

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Оборудование для газовой сварки
Сварочные горелки
Сварочная горелка является рабочим инструментом газосварщика и дает газосварочное пламя, нагревающее и расплавляющее металл. Основным материалом для изготовления горелок служит латунь, мундштук изготовляют из красной меди, иногда для уменьшения веса горелок применяются легкие алюминиевые сплавы. Сварочные горелки могут быть изготовлены для различных горючих газов, сжигаемых в смеси с кислородом или воздухом. В дальнейшем будут рассмотрены преимущественно ацетилено-кислородные горелки, преобладающие в сварочной технике. Горелки имеют различную мощность, позволяющую сваривать сталь толщиной 0,2-30 мм; однако специальные типы горелок могут иметь и большую мощность; существуют горелки и для особо тонкого металла.
По важнейшему конструктивному признаку сварочные горелки могут быть разделены на два основных типа: горелки инжекторные, или низкого давления, и безынжекторные, или высокого давления Принадлежность горелки к тому или другому типу определяется наличием или отсутствием в ней инжектора для подсоса горючего газа.
Необходимость применения инжектора обусловливается давлением горючего газа. Если горючий газ имеет достаточно высокое давление, не менее 0,5 атм., то он может поступать в горелку самотеком, и горелка может не иметь инжектора. Безинжекторная горелка может работать лишь при достаточно высоком давлении горючего газа, поэтому она называется горелкой высокого давления. Если же давление горючего газа незначительно (менее 0,5 атм.), то необходима, кроме того, принудительная подача или подсос горючего газа, что осуществляется специальным инжектором. Поэтому инжекторные горелки называются горелками низкого давления. Такая горелка может работать уже при давлении горючего газа 0,005 атм. Горелка низкого давления может работать и при высоком давлении горючего газа (свыше 0,5 атм.), но в этом случае применимы и горелки высокого давления. При давлениях менее 0,5 атм. инжекторная горелка становится незаменимой, единственно пригодной.
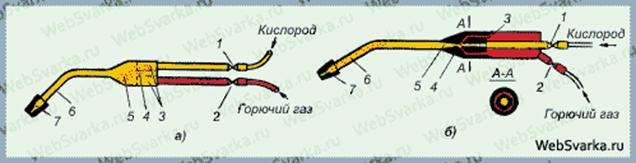
Ввиду того что в горелке высокого давления (безынжекторной) отсутствует инжектор, по конструкции она проще горелки низкого давления (см. рис. а). Кислород поступает в горелку по резиновому шлангу и через приемный ниппель и регулировочный вентиль 1 проходит в смеситель 3, где поток кислорода разбивается на тонкие струйки для лучшего смешивания с горючим газом, после чего проходит в сопло смешения 4. Совершенно аналогичный путь проходит горючий газ, поступающий в горелку через регулировочный вентиль 2. Из смесителя 3 смесь горючего газа с кислородом поступает в камеру смешения 5, где вследствие увеличения сечения газового потока скорость его уменьшается и заканчивается смешение кислорода с горючим газом, дающее на выходе из камеры смешения однородную по всему объему горючую смесь. Из камеры смешения 5 готовая смесь проходит по трубке наконечника 6 и через калиброванный канал мундштука 7 выходит наружу, где и сгорает, образуя сварочное пламя.
Для образования нормального сварочного пламени горючая газовая смесь должна вытекать из канала мундштука горелки с определенной скоростью, соответствующей скорости горения смеси. При увеличении скорости истечения газовой смеси сверх нормы пламя отрывается от мундштука, все более удаляется от его среза с увеличением скорости и, наконец, потухает. При уменьшении скорости истечения газовой смеси из мундштука пламя проскакивает через канал мундштука внутрь горелки, происходит воспламенение и взрыв горючей смеси внутри горелки.
Таким образом, сварочная горелка может нормально работать лишь при определенной постоянной скорости истечения газовой смеси из мундштука, могущей изменяться лишь в небольших пределах. Эта нормальная скорость истечения зависит от состава газовой смеси, диаметра выходного канала и конструкции мундштука. Для ацетилено-кислородной смеси эта скорость, для различных размеров горелок лежит в пределах 70-160 м/сек. Для создания такой скорости на выходе из мундштука и преодоления внутренних сопротивлений горелки требуется, как показывает опыт, давление газа на входе в горелку порядка 0,5-0,7 атм. Требующееся давление примерно одинаково как для кислорода, так и для ацетилена.
Безынжекторные горелки могут быть построены как для ацетилена, так и для других горючих газов - водорода, метана. Они сравнительно просты по устройству, хорошо поддерживают постоянство состава газовой смеси, дают устойчивое сварочное пламя.
Промышленное применение находят чаще инжекторные горелки (см. рис. б). Кислород под давлением 3-4 атм. поступает в горелку через ниппель и регулировочный вентиль 1, проходит в конус инжектора 3, идет по узкому каналу инжекторного конуса и выходит с большой скоростью в расширяющуюся камеру смешения 5. Вырываясь с большой скоростью из узкого канала инжекторного конуса 3, кислород создает значительное разрежение в камере инжектора 4 и тем самым принудительно засасывает или инжектирует горючий газ (обычно ацетилен), поступающий через ниппель и вентиль 2 в камеру инжектора, из которой он поступает в камеру смешения 5; оттуда горючий газ в смеси с кислородом с надлежащей скоростью движется по трубке наконечника 6 и выходит из горелки по каналу мундштука 7. Под действием инжектирующей струи кислорода давление в камере инжектора падает ниже атмосферного. В нормальных выпускаемых нашей промышленностью сварочных горелках разрежение в камере инжектора составляет мм вод. ст. для наконечников разных размеров, а давление кислорода, поступающего в горелку для нормальной работы инжектора, должно быть около 3-3,5 атм.
Расход кислорода в инжекторной горелке остается практически постоянным и мало зависит от таких факторов, как нагрев мундштука горелки, изменение сопротивления истечению газов из канала мундштука и т. д. Напротив, расход ацетилена легко изменяется от влияния различных факторов и может значительно и быстро меняться, нарушая нормальный состав газовой смеси, выходящей из горелки и поступающей в сварочное пламя. Сильное влияние на расход ацетилена в инжекторной горелке и поступление его в сварочное пламя оказывают нагрев мундштука и наконечника горелки, увеличение сопротивления выходу газов из мундштука, изменение давления газов, поступающих в горелку.
Нагрев наконечника горелки ослабляет инжектирующее действие кислорода и снижает разрежение в камере инжектора, что уменьшает поступление ацетилена в горелку. Поскольку поступление кислорода в горелку при этом остается практически постоянным, то содержание ацетилена в газовой смеси уменьшается против нормы и усиливается окислительное действие сварочного пламени.
Для восстановления нормального состава смеси и характера сварочного пламени сварщик должен периодически, по мере возрастания нагрева наконечника горелки, увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки. Сопротивление истечению смеси из мундштука может возрастать, например, вследствие засорения канала мундштука брызгами металла и, что особенно важно, вследствие приближения горелки к изделию, отчего уменьшается расстояние от среза мундштука до поверхности изделия. С увеличением сопротивления истечению газовой смеси увеличивается давление в трубке наконечника и аналогично влиянию повышения температуры наконечника уменьшается содержание ацетилена в смеси и усиливается окислительное действие пламени. С повышением давления кислорода на входе в горелку увеличивается содержание кислорода в смеси, с понижением - уменьшается. При повышении давления ацетилена на входе в горелку смесь обогащается ацетиленом, при понижении давления уменьшается содержание ацетилена в смеси.
Таким образом, инжекторная горелка не обеспечивает постоянства состава газовой смеси, так как состав меняется в процессе сварки; сварщик должен непрерывно следить за характером пламени и корректировать состав смеси ацетиленовым вентилем горелки.
Непостоянство состава смеси является существенным недостатком инжекторной горелки. Основное ее преимущество в том, что можно работать на любом низком давлении ацетилена, начиная с 50 мм вод. ст. Чем выше давление ацетилена, тем лучше работает инжекторная горелка.
Изменения состава газовой смеси под влиянием нагрева горелки и увеличения сопротивления истечения смеси из мундштука особенно заметны при низком давлении ацетилена. С увеличением давления изменения состава смеси уменьшаются, и при работе на ацетилене среднего давления инжекторная горелка работает почти так же устойчиво, как и безынжекторная. Инжекторная сварочная горелка дает сварочное пламя определенных размеров, изменение которых возможно лишь в незначительных пределах, так как значительное увеличение расхода газов вызывает отрыв пламени от мундштука и его потухание, уменьшение расхода газов вызывает проскакивание пламени внутрь горелки и обратный удар. В связи с этим необходимо прекратить работу горелки, полностью закрыть ацетиленовый вентиль на горелке, затем снова его открыть, повторно зажечь и отрегулировать сварочное пламя. Для изменения размеров сварочного пламени, например при переходе к сварке металла другой толщины, необходимо применять горелку другого размера.
Для удешевления и упрощения инструментария сварщики обычно пользуются универсальными горелками с несколькими сменными наконечниками. Подобная горелка состоит из постоянной части ствола и сменной части - наконечника, которые соединяются накидной гайкой. Ствол состоит из рукоятки, регулировочных вентилей, присоединительных ниппелей и трубок для газов; наконечник - из инжектора, смесительной камеры, трубки наконечника и мундштука. Каждый размер наконечника обозначается номером.
Газовая или газоплавильная сварка
Газовая, или газоплавильная сварка относится к группе способов сварки плавлением. Для осуществления процесса сварки возможно применение разных горючих, соответственно чему можно различать сварку водородно-кислородную, бензино-кислородную и т. д. Преобладающее значение имеет ацетилено-кислородная сварка; другие виды; горючих имеют ограниченное применение. Существенное технологическое отличие газовой сварки от дуговой сварки - более; плавный и медленный нагрев металла.
Это основное отличие сварочного газового пламени от сварочной дуги, является в одних случаях недостатком, в других - преимуществом газового пламени и определяет следующие основные области его применения для сварки:
1) сталей малых толщин, 0,2-5 мм;
2) цветных металлов;
3) металлов, требующих при сварке постепенного мягкого нагрева и замедленного охлаждения, например многих инструментальных сталей;
4) металлов, требующих подогрева при сварке, например чугуна и некоторых сортов специальных сталей;
5) для твердой пайки;
6) для некоторых видов наплавочных работ.
Благодаря универсальности, сравнительной простоте и портативности необходимого оборудования газовая сварка весьма целесообразна для многих видов ремонтных работ. Сравнительно медленный нагрев металла газовым пламенем быстро снижает производительность газовой сварки с увеличением толщины металла, и при толщине стали выше 8-10 мм газовая сварка обычно экономически невыгодна, хотя технически еще возможна сварка стали толщиной 30-40 мм. При замедленном нагреве разогревается большой объем основного металла, прилегающего к сварочной ванне, что, в свою очередь, вызывает значительные деформации (коробление) свариваемых изделий. Это важное обстоятельство делает газовую сварку технически нецелесообразной, не говоря уже об экономической невыгодности для таких, например, объектов, как строительные металлоконструкции, мосты, вагоны, корпусы судов, станины крупных машин и т. п. Замедленный нагрев также вызывает длительное пребывание металла в зоне высоких температур, что влечет за собой перегрев, укрупнение зерна некоторое снижение механических свойств металлов. Значительные деформации металла, возникающие при газовой сварке, ограничивают возможности выбора рациональных форм сварных соединений. Из многообразных форм сварных соединений, выполняемых дуговой сваркой, при газовой сварке пользуются, как правило, лишь простейшим стыковым соединением. Угловые швы и соединения нахлесточные и тавровые при газовой сварке используются лишь в случаях необходимости из-за затруднений, создаваемых значительными деформациями металла, свойственными газовой сварке. Применяются стыковые соединения как без скоса кромок, без отбортовки и с отбортовкой кромок (особо удобное соединение для газовой сварки), так и с одно - и двусторонним скосом кромок.
Горелку обычно регулируют для работы на нормальном пламени. Тепловое воздействие пламени на металл зависит не только от мощности пламени, но и от угла наклона оси пламени к поверхности металла. Наиболее интенсивно действует пламя, когда его ось нормальна к поверхности металла. С уменьшением угла наклона тепловое действие пламени ослабевает и распределяется по большей площади. Таким образом, кроме подбора соответствующего размера горелки, сварщик может плавно регулировать тепловое действие пламени на металл, делать пламя более мягким или жестким, меняя угол наклона пламени к поверхности изделия. С Увеличением толщины металла принято увеличивать угол наклона пламени и уменьшать его с уменьшением толщины металла.
Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. Присадочные прутки для газовой сварки применяются различного состава, соответственно характеру основного металла. Диаметр прутка выбирается в соответствии с толщиной основного металла.
Присадочная проволока для газовой сварки сталей применяется та же, что и для электродов при дуговой сварке, и изготовляется по ГОСТу 2246-80. Для газовой сварки низкоуглеродистой стали применяется проволока марок Св-08, Св-08А и Св-15Г. Для сварки чугуна выпускают специальные литые чугунные стерженьки с повышенным содержанием углерода и кремния. Для наплавки твердых износостойких покрытий выпускаются стерженьки литых твердых сплавов.
Защита при газовой сварке
Взамен электродных обмазок, применяемых при дуговой сварке, в газовой сварке довольно широко пользуются флюсами, применение которых является необходимым для газовой сварки чугуна, цветных металлов и некоторых специальных сталей. Флюсы добавляют в ванну для растворения окислов и образования легкоплавких шлаков, хорошо всплывающих на поверхность ванны. Во флюсы могут вводиться восстановители и присадки, легирующие наплавленный металл. Флюсы применяются в форме порошков и паст, наносимых на основной металл или на присадочный пруток. Действие флюсов на окислы может быть химическим и I физическим, однако часто между ними трудно провести четкую границу.
Химическое действие флюсов заключается в образовании с окислами металлов легкоплавких соединений, устойчивых при высоких температурах. Для химического флюсования окислов металлов основного характера, например закиси железа FeO, во флюсы вводят окислы кислотного характера, например двуокись кремния SiO2 (кварцевый песок, толченое оконное стекло) и борный ангидрид В2О3 (буру, борную кислоту). Для флюсования окислов кислотного характера, например двуокиси кремния SiO2, применяются соединения, дающие основные окислы. С этой целью обычно применяются сода Na2CO3 и поташ К2СО3, дающие соответственно в зоне сварки основные окислы Na2O и К2О.
Для флюсов-растворителей применяют главным образом галоидные соли щелочных и щелочноземельных металлов NaCl, KC1, LiCl, CaCl2, NaF, KF, CaF2 и др., а также углекислые и фосфорнокислые соли натрия. Для усиления действия флюсов-растворителей в них часто добавляют бисульфаты натрия или калия NaHSO4 и KHSO4.
Применение газовой сварки обширно и разнообразно. Газовую сварку применяют в самолетостроении, где преобладает сварка металлов малых толщин (1-3 мм), в производстве химической аппаратуры. Важное значение имеет газовая сварка в прокладке и монтаже трубопроводов самых разнообразных назначений, в особенности малых диаметров, до 100 мм. Газовая сварка является незаменимым мощным средством при ремонте, с этой целью широко используется в ремонтных мастерских для всех видов транспорта, в сельском хозяйстве и т. д.
Качество сварных соединений, выполняемых газовой сваркой выше, чем при дуговой электродами с тонкой ионизирующей обмазкой, но несколько уступает дуговой сварке, выполненной качественными электродами. Основная причина некоторого снижения прочности сварных соединений состоит в том, что при газовой сварке не производится легирования наплавленного металла, в то время как при дуговой сварке качественные электроды, содержащие в обмазке ферросплавы, производят довольно значительное легирование. Таким образом, газовая защита, обеспечиваемая восстановительной зоной сварочного пламени, для получения качественного сварного соединения менее эффективна, чем действие качественных электродных обмазок при дуговой сварке.
Производительность газовой сварки, значительная при малых толщинах основного металла, быстро снижается с увеличением его толщины. При малых толщинах (0,5-1,5 мм) газовая сварка по производительности может превосходить дуговую. С увеличением толщины металла до 2-3 мм скорости газовой и дуговой сварки уравниваются, а затем разница в скоростях быстро возрастает с увеличением толщины металла в пользу дуговой сварки. При малых толщинах абсолютный расход газов на 1 м сварного шва невелик; общая стоимость 1 м сварного шва может быть меньше, чем при других способах сварки. С увеличением толщины основного металла быстро растет стоимость газов и расход времени на сварку 1 м шва и газовая сварка становится дороже дуговой; разница в стоимости быстро увеличивается с возрастанием толщины основного металла. Таким образом, экономически газовая сварка наиболее приемлема для сварки малых толщин металла.
