Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УСТАНОВКА ВЫСОКОЧАСТОТНАЯ ВЧЗ2-160/0,066

ОБЩИЕ СВЕДЕНИЯ
Установка предназначена для поверхностной закалки цилиндрических деталей при индукционном нагреве.
Структура условного обозначения
ВЧ — высокочастотная;
3 — закалочная;
2 — номер разработки;
160 — мощность колебательная, кВт; 0,066 — частота рабочая, МГц.
Условия эксплуатации
Климатическое исполнение установки — УХЛ, категория 4 по ГОСТ 15150 — 69.
Окружающая среда — невзрывоопасная, не содержащая токопроводящей пыли. Требования безопасности соответствуют ГОСТ 21139 — 87. Условия безопасности работы установок должны быть обеспечены предприятием-потребителем в соответствии с «Правилами техники безопасности при эксплуатации электроустановок потребителей».
Установка высокочастотная ВЧЗ2-160/0,066 соответству-
ет требованиям ДШБИ.682233.001ТУ
ТЕХНИЧЕСКИЕ ДАННЫЕ
Напряжение, В.............................. ……………..…..380/220
Мощность, кВт:
колебательная……..……………………….………160 ± 6
потребляемая от сети........ ……………..………..235
Частота рабочая, МГц ……………….………….0,066
Глубина закаленного слоя, мм... ……………..…...0,9 — 2
Производительность, см2/мин, не менее…………200
Расход закалочной жидкости, м3/ч…………….….6
Расход охлаждающей воды, м3/ч……………….....2,35
Скорость вращения закаливаемой детали, мин -…………………………………………….……60
Скорость рабочего хода детали, мм/с………………..1 — 20
Максимальная длина закаливаемой детали,
мм……………………….. …………………………...
Максимальный диаметр закаливаемой де
тали, мм............................. ………………………………..300
Максимальная масса закаливаемой детали, кг…….….100
Максимальная длина закаливаемой зоны, мм …….…700
Масса, кг........................................... ……………………4400
Гарантийный срок эксплуатации — 18 мес. со дня ввода в эксплуатацию.
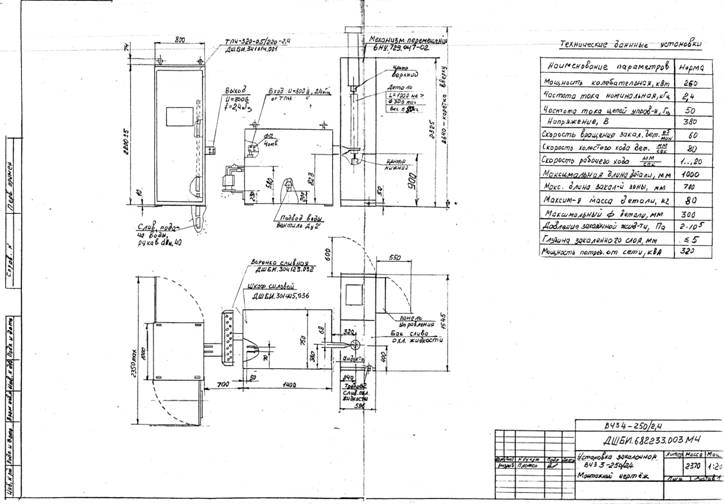
КОНСТРУКЦИЯ И ПРИНЦИП ДЕЙСТВИЯ
Установка является полуавтоматическим устройством для термообработки машиностроительных деталей при индукционном нагреве. Габаритные размеры приведены на рисунке. Установка состоит из следующих основных частей: механизма перемещения; воронки для слива воды, охлаждающей токонесущие элементы; генератора высокочастотного ВЧГ3-160/0,066
Закаливаемая деталь устанавливается в вертикальном положении на механизме перемещения, с помощью которого термически обрабатываемая деталь движется вдоль продольной оси неподвижного индуктора с одновременным вращением.
Конструкция установки позволяет производить непрерывно-последовательную и одновременную закалку. При том и другом способе имеется возможность осуществить закалку нескольких зон. Настройка установки на различные способы закалки осуществляется с помощью распределительного устройства и контроллера.
Установка комплектуется сменным двухвитковым цилиндрическим индуктором для термообработки деталей Ø50 мм при последовательном способе закалки. Конструкция других типоразмеров индукторов определяется заводом-потребителем и зависит от формы обрабатываемой детали и способа закалки. Охлаждение детали спреерное. В качестве закалочной жидкости могут быть использованы вода, масло, эмульсии и различные аквопласты.
ОПИСАНИЕ РЕЖИМОВАБОТЫ
7.6.1 Последовательная закалка.
Установить время задержки перемещения каретки для предварительного нагрева Т1 (вход I05)
Установить время задержки включения спреера относительно включения нагрева Т3 ( вход I03)
Установить время задержки выключения спреера относительно выключения нагрева Т2 ( вход I04)
На технологическом распределительном устройстве установить флажки, согласно расположению закаливаемой зоны. При этом надо помнить, что первый флажок соответствует началу закаливаемой зоны, второй – концу закаливаемой зоны. Так что для выделения одной закаливаемой зоны необходимо два флажка.
После нажатия кнопки «ПУСК» возможны 2-а варианта работы установки:
а) Каретка находится не в исходном положении, происходит движение каретки вверх до тех пор, пока каретка не остановится в крайнем верхнем положении (на входе I07 не появится 1 – исходное положение). После нажатия кнопки «Пуск» произойдёт дальнейшее выполнение программы по варианту б.
б) Каретка находится в исходном положении. При нажатии кнопки «Пуск»
начинается движении со скоростью холостого хода до срабатывания датчика ВК1 от флажка1, расположенного на рейке распределительного устройства. При срабатывании датчика ВК1 контроллер, в соответствии с заданными временными задержками произведет останов для преднагрева (Т1), включает вращение детали, нагрев, спреер будет включен через время Т3 после включения нагрева. По окончанию времени Т1 движение каретки возобновится со скоростью рабочего хода до срабатывания датчика ВК1 от второго флажка расположенного на рейке распределительного устройства. Контроллер выдаст команды на выключение нагрева, выключение спреера с задержкой Т2 и выключение вращения детали. Дальнейшее движение каретки происходит со скоростью холостого хода. Если на пути каретки встретятся ещё два флажка, обозначающие вторую закаливаемую зону, то действия контролера будут аналогичны выше описанному. Расстояние межу парами флажков определяет размер закаливаемой зоны. Движение каретки вниз будет происходить до тех пор, пока не сработает датчик ВК3 от флажка 3 (появится сигнал логической 1 на входе I06) после чего контроллер выдаст команду на включение реверса и каретка со скоростью холостого хода пойдет вверх в исходное положение до срабатывания ВК2 от флажка 4. Контроллер выдает команду на останов каретки. На этом закалка одной детали завершена. Сменив деталь и нажав кнопку «ПУСК» можно закаливать последующие детали.
При нажатии на кнопку «СТОП» в процессе закалки детали контроллер выдаст команду на остановку каретки выключения нагрева, спреера, вращения
детали. Процесс закалки можно продолжить после нажатия на кнопку «ПУСК».
7.6.2. Одновременная закалка
В данном режиме назначение временных задержек Т3 и Т2, то же что и в режиме п.7.6.1. (последовательная закалка), а Т1 – время закалки зоны.
При нажатии на кнопку «ПУСК» каретка на скорости холостого хода начинает двигаться вниз. Дойдя до флажка 1, обозначающего начало (он же и конец) зоны нагрева детали контроллер выдаст команды на останов каретки, включение вращения детали, включение нагрева и, с задержкой Т3, команду на включение спреера. Нагрев происходит в течение времени Т1, по истечении которого нагрев выключается, возобновляется движение каретки на скорости холостого хода, и по истечении времени Т2 происходит выключение спреера и вращение детали. Движение каретки продолжается вниз до следующего флажка. Процесс повторится, если имеется две или более зон нагрева. Затем каретка на скорости холостого хода движется вниз до срабатывания датчика ВК3, контроллер выдаст команду на включение реверса и каретка будет двигаться вверх до срабатывания датчика ВК2. Каретка остановится в исходном положении, завершив цикл закалки одной детали. В течение одного цикла возможна остановка при нажатии на кнопку «СТОП», цикл продолжится после нажатия на кнопку «ПУСК».
7.6.3. Закалка без вращения детали
Закалка в этом режиме аналогична описанию режима п.7.6.1 (последовательная закалка), за исключением того, что не происходит вращение детали (применяется для закалки плоских поверхностей).
7.6.4. Закалка без перемещения каретки
При нажатии на кнопку «Пуск» контроллер выдает команду на включение вращения детали, включение нагрева, с задержкой Т3 – на включение спреера. Нагрев продолжается в течение времени Т1, по истечении которого контроллер выдаст команды на выключение нагрева, и с задержкой Т2 – на выключение спреера и выключение вращения детали. На этом цикл закалки завершен. Заменив деталь и повторно нажав кнопку «ПУСК» можно обрабатывать следующую деталь. Если Т1 = 0, то нагрев включается кнопкой «ПУСК» и продолжается до тех пор, пока не будет выключен кнопкой «СТОП».
7.6.5. Последовательная закалка с остановкой после каждой операции.
Режим предназначен для закалки шеек коленчатых валов. Аналогичен описанному режиму п.7.6.1. (последовательная закалка), В этом режиме необходимо включить второй спрееер (Y2) тумблером SA4 и задать время Т4 на прогрев конечной зоны. По окончании времени прогрева конечной зоны нагрев будет отключён и включится второй спреер. По окончании времени работы спреера контроллер выдаст команду на останов программы для снятия индуктора с шейки коленчатого вала. Затем необходимо нажать на кнопку ПУСК, для того, чтобы очередная шейка коленчатого вала подошла к началу зоны нагрева. Установить индуктор на другой шейке коленчатого вала, нажать на кнопку ПУСК для закалки шейки коленчатого вала.
После нажатия на кнопку ПУСК, контроллер выдаст команду на очередной цикл закалки.
7.6.6. Одновременная закалка с остановкой после каждой операции.
Этот режим полностью аналогичен режиму п. 7.6.2. (одновременная закалка) только после каждой операции будет происходить останов цикла закалки. Команда на продолжение цикла будет выдана после того, как будет нажата кнопка «ПУСК».