

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования Российской Федерации
Саратовский государственный технический университет
ПРОИЗВОДСТВЕННАЯ ПРАКТИКА
Программа и методические указания
для студентов IV курса специальности 250300
Одобрено
редакционно-издательским советом
Саратовского Государственного
технического университета
Саратов 2006
Все права на размножение и распространение в любой форме остаются за разработчиком.
Нелегальное копирование и использование данного продукта запрещено.
Составители:
Под редакцией
Рецензент
Саратов,
Научно-техническая библиотека СГТУ
Тел. ,
http://lib. *****
Регистрационный номер 060346-Э
© Саратовский государственный
технический университет, 2006
Производственная практика является основным видом практики, на которой закрепляются теоретические знания и приобретенные навыки практической работой.
Программа составлена в соответствии с «Положением о производственной практике студентов ВУЗов», квалификационной характеристикой инженера-химика-технолога и учебным планом специальности. В программе изложены вопросы, подлежащие изучению при прохождении практики на гальванических производствах, химических источников тока, по изготовлению печатных плат, очистке сточных вод гальванических производств.
1. Цель и задача практики
Целью практики является глубокое изучение технологического процесса, расширение знаний полученных при изучении специальных и общепрофессиональных дисциплин.
Для достижения указанной цели необходимо:
-изучить технологические процессы на предприятии, являющемся базой практики;
-уметь выбрать оптимальный вариант технологического процесса и подобрать прогрессивное оборудование для данного производства;
-изучить вопросы научной организации труда;
-ознакомиться с методикой контроля качества сырья и готовой продукции;
-изучить вопросы стандартизации при оформлении конструкторской и технологической документации;
-изучить вопросы безопасности жизнедеятельности на данном участке;
-ознакомиться с мероприятиями гражданской обороне;
-приобрести навыки работы инженера-технолога(мастера)
2. Организация практики
Перед выходом на практику студент получает задание на курсовой проект по оборудованию и индивидуальное задание.
По прибытию на практику практиканты проходят инструктаж по технике безопасности и охране труда, приказом по предприятию студенту или группе студентов назначается руководитель от предприятия, с которым решаются все вопросы, касающиеся внутреннего распорядка на предприятии. Продолжительность практики 4 недели, которые принципиально можно распределить следующим образом:
-оформление пропусков. Изучение правил техники безопасности и пожаробезопасности:
вводный инструктаж, общее знакомство с цехом 1…2 дня
изучение вопросов основного раздела программы практики,
выполнение индивидуального задания, сбор материала для курсового проекта 10..15 дней
автоматизация и механизация технологических процессов 3..4 дня
вопросы техники безопасности и охраны труда 1 день
вопросы экономики и организации планирования производства 3 дня
работа в качестве стажера-технолога не менее 2 недель
(параллельно с выполнением других разделов программы практики)
оформление отчета по практике 2 дня
3. Содержание практики
3.1 Гальванический цех (участок)
Общая характеристика и место цеха в системе предприятия. Виды покрытий и их назначение.
3.1.1. Участок механической подготовки поверхности деталей. Характер загрязнений поверхности деталей. Шлифование. Назначение. Выбор кругов для шлифования. Нормы расходов материалов на 1м2 поверхности деталей. Механическое полирование. Назначение. Пасты, применяемые для полирования. Нормы расхода абразивных материалов и кругов для полирования. Галтовка. Назначение и характеристика процесса. Абразивные материалы, применяемые для грубой и тонкой галтовке. Растворы, применяемые при мокрой галтовке.
Пескоструйная и дробеструйная обработка, гидроабразивная обработка. Другие виды механической обработки. Назначение. Описание применяемого оборудования и технологические параметры процесса.
3.1.2. Участок гальванопокрытий, Виды покрытий. Требования к анти - коррозионным и декоративным покрытиям. Условия эксплуатации покрытий. Характеристика деталей, поступающих на покрытие. Материал деталей, их размеры, конфигурация, характер предварительной механической обработки
Обезжиривание. Назначение. Обезжиривание в органических растворителях. Характеристика органических растворителей. Регенерация растворителя. Химическое и электрохимическое обезжиривание в щелочных растворах. Режим работы. Приготовление, анализ и корректировка раствора. Норма расхода на 1м2 покрытий. Виды брака и его устранение.
Травление. Характеристика процесса. Химическое и электрохимическое травление. Составы растворов и режимы работы. Приготовление, анализ и корректировка раствора.
Смена растворов травления. Нормы расхода. Интенсификация процессов подготовки поверхности (применение ультразвука, нестационарных режимов электрохимической обработки).
Химическое и электрохимическое полирование, снятие травильного шлама, осветление, активирование поверхности. Нормы расхода расвора.
Нанесение покрытий. Характеристика электролитов, состав, назначение компонентов. Катодный и анодный процессы, свойства получаемых покрытий (декоративный вид, микротвердость, внутреннее напряжение покрытий). Приготовление, анализ и корректировка электролита. Срок работы электролита, регенерация и очистка. Интенсификация процесса нанесения покрытия (применение нестационарных режимов электролиза)
Обработка деталей после нанесения покрытий. Вид обработки (хроматирование, фосфатирование, окрашивание, наполнение, сушка). Промывка водой. Способы промывки. Ванны улавливания, эффективность их работы. Расход воды. Экономия воды.
Оборудование для нанесения покрытий. Стационарные ванны, полуавтоматические и автоматические линии. Технические характеристики оборудования. Производительность, темп выхода подвесок, мощность, время выхода на рабочий режим. Принципы управления движением органов транспортировки деталей. Конструкции приспособлений для размещения деталей (барабаны и подвески). Материал ванн, изоляция, ремонт. Устройство для загрузки и выгрузки деталей на подвески и барабаны. Монтаж деталей. Принцип размещения деталей на подвесках. Автоматизация и механизация процессов. Защита оборудования от коррозии.
Выпрямители, их технические характеристики.
Снабжение цеха электроэнергией, паром, сжатым воздухом, водой. Направления экономии в их расходовании.
3.2 Производство печатных плат
Назначение плат. Методы изготовления – химический, электрохимический, комбинированный, аддитивный. Характеристика методов, основные технологические операции, их назначение. Механическая обработка в процессах изготовления печатных плат. Резка, сверление отверстий, подлежащих металлизации. Контроль механической обработки.
Химическая металлизация. Теоретические основы процесса металлизации. Травление, сенсибилизация и активирование поверхности. Составы растворов и режимы выполнения операций. Назначение компонентов электролита. Приготовление, анализ и корректирование раствора. Виды брака и их устранение.
Получение защитного рисунка. Методы получения рисунка для различных способов изготовления печатных плат. Технологические операции нанесения резиста, экспонирование, проявление.
Электрохимическое меднение. Назначение. Состав раствора и режим осаждения меди. Определение площади обрабатываемой поверхности. Приготовление, анализ и корректировка раствора. Виды дефектов, способы их устранения. Материал анодов, их расход. Расход электролита. Очистка и регенерация электролита.
Осаждение сплава олово-свинец. Физико-химические основы процесса. Состав раствора, назначение компонентов. Причины брака, способы устранения и предупреждения.
Травление. Физико-химические основы процесса. Состав раствора и режим процесса травления. Приготовление, анализ и корректировка раствора. Утилизация меди. Виды дефектов при травлении и меры их предупреждения.
Финишные операции при изготовлении печатных плат. Подготовка контуров, оплавление покрытия, маркировка плат. Контроль качества выполнения технологических операций. Методы контроля. Требование ГОСТа к качеству печатных плат. Направления по улучшению качества плат и снижению брака.
Особенности изготовления многослойных плат. Технологические операции подготовки слоев, сборки пакета и прессования.
Оборудование для изготовления печатных плат. Оборудование для изготовления заготовок, сверления отверстий.
Гальваническое оборудование. Технические характеристики линии металлизации печатных плат. Конструкция подвесок. Вспомогательное оборудование для приготовления, очистки и корректировки электролита. Линии травления печатных плат. Технические характеристики линии. Автоматизация процесса травления. Направление усовершенствования технологического оборудования.
3.3 Химические источники тока
3.3.1. Производство щелочных аккумуляторов
История предприятия. Общая характеристика и назначение источников тока, выпускаемых предприятием.
Конструкция ламельных щелочных аккумуляторов. Технологическая схема изготовления аккумуляторов. Сырье и вспомогательный материалы, применяемые в производстве аккумуляторов, ГОСТы на сырье.
Приготовление активной массы для электродов. Химический и гранулометрический состав активной массы, назначение компонентов. Технологическая схема изготовления активной массы. Смешение гидрата закиси никеля с графитом и другими добавками. Тип смесителя и режим работы. Дозировка компонентов. Методы контроля качества, брак и борьба с ним. Пути повышения эффективности производства и качества продукции.
Приготовление активной массы для отрицательного электрода ламельных аккумуляторов, сырье. Технологическая схема производства.
Измельчение железной руды, параметры процесса, назначение процесса, применяемое оборудование. Обогащение руды, оборудование, параметры процесса. Выход продукта. Химическая очистка пульпы. Извлекаемые примеси, оборудование, степень очистки.
Фильтрация. Оборудование. Устройство фильтра, тип, производительность, режим работы.
Сушка концентрата. Оборудование, режим работы, производительность.
Смешение компонентов, смеситель, принцип его работы.
Контроль химического состава готовой отрицательной активной массы. Пути интенсификации процессов производства активной массы.
Формирование аккумуляторов. Назначение процесса. Теория процесса. Технологическая схема. Режим формирования: состав электролита, зарядно-разрядный ток, время процесса, конечное напряжение. Очистка электролита. Источники тока, применяемые для формирования аккумуляторов: тип, мощность, напряжение, сила тока. Обработка аккумуляторов после формирования. Нормы расхода электролита на один аккумулятор, очистка и регенерация электролита.
Контроль качества готовых аккумуляторов.
Конструкция щелочных безламельных аккумуляторов: основные типы безламельных аккумуляторов.
Герметичные аккумуляторы: принципиальное устройство, принцип герметизации. Металлокерамические, фольговые и прессованные электроды. Сырье, применяемое для изготовления электродов.
Технологическая схема изготовления электродов.
Применяемое оборудование, тип, режим работы, габаритные размеры.
Процесс спекания металлокерамических основ. Физическая сущность процесса. Атмосфера в печи, температурный режим. Тип печи, габариты. Пропитка металлокерамических основ. Технологическая схема. Приготовление, очистка и регенерация электролита, состав электролита, его анализ, нормы расхода.
Контроль качества продукции на стадиях производства. Причины брака и их устранение.
Формирование положительных электродов. Режим формирования. Применяемое оборудование и автоматизация процесса. Отмывка пластин. Очистка сточных вод и регенерация ценных компонентов.
3.3.2 Производство свинцовых аккумуляторов
История предприятия. Общая характеристика и назначение свинцовых аккумуляторов.
Сырье и вспомогательный материалы, применяемые в производстве свинцовых аккумуляторов. Технологическая схема изготовления свинцовых аккумуляторов.
Литейный цех. Его назначение. Характеристика сплавов, применяемых в свинцовых аккумуляторах. Изготовление решеток различных типов. Устройство, режим работы и производительность установок для отливки решеток и др. деталей.
Литейные автоматы, температурный режим и его поддержание. Автоматизация и механизация цеха. Причины брака, устранение.
Цех приготовления свинцового порошка. Способы приготовления порошка, его характеристика (насыпная масса, влагоемкость, степень дисперсности). Факторы, влияющие на качество порошка.
Отливка свинцовых шариков. Режим работы мельниц по измельчению шариков. Транспортировка свинцового порошка.
Цех приготовления пасты и намазка пластин.
Технологическая схема приготовления электродов.
Оборудование для намазки пластин. Состав пасты. Смеситель непрерывного действия, режим работы. Сушка пластин: сушильные печи: тип, режим работы, устройство, обслуживание. Хранение пластин, контроль производства.
Цех формирования пластин. Назначение процесса формирования. Технологическая схема. Оборудование для формирования пластин. Режим формирования: плотность тока, состав электролита, продолжительность процесса, электрическая схема процесса формирования. Приготовление и регенерация электролита. Сушка пластин после формирования. Особенности сушки сухозаряженных пластин. Контроль качества пластин. Интенсификация процесса формирования.
Сборка батареи сборочный конвейер. Контроль качества готовой продукции.
3.3.3. Производство серебряно-цинковых аккумуляторов
Общая характеристика и назначение СЦА. Сырье, материалы, применяемые при изготовлении СЦА.
Изготовление положительных элекродов. Способы изготовления. Прессование серебряного порошка на сетчатый токоотвод. Оборудование для прессования. Спекание прессовочных электродов. Режимы спекания. Оборудование для спекания, характеристики. Изготовление пасты АgNO3 для положительного электрода. Намазка пасты на серебряный каркас. Спекание электродов, сепарация.
Изготовление отрицательных электродов для СЦ-аккумуляторов.
Получение пасты отрицательного электрода. Состав пасты. Намазка отрицательных электродов, сушка и прессование. Формирование цинковых и серебряных электродов. Режимы формирования. Применение нестационарных режимов для формирования пластин.
Сборка СЦ-аккумуляторов. Общая технологическая схема. Контроль качества готовой продукции.
Очистка сточных вод от ионов цинка. Извлечение и утилизация серебра.
3.3.4. Производство литиевых источников тока.
3.4. Индивидуальное задание.
В зависимости от специализации и вида предприятия, на котором проводится практика, индивидуальное задание может включать следующие вопросы:
- анализ изучаемого технологического процесса с целью формирования предложений по снижению расхода сырья и материалов, выбросов вредных веществ в окружающую среду, снижения потребления электрической и других видов энергии;
- анализ изучаемого техпроцесса с целью выработки предложений по локальной очистки сточных вод и утилизации металлов;
- разработка безотходной технологии и замкнутых циклов водооборота;
- участие в работах по внедрению результатов НИР, выполняемых на кафедре;
- патентная проработка по указанной теме.
3.5. Вопросы экологии и охраны труда
Характеристика отходов производства, их токсичность, ПДК в воздухе и воде. Очистка сточных вод и газообразных продуктов. Режим работы оборудования. Утилизация отходов, переработка отходов. Экономические показатели работы. Направления создания безотходных и малоотходных технологий и замкнутых систем водооборота.
Общие санитарно-гигиенические требования к условиям труда.
Устройство местной и общей приточно - вытяжной вентиляции. Кратность обмена. Аварийная вентиляция и ее устройство. Контроль вредных веществ в атмосфере цеха. Меры безопасности при выполнении технологических операций. Коллективные и индивидуальные средства защиты. Порядок расследования и учета несчастных случаев.
4.Требования к содержанию отчета
Отчет по технологической практике должен иметь следующую структуру:
1.Введение.
2.Технология.
3.Автоматизация и механизация технологических процессов.
4.Стандартизация и контроль качества продукции.
5.Экологические вопросы и вопросы безопасности жизнедеятельности.
6.Индивидуальное задание.
7.Список литературы.
8.Приложение.
Во введении излагаются сведения по истории предприятия, характеристика продукции, место цеха в системе предприятия, перспективы его развития. Технологический раздел является основным и должен быть написан в соответствии с программой практики. Изложение технологии должно быть систематизировано: теоретические основы процесса, технология, оборудование.
В приложении даются схемы, таблицы, материалы к рацпредложению. Не допускаются при составлении отчета переписывание технологической инструкции и регламентной учебной литературы.
Отчет сдается руководителю практики. Защита отчета проводится перед комиссией с представителями предприятия.
Приложение
Примерная тематика курсовых проектов по курсам «Современные направления в проектировании ФГ», «Современные направления в проектировании и производстве ХИТ».
1. Проект участка малоотходной технологии, конкурентно-способный на мировом рынке, нанесения покрытий металлами ( цинк, никель, кадмий, медь, железо, хром), сплавами (цинк - никель, медь-железо, железо – хром, железо-никель) или многослойными покрытиями на детали простой или сложной конфигурации.
2. Проект участка малоотходной технологии модифицирования металлической поверхности методом катодного внедрения.
3. Проект участка анодирования алюминия с последующим окрашиванием анодно - оксидной пленки с замкнутым водооборотом.
4. Расчет никель-кадмиевого аккумулятора по заданному режиму.
5. Проектирование никель-кадмиевого аккумулятора с ламельными электродами в заданных габаритных размерах.
6. Расчет свинцово-кислотного аккумулятора стартерного типа.
7. Проектирование малогабаритного ампульного элемента с биполярными электродами указанной системы по режиму разряда.
8. Расчет цилиндрического марганцево-литиевого элемента с рулонными электродами.
9. Проектирование тепловой батареи заданной мощности.
10. Проектирование установки электрофоретического изготовления кадмиевых электродов.
11. Проектирование участка производства прессованных диоксид-марганцевых электродов для ЛИТ.
12. Расчет периодического смесителя для изготовления активных масс свинцово-кислотных аккумуляторов.
Министерство образования и науки РФ
Федеральное агентство по образованию
Саратовский государственный
технический университет
Измерение электродных
потенциалов и ЭДС
Методические указания
к лабораторным работам 1,2,3
по курсу «Теоретическая электрохимия»
для студентов специальности
направление 550800
Электронное издание локального распределения
Одобрено
редакционно-издательским
советом Саратовского
государственного
технического университета
Саратов - 2006
Все права на размножение и распространение в любой форме остаются за разработчиком.
Нелегальное копирование и использование данного продукта запрещено.
Составители:
Под редакцией
Рецензент
Саратов,
Научно-техническая библиотека СГТУ
Тел. ,
http://lib. *****
Регистрационный номер 060375-Э
© Саратовский государственный
технический университет, 2006
Одним из фундаментальных понятий электрохимии являются понятия электрохимического потенциала и ЭДС электрохимической системы. Величины электродных потенциалов и ЭДС связаны с такими важными характеристиками растворов электролитов как активность (a), коэффициент активности (f), числа переноса (n+, n-). Измерив потенциал и ЭДС электрохимической системы, можно рассчитать a, f, n+, n - электролитов.
Целью методических указаний является ознакомление студентов с теоретическими представлениями о причинах возникновения скачков потенциала между электродом и раствором, с классификацией электродов, овладение теоретическими основами компенсационного метода измерения электродных потенциалов и ЭДС, применение этого метода для расчета коэффициентов активности и чисел переноса ионов в растворах электролитов.
Основные понятия
При погружении металлического электрода в раствор на границе раздела возникает двойной электрический слой и, следовательно, появляется скачок потенциала.
Возникновение скачка потенциала вызывается различными причинами. Одна из них – обмен заряженными частицами между металлом и раствором. При погружении металла в раствор электролита ионы металла, покидая кристаллическую решетку и переходя в раствор, приносят в него свои положительные заряды, в то время как поверхность металла, на которой остается избыток электронов, заряжается отрицательно.
Другой причиной возникновения потенциалов является избирательная адсорбция анионов из водного раствора соли на поверхности какого-либо инертного металла. Адсорбция приводит к появлению избыточного отрицательного заряда на поверхности металла и, далее, к появлению избыточного положительного заряда в ближайшем слое раствора.
Третья возможная причина - способность полярных незаряженных частиц ориентированно адсорбироваться вблизи границы раздела фаз. При ориентированной адсорбции один из концов диполя полярной молекулы обращен к границе раздела, а – другой, в сторону той фазы, к которой принадлежит данная молекула.
Измерить абсолютную величину скачка потенциала на границе электрод-раствор невозможно. Но можно произвести измерение ЭДС элемента, составленного из исследуемого электрода и электрода, потенциал которого условно принят за нуль. Полученная таким способом величина называется «собственным» потенциалом металла – E.
В качестве электрода, равновесный потенциал которого принят условно за нуль, служит стандартный водородный электрод.
Равновесным потенциалом называется потенциал, характеризующийся установившееся равновесие между металлом и раствором соли. Установление равновесного состояния не означает, что в электрохимической системе совсем не протекают никакие процессы. Обмен ионами между твердой и жидкой фазами продолжается, но скорости таких переходов становятся равными. Равновесие на границе металл-раствор соответствует условию
iК= iА=iО , (1)
где iК – катодный ток;
iА – анодный ток;
iО – ток обмена.
Для измерения потенциала исследуемого электрода могут применяться и другие электроды, потенциал которых относительно водородного стандартного электрода известен, - электроды сравнения.
Основными требованиями, предъявляемые к электродам сравнения – постоянство скачка потенциала, хорошая воспроизводимость результатов. Примерами электродов сравнения являются электроды второго рода: каломельный:
Cl-/Hg2Cl2, Hg
Хлорсеребряный электрод:
Cl-/AgCl, Ag
ртутносульфатный электрод и другие. В таблице приведены потенциалы электродов сравнения (по водородной шкале).
Электрод | Электродная реакция | Потенциал, В |
OH-/HgO, Hg | H2O+2HgO+2e→2Hg+2OH- | +0.9255 |
SO42-/Hg2SO4, Hg | Hg2SO4+2e→2 Hg+ SO42- | +0.6141 |
Cl-/AgCl, Ag | AgCl+e→ Ag+ Cl- | +0.2224 |
Cl-/ Hg2Cl2, Hg | Hg2Cl2+2e→2Hg+2 Cl- | +0.2438 |
Потенциал любого электрода – E, определяется при заданных температуре и давлении величиной стандартного потенциала и активностями веществ, участвующих в электродной реакции.
Если в электрохимической системе обратимо протекает реакция
υAA+υBB+…+.-zF→υLL+υMM
то  (2)
(2)
где E0- стандартный потенциал – потенциал равновесного обратимого электрода, опущенного в раствор, где активность потенциало-определяющих ионов равна единице. Значения стандартных потенциалов приводятся в справочниках;
a – активность каждого реагента;
υ – стехиометрический коэффициент;
z – число электронов, принимающих участие в реакции;
F – число Фарадея.
Уравнение (2) называется уравнением Нернста.
Активность – функция концентрации, она отличается от нее на некоторый множитель, который был назван коэффициентом активности.
a=f∙c (3)
где a – активность;
f – коэффициент активности;
c – концентрация.
Если коэффициент активности в очень разбавленных растворах равен единице и a=c, то с увеличением концентрации он сначала уменьшается, затем снова начинает возрастать и может быть больше единицы. Причины, вызывающие отличие величины «f» от единицы могут быть самыми разнообразными, как физическими, так и химическими. Они могут быть сведены к двум основным группам:
- к изменению концентрации растворенного вещества в связи с образованием продуктов присоединения и сольватов, приводящих к изменению числа частиц в растворе;
- к изменению энергии растворенных частиц, в связи с их взаимодействием между собой и с молекулами растворителя.
Одной из важнейшей характеристик растворов электролитов являются числа переноса.
Доля тока, переносимого через раствор ионами данного i-того сорта, называется числом переноса этого иона ni.
Числа переноса определяются соотношением
ni= , (4)
где Ii-ток, переносимый ионами данного сорта;
ΣIi- суммарный ток, переносимый всеми присутствующими в электролите ионами.
В работах будет рассмотрено применение компенсационного метода измерения потенциала и ЭДС концентрационных элементов для определения величин коэффициента активности и чисел переноса ионов в растворах.
Л а б о р а т о р н а я р а б о т а 1
Измерение электродных потенциалов
различных электродов и ЭДС
концентрационных элементов
Цель работы: исследовать зависимость потенциалов электродов и ЭДС концентрационных элементов от концентрации потенциоопределяющих ионов. Применять уравнение Нернста для расчета потенциалов и ЭДС и сравнить с экспериментально измеренными.
Основные понятия
Характер влияния активностей компонентов раствора на величину электродного потенциала непосредственно связан с природой электродной реакции, что было использовано при классификации электродов. Различают электроды 1-го, 2-го рода, окислительно-восстановительные, газовые и некоторые другие.
Электроды 1-го рода – это металлические электроды, погруженные в раствор своих ионов и обратимые по отношению к этим ионам. Примером электродов первого рода могут служить медный электрод в растворе соли меди, цинк в растворе соли цинка и др. Реакция на медном электроде:
Cu2++2e→Cu
Уравнение Нернста для медного электрода запишется
ECu/Cu2+=E0 Cu/Cu2++![]() ln а Cu2+ (5)
ln а Cu2+ (5)
Электроды второго рода - это металлические электроды, покрытые малорастворимой солью этого металла и опущенные в раствор хорошо растворимой соли, имеющей общий анион с малорастворимой солью: примером может служить хлорсеребряный, каломельный электроды и др.
Потенциал электрода второго рода, например, хлорсеребряного электрода, описывается уравнением
EAg, AgCl/Cl-=E0Ag, AgCl/Cl-![]() ln aCl - (6)
ln aCl - (6)
Окислительно-восстановительный электрод - это электрод, изготовленный из инертного материала и погруженный в раствор, содержащий какое-либо вещество в окисленной и восстановленной формах.
Различают простые и сложные окислительно-восстановительные электроды.
В простых окислительно-восстановительных электродах наблюдается изменение валентности заряда частицы, но химический состав остается постоянным.
Fe3++e→Fe2+
MnO-4+e→MnO42-
Если обозначить окисленные ионы через Ox, а восстановленные –через Red, то все написанное выше реакции можно выразить одним общим уравнением
Ox+e→Red
Простой редокси-электрод записывается в виде схемы Red,Ox/Pt, а его потенциал дается уравнением
E Red, Ox=E0 Red, Ox+![]() ln (7)
ln (7)
На сложных редокси-электродах реакция протекает с изменением реагирующих частиц и их состава
MnO-4+ 8H++5e→Mn2++4H2O.
Потенциал электрода записывается уравнением
EMn2+MnO-4=E0 Mn2+MnO-4![]() ln (8)
ln (8)
Разность потенциалов двух электродов при выключенной внешней цепи называется электродвижущей силой (ЭДС) (E) электрохимической системы.
E=E+-E- (9)
Электрохимическая система, состоящая из двух одинаковых электродов, погруженных в раствор одного и того же электролита разной концентрации, называется концентрационным элементом.
ЭДС в таком элементе возникает за счет разности концентраций растворов электролита.
Методика эксперимента
Компенсационный метод измерения ЭДС и потенциала
Для точных измерений ЭДС гальванических элементов используются потенциометры, принцип действия которых основан на компенсации.
Расположение узлов потенциометра типа Р-37/1 приведено на рис.1.
Потенциометр рассчитан на применение батарей с напряжением 2,4 В-БА и 3,5 В-БВ.
Подготовка потенциометра к измерениям
Перед началом работы к потенциометру присоединяются нормальный элемент (1), гальванометр (2), батарея (3) согласно полярности, указанной на клеммах потенциометра (рис.1).
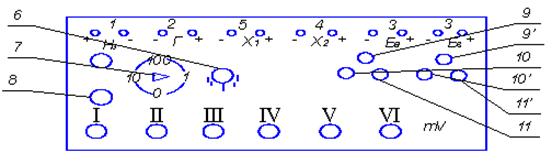
Рис.1. Расположение органов потенциометра Р-37/1
Установка рабочего тока
Переключатель 6 устанавливается в положение IA (если подключена батарея БА) или в положение IB(если –БВ).Ручка 7 находится в положении 100 кОм. Включается тумблер «измерение»8. Стрелка гальванометра, отклонившаяся от нуля вследствие того, что ЭДС нормального элемента не скомпенсирована рабочим током потенциометра, приводится в нулевое положение ручками регулировки рабочего тока,9,10,11,(9,10,11);
1-V1-декадные переключатели;
1-зажимы нормального элемента;
2-зажимы гальванометра;
3-зажимы батареи;
4,5 –зажимы измеряемой ЭДС X1,X2;
6-ручка переключателя для регулировки рабочего тока и измерение ЭДС;
7-ручка для включения в цепь гальванометра добавочного сопротивления;
9,9’,10,11,11’,-ручка регулировки рабочего тока вначале «грубо» (отверткой), затем «средне» и «тонко»,
Ручка 7 последовательно ставится в положение 1 кОм «0» и операция повторяется в случае сильного колебания стрелки гальванометра нажимается кнопка «успокоение».
После точной установки нуля рабочего тока, тумблер «измерение» отключается.
Измерение ЭДС и потенциала электрода.
Ячейка, состоящая из исследуемого электрода и соединенного с ним переходным мостиком электрода сравнения, присоединяется к клемме потенциометра X1, X2 с учетом полярности каждого электрода.
Переключатель 6 устанавливается в положении X1 и X2. Ручка 7 переводится на добавочное сопротивление 100 кОм. Включается тумблер 8.
Декадные переключатели 1-У1 устанавливаются в такие положения, чтобы отклонение стрелки гальванометра от нуля было наименьшим. Порядок установки переключателей следующий: сначала на всех переключателях выставляются нули, затем поворачивая переключатель 1, отмечается значение, при котором стрелка гальванометра отклонилась в обратную сторону от нуля, после чего переключатель 1 поворачивается на одно деление назад и аналогичные действия производятся с переключателем II и т. д.
По мере компенсации чувствительность гальванометра увеличивают, для чего ручка 7 становится сначала в положение 1 кОм и затем в «0».
После компенсации записывается значение измеряемой ЭДС гальванического элемента.
Тумблер 8 отключается.
Порядок выполнения работы
Приборы и принадлежности: потенциометр Р-37/1, гальванометр, батарея аккумуляторов, элементы Вестона, угольный, медный, цинковый-электроды, растворы электролитов, хлорсеребряный электрод сравнения, электролитический ключ, электрохимическая ячейка.
Собрать схему установки (рис.2)
э. я. – электрохимическая ячейка;
э. и. – исследуемый электрод;
э. с. – электрод сравнения;
э. к. – электролитический ключ 
Рис.2 Схема установки
Исследовать влияние концентрации потенциалопределяющих ионов на величину потенциала электродов 1 рода:
Cu2+/Cu; Zn2+/Zn;
Проверить установку рабочего тока потенциометра на нуль.
Приготовить электроды к работе:
а) измерить рабочую площадь электрода;
б) зачистить и отполировать поверхность электрода;
в) промыть его дистиллированной водой;
в) высушить фильтровальной бумагой.
Закрепить в штативе с помощью держателя исследуемый электрод, электрический мостик, электрод сравнения.
Подключить исследуемый электрод и электрод сравнения к потенциометру.
Налить исследуемый раствор в электрохимическую ячейку (в таком количестве, чтобы была закрыта рабочая поверхность), опустить электрод и произвести измерение ЭДС гальванической пары, составленной из исследуемого электрода и электрода сравнения.
Задание 1
Исследовать влияние концентрации потенциалопределяющих ионов на величину потенциала электродов 1 рода:
Cu2+ / Cu; Zn2+ / Zn.
Концентрацией солей:CuSO4, ZnSO4, ZnCl2; 1; 0,6; 0,1; 0,05; 0,01 моль/л
Задание 2
Измерение ЭДС концентрационных цепей.
Концентрация растворов солей ZnSO4, CuSO4; 1; 0,5; 0,1; 0,01; 0,005 моль/л.
Составить из заданных концентраций солей возможные комбинации концентрационных элементов.
Задание 3
Измерение потенциала сложной окислительно-восстановительной системы CrO42-, Cr3+, H+/графит.
концентрации ионов CrO42- и H+ постоянны и равны 2 г-ион/л и 3-ион/л соответственно, концентрация Cr3+ меняется и составляет 0,1; 0,05; 0,01; 0,005; 0,001 г-ион/л;
концентрации ионов CrO42- и H+ постоянны и равны 0,2 г-ион/л и 3-ион/л концентрация H+ меняется и составляет: 3; 2; 1; 0,5; 0,1 г-ион/л;
концентрация ионов CrO42-, Cr3+ постоянны и равны 2 г-ион/л и 0,1 г-ион/л соответственно, концентрация ионов H+ меняется и составляет: 2; 1; 0,5; 0,1; 0,05; 0,01 г-ион/л.
Задание 4
Измерение потенциала простой окислительно-восстановительной системы Mn+7, Mn2+ графит.
концентрация иона Mn2+ постоянна и равна 0,5 г-ион/л
концентрация ионов MnO2-4 меняется и составляет 1; 0,5; 0,25; 0,1; 0,01 г-ион/л;
концентрация ионов MnO-4 постоянна и равна 1 г-ион/л
концентрация ионов Mn2+ vменяется и составляет: 0,5; 0,25; 0,1; 0,05; 0,001 г-ион/л.
Обработка экспериментальных данных
1.Все полученные экспериментальные данные необходимо перевести на водородную шкалу.
2.Рассчитать по уравнению Нернста теоретические значения потенциалов и ЭДС, сопоставить экспериментальные и рассчитанные величины.
3.Построить графическую зависимость потенциала от концентрации в координатах E, lgC, сделать вывод о характере влияния концентрации потенциалопределяющих ионов на величину потенциала электрода.
4.Для концентрационных элементов (задание 2) рассчитать диффузионный скачок потенциала φα![]() по уравнению
по уравнению
φα= (10)
где λ0-, λ0+- ионные электропроводности анионов и катионов (4);
C1, С2 – концентрации.
Сравнить теоретически рассчитанную ЭДС концентрационного элемента с экспериментальной с учетом диффузионного потенциала.
5.Рассчитать константу равновесия окислительно-востановительных систем (задания 3, 4). Для этого:
- выразить графическую зависимость стандартного потенциала от концентрации из уравнения Нернста;
- построить графическую зависимость стандартного потенциала от концентраций окисленной и восстановленной форм (CrO42-, Cr3+,MnO4-, Mn2+) в координатах EOx/Red-COx, EOx/Red-CRed.
Экстраполяцией зависимости к нулевой концентрации определить истинное значение стандартного потенциала E0Ox/Red.
6.Из уравнения
E0Ox/Red=-
pассчитать константу равновесия Kp![]()
Все результаты занести в таблицу
Концентр. ионов г-ион/л | Eэксп.,В (отн. х.с. э.) | Eэксп., В(отн. н.в. э.) | Eтеор., В | φα, В | Kp |
Оценка погрешности измерений
На потенциометре Р-37/1 при каждом измерении ЭДС и потенциала можно получить ошибку ![]() 5 мВ.
5 мВ.
Содержание и оформление отчета по работе
Отчет представляется на отдельном листе и включает:
- название работы;
- цель работы;
- некоторые основные понятия и расчетные формулы;
- краткое описание методики работы:
- измерительная схема;
- условия проведения эксперимента (температура, концентрация растворов, используемые электроды);
- подготовка поверхности электродов к работе.
- все числовые данные, полученные в результате измерений и расчетов, приводятся в виде таблицы.
- графики представляются на миллиметровой бумаге.
- выводы о влиянии концентрации потенциалопределяющих ионов на величину электродного потенциала.
Вопросы для самопроверки
1. От каких величин зависит равновесный электродный потенциал?
2. Какие электроды могут быть электродами сравнения?
3. Какой признак лежит в основе классификации электродов?
4. Как устанавливается рабочий ток потенциометра?
5. Как влияет концентрация электролита на величину потенциала электрода?
6. В чем различие сложной и простой окислительно-восстановительной системы?
Л а б ор а т о р н а я р а б о т а 2
Определение чисел переноса хлористого цинка.
Цель работы: определить числа переноса ионов цинка и хлорида в растворе хлористого цинка.
Основные понятия
В переносе электрического тока через растворы электролитов участвуют катионы и анионы. Вследствие различия в зарядах, подвижностях и концентрациях ионов, участие их в переносе электричества будет различным. При определении чисел переноса ионов измеряют ЭДС концентрационных элементов с переносом и без переноса. При малом различии активностей ЭДС элемента с переносом может быть выражена уравнением:
dEn=-νni![]() ln a±, (11)
ln a±, (11)
где ν- общее количество положительных и отрицательных частиц, обладающих зарядами;
ni-число переноса ионов, по отношению к которым электроды необратимы;
a±-средняя активность электролита.
ЭДС аналогичной цепи без переноса выражается уравнением
dE=ν![]() dln a±, (12)
dln a±, (12)
Составляя уравнения /11/ и (12), получаем
ni= (13)
то есть число переноса есть наклон кривой, достроенной в координатах
En=f(E)
Методика эксперимента
Для измерения ЭДС концентрационных элементов с переносом и без переноса пользуются компенсационным методом, подробно описанным в работе.
В качестве электрохимической ячейки используют ячейку, состоящую из двух полуэлементов, соединенных шлифом (рис.3). В правом колене концентрация электролита должна быть выше, чем в левом. Для выполнения работы составляют концентрационный элемент с переносом типа:
Zn(Hg) / ZnCl2 // ZnCl2 / Zn(Hg)
3…6% a1 a2 3…6%![]()
![]()
и измеряют его ЭДС, меняя концентрацию раствора в одном из полуэлементов (a1). Концентрация ZnCl2 в полуэлементе a1 меняется от 0,001 до 1,0 моль/г. Исследуется 5-6 концентраций, начиная с наиболее разбавленной.
В качестве элемента без переноса используют элемент типа
Zn(Hg)/ZnCl2AgCl.Ag,
для чего заменяют полуэлементы В хлорсеребряным. ЭДС элемента без переноса измеряют для всех значений концентраций ZnCl2, которые были исследованы в цепях с переносом.
Рис.3 Ячейка для измерения чисел переноса
Порядок выполнения работы
Приборы и принадлежности: потенциометр, гальванометр высокой чувствительности (10-9 А/мм), батарея аккумуляторов, элемент Вестона, электрохимическая ячейка с электродами, изготовленный из амальгамы цинка 3-6%, хлорсеребряный электрод сравнения.
1. Собрать схему установи (рис.2).
2. Измерить ЭДС элементов с переносом при 5-и концентрациях ZnCl2 в полуэлементе А (рис.3).
3. Заменить полуэлемент В хлорсеребряным электродом.
4. Измерить ЭДС элементов без переноса при тех же концентрациях ZnCl2, что и в п.2.
Ошибка, которую можно получить при измерении ЭДС, составляет ![]() 5 мВ.
5 мВ.
Обработка экспериментальных данных
1. Построить графическую зависимость ЭДС элемента с переносом (Eп) от элемента без переноса (E) в координатах Eп-E.
2. В точках полученной зависимости, соответствующих различным концентрациям ZnCl2, провести касательные к кривой Eп-E.
3. Определить тангенс угла наклона касательной в каждой точке кривой. Он равен числу переноса иона Cl-(n-) для концентрации, соответствующей данной точке.
4. Определить число переноса иона Zn2+(n+) по уравнению
n+=1-n-.
5. Результаты занести в таблицу
Концентрация ZnCl2,моль/л | En, B | E, B | n- | n+ |
Содержание и оформление отчета по работе
Отчет по работе представляется на отдельном листе и включает: название работы, цель, некоторые основные понятия, расчетные формулы, краткое описание методики, результаты в виде таблицы, графики на миллиметровой бумаге, вывод о характере влияния концентрации раствора на величину чисел переноса ионов.
Вопросы для самопроверки
1.Что называется числом переноса?
2.Что такое концентрационный элемент с переносом и без переноса?
Л а б о р а т о р н а я р а б о т а 3
Определение стандартного потенциала электрода и среднего коэффициента активности электролита путем измерения ЭДС простой химической цепи.
Цель работы: определить средний коэффициент активности хлорида меди при заданных концентрациях.
Основные понятия
Коэффициент активности учитывает силы взаимодействия между ионами в растворах. Определить активность отдельного сорта ионов, а, следовательно, и его коэффициент активности из опытных данных не возможно, так как уравнения, которые можно было бы использовать для нахождения активностей, содержат не активность какого-либо одного сорта ионов, а произведение активностей всех ионов данного электролита. Поэтому существует понятие средней активности и среднего коэффициента активности f![]() , который равен f+∙f-
, который равен f+∙f-
f![]() =
=![]()
 (14)
(14)
При бесконечно большом разбавлении раствора силы взаимодействия между частицами растворенного вещества становятся исчезающим малыми и коэффициент активности равен единице.
При определении коэффициента активности методом измерения ЭДС элементов составляют гальванический элемент без жидкостных границ, чтобы диффузионный потенциал отсутствовал. В таком элементе один из электродов обратим по отношению к катиону раствора, а другой – по отношению к аниону. ЭДС такого элемента равна
E=E0+![]() ln a - (15)
ln a - (15)
или
E=E0+![]() ln c∙f± (16)
ln c∙f± (16)
Методика эксперимента
Измерение ЭДС производится компенсационным методом, описанным в работе 1.
Составляют электрохимический элемент Cu/CuCl2/AgCl, Ag. В этом элементе положительный электрод обратим по отношению к катионам Cu2+, а отрицательный – к анионам Cl-.
Концентрация хлорида меди: 0,1; 0,05; 0,01; 0,005; 0,001 и 0,0005 моль/л.
Измерения проводят, начиная с самого разбавленного раствора хлорида меди.
Ошибка при измерении ЭДС составляет ![]() 5 мВ.
5 мВ.
Обработка экспериментальных данных
1.Определить величину (E0) из экспериментальных ЭДС (E) в соответствии с уравнением ЭДС элемента Cu/CuCl2/AgCl, Ag
E=E0-![]() ln c∙f±
ln c∙f±
E0- ЭДС элемента при активностях участников электродной реакции, равных единице.
Подставляя численные значения данных, получим
E=E0-0.087ln c∙f± (17)
При c, стремящей к нулю, f± будет стремится к единице
E=E0+0.087ln c (18)
2.Прстроить график в координатах (E+0.087lnc)-![]() .
.
3.Проэкстрополировать полученную графическую зависимость до с=0. На оси ординат при этом получим отрезок, равный E0.
4.Вычислить средний коэффициент активности растворов хлорида меди по уравнению
lgf±=
5.Вычислить активность a± растворов хлорида меди.
6.Результаты занести в таблицу
CCuCl2, моль/л | Eэксп., В | (Eэксп.+0,087lgc), В | f± | a± |
Содержание и оформление отчёта по работе
Отчёт должен содержать: название, цель работы, основные понятия и расчётные формулы, краткое описание методики, результаты в виде таблицы, графическая зависимость на миллиметровой бумаге, выводы о характере влияния концентрации раствора CuCl2 на его коэффициент активности и активность.
Вопросы для самопроверки
1. Что такое активность, коэффициент активности?
2. Как зависит коэффициент активности от концентрации раствора?
Вопросы техники безопасности
при измерении ЭДС компенсационным методом
1. Потенциометр должен быть перед работой заземлён.
2. При работе с аккумуляторами необходимо:
Использовать для проверки напряжения на клеммах переносным вольтметром;
При сборке аккумуляторов в батарею избегать замыкания корпуса и клемм во избежание получения сильного ожога.
3. После работы все приборы выключить.
Литература
1. Антропов электрохимия:
учебник / .- 2 изд. перераб. доп.-М.: Высшая школа, 1984.-519с.
2.-Ротинян электрохимия: учебник/ ,
, .-Л.: Химия, с.
3. Дамаский / , .- М.: Высшая школа, 1987.-296с.
