивку изготовляют в виде панелей, паянных в термических печах (рис. 10).

Рис. 10.
Пайка и склеивание являются одним из основных видов соединения в приборостроении, в том числе в радиоэлектронике, где они являются преимущественно связующими, а не силовыми соединениями.
Процессы пайки и склеивания сравнительно легко поддаются механизации и автоматизации. Во многих случаях применение пайки и склеивания приводит к значительному повышению производительности труда, снижению массы и стоимости конструкций.
Эффективность применения паяных и клееных соединений, их прочность и другие качественные характеристики в значительной степени определяются качеством технологического процесса: правильным подбором типа припоя или клея, температурным режимом, очисткой поверхностей стыка, их защитой от окисления и пр.
1.5.1. Соединение пайкой
Соединение образуется в результате химических связей материала деталей и присадочного материала, называемого припоем. Температура плавления припоя (например, олова) ниже температуры плавления материала деталей, поэтому в процессе пайки детали остаются твердыми. При пайке расплавленный припой растекается по нагретым поверхностям стыка деталей. Поверхности деталей обезжиривают, очищают от окислов и прочих посторонних частиц. Без этого нельзя обеспечить хорошую смачиваемость поверхностей припоем и заполнение зазора в стыке.
Размер зазора в стыке деталей в значительной мере определяет прочность соединения. Уменьшение зазора до некоторого предела увеличивает прочность. Это связано, во-первых, с тем, что при малых зазорах проявляется эффект капиллярного течения, способствующий заполнению зазора расплавленным припоем; во-вторых, диффузионный процесс и процесс растворения материалов деталей и припоя может распространяться на всю толщу паяного шва (диффузионный слой и слой раствора прочнее самого припоя). Чрезмерно малые зазоры препятствуют течению припоя. Размер оптимального зазора зависит от типа припоя и материала деталей. Для пайки стальных деталей тугоплавкими припоями (серебряными или медными) приближенно рекомендуют зазор 0,03...0,15 мм, при легкоплавких припоях (оловянных) – 0,05...0,2 мм.
Необходимость малых и равномерно распределенных зазоров является одним из недостатков пайки, ограничивающим ее применение, в особенности для крупногабаритных конструкций. По сравнению со сваркой пайка требует более точной механической обработки и сборки деталей перед пайкой. Примеры сборки деталей перед пайкой показаны на (рис. 11 а...ж). Для фиксации относительного положения деталей нередко используют специальные приспособления, большие плоские стыки прихватывают точечной сваркой (рис. 11 а) и т. п.
Нагрев припоя и деталей при пайке осуществляют паяльником, газовой горелкой, т. в. ч., в термических печах, погружением в ванну с расплавленным припоем и пр. При пайке т. в. ч. или в термической печи припой укладывают в процессе сборки деталей в месте шва в виде проволочных контуров (рис. 11 б, е, ж), фольговых прокладок, лент, мелкой дроби (рис. 11 в) или паст в смеси с флюсом.
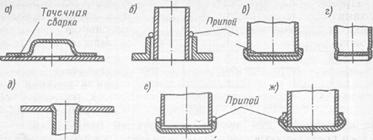
Рис. 11.
Для уменьшения вредного влияния окисления поверхностей деталей применяют специальные флюсы (на основе буры, хлористого цинка, канифоли); паяют в среде нейтральных газов (аргона) или в вакууме.
В качестве припоев применяют как чистые металлы, так и сплавы. Чаще других применяют сплавы на основе олова, меди, серебра. 1.5.2.
1.5.2. Соединение склеиванием
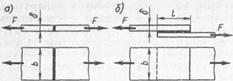
Рис. 12.
Конструкция клееных соединений подобна конструкции паяных, только припой здесь заменен клеем, а образование соединения выполняют без нагрева деталей. Соединение осуществляется за счет сил адгезии (сил сцепления) в процессе затвердевания жидкого клея. Имеются клеевые составы с избирательной адгезией к каким-либо определенным материалам – это специальные клеи (например, резиновые); с высокой адгезией к различным материалам (например, к металлам, керамике, дереву, пластмассам и др.) – это универсальные клеи (например, БФ).
В процессе склеивания выполняют ряд последовательных операций: подготовку поверхностей деталей, нанесение клея, сборку соединения, выдержку при соответствующих давлении и температуре. Подготовка поверхностей обычно заключается в их взаимной пригонке, образовании шероховатости путем зачистки наждачной шкуркой или пескоструйным аппаратом, удалении пыли и обезжиривании с помощью органических растворителей. Шероховатость увеличивает поверхность склеивания. Клей наносят кистью или пульверизатором. Сравнительно длительная выдержка, необходимая для полимеризации, является одним из недостатков клееных соединений.
Прочность клееного соединения в значительной степени зависит от толщины клеевого слоя. Рекомендуемые значения 0,05...0,15 мм. Толщина клеевого слоя зависит от вязкости клея и давления при склеивании. Клеевые соединения лучше работают на сдвиг, хуже на отрыв. Поэтому предпочтительны нахлесточные соединения. Для повышения прочности применяют комбинацию клеевого соединения с резьбовым, сварным и заклепочным.
1.6. Шпоночные и зубчатые (шлицевые) соединения
Шпоночные и зубчатые соединения служат для закрепления деталей на осях и валах. Такими деталями являются шкивы, зубчатые колеса, муфты, маховики, кулачки и т. д. Соединения нагружаются в основном вращающим моментом.
1.6.1. Шпоночные соединения
Все основные виды шпонок можно разделить на клиновые (рис. 13) и призматические. Первая группа шпонок образует напряженные, а вторая - ненапряженные соединения. Размеры шпонок стандартизованы.
Соединение призматическими шпонками ненапряженное (рис. 14). Оно требует изготовления вала и отверстия с большой точностью. Во многих случаях посадка ступицы на вал производится с натягом.
|
|
Рис. 13 | Рис. 14. |
1.6.2. Зубчатые (шлицевые) соединения
 Конструкция и классификация. Зубчатые соединения образуются при наличии наружных зубьев на валу и внутренних зубьев в отверстии ступицы (рис. 15). Размеры зубчатых соединений стандартизованы.
Конструкция и классификация. Зубчатые соединения образуются при наличии наружных зубьев на валу и внутренних зубьев в отверстии ступицы (рис. 15). Размеры зубчатых соединений стандартизованы.
Зубья на валах получают фрезерованием, строганием или накатыванием. Зубья в отверстиях образуют протягиванием или долблением. Протягивание – высокопроизводительный способ и широко применяется в массовом производстве. Стандартом предусмотрены три серии соединений: легкая, средняя и тяжелая; они отличаются высотой и числом зубьев. Число зубьев изменяется от 6 до 20. По форме профиля различают зубья прямобочные (рис. 16), эвольвентные (рис. 17) и треугольные.
|
|
Рис. 16 | Рис. 17 |


1.7. Соединение деталей посадкой с натягом (прессовые соединения)
Общие сведения. Соединение двух деталей по круговой цилиндрической поверхности можно осуществить непосредственно без применения болтов, шпонок и т. д. Для этого достаточно при изготовлении деталей обеспечить натяг посадки, а при сборке запрессовать одну деталь в другую (рис. 18).
|
|
Рис. 18 |
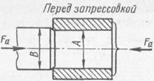
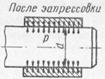
Натягом N называют положительную разность диаметров вала и отверстия: N = B – A. После сборки вследствие упругих и пластических деформаций диаметр d посадочных поверхностей становится общим. При этом на поверхности посадки возникают удельное давление р и соответствующие ему силы трения. Силы трения обеспечивают неподвижность соединения и позволяют воспринимать как крутящие, так и осевые нагрузки. Защемление вала во втулке позволяет, кроме того, нагружать соединение изгибающим моментом. В инженерной практике такое соединение называют прессовым.
Нагрузочная способность прессового соединения, прежде всего, зависит от натяга, значение которого устанавливают в соответствии с нагрузкой.
 Сборку любого прессового соединения выполняют одним из трех способов: прессованием, нагревом втулки, охлаждением вала.
Сборку любого прессового соединения выполняют одним из трех способов: прессованием, нагревом втулки, охлаждением вала.
Прессование – распространенный и несложный способ сборки. Однако этому способу свойственны недостатки: смятие и частичное срезание (шабровка) шероховатостей посадочных поверхностей, возможность неравномерных деформаций деталей и повреждения их торцов. Шабровка и смятие шероховатостей приводят к ослаблению прочности соединения до полутора раз по сравнению со сборкой нагревом или охлаждением. Для облегчения сборки и уменьшения шабровки концу вала и краю отверстия рекомендуют придавать коническую форму (рис. 19).
Шабровка поверхностей контакта устраняется полностью при сборке по методу нагревания втулки (до 200°...400°) или охлаждения вала (твердая углекислота – 79 °С, жидкий воздух – 196 °С). Недостатком метода нагревания является возможность изменения структуры металла, появление окалины и коробления. Метод охлаждения свободен от этих недостатков.
1.8. Зубчатые передачи
Общие сведения. Зубчатые передачи – наиболее распространенный тип передач в современном машино - и приборостроении. В простейшем случае зубчатая передача состоит из двух колес, на поверхности которых имеются зубья.
Помимо главной области применения – передачи вращательного движения – зубчатая передача используется и для преобразования вращательного движения в поступательное (передача зубчатое колесо – зубчатая рейка).
Основные достоинства зубчатых передач:
¨ высокий к. п. д.;
¨ компактность по сравнению с передачами, в которых используется сила трения;
¨ надежность работы;
¨ простота эксплуатации;
¨ постоянство передаточного числа;
¨ большой диапазон передаваемых мощностей (от тысячных долей до десятков тысяч кВт).
Основные недостатки зубчатых передач:
¨ сравнительная сложность изготовления (необходимость в специальном оборудовании и инструменте);
¨ шум вследствие неточного изготовления (или в результате повышенного износа) при высоких скоростях;
громоздкость при больших расстояниях между осями ведущего и ведомого валов.
Разнообразие областей применения и условий эксплуатации предопределило создание зубчатых передач, различных по форме элементов.
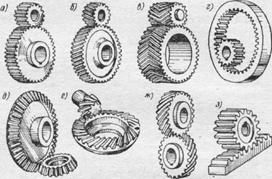
Рис. 20.
В зависимости от относительного положения геометрических осей ведущего и ведомого валов различают:
¨ зубчатые передачи цилиндрическими колесами (рис. 20, а – г), применяемые при параллельных осях валов;
¨ зубчатые передачи коническими колесами (рис. 20 д, е), применяемые при пересекающихся осях валов;
¨ передачи винтовыми (рис. 20, ж) и гипоидными колесами и червячные при скрещивающихся осях валов.
По расположению зубьев относительно образующей колеса различают зубчатые колеса:
¨ прямозубые (рис. 20, а, г, д, з);
¨ косозубые (рис. 20, б, ж)]
¨ шевронные (рис. 20, б);
¨ с криволинейным зубом (рис. 20, е).
Цилиндрические колеса могут быть с внешним (см. рис. 20, а, б, в) и с внутренним (см. рис. 20, г) зацеплением.
По конструктивному оформлению различают зубчатые передачи:
¨ открытые, не заключенные в закрытый корпус, работающие без смазки или с периодической смазкой, подверженные действию пыли и грязи;
¨ закрытые, размещенные в специальном герметичном корпусе, защищенные от проникновения пыли извне и обеспеченные постоянной смазкой из масляной ванны или поливанием.
Точность изготовления зубчатых колес тесно связана с их окружной скоростью. При недостаточной точности и высокой скорости зубчатая передача работает со значительным шумом, а зубья испытывают дополнительные динамические нагрузки. В современных зубчатых передачах наибольшие окружные скорости достигают 100 м/с.
1.9. Подшипники и подпятники
Общие сведения. Подшипники предназначены для поддержания вращающихся осей и валов вместе с посаженными на них деталями, для обеспечения свободного вращения осей и валов, восприятия и передачи на корпус (станину, фундамент) сил, действующих на опоры со стороны вала (оси).
По роду трения между валом (осью) и опорами подшипники разделяются на подшипники скольжения и подшипники качения (шариковые и роликовые). В подшипниках скольжения поверхность цапфы вала (оси) скользит по поверхности подшипника. Так как при этом возникают силы трения, ведущие к износу цапфы и подшипника, между трущимися поверхностями обязательно вводят слой смазки, назначением которого является уменьшение потерь на трение и снижение износа.
В подшипниках скольжения различают следующие виды трения.
1. Полусухое трение – смазка поступает к трущимся поверхностям в незначительном количестве. И при сухом-, и при полусухом трении в подшипнике скольжения износ сравнительно велик, так как поверхности шипа и подшипника постоянно соприкасаются.
2. Полужидкостное трение – переходное от полусухого к жидкостному. Оно возникает при очень тонком слое смазки между трущимися поверхностями, легко нарушаемом неровностями на этих поверхностях. При разрыве масляной пленки возникает непосредственный контакт металла с металлом.
3. Жидкостное трение характеризуется наличием между рабочими поверхностями цапфы и подшипника слоя смазки, исключающего контакт металла с металлом.
Преимущества жидкостного трения перед другими видами трения:
¨ почти полное отсутствие износа трущихся поверхностей цапфы и подшипника;
¨ при жидкостном трении значительно уменьшается нагрев подшипников, который при сухом трении может привести к выходу из строя частей машины.
Для получения жидкостного трения необходимы:
¨ зазор между поверхностями цапфы и опоры;
¨ непрерывная и обильная подача масла необходимой вязкости для заполнения зазора;
¨ достаточно высокая относительная скорость движения трущихся поверхностей.
1.9.1. Подшипники скольжения
Подшипники скольжения применяются в современном машиностроении значительно реже подшипников качения. Однако в ряде областей подшипники скольжения предпочтительны – например, для опор особо тяжелых валов, деталей, подвергающихся ударной или вибрационной нагрузке, для коленчатых валов (где необходимы разъемные подшипники) и т. п.
Подшипник скольжения состоит из двух основных элементов: корпуса и вкладыша.
Вкладышем называют сравнительно тонкую втулку (цельную или состоящую из двух частей), непосредственно охватывающую вал. Вкладыш отделяют от корпуса с целью выполнения из более качественного и дорогого антифрикционного материала, а также для облегчения его замены при износе.
По конструкции корпуса подшипники разделяют на неразъемные и разъемные. Цельные корпуса проще в изготовлении, но исключают регулировку зазора при износе подшипника и требуют осевого монтажа вала. Разъемные корпуса сложнее, но допускают регулировку зазора и облегчают сборку.
Наиболее прост неразъемный подшипник, представляющий собой цилиндрическое отверстие, расточенное непосредственно в бобышке станины или рамы тихоходной машины.
Вкладыш в подшипниках скольжения выполняют из чугуна (при малой скорости и умеренном давлении), из бронзы (для более нагруженных подшипников и большой скорости), из чугуна или стального литья с заливкой баббитом, из дерева (березы, акации и др.), из прессованной древесины, различных пластмасс (текстолита, капрона и др.). Вкладыш изготовляют в виде втулки, запрессованной в отверстие. Часто заливают вкладыши тонким слоем антифрикционного сплава (баббита и др.).
Корпуса и крышки подшипников скольжения обычно отливают из чугуна (при больших нагрузках – из стали) или изготовляют сварными.
Укажем достоинства и недостатки подшипников скольжения.
К преимуществам подшипников следует отнести: небольшие габари-
ты в радиальном направлении, сохранение работоспособности в условиях химически агрессивных сред и загрязненной смазки, бесшумность, способность гасить (демпфировать) колебания.
Недостатки – большие потери на трение, значительные габариты в осевом направлении, сравнительная сложность конструкции, необходимость подвода смазки в относительно большом количестве, применение дефицитных антифрикционных металлов (бронзы, баббита).
Для нормальной работы подшипника трущиеся поверхности вала и вкладыша должны смазываться. Смазочные вещества вводятся в зазор между цапфой и вкладышем. Назначение смазки – снижение потерь работы на трение, уменьшение износа, отвод тепла, в которое переходит работа трения, предохранение от коррозии.
В качестве смазочных материалов применяют жидкие масла и гус-
тые (консистентные) мази. Жидкие масла незаменимы в тех случаях, когда из зоны трения необходимо отводить большое количество тепла.
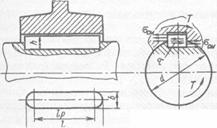
Рассмотрим смазывающийся подшипник (рис. 21), где 1, 3 – это нижняя и верхняя половины корпуса; 2 – вкладыш.
 Смазка поступает на трущиеся поверхности через отверстие в крышке из смазочного резервуара – масленки 4. Износ вкладыша компенсируется поджатием крышки с верхней половиной вкладыша. Для этого между вкладышами заложен набор прокладок из фольги. Прокладки по мере износа вынимают одну за другой; болты 5 каждый раз затягивают до отказа. При значительном износе вкладыш заменяют новым.
Смазка поступает на трущиеся поверхности через отверстие в крышке из смазочного резервуара – масленки 4. Износ вкладыша компенсируется поджатием крышки с верхней половиной вкладыша. Для этого между вкладышами заложен набор прокладок из фольги. Прокладки по мере износа вынимают одну за другой; болты 5 каждый раз затягивают до отказа. При значительном износе вкладыш заменяют новым.
Подшипники смазывают периодически или непрерывно; смазывающий материал подается под давлением либо без давления. Масло в подшипнике распределяется с помощью смазочных канавок. Они должны располагаться по образующей вкладыша, проходящей через отверстие подвода смазки на ненагруженной стороне подшипника.
1.9.2. Подшипники качения
Опоры качения, где трение скольжения заменено трением качения, лишены недостатков, присущих опорам скольжения. Основные достоинства подшипников качения по сравнению с подшипниками скольжения:
¨ меньшее трение, а следовательно и износ;
¨ менее сложный уход;
¨ меньший расход смазочных материалов;
¨ высокая степень стандартизации, централизованное массовое производство, низкая стоимость.
Недостатки: большие радиальные размеры, меньшая демпфирующая
способность, ограниченная возможность работы при больших угловых скоростях и тяжелых нагрузках.
ограниченная возможность работы при больших угловых скоростях и тяжелых нагрузках.
Подшипники качения (рис. 22) состоят из двух колец: внутреннего 1 и наружного 2 (внутреннее кольцо насаживают на вал, а наружное устанавливают в корпусе), тел качения – шариков 3 или роликов, катящихся по беговым дорожкам колец на некотором расстоянии один от другого, и сепаратора 4 – специальной детали, удерживающей тела качения на постоянных расстояниях одно от другого. Тела качения и кольца изготовляют из высокопрочной закаленной стали.
В качестве тел качения применяют шарики (рис. 23 а), ролики цилиндрические короткие (рис. 23 б), длинные (рис. 23 е), витые (рис. 23 г), игольчатые (рис. 23 д), конические (рис. 23 е), бочкообразные (рис. 23 ж).
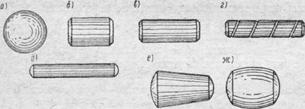
Рис. 23.
| В зависимости от габаритов при одном и том же внутреннем диаметре подшипники качения делятся на серии: сверхлегкую, особо легкую, среднюю, тяжелую, легкую широкую и др. По числу рядов тел качения различают однорядные и двухрядные подшипники. Шариковые двухрядные сферические (рис. 24) и роликовые двухрядные сферические (с бочкообразными роликами, рис. 25) |
|
Рис. 24. | Рис. 25. |


В зависимости от характера воспринимаемой нагрузки подшипники качения делятся на радиальные (рис. 23), предназначенные в основном для восприятия радиальных нагрузок; радиально-упорные, воспринимающие осевые и радиальные нагрузки; упорные, воспринимающие только осевые нагрузки.
подшипники являются самоустанавливающимися, т. е. допускают наклон оси внутреннего кольца (вала) по отношению к оси наружного на 2 – 3°.
Подшипники устанавливают на вал различными способами в зависимости от конструкции вала, подшипника и условия работы машины или механизма, но чаще всего прессованием.
1.10. Муфты
Классификация муфт. Муфтами называют устройства, служащие для соединения валов между собой или с деталями, свободно насаженными на валы (зубчатые колеса, шкивы), с целью передачи вращающего момента. Соединение бывает постоянным, при котором разъединение возможно только при разборке с остановкой машины, или производимым в процессе работы с целью включения и выключения вращения ведомого вала при непрерывном вращении ведущего. В соответствии с этим муфты делятся на постоянные и сцепные.
Постоянные муфты:
¨ глухие, требующие строгой соосности соединяемых валов;
¨ компенсирующие, допускающие смещение центров (рис. 26 б), взаимный перекос осей (рис. 26 в), осевое перемещение вследствие температурных изменений длины соединяемых валов (рис. 26 а).
Компенсирующие муфты в свою очередь подразделяются на жесткие, т. е. не имеющие эластичных элементов и передающие вместе с моментом возможные толчки и удары, и упругие, смягчающие толчки и удары. В качестве эластичного элемента в упругих муфтах служат пружины разных типов, цилиндрические стержни и неметаллические детали (резина, кожа).
Сцепные муфты:
¨ фрикционные (т. е. осуществляющие сцепление за счет сил трения);
¨ кулачковые.
Фрикционные сцепные муфты могут иметь различные формы рабочих (трущихся) поверхностей, в соответствии с чем они называются дисковыми (однодисковыми и многодисковыми), коническими и барабанными (колодочными).
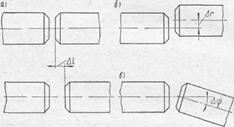
Рис. 26.
Кроме муфт, назначением которых является постоянное или управляемое соединение валов, существуют предохранительные муфты, защищающие машину от поломки при аварийной перегрузке или чрезмерно возросшей скорости. Предохранительная муфта может быть установлена в дополнение к соединительной, но возможно и объединение этих функций в одной муфте.
Число известных типов муфт огромно. Ниже рассмотрим только некоторые наиболее употребительные конструкции.
1.10.1. Глухие муфты
 Глухие постоянные муфты применяют в тех случаях, когда длинный вал по условиям изготовления и эксплуатации машины делают составным, причем составной вал должен работать, как целый.
Глухие постоянные муфты применяют в тех случаях, когда длинный вал по условиям изготовления и эксплуатации машины делают составным, причем составной вал должен работать, как целый.
Втулочная муфта (рис. 27) – простейшая из глухих постоянных муфт. Это втулка, насаженная с натягом на концы соединяемых валов.
Муфта закрепляется на валах и передает момент при помощи призматических или сегментных шпонок либо конических штифтов. Недостатки втулочной муфты: Трудность разборки (приходится либо сдвигать муфту вдоль вала не менее чем на половину ее длины, либо раздвигать концы валов на полную длину муфты); необходимость очень точного совмещения осей валов; несовмещение осей в результате неточной сборки или деформации под нагрузкой создает усилия, изгибающие валы. Различные виды муфт показаны на рис.28.
|
|
Рис. 28. |



1.11. Редукторы
Общие сведения. Обширный класс машин составляют производственные машины, которые преобразуют механическую работу, получаемую от двигателя, в работу, связанную с выполнением определенных технологических процессов. К ним, в частности, относятся машины по обработке металлов, древесины, почвы и др.
По условиям заданного технологического процесса рабочие органы производственных машин должны двигаться с определенными оптимальными скоростями. Поэтому машина-двигатель должна передавать производственной машине требуемое количество механической энергии при определенных значениях вращающего момента и угловой скорости.
Машины-двигатели, в первую очередь электрические двигатели, обычно имеют большие угловые скорости, что обеспечивает их компактность.
Для передачи движения от двигателя к производственной машине и изменения при этом угловой скорости и вращающего момента служат различные передаточные механизмы.
Зубчатый, или червячный, передаточный механизм, предназначенный для уменьшения угловых скоростей и представляющий систему зубчатых колес в отдельном закрытом корпусе, непроницаемом для масла и пыли и одновременно являющемся масляной ванной для механизма, называется редуктором.
Обильная смазка способствует малому износу и повышает к. п. д. редукторной передачи. Наличие корпуса обеспечивает безопасность работы редукторов. Этими достоинствами редукторов объясняется их широкое применение в современном машиностроении и вытеснение ими открытых передач.
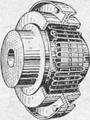
 Редуктор может быть встроен в двигатель или производственную машину, а может быть самостоятельным устройством (рис. 29).
Редуктор может быть встроен в двигатель или производственную машину, а может быть самостоятельным устройством (рис. 29).
Момент от двигателя передается на входной (ведущий) вал редуктора через соединительную муфту, а в некоторых сравнительно редких случаях – через ременную или цепную передачу.
Момент от выходного (ведомого) вала редуктора передается на вал
производственной машины через соединительную муфту или открытую передачу, цепную или зубчатую.
В современном машиностроении существует большое разнообразие кинематических схем редукторов, их форм и конструкций.
По виду звеньев передачи редукторы делятся на цилиндрические (оси ведущего и ведомого валов параллельны), конические (оси валов пересекаются), червячные (оси валов перекрещиваются в пространстве). Встречаются и комбинированные редукторы, представляющие сочетание зубчатых (цилиндрических и конических) и червячных передач.
По числу пар передач редукторы делятся на одноступенчатые и многоступенчатые.
Ниже рассматриваются некоторые из основных схем редукторов.
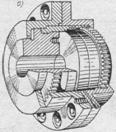
Двухступенчатые цилиндрические редукторы. Первая (быстроходная) ступень редуктора во многих случаях имеет косозубые колеса; тихоходная ступень может быть выполнена с прямозубыми колесами. Не менее часто применяют редукторы, у которых обе ступени имеют колеса одинакового типа (прямозубые, косозубые или шевронные).
|
|
|
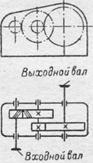
а) б) в) Рис. 30. Схемы двухступенчатых редукторов |

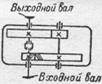
Если геометрические оси валов входного (ведущего) и выходного (ведомого) лежат на одной прямой, редукторы называются соосными (рис. 30 б). Недостаток его конструкции – наличие промежуточного опорного звена для входного и выходного валов. Сложное в изготовлении, это опорное звено увеличивает габариты редуктора (по ширине) и затрудняет обслуживание. Кроме того, межцентровое расстояние первой быстроходной ступени оказывается равным расстоянию для тихоходной ступени, хотя по расчету оно могло быть значительно меньше.
Достоинство соосных редукторов по сравнению с редукторами, выполненными по развернутой схеме (см. рис. 30 в) – их меньшая длина.
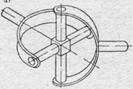
Червячный редуктор (рис. 33) применяют при перекрещивающихся в пространстве осях ведущего и ведомого валов.
Распространены также коническо-цилиндрические редуктора (рис. 32). В некоторых случаях применяют 3-х ступенчатые редукторы (рис. 31).
По относительному расположению червяка и червячного колеса различают схемы с нижним червяком (рис. 33), с верхним червяком (рис. 34 а) и с боковым червяком (рис. 34 б).
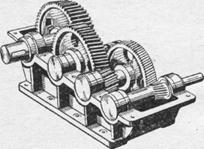
Рис. 31. Трехступенчатый редуктор
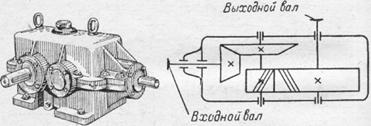
Рис. 32. Коническо-цилиндрический редуктор
Червячные редукторы благодаря малым габаритам, бесшумности и плавности работы широко применяются в современном машиностроении. Недостаток их (при цилиндрическом червяке) – сравнительно низкий к. п.д.
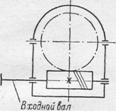
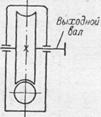
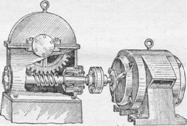
Рис. 33. Червячный редуктор с нижним червяком
Иногда необходимо получить различные угловые скорости выходного вала. Для этого в корпусе размещают несколько пар зубчатых колес с различными передаточными числами и специальный механизм переключения, который может включать по мере надобности ту или иную пару зубчатых колес. Такие передаточные механизмы называют коробками передач.
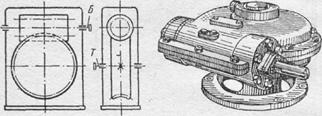
Рис. 34. Червячный редуктор с верхним (а) и боковым (б) червяком
2. ПЕРЕЧЕНЬ ОСНОВНОГО ОБОРУДОВАНИЯ,
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ И МАТЕРИАЛОВ
Стенды, с резьбовыми соединениями, заклепочными, паянными; плакаты с видами сварных швов; образцы шпоночных, шлицевых соединений; зубчатые передачи; образцы подшипников; муфты; редукторы.
3. Порядок выполнения работы
1. Изучить механизмы и детали машин, их назначение, внешний вид, область применения, разновидности.
2. Описать не менее 3-х механизмов с эскизами и подробным описанием.
3. Выяснить в какие машины и агрегаты входят эти механизмы и детали.
4. СОДЕРЖАНИЕ ОТЧЕТА
1. Тема и цель практического занятия.
2. Выполнить описание кратких теоретических сведений о механизмах и деталях машин.
3. Более подробно описать три механизма (детали машин), выданных преподавателем с рисунками.
4. Выводы по работе.
5. Контрольные вопросы
1. Определение терминов «машин», «деталь», «узел», «механизм», «машинный агрегат».
2. Виды соединений деталей машин.
3. Применение резьбовых соединений.
4. Методы изготовления резьбы.
5. Типы резьб.
6. Виды и применение заклепочных соединений.
7. Основные типы зажимок.
8. Виды и применение сварных соединений.
9. Применение в современном машиностроении и виды сварки.
10. Виды и применение соединения пайкой и склеиванием.
11. Виды и применение шпоночных и шлицевых соединений.
12. Общие сведения о соединении деталей посадкой с натягом.
13. Область применения зубчатых передач.
14. Основные достоинства и недостатки зубчатых передач.
15. Виды зубчатых колес и передач.
16. Виды и применение подшипников и подпятников.
17. Основные преимущества подшипников качения и виды по сравнению подшипниками скольжения.
18. Конструкция подшипников качения и виды тел качения.
19. Виды и назначение муфт.
20. Виды и назначение редукторов.
6. Литература
1. и др. Техническая механика. Стройиздат. Москва – 1987.
2. Крайнев -справочник по механизмам. – 2-е изд. – М.: Машиностроение, 1987.
3. Иванов машин. Учеб. для студентов высш. техн. учеб. заведений – 5-е изд., перераб. М.: Высшая шк., 1991.
4. , Эрдеди машин. Учеб. для машиностр. спец. сред. проф. учеб. заведений – 2-изд., испр. и доп. – М.: Высшая шк., 2002. – 285 с.: ил.
СОДЕРЖАНИЕ
1. Краткие теоретические сведения……………………………………...…..3
1.1. Соединение деталей и машин…………………………………………...3
1.2. Резьбовые соединения………………………….………………………..4
1.3 Заклепочные соединения…………………………………………………6
1.4. Сварные соединения……………………………………………………..8
1.5. Соединение пайкой и склеиванием……………………………………11
1.5.1. Соединение пайкой…………………………………………………...12
1.5.2. Соединение склеиванием…………………………………………….13
1.6. Шпоночные и зубчатые (шлицевые) соединения………………….....14
1.6.1. Шпоночные соединения…………………...........................................14
1.6.2. Зубчатые (шлицевые) соединения…………………...........................15
1.7. Соединение деталей посадкой с натягом (прессовые соединения)….15
1.8. Зубчатые передачи……………………………………………………...16
1.9. Подшипниковые и подпятники………………………………………...18
1.9.1. Подшипники скольжения………………………………………….....19
1.9.2. Подшипники качения………………………………………………....21
1.10. Муфты………………………………………………………………….22
1.11. Глухие муфты………………………………………………………….23
1.12. Редукторы……………………………………………………………...24
2. Перечень основного оборудования, контрольно-измерительных………..
приборов и материалов…………………………………………………...28
3. Порядок выполнения работы…………………………………………….28
4. Содержание отчета………………………………………………………..28
5. Контрольные вопросы……………………………………………………28
6. Литература………………………………………………………………...29
Составители: Денис Олегович Ладыгин
Александр Васильевич Гусев
Техническая механика
Раздел «Детали механизмов и машин»
Методические указания к практическому занятию
«Изучение деталей механизмов и машин»
Под редакцией авторов
Темплан 2006 г., поз. № 11.
Подписано в печать г. Формат 60×84 1/16.
Бумага листовая. Гарнитура ”Times“.
Усл. печ. л. 1,94. Усл. авт. л. 1,75.
Тираж 100 экз. Заказ №
Волгоградский государственный технический университет.
400131 Волгоград, просп. им. , 28.
РПК «Политехник»
Волгоградского государственного технического университета.
400131 Волгоград, ул. Советская, 35.
 |
