

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Влияние системы прямого водного охлаждения на производительность и рентабельность прокатного стана.
Охлаждение прокатных клетей
· Система охлаждения в сети водоснабжения прокатного стана обычно имеет форму замкнутого цикла, использующего воду, как охлаждающее вещество.
· Система должна обеспечивать:
Снятие водной термической нагрузки
Удаление окалины и масла внутри сети
Возвращение воды на клети с необходимым давлением и расходом.
· Охлаждение калибров зависит от:
Типа прокатного стана
Типа клетей
Типа и качества производимых материалов
На калибрах должна поддерживаться постоянная температура путем водного распыления через группу форсунок, в сборе с которыми, как правило, поставляются клети.
Количество форсунок, их положение, направление, расход воды и рабочее давление - все это технология производителя, его «ноу-хау».
Большинство систем характеризуются:
Плоскими форсунками, направленными по касательной к калибрам
Распылителями, расположенными как можно ближе к очагу деформации, на выходе заготовки из валков.
Важные физико-химические параметры охлаждающей воды:
· Температура
· Твердые частицы
· Давление
· Содержание масла
· Антикоррозионные и/или противоокальные агенты
· Все параметры необходимо контролировать для обеспечения эффективного охлаждения валков, калибров и другого механического оборудования, что является критическим аспектом в прокатном производстве.
· Неправильное охлаждение увеличивает износ калибров, ведущий к частой замене и заклиниванию роликовых подшипников
Распылительные форсунки – очень важный момент в данной системе: они должны поддерживать одинаковую модель распыления и расход жидкости по всему ходу заготовки.
Вышеперечисленные характеристики можно ухудшаться из-за изменения контура отверстия форсунки:
· Полная или частичная закупорка
· Расширение отверстия
Полная или частичная закупорка может случиться из-за:
· Осадка карбоната магния и/или кальция
· Скопления мелкой окалины
Расширение отверстий форсунок может случиться из-за:
· коррозии
· эрозии
Такая проблема обычно решается заменой форсунок патрубками, в данной ситуации без учета фактора эффективности охлаждения.
***
Исследование влияния качества охлаждающей воды на работу прокатного стана
· Проволочный прокатный стан прокатного цеха в Северной Италии
· 350,000 тон/год (60 т/ч в трехсменном режиме) заготовка Ø 12 мм
· Сравнительный анализ проведен между состояниями до и после модернизации системы водоподготовки
· Исследуемые параметры: срок службы калибра в чистовой клети.
Характеристики чистовой клети:
· Бочка: 600 мм.
· Материал валка: чугун
· Количество калибров: 16
· Подача по 2 ниткам
Критические параметры воды до и после модернизации:
Характеристики воды | Вода прокатного стана до переоборудования | - “ – после переоборудования |
Температура | 40-45 оС | 30 оС |
Давление | 4 бар | 6 бар |
Твердые частицы | 80-100 | 10-20 |
Химическое состояние | Неудовлетворительное | Хорошее |
ЗАКЛЮЧЕНИЕ СРАВНИТЕЛЬНОГО АНАЛИЗА
· Срок службы калибров увеличился со 125 тонн до 180 тонн, т. е. более, чем на 40% после модернизации.
· Отличный результат достигается хорошо спроектированной системой и программой водного охлаждения, которая контролирует температуру калибра и, благодаря улучшенному качеству воды, исключает закупоривание и загрязнения форсунок.
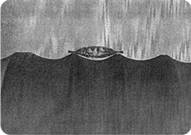
Термическое растрескивание из-за недостаточного охлаждения |
|
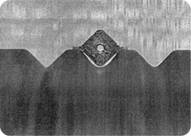
Ненормальный износ овальных и квадратных калибров из-за некорректного, недостаточного охлаждения. |
|

***
После переоборудования необходимость замены калибров и валков значительно сократилась.
Замена калибров в год | Замена валков в год | |
До модернизации | 350000:125x2 = 1400 | 350000:125x16 = 175 |
После модернизации | 350000:180x2 = 972 | 350000:180x16 = 121 |
Разница | -428 | -54 |
Снижение потребности в замене оборудования благоприятно отразилось на производительности и эффективности производства.
Фактически мы принимаем во внимание:
· 10-минутный останов на замену калибра
· 15 - минутный останов на замену каждого валка (на подготовленной к замене клети)
В год получается:
Дельта | Минуты | Общее время (мин.) | |
Замена калибров | 428 | 10 | 4280 |
Замена цилиндров | 54 | 15 | 810 |
Увеличение времени производства | 5090 |
Доход от модернизации исчисляется приблизительно 1,6 мнл. долларов, а точнее:
Увеличение производства | 5090x1 т/мин.= 5090 т. ; 5090 x 300 $ = | $1,527,000.00 |
Перешлифовка валов | 54 x 2 вала =108 ; 108 x 600 $ = | $64,800.00 |
Замена валов | 54:10 перешлифовок = 5 ; 5X2 вала x 2500 $ = | $25,000.00 |
Общая прибыль | $1,616,800.00 |
ЗАКЛЮЧЕНИЕ:
· Стоимость хорошей химической обработки воды – лишь небольшая часть той прибыли, которую она приносит.
· Эффективная система водного охлаждения прокатного стана окупает себя менее, чем за 1 год.
· Эффективная система водного охлаждения прокатного стана, правильный контроль химического состояния воды – это самые важные аспекты рентабельности прокатного стана.
