

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
с синхронной частотой вращения 600 и 500 мин-1 а также защищенного типа.
Основные размеры, мм, электродвигателей единой серии 4А
Типораз - мер двигате ля | Габаритные размеры | Установочные и присоединительные размеры | Масса кг | ||||||||||||||||||
L1 | L2 | H | D | L3 | L4 | L5 | L6 | d1 | d2 | d3 | b1 | b2 | b3 | h | h1 | h2 | h3 | h4 | h5 | ||
Двигатели исполнения M100 | |||||||||||||||||||||
4А50 | 174 | 142 | 104 | 20 | — | 63 | 32 | 9 | — | 5,8 | 3 | 80 | 50 | 3 | 10,2 | 6 | 3,3 | ||||
4A56 | 194 | 221 | 152 | 120 | 23 | 23 | 71 | 36 | 11 | 11 | 5,8 | 4 | 4 | 90 | 56 | 4 | 4 | 12,5 | 12,5 | 7 | 4,5 |
4А63 | 216 | 250 | 164 | 130 | 30 | 30 | 80 | 40 | 14 | 14 | 7 | 5 | 5 | 100 | 63 | 5 | 5 | 16 | 16 | 7 | 6,3 |
4А71 | 285 | 330 | 201 | 170 | 40 | 40 | 90 | 45 | 19 | 19 | 7 | 6 | 6 | 112 | 71 | 6 | 6 | 21,5 | 21,5 | 9 | 151 |
4А80А | 300 | 355 | 218 | 186 | 50 | 50 | 100 | 50 | 22 | 22 | 10 | 6 | 6 | 125 | 80 | 6 | 6 | 24,5 | 24,5 | 10 | 174 |
4А80В | 320 | 375 | 218 | 186 | 50 | 50 | 100 | 50 | 22 | 22 | 10 | 6 | 6 | 125 | 80 | 6 | 6 | 24,5 | 24,5 | 10 | 20,4 |
4A90L | 350 | 402 | 243 | 208 | 50 | 50 | 125 | 56 | 24 | 24 | 10 | 8 | 8 | 140 | 90 | 7 | 7 | 27 | 27 | 11 | 28,7 |
4A100S | 365 | 427 | 263 | 235 | 60 | 60 | 112 | 63 | 28 | 28 | 12 | 8 | 8 | 160 | 100 | 7 | 7 | 31 | 31 | 12 | 36 |
4A100L | 395 | 457 | 263 | 235 | 60 | 60 | 140 | 63 | 28 | 28 | 12 | 8 | 8 | 160 | 100 | 7 | 7 | 31 | 31 | 12 | 42 |
4А112М | 452 | 534 | 310 | 260 | 80 | 80 | 140 | 70 | 32 | 32 | 12 | 10 | 10 | 190 | 112 | 8 | 7 | 35 | 35 | 12 | 56 |
4A132S | 480 | 560 | 350 | 302 | 80 | 80 | 140 | 89 | 38 | 38 | 12 | 10 | 10 | 216 | 132 | 8 | 7 | 41 | 41 | 13 | 77 |
4А132М | 580 | 610 | 350 | 302 | 80 | 80 | 178 | 89 | 38 | 38 | 12 | 10 | 10 | 216 | 132 | 8 | 7 | 41 | 41 | 13 | 93 |
4A160S | 624 | 737 | 430 | 358 | 110 | 110 | 178 | 108 | 42 | 42 | 15 | 12 | 12 | 254 | 160 | 8 | 8 | 45 | 45 | 18 | 130 |
430 | 48 | 14 | 12 | 254 | 160 | 9 | 8 | 51,5 | 45 | 18 | 135 | ||||||||||
4А160М | 667 | 780 | 358 | 110 | 110 | 210 | 108 | 42 | 42 | 15 | 12 | 12 | 254 | 160 | 8 | 8 | 45 | 45 | 18 | 145 | |
42 | 42 | 15 | 14 | 12 | 254 | 160 | 9 | 8 | 51,5 | 45 | 18 | 160 | |||||||||
4A180S | 662 | 778 | 470 | 410 | 110 | 110 | 203 | 121 | 48 | 48 | 15 | 14 | 14 | 179 | 180 | 9 | 9 | 51,5 | 51,5 | 20 | 165 |
55 | 48 | 15 | 16 | 14 | 279 | 180 | 10 | 9 | 59 | 51,5 | 20 | 175 | |||||||||
4А180М | 702 | 818 | 470 | 410 | 110 | 110 | 241 | 121 | 48 | 48 | 15 | 14 | 14 | 279 | 180 | 9 | 9 | 51,5 | 51,5 | 20 | 185 |
55 | 16 | 10 | 59 | 20 | 195 | ||||||||||||||||
4А200М | 760 | 875 | 535 | 450 | 110 | 110 | 267 | 133 | 55 | 55 | 19 | 16 | 16 | 318 | 200 | 10 | 10 | 59 | 59 | 25 | 255 |
790 | 905 | 535 | 450 | 140 | 110 | 267 | 133 | 60 | 55 | 19 | 18 | 16 | 318 | 200 | 11 | 10 | 64 | 59 | 25 | 270 | |
4A200L | 800 | 915 | 535 | 450 | 110 | 110 | 305 | 133 | 55 | 55 | 19 | 16 | 16 | 318 | 200 | 10 | 10 | 59 | 59 | 25 | 280 |
830 | 945 | 535 | 450 | 140 | 110 | 305 | 133 | 60 | 55 | 19 | 18 | 16 | 318 | 200 | 11 | 10 | 64 | 59 | 25 | 310 | |
4A225M | 810 | 925 | 575 | 494 | 110 | 110 | 311 | 149 | 55 | 55 | 19 | 16 | 16 | 356 | 225 | 10 | 10 | 59 | 59 | 28 | 355 |
840 | 985 | 575 | 494 | 140 | 140 | 311 | 149 | 65 | 60 | 19 | 18 | 18 | 356 | 225 | 11 | 11 | 69 | 64 | 28 | 355 | |
4A250S | 915 | 1060 | 640 | 554 | 140 | 140 | 311 | 168 | 65 | 65 | 24 | 18 | 18 | 406 | 250 | 11 | 11 | 69 | 69 | 30 | 470 |
75 | 70 | 24 | 20 | 20 | 406 | 250 | 12 | 12 | 79,5 | 74,5 | 30 | 490 | |||||||||
4A250M | 955 | 1100 | 640 | 554 | 140 | 140 | 349 | 168 | 65 | 65 | 24 | 18 | 18 | 406 | 250 | 11 | 11 | 69 | 69 | 30 | 510 |
75 | 70 | 24 | 20 | 20 | 406 | 250 | 12 | 12 | 79,5 | 74,5 | 30 | 535 | |||||||||

 |
4. КОНСТРУИРОВАНИЕ КОРПУСНЫХ ДЕТАЛЕЙ
РЕДУКТОРОВ
Общие сведения
Корпусные детали обычно имеют довольно сложную форму, поэтому в большинстве случаев их получают методом литья. Для изготовления корпусных деталей методом литья широко применяются чугун, реже сталь. В тех случаях, когда вес машины ограничен, принимают легкие сплавы. Очень часто вместо литых корпусных деталей применяют корпусные детали, полученные методом сварки (обычно в индивидуальном и мелкосерийном производстве).
4.1. Методика конструирования литых деталей. Основные положения и требования
4.1.1. При конструировании литой корпусной детали стенки в любом месте следует выполнить одинаковой толщины.
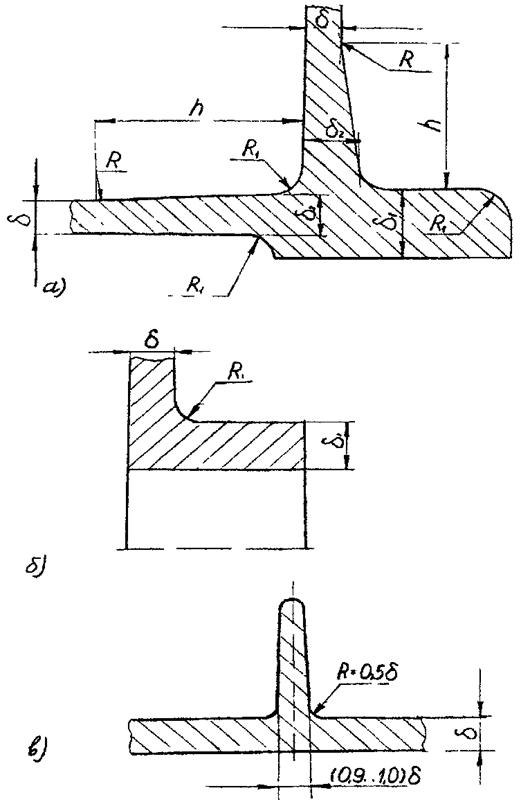
4.1.2. Места корпуса, от которых требуется большая прочность усиливаются ребрами. Толщина ребра у основания 5р= 0.85,
толщина ребра у вершин 0.55, где 5 - толщина стенки корпуса (рис.6,8).
4.1.3. Рекомендуемая толщина стенок в зависимости от габаритов корпуса приведена в табл.4.
Таблица 4
Значение "К", м | 0.41 | 0.75 | 1 | 1.5 | 1.8 | 2 | 2.5 | 3 | 3.5 | 4.5 |
Толщина стенок, мм | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 |
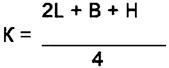
где L, В, Н - соответственно длина, ширина и высота корпуса редуктора (определяются при эскизной компоновке редуктора), в м.
4.1.4. В местах пересечения стенки должны сопрягаться по радиусам r и R (рис.9,10,12,13).Обычно применяют r = 0.5δ и R= 1.5δ.
4.1.5. Если стенки сопрягаются под острым углом, соединять их рекомендуется так, чтобы избежать нежелательного скопления металла.
4.1.6. Сопряжение стенок развей толщины.
Если отношения δ1/δ меньше 2, то сопряжение этих стенок производится радиусом R, равным 0.5 δ (рис.8,9,12)_При отношении δ1/δ больше 2 переход от одного сечения в другое должен производиться постепенно (рис.13). При конструировании корпусных деталей часто отдельным местам сообщают уклоны для упрочнения элемента детали или по другим соображениям. Такие уклоны называются конструктивными. Их изображают на чертеже детали со всеми необходимыми размерами (рис.7,8,9,12). Существуют также технологические уклоны (литейные), применяемые для свободной выемки модели из формы. Эти уклоны на чертежах не показывают.
4.1.7. При конструировании корпусных деталей следует четко отделять обработанные поверхности от необработанных. Часто ошибкой в проектах является плавное сопряжение необработанных и обработанных поверхностей корпуса.
Обработанные поверхности, как правило, должны выполняться в виде платков, выступающих над необработанными поверхностями. Если на одной поверхности имеется несколько платиков, то желательно, чтобы по высоте все они находились в одной плоскости, чтобы их обработать за один проход (рис.6,7). Высота платиков берется равной 3-5 мм.
4.2. Конструирование литых корпусов
Цилиндрические, конические, коническо-цилиндрические редукторы в большинстве случаев конструируют с разъемом корпуса по осям валов (рис. 1,6,7). Для этого валы располагают в одной плоскости. Такое исполнение создает большие удобства для сборки редуктора. Каждый вал собирается заранее, независимо от других валов и в собранном виде ставится в корпус.
В многоступенчатых коробках скоростей часто валы располагаются не в одной плоскости, поэтому разъем проходит не по всем валам. Разъем корпуса чаще всего делают параллельным плоскости основания (удобнее обрабатывать). Однако, возможно применение корпусов с разъемом по плоскости, не параллельной основанию. При этом снижается вес корпусной детали и улучшаются условия смазки зубчатых колес (все колеса окунаются в масляную ванну).
В наиболее распространенных конструкциях червячных редукторов разъем корпуса делается по оси червячного колеса. Червяк чаще всего имеет небольшой внешний диаметр, что позволяет устанавливать его в корпусе через отверстия подшипниковых гнезд.
Если в цилиндрическом редукторе оси валов размещены в вертикальной плоскости, то для удобства сборки плоскость разъема располагают на оси тихоходного вала. Если быстроходное колесо имеет небольшой диаметр и нарезается непосредственно на валу, то этот вал, аналогично червячному валу, вводится в корпус через отверстие подшипниковых гнезд. При диаметре быстроходного колеса больше диаметра отверстия под подшипники, подшипниковые гнезда растачиваются до диаметра несколько большего, чем диаметр колеса и в них ставятся стаканы, либо корпус делается с двумя разъемами.
Такое исполнение корпуса наиболее сложно и дорого. На рис 1,6,7,14 показаны различные варианты конструкции корпусов.
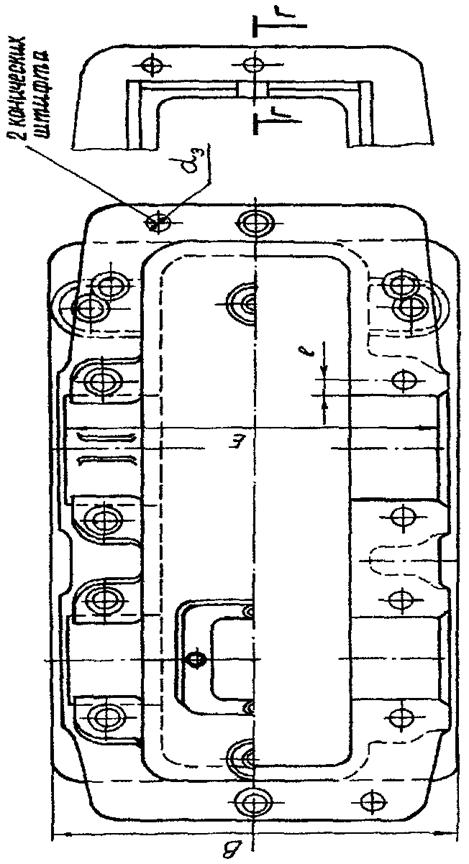
Для подъема и транспортировки редуктора в собранном виде и отдельно крышки и корпуса применяют рым-болты, проушины (ребро с отверстием) и крючья. Проушины и крючья отливаются вместе с корпусной деталью. Для рым-болта отливается специальный платик, где сверлится отверстие и на резьбе вставляется рым-болт. В последнее время рым-болты вытесняются крючьями и проушинами (рис.7,14).
Отверстия под подшипники в крышке и корпусе обрабатываются совместно (в сборе). Чтобы не было относительного смещения во время обработки крышки и корпуса, а также для точного фиксирования крышки и корпуса во время сборки в плоскости разъема (во фланцах), устанавливаются два конических штифта (ГОСТ), которые располагают на возможно большем расстоянии друг от друга (рис.76).
Поверхности сопряжения корпуса с крышкой для плотного их прилегания обрабатывают со значениями Ra =2.0мкм и 1.0 мкм,
 |



|
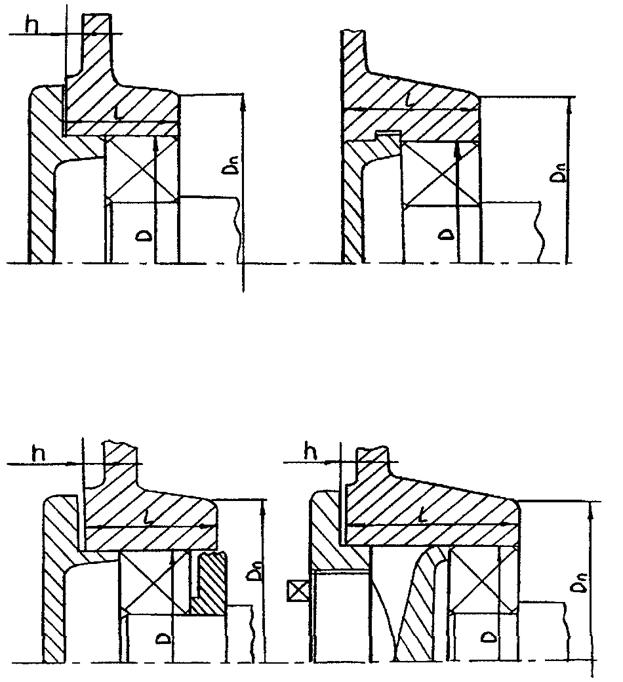
Рис.11.
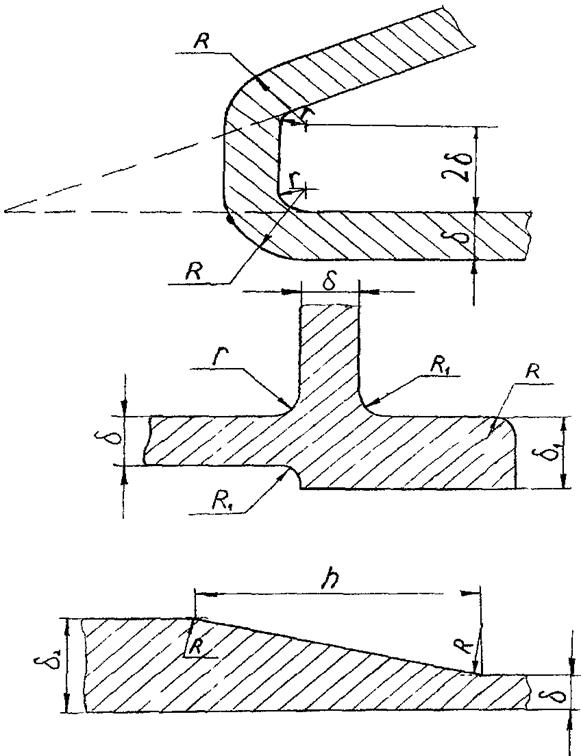
Рис.12.
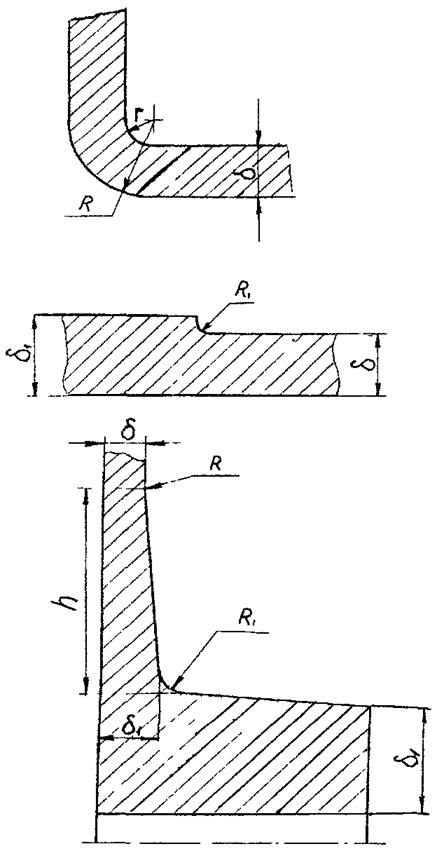
Рис.13.
 |
иногда даже шабрят и шлифуют, а при сборке эти поверхности для лучшего уплотнения смазывают олифой, жидким стеклом или спиртовым лаком.
Прокладки в плоскости разъема не ставят, так как они могут нарушить посадку подшипников или стаканов в корпус.
Для отжатия крышки от корпуса желательно предусмотреть во фланцах крышки или корпуса 2...4 резьбовых отверстий. При помощи болтов, ввинчиваемых в эти отверстия, крышка легко отделяется от корпуса (рис.7). В крышке корпуса обязательно следует предусмотреть окно для осмотра деталей и заливки масла. Окна закрываются крышками. Для крышки нужно предусмотреть платик (рис.6,7).
Как правило, для удобства обработки наружные торцы всех подшипниковых гнезд должны лежать в одной плоскости и обязательно выступать, минимум на 3-4 мм над поверхностью фланцев (рис.6.7,14).
В корпус редуктора для смазки зубчатых колес заливается масло. С течением времени масло загрязняется продуктами изнашивания. Это вынуждает периодически менять масло. Для этой цели в корпусе редуктора предусматриваются сливные отверстия, закрываемые пробками. Под сливную пробку должна быть обязательно предусмотрена бобышка, торец которой должен быть обработан со значениями Rz=63 мкм (рис.6,7).
Дно корпуса редуктора желательно делать с уклоном 2-3 градуса в сторону сливного отверстия.
4.3. Конструирование сварных корпусов
Для единичного мелкосерийного производства экономически выгоднее корпуса редукторов изготавливать сварными, а не литыми. Сварные корпуса и крышки редукторов состоят из элементов, изготовленных из проката (листовая сталь, уголки и др.).
Толщину стенки корпуса и крышки можно принимать равной 0.8 от толщины стенок чугунного литого корпуса. Остальные размеры определяются по приведенным выше эмпирическим зависимостям для чугунных корпусов.
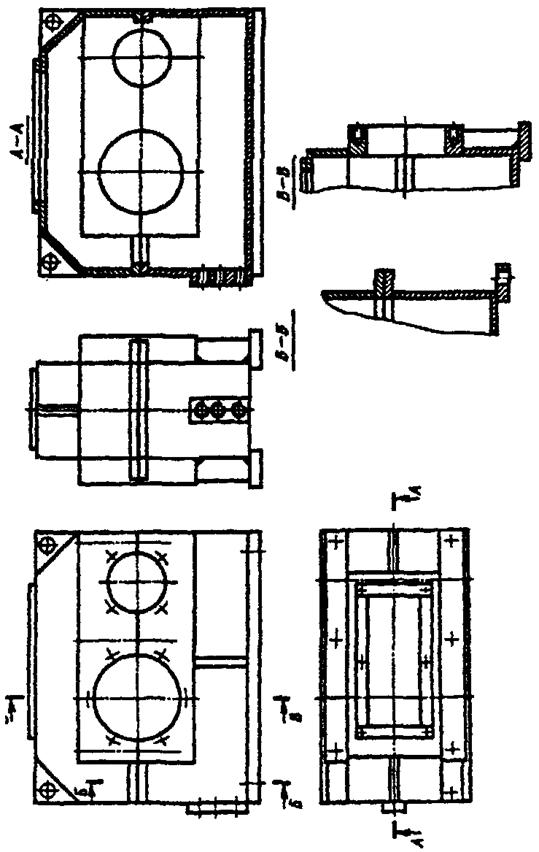
Для увеличения жесткости сильно нагруженных мест корпуса и крышки применяются ребра жесткости. Примерная конструкция сварного корпуса показана на рис.15.
На этом рисунке в сечении А-А показаны возможные варианты сопряжения между собой вертикальных стенок корпуса и крышки. Наиболее технологической считается такая конструкция соединения стенок, которая не требует дополнительной обработки. В сечении Б-Б показано соединение вертикальных стенок с дном, а в сечении В-В показано соединение стенок с опорными платиками.
После сварки корпус и крышка редуктора подвергаются отжигу для снятия внутренних напряжений, возникающих в результате нагрева во время сварки.
Снятие внутренних напряжений необходимо для того, чтобы в дальнейшем исключить коробление (деформацию под действием внутренних напряжений) корпуса и крышки редуктора.
После отжига производят разметку и механическую обработку плоскостей и отверстий корпуса и крышки (плотность разъема, отверстия под болты, гнезда подшипников и др.). Технология обработки такая же, как и литого корпуса. Подробнее конструирование сварных корпусов приведены [2, 3].
Литература
1. Иванов машин. - М. Высшая школа, 1991
2. , Иванов машин, курсовое проектирование.
-М.: Высшая школа, 1975.
3. Дунаев узлов и деталей машин. - М.: Высшая школа,1978.
4. , , ,, Чернилевский проектирование деталей машин. - М. Машиностроение, 1981.
5. Анурьев конструктора машиностроителя. - М. Машиностроение, т!,1978.
6. Анурьев конструктора машиностроителя. — М.: Машиностроение, т2,1978.
7. , , - Подшипники качения.
- М.; Машиностроение, 1975.
Разработка чертежа редуктора. Методические указания для студентов всех специальностей очной и заочной форм обучения, изучающих дисциплины «Детали машин и ПТМ».
Методическое пособие рассмотрено и одобрено на методическом совете Механико-технологическим институтом.
Составитель: к. т.н. профессор
доцент Школен ко А. Л.
ст. преподаватель:
Подписано к печати 8.06.01 Заказ1б
Формат 60 * 84/16 Объём 2 п. Л.
Тираж 50 Бесплатно
Печать плоская

УДК 621.833.3(075.5) Тюмень ТГСХА Р17

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
