
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
78.Основы толстопленочной технологии
Толстые пленки толщиной в несколько десятков микрометров применяют для изготовления пассивных элементов (резисторов, конденсаторов, проводников и контактов) в гибридных толстопленочных МС, а также проводников и изолирующих слоев в некоторых типах многоуровневых коммутационных микроплат микросборок. В основе толстопленочной технологии лежит использование дешевых и высокопроизводительных процессов, требующих небольших единовременных затрат на подготовку производства, благодаря чему она оказывается экономически целесообразной и в условиях мелкосерийного производства.
Высокая надежность толстопленочных элементов обусловлена прочным (свыше 5 МПа) сцеплением с керамической подложкой, которое достигается процессом вжигания пасты в поверхностный слой керамики. В целом толстопленочная технология состоит из ряда последовательных идентичных циклов, структурная схема которых приведена на рис. При
формировании каждого слоя (резистивного, проводящего, диэлектрического и т. п.) используют соответствующие пасты, которые через сетчатый трафарет наносят на подложку, подвергают сушке и вжиганию. По завершении формирования всех слоев все резисторы и конденсаторы проходят подгонку (обычно лазерную) до заданной точности.

Структурная схема цикла толстопленочной технологии
>Всё что далее – бонусная инфа косвенно связанная с вопросом, на усмотрение Лёхи.
Толстопленочные пасты.В готовом (вожженном) состоянии толстопленочный элемент состоит из мелких функциональных частиц, находящихся в массовом контакте друг с
другом (рис. 7.27) и «склеенных» стеклом с невысокой (400...500 °С) температурой плавления. Для проводящих элементов используют порошки серебра, палладия и других металлов с высокой электропроводностью. Для резистивных — смесь порошков проводящих частиц и частиц окислов металлов в различных пропорциях, что позволяет варьировать удельное поверхностное сопротивление в широких пределах. Диэлектрические слои конденсаторов содержат порошки сегнетоэлектриков, которые, обладая большим значением относительной диэлектрической проницаемости ![]() , обеспечивают большие значения удельной электрической емкости Сo, Ф/см2. Изолирующие слои, наоборот, создаются на основе порошков стекол с малыми
, обеспечивают большие значения удельной электрической емкости Сo, Ф/см2. Изолирующие слои, наоборот, создаются на основе порошков стекол с малыми ![]() и Со. Функциональные частицы в процессе вжигания должны сохранять твердое состояние и массовый контакт, т. е. иметь температуру плавления более 900 °С. Для приготовления паст в смесь порошков функциональных частиц и низкотемпературного стекла добавляют технологическую связку, обычно органические масла. В процессе вжигания нанесенных элементов она должна разлагаться и полностью удаляться из слоя. Особую группу паст представляют лудящие пасты. Они состоят из частиц припоя, смоченных раствором флюса (например, канифоль в спирте). После нанесения пасты через сетчатый трафарет на
и Со. Функциональные частицы в процессе вжигания должны сохранять твердое состояние и массовый контакт, т. е. иметь температуру плавления более 900 °С. Для приготовления паст в смесь порошков функциональных частиц и низкотемпературного стекла добавляют технологическую связку, обычно органические масла. В процессе вжигания нанесенных элементов она должна разлагаться и полностью удаляться из слоя. Особую группу паст представляют лудящие пасты. Они состоят из частиц припоя, смоченных раствором флюса (например, канифоль в спирте). После нанесения пасты через сетчатый трафарет на
толстопленочные монтажные площадки и сушки покрытие подвергается оплавлению (230 °С).
Толстопленочные платы.Для пояснения сущности процесса воспользуемся рис.
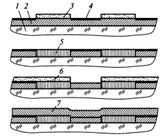
Последовательность формирования коммутационной платы на основе анодированного алюминия (нижние уровни): / — подложка; 2,7 — слои алюминия; 3,6 — фотомаска; 4,5 — слои оксида алюминия
Вместо циклов «осаждение тонкой пленки в вакууме — фотолитография» в данном случае используются циклы «нанесение пасты через трафарет — сушка — вжигание», а подложку заменяют на керамическую — термостойкий прочный материал. Для формирования многоуровневой системы соединений используют проводящую и диэлектрическую пасты. Поскольку толщина межслойной изоляции в 2—3 раза превышает толщину проводящего слоя, для получения качественных контактных переходов проводят предварительно одно - или двукратное нанесение проводящей пасты в окна изолирующего слоя по циклу «нанесение пасты через трафарет — сушка» (без вжигания). На заключительном этапе изготовления платы аналогичный прием используют для формирования монтажных площадок, которые впоследствии облуживают лудящей пастой. Следует подчеркнуть, что в многоуровневых системах соединений вжигание паст в керамику происходит лишь на границе нижнего проводящего и нижнего изолирующего слоев с подложкой. Прочность сцепления последующих слоев друг с другом обеспечивается за счет расплавления в них низкотемпературного стекла и затем его отвердения.
