

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
ХАФИЗОВА Олеся Фралитовна
Повышение надежности нефтегазопроводов на основе применения вибрационной обработки сварных соединений в процессе ремонта трубопроводов
Специальность 25.00.19 – Строительство и эксплуатация
нефтегазопроводов, баз и хранилищ
А в т о р е ф е р а т
диссертации на соискание ученой степени
кандидата технических наук
Санкт-Петербург
2011
Работа выполнена в федеральном государственном бюджетном образовательном учреждении высшего профессионального образования Санкт-Петербургском государственном горном университете
Научный руководитель:
доктор технических наук, старший научный сотрудник
Официальные оппоненты:
доктор технических наук, профессор
кандидат технических наук
Ведущая организация – ГУП «Институт проблем транспорта энергоресурсов»
Защита состоится 23 июня 2011 г. в 11 ч на заседании диссертационного совета Д 212.224.10 при Санкт-Петербургском государственном горном университете г. Санкт-Петербург, 21-я линия, дом 2, ауд. 1160.
С диссертацией можно ознакомиться в библиотеке Санкт-Петербургского государственного горного университета.
Автореферат разослан 23 мая 2011 г.
Ученый секретарь
диссертационного совета
д. т.н., доцент А. К. НИКОЛАЕВ
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы исследований
Ремонт изношенных участков магистральных нефтегазопроводов в ряде случаев приводит к необходимости их замены на новые участки из сталей, отличающихся по химическому составу и механическим свойствам от основного материала трубопровода. Получаемые при этом разнородные сварные соединения отличаются повышенным уровнем остаточных напряжений и пониженной сопротивляемостью к воздействию различных факторов, способствующих разрушению. Это приводит к снижению долговечности нефтегазопроводов как одного из основных показателей их надёжности. Качество соединений разнородных сталей зависит от степени различия их состава и механических свойств.
Для повышения остаточного ресурса нефтегазопроводов с соединениями разнородных сталей, в настоящее время используют послесварочную термическую обработку. Согласно нормативным документам на проведение сварочно-монтажных работ на промысловых и магистральных газопроводах, при сварке сталей, отличающихся по пределу прочности более чем на 80 МПа, необходимо проводить высокий отпуск, заключающийся в нагреве сварного соединения до температуры 575 - 600оС, выдержке в течение часа и последующем медленном охлаждении. Такой вид термической обработки является сложным и энергоемким процессом, который трудно осуществлять в полевых условиях.
Известно, что альтернативным методом снятия остаточных напряжений в сварных соединениях однородных сталей является вибрационная обработка свариваемых элементов, проводимая в процессе сварки. Большой вклад в изучение данного вопроса внесли , , Z. Zhu, L. Chen, D. Rao, J. Xu, C. Ni, и другие. В работах , и других показано, что вибрационная обработка при сварке однородных сталей наиболее эффективна при частотах, близких к частоте собственных колебаний свариваемой конструкции.
В то же время, несмотря на свою простоту и значительный положительный эффект, вибрационная обработка как метод повышения надежности сварных соединений нефтегазопроводов практически не используется. В литературных источниках отсутствуют сведения о применении виброобработки при производстве сварных соединений из разнородных сталей. Поэтому проведение исследований по изучению влияния вибрации на качество соединений разнородных сталей и внедрение вибрационной обработки в технологию сварочно-монтажных работах на нефтегазопроводах является актуальной задачей.
Цель работы: повышение надежности эксплуатации нефтегазопроводов, имеющих соединения из разнородных сталей, путем применения их вибрационной обработки в процессе ремонта.
Задачи исследований:
1. Разработать метод обеспечения равной прочности соединений участков трубопровода, находящегося в длительной эксплуатации, и врезаемых при его ремонте участков трубы из более прочной стали.
2. Установить частоты собственных колебаний подвешенных на время сварочно-монтажных работ участков трубопроводов различных диаметров для выбора оптимального значения частоты вибрационной обработки соединения.
3. Определить влияние вибрационной обработки с частотой, близкой к частоте собственных колебаний участков трубопроводов, на надежность сварных соединений разнородных сталей.
4. Экспериментально изучить и сравнить влияние вибрационной и термической обработок на качество соединений разнородных трубопроводных сталей.
5. Разработать технологию сварочно-монтажных работ на нефтегазопроводах с применением вибрационной обработки.
Идея работы: долговечность и надёжность кольцевых соединений нефтегазопроводов из разнородных сталей следует обеспечивать за счет вибрационного воздействия в процессе сварки.
Научная новизна работы:
1. Установлена зависимость частот собственных колебаний участков трубопроводов от их диаметров и длин, на основании которой определены необходимые частоты (50 – 360 Гц) вибрационной обработки свариваемых участков магистральных нефтегазопроводов из разнородных сталей для повышения качества их сварных соединений.
2. Установлено, что вибрационная обработка соединений разнородных сталей, проведенная с частотой, близкой к частоте собственных колебаний свариваемого участка трубопровода, повышает его долговечность до 4-х раз и может служить заменой термической обработке.
Защищаемые положения:
1. Для повышения надежности соединений магистральных нефтегазопроводов вибрационную обработку в процессе сварки следует вести с частотой, прямо пропорциональной диаметру трубопровода, близкой к частоте собственных колебаний свариваемого участка.
2. Применение вибрации с частотой 50…360 Гц в процессе сварочно-монтажных работ на участках нефтегазопроводов из разнородных сталей с диаметром от 720 мм до 1420 мм повышает до 4-х раз долговечность разнородных сварных соединений и способно заменить послесварочную термическую обработку.
Методы исследований
При решении поставленных задач использовался комплексный метод исследований, включающий анализ и обобщение данных по сварочно-монтажным работам на нефтегазопроводах и вибрационной обработке сварных соединений, стандартные методы определения механических свойств, а также рентгеноструктурный, электронно-микроскопический и рентгенофлуоресцентный методы анализа. Обработка результатов экспериментов проводилась с использованием метода регрессионного анализа.
Практическое значение работы:
· разработанная технология сварочно-монтажных работ с применением вибрационной обработки на участках нефтегазопроводов из разнородных сталей, которая позволяет снизить энергозатраты и исключить послесварочные операции;
· предложенный способ снятия остаточных напряжений в сварных соединениях металлов (заявка на изобретение № /02 (040086)), заключающийся в направленности приложения вибрационного воздействия, обеспечивает повышение качества соединений разнородных сталей нефтегазопроводов.
Обоснованность и достоверность научных положений, выводов и рекомендаций подтверждена удовлетворительной сходимостью результатов теоретических и экспериментальных исследований.
Апробация работы. Основные результаты работы докладывались на III Международном форуме «Образование, наука, производство» (Белгород, 2006); Всероссийском смотре-конкурсе научно-технического творчества студентов «Эврика-2006» (Новочеркасск, 2006); XII Республиканском конкурсе научных работ Республики Башкортостан - 2007 (Уфа, 2007); 61-й Студенческой Научной Конференции «Нефть и газ-2007» (Москва, 2007); 8-й Международной специализированной конференции «Нефтепереработка и нефтехимия» в рамках 7-го международного форума «ТЭК России» (Санкт-Петербург, 2007); Международном форум-конкурсе молодых учёных молодых ученых «Проблемы недропользования» (Санкт-Петербург, СПГГИ (ТУ), 2008); Х Международной молодежной научно-технической конференции «Севергеоэкотех-2009» (Ухта, 2009); IV Международной учебно-научно-практической конференции «Трубопроводный транспорт – 2008» (Уфа, 2007); международной научной конференции «60-й день горняка и металлурга» (Фрайберг, Германия, 2009); Немецком Аэрокосмическом центре DLR (Штутгарт, Германия, 2011) и др.
Публикации
По теме диссертации опубликовано 19 научных работ, в том числе 3 статьи в журналах, входящих в перечень журналов ВАК Минобрнауки России, подана 1 заявка на изобретение.
Личный вклад соискателя состоит в создании экспериментального стенда, разработке методики, проведения экспериментальных исследований и обработке их результатов.
Реализация результатов работы
Разработанная технология сварочно-монтажных работ с применением вибрационной обработки может быть использована при ремонте нефтегазопроводов для исключения послесварочных операций.
Научные и практические результаты работы используются в учебном процессе СПГГУ при изучении дисциплины «Технология металлов и трубопроводно-строительных материалов» студентами специальности 130501.
Структура и объем работы. Диссертация состоит из введения, 4 глав и заключения общим объемом 111 страниц, содержит 13 таблиц, 37 рисунков, а также список литературы из 145 наименований.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении дана общая характеристика работы, обоснована ее актуальность, определены цель, идея, задачи, изложены защищаемые положения, научная новизна и практическая значимость.
Первая глава посвящена анализу специфики сварочно-монтажных работ при ремонте нефтегазопроводов. Рассмотрены применяемые виды сварки, а также сложности, возникающие при замене аварийных участков трубопроводов в случае необходимости сварки разнородных сталей. Получаемые при этом сварные соединения характеризуются повышенным уровнем остаточных напряжений и пониженной сопротивляемостью к инициаторам разрушения, что приводит к снижению долговечности свариваемого участка трубопровода. Для повышения качества сварных соединений разнородных сталей в настоящее время проводят послесварочную термическую обработку. Согласно нормативным документам на проведение сварочно-монтажных работ на магистральных газопроводах, при сварке сталей, отличающихся по пределу прочности более чем на 80 МПа, необходимо проводить послесварочный высокий отпуск, заключающийся в нагреве сварного соединения до температуры 575 - 600○С, выдержке в течение часа и последующем медленном охлаждении. В связи с тем, что термическая обработка является энергоемким процессом, трудно осуществимым в полевых условиях, была поставлена задача замены используемой термической обработки сварных соединений из разнородных сталей на более доступный и менее трудозатратный метод снижения остаточных напряжений с целью повышения долговечности свариваемых участков трубопроводов.
На основании анализа существующих методов снижения остаточных напряжений в сварных соединениях делается вывод, что наиболее эффективным из них является вибрационная обработка свариваемых элементов из однородных сталей, проводимая в процессе сварки. При этом ее следует осуществлять с частотой, близкой к частоте собственных колебаний свариваемой конструкции. Сведений о вибрационной обработке соединений из разнородных сталей в литературе не обнаружено, а сам метод вибрационной обработки, несмотря на его простоту и значительный положительный эффект, при проведении сварочно-монтажных работ на нефтегазопроводах не используется.
Поэтому исследование влияния вибрационной обработки на качество соединений из разнородных трубопроводных сталей, а также ее внедрение в технологический процесс сварочно-монтажных работах на нефтегазопроводах является актуальной задачей.
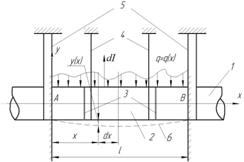
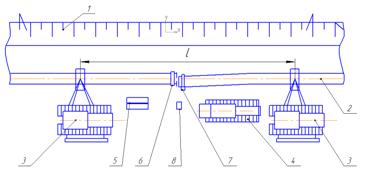
Во второй главе представлен расчет частоты собственных колебаний свариваемых участков трубопровода, близкой к которым необходимо проводить вибрационную обработку сварного соединения. Расчет проведен для трубопроводов различных диаметров. Удерживаемый на тросах участок трубопровода, в средней части которого ведутся сварочно-монтажные работы, моделируется балкой длиной l, жестко защемленной с обоих концов, с поперечной распределенной по некоторому закону нагрузкой q=q(x). Расчетная схема представлена на рис.1.
Частоты собственных колебаний балки рассчитываются при решении уравнения, выведенного для колонны бурильных труб, с учетом граничных условий, определяемых формой закрепления концов участка трубопровода
![]() , (1)
, (1)
где u(x) – неизвестная форма колебаний; k – неизвестная частота собственных колебаний балки, рад/с.
|
Рис. 1 Расчетная схема для решения задачи о поперечных колебаниях участка трубопровода: 1–концы магистрального трубопровода; 2–ввариваемый фрагмент трубопровода; 3–сварные швы; 4–тросы для спуска и стыковки (прихватки) ввариваемого фрагмента; 5–стропы; y(x)–прогиб в сечении x; 6 – изогнутая ось трубопровода; l–длина участка трубопровода между местами закреплений на нем строп |
В результате получается трансцендентное уравнение
 , (2)
, (2)
где  которое может служить для отыскания безразмерных чисел
которое может служить для отыскания безразмерных чисел ![]() , что наиболее просто осуществить графически (рис. 2).
, что наиболее просто осуществить графически (рис. 2).
Из графика (рис. 2) следует, что в диапазоне от + 1 до - 1 функция ![]() асимптотически приближается к оси абсцисс (
асимптотически приближается к оси абсцисс (![]() ), пересекая график косинусоиды (cos
), пересекая график косинусоиды (cos![]() ) и образуя на пересечениях искомые величины
) и образуя на пересечениях искомые величины ![]() :
: ![]() ,
, ![]() ,…,
,…,![]() , то есть образуется множественный спектр характеристических чисел, первое из которых
, то есть образуется множественный спектр характеристических чисел, первое из которых ![]() = 4,73. Для определения других чисел можно использовать приближенную формулу:
= 4,73. Для определения других чисел можно использовать приближенную формулу:
 (3)
(3)
|
Рис. 2. Графическое решение уравнения (2): 1 – 1/ch ν; 2 – cos ν |
Искомая частота собственных колебаний участка трубопровода при внешнем воздействии на него определится из выражения:
![]() . (4)
. (4)
Расчет производился для стальных труб диаметров, используемых при прокладке отечественных магистральных нефтегазопроводов (от 720 до 1420 мм). За длину l (5 и 10 м) подвешенного участка принимали имеющие место в реальных условиях граничные расстояния между точками закрепления трубопровода тросами при его подъеме со дна траншеи на время сварочно-монтажных работ на нефтегазопроводах. Значение модуля упругости E при растяжении-сжатии трубопроводной стали считали равным 200 ГПа. Осевые моменты инерции сечений труб выбранных диаметров рассчитывали по формуле  , где
, где  – отношение внутреннего диаметра трубы к внешнему. При расчете массы единицы длины трубопровода плотность стали ρ принимали равной 7850 кг/м3.
– отношение внутреннего диаметра трубы к внешнему. При расчете массы единицы длины трубопровода плотность стали ρ принимали равной 7850 кг/м3.
Результаты расчета fn по формуле (4) при первом значении характеристических чисел (![]() ) и, соответственно, для первого (основного) значения частот собственных колебаний подвешенного участка трубопроводов представлены в рис. 3.
) и, соответственно, для первого (основного) значения частот собственных колебаний подвешенного участка трубопроводов представлены в рис. 3.
|
Рис. 3. Зависимость частоты собственных колебаний fn от номинального размера трубы Dn и длины участка l |
С увеличением номинального диаметра трубы частота собственных колебаний участка трубопровода fn, подвешенного на время сварочно-монтажных работ, возрастает, принимая значения от 50 до 360 Гц для всех диаметров отечественных магистральных трубопроводов. При этом изменение толщины стенки трубы (δ = 5….16 мм) на величине fn, практически, не сказывается. В то же время изменение расстояния между точками закрепления тросов на поднимаемом участке трубопровода (длины l) на значении частоты собственных колебаний сказывается весьма существенно.
В третьей главе представлена схема экспериментального стенда (рис. 4), изготовленного в СПГГУ (Санкт-Петербург) для проведения сварки с вибрацией с частотой f, приближающейся к частоте собственных колебаний fc системы, которую можно регулировать и устанавливать близкой к частоте собственных колебаний fn свариваемых участков реальных нефтегазопроводов. Экспериментальные исследования влияния вибрационной обработки на усталостную выносливость, ударную вязкость при отрицательных температурах, микроструктуру различных зон сварных соединений и другие основные механические свойства сварных соединений разнородных трубопроводных сталей проводились в Немецком аэрокосмическом центре DLR (Штутгарт, Германия), СПбГПУ (Санкт-Петербург) и Фрайбергской горной академии (Фрайберг, Германия).
|
Рис. 4 Схема экспериментального стенда по изучению влияния вибрационной обработки различной частоты на качество сварных соединений из трубопроводных сталей: 1–свариваемые листовые заготовки; 2–электрододержатель; 3–электродвигатель; 4 –дебаланс; 5–сменные стальные пластины; 6–выпрямитель сварочный; 7–основание; 8–крышка сварочного стола; 9–преобразователь частоты; 10–датчик вибрации AMTest-2 |
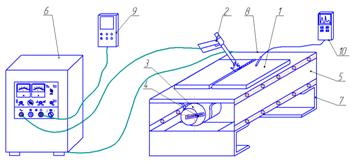
Свариваемые листовые заготовки 1 из выбранных трубопроводных материалов жестко крепились к крышке стола 8 и подвергались во время сварки вынужденным колебаниям относительно неподвижного массивного основания 7. К крышке стола устанавливался асинхронный электрический двигатель переменного тока 3, на валу которого находился дебаланс 4, который являлся источником колебаний. Перемещением центра массы дебаланса изменялась амплитуда а задаваемых колебаний (аmax=62 мкм). Частота вынужденных колебаний f системы (свариваемых заготовок, крышки стола и электродвигателя) совпадала с частотой ω вращения вала двигателя, которая, в свою очередь, регулировалась с помощью преобразователя частоты 9. Значение f регистрировалось датчиком вибрации AMTest-2 10. Частота собственных колебаний fc системы регулировалась изменением ее жесткости k, что достигалось варьированием количества N пластин 5, соединяющих крышку стола с основанием.
При количестве пластин, равным N=2, и частоте вращения вала двигателя ω=3000 об/мин, частота вынужденных колебаний системы была равной 50 Гц, близкой к частоте собственных колебаний системы (fc = 8,3 Гц) и участка трубопровода диаметром 820 мм и длиной l=10 м (fn =53 Гц).
Объектом исследований являлись сварные соединения, изготовленные из пластин (δ=8–10 мм) трубопроводных сталей: 20 и 16ГС, а также Ст3сп и 10Г2ФБ, различающихся по пределу прочности на 90 и 240 МПа, соответственно. Таким образом, моделировали сварные соединения, получаемые при замене изношенных участков трубопроводов на новые из более прочных сталей. Для сравнения соединения разнородных сталей изготавливались без обработки, с послесварочной термической обработкой и с вибрационной обработкой с частотами 50, 100, 160 Гц.
Сварка пластин осуществлялась встык методом ручной электродуговой сварки в три прохода с использованием электродов марок Э50А–ОГПЭ-01 и Э50А-УОНИИ-13/55. Полученные соединения разнородных сталей разрезали в поперечном направлении относительно сварного шва на полосы, из которых изготавливали образцы для соответствующих механических испытаний.
Для исследования влияния вибрационной обработки на усталостную выносливость, как на параметр, определяющий долговечность и надежность как соединения, так всего участка трубопровода в целом, образцы со сварным швом после той или иной обработки подвергали циклическим нагрузкам растяжения – сжатия, что моделировало воздействие давления рабочей среды на стенки трубопровода.
Максимальное напряжение, которое возникало в рабочей зоне образцов при циклических нагрузках устанавливали исходя из экспериментального определения предела прочности материала наименее прочной стали сварного соединения σmax = 0,4∙σв. Такое напряжение заведомо превышало уровень допустимых напряжений σдоп, которые могут возникать в стенках нефтегазопровода из данного материала при перекачке продукта.
Как следует из результатов испытаний на усталостную выносливость (табл. 1), вибрационная обработка сварных соединений, проведенная с частотой, близкой к частоте собственных колебаний системы, до 4-х раз повышает число циклов нагружений, которое может выдержать соединение до разрушения.
Таблица 1
Результаты испытаний образцов из сварных соединений сталей
Ст3сп - 10Г2ФБ на усталостную выносливость
Режим обработки | Количество циклов до разрушения N | ||
1 | 2 | 3 | |
Без обработки | 0,328096·106 | 0,257369·106 | - |
С термической обработкой | 1,075·106 | ≥ 1·106 | ≥ 1·106 |
С вибрационной обработкой | ≥ 1·106 | ≥ (1÷7)·106 | ≥ 1·106 |
Вторым основным параметром, определяющим надежность соединения, является ударная вязкость его различных зон. Для ее определения образцы с V-образным надрезом, вырезанные из различных зон соединения, подвергали испытаниям на ударный изгиб при температуре минус 20°С. Такой уровень температур, согласно нормативным документам, отвечает требованиям к проведению испытаний трубопроводных сталей.
Зависимость ударной вязкости при температуре минус 20°C различных зон сварного соединения разнородных сталей от вида обработки и частоты виброобработки в процессе сварки иллюстрируют гистограммы, представленные на рис. 5, 6.
Как следует из рис. 5, 6 применение вибрационной обработки повышает ударную вязкость как металла сварного шва, так и зоны термического влияния обеих сталей. Причем наибольший эффект (рост KCV металла сварного шва до 105 %) достигается при частоте вибрационной обработки f=50 Гц, наиболее близкой к частоте собственных колебаний системы (fс ~ 22 Гц).
Кроме того проводились испытания для определения прочностных свойств различных зон сварного соединения и их микроструктуры. Результаты микроструктурного анализа сварного шва показали, что применение виброобработки с частотами 50 и 100 Гц, близкими к частоте собственных колебаний системы, способствует измельчению зерна.
|
|
Рис. 5 Зависимости ударной вязкости КСV металла шва и зон термического влияния ЗТВ1 и ЗТВ2 соединения разнородных сталей Ст3сп-10Г2ФБ в зависимости от вида обработки: вибрационной обработки (в. о.), термической обработки (т. о.) | Рис. 6 Зависимости ударной вязкости КСV металла шва и зон термического влияния ЗТВ1 и ЗТВ2 соединения разнородных сталей Сталь20-16ГС от частоты вибрационной обработки (в. о.) f |
Испытания образцов на растяжение (рис. 7, 8) показали, что применение виброобработки с частотой, близкой к частоте собственных колебаний системы fс, приводит к увеличению условного предела текучести (σ02) при неизменной величине предела прочности (σВ) металла сварного шва.
|
|
Рис. 7 Прочностные характеристики (σ0,2, σB) металла сварного шва соединений сталей Ст3сп-10Г2ФБ в зависимости от вида обработки | Рис. 8 Прочностные характеристики (σ0,2, σB) металла сварного шва соединений сталей Сталь20-16ГС в зависимости от частоты виброобработки f |
Результаты экспериментов показали, что применение виброобработки в процессе сварки положительно влияет на механические свойства материалов в различных зонах сварного соединения разнородных сталей, увеличивая их усталостную выносливость, ударную вязкость и предел текучести. Причём наибольший эффект достигается при частоте виброобработки, наиболее близкой к частоте собственных колебаний системы, что можно объяснить максимальной амплитудой, возникающей при этой частоте колебаний и, как следствие, максимальными напряжениями, возникающими в металле и снижающими уровень остаточных напряжений. Другой причиной улучшения механических свойств сварного шва является измельчение зёрен металла, образующихся в процессе кристаллизации, под действием колебаний.
В четвертой главе разработана технология сварочно-монтажных работ на нефтегазопроводах с применением вибрационной обработки и конструкция приспособления вибрационного воздействия на кольцевое соединение трубопровода.
Схема расстановки оборудования при проведении сварочно-монтажных работ с вибрационной обработкой представлена на рис. 9.
|
Рис. 9 Схема расстановки оборудования при проведении сварочно-монтажных работ при замене аварийного участка трубопровода с применением вибрационной обработки: 1–отвал грунта; 2–свариваемые участки трубопровода; 3–трубоукладчики; 4–установка сварочная; 5–устройство для обработки торцов; 6–внешний центратор; 7–хомут с вибрационным устройством; 8–датчик и регулятор частоты |
В соответствии с разработанной технологией сварочно-монтажных работ на нефтегазопроводах с применением вибрационной обработки, работы рекомендуется проводить в следующем порядке:
· участок трубопровода, который подлежит ремонту, поднимается над дном траншеи;
· вблизи места сварки к трубопроводу крепится вибрационное оборудование 7, необходимое для проведения виброобработки;
· исходя из диаметра трубы и длины участка l трубопровода, висящего на тросах 2 и подготовленного к сварке, подбирается частота собственных колебаний участка fn, производится стыковка с магистральным трубопроводом и прихватывается временной сваркой;
· вибровоздействие на участок с частотой, близкой к расчетной (fn) осуществляется с использованием вибрационного устройства 7, регулятора частоты вибрации и датчика частоты 8;
· сварка двух участков трубопроводов производится одновременно с вибрационной обработкой сварного соединения.
В качестве источника вибрации может быть использован дебаланс асинхронного электрического двигателя переменного тока с преобразователем частоты или стандартное электромагнитное устройство. Схема конструкции вибрационного устройства и способа его крепления к свариваемому участку трубопровода показана на рис. 10.
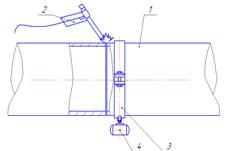
Рис. 10 Схема конструкции приспособления сопутствующей виброобработки при сварке соединений трубопроводов: 1 – ввариваемый участок трубы;
2 –электрододержатель с электродом; 3 – хомут; 4 - вибрационное устройство
Алгоритм проведения сварочно-монтажных работ на нефтегазопроводах с применением вибрационной обработки упрощен вследствие исключения операции послесварочной термической обработки (рис. 11).
|
Рис. 11 Алгоритм проведения сварочно-монтажных работ на нефтегазопроводах |

В заключении приводятся общие выводы и рекомендации.
Основные выводы и рекомендации
1. Разработан метод вибрационной обработки для обеспечения равной прочности соединений участков трубопровода, находящегося в длительной эксплуатации, и врезаемых при его ремонте участков трубы из более прочной стали.
2. Определены частоты собственных колебаний свариваемых участков трубопроводов исходя из длины участка и диаметра трубопровода. Установлено, что толщина стенки трубопровода не влияет на значение частоты собственных колебаний участка трубопровода.
3. Установлено, что вибрационная обработка сварных соединений из разнородных трубопроводных сталей Ст3сп-10Г2ФБ и 20-16ГС, проведенная с частотой 50…200 Гц, близкой к частоте собственных колебаний свариваемых участков трубопроводов, повышает до 4-х раз долговечность и в 2 раза ударную вязкость сварного соединения при температуре минус 20°С.
4. Экспериментально определено, что вибрационная обработка при производстве соединений из разнородных трубопроводных сталей, как метод повышения качества сварных соединений, способна заменить послесварочную термическую обработку.
5. Разработана технология сварочно-монтажных работ на магистральных трубопроводах, заключающаяся в применении сопутствующей вибрационной обработки; предложена конструкция приспособления для проведения вибрационной обработки соединения трубопровода.
Основные положения и научные результаты опубликованы в 19 работах, основные из них:
1. К влиянию вибрационной обработки на механические свойства разнородных сварных соединений / О. Ф. Хафизова, , // Электронный научный журнал «Нефтегазовое дело», 2011. – №1. http://www. *****/authors/Khafizova/Khafizova_1.pdf.
2. Повышение качества сварных соединений из разнородных трубопроводных сталей вибрационной обработкой конструкций во время сварки // Записки Горного института. – СПб.: СПГГИ (ТУ), 2011. – Т.189. – С. 191-194.
3. Экспериментальная установка по изучению влияния вибрационной обработки на механические свойства сварных соединений / О. Ф. Хафизова, // Записки Горного института. – СПб.: СПГГИ (ТУ), 2011. – Т.189. – С. 195-197.
4. К применению вибрационной обработки при сварке элементов нефтегазопроводов из разнородных материалов / , , // Проблемы ресурса и безопасной эксплуатации материалов и конструкций. – СПб: СПбГУНиПТ, 2011: Сборник трудов. – С. 223-228.
5. Повышение качества сварного шва вибрационной обработкой во время сварки // Севергеоэкотех – 2009: материалы конференции. – Ухта, 2009. – Ч. IV. – C. 221-223.
6. Повышение качества изготовления нефтехимических аппаратов и газонефтепроводов применением вибрационной обработки во время сварки // Записки Горного института. – СПб: СПГГИ (ТУ), 2009. – Т.181. – С. 141-143.
7. Исследование влияния направления приложения вибрационного воздействия в процессе сварки на уровень остаточных напряжений в стыковом сварном соединении / , // Сварочное производство в машиностроении: перспективы развития: Материалы конференции. – Краматорск: ДГМА, 2009. – С. 64-66.
8. Khafizova O. Application of vibrating processing to improve quality of welding joints of pipelines // Freiberger Forschungsforum 60. Berg - und Hüttenmännischer Tag 2009: Challenges and solutions in Mineral Industry. – Freiberg: Technische Universität Bergakademie, 2009. – pp. 213-215.
9. Применение новых технологий при сварке уторных соединений вертикальных стальных резервуаров / В. М. Куприянов, , // Трубопроводный транспорт-2008: Материалы конференции. – Уфа: ДизайнПолиграфСервис, 2008. – С. 171-173.
10. Исследование влияния виброобработки в процессе сварки на свойства сварных соединений при изготовлении нефтехимических аппаратов и газонефтепроводов / О. Ф. Хафизова, , А. М. Файрушин // Северные магистральные нефтепроводы: Материалы конференции. МН». – 2008. C. 32-33.
11. Исследование влияния виброобработки в процессе сварки на свойства сварных соединений из стали 09Г2С при изготовлении нефтегазовых сооружений / О. Ф. Хафизова, , А. Л. Карпов // Трубопроводный транспорт–2008: Материалы конференции. – Уфа: ДизайнПолиграфСервис, 2008. – С. 171-173.
Подано заявление о выдаче патента Российской Федерации на изобретение «Способ снятия остаточных напряжений в сварных соединениях металлов» № /02(040086) от 01.01.2001 г.
