
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Технология ковки и объемной штамповки
(лекции проф. в тезисном изложении) | Лекции на 7, 8 семестр – 60 часов. |
ЛЕКЦИЯ № 1
Системный анализ заготовительной базы машиностроения и преимущества технологии ковки и объемной штамповки
Известно, что лучший металл – это металл пластически деформированный и термообработанный. Поковки после термообработки обладают наилучшими механическими показателями (например, в сравнении с литыми деталями из той же марки стали).
Уровень технологии ковки и штамповки определяет уровень индустриальной мощи страны и ее обороноспособности (для справки: в самый разгар Великой Отечественной войны, 29 января 1943 г, вышел приказ №17 ВКВШ об открытии в Станкине специальности «Машины и технология обработки металлов давлением» и кафедры «Оборудование и технология ковки и штамповки»).
Распространенность технологии ковки и объемной штамповки
В СССР к 1990 г. производилось:
7 млн. тонн | штампованных поковок |
1,3 млн. тонн | кованных поковок из слитков |
1,4 млн. тонн | кованных поковок из проката |
Учитывая, что для листовой штамповки потреблялось до 20 млн. тонн металла, то 1/5 часть всей выплавляемой стали подвергалась ОМД.
В настоящее время с учетом резкого спада производства в машиностроении и того факта, что часть кузнечно-прессовых мощностей осталась на Украине, производство поковок в России находится на уровне 4,5 – 5 млн. тонн (прогноз на 2015 год, сейчас меньше в 1,5 раза).
Ковкой изготавливают поковки массой до 300 тонн, а штамповкой от десятков граммов до сотен килограмм. Детали, полученные ковкой и штамповкой, обладают высокой прочностью, ударной вязкостью и стабильностью свойств. Поэтому наиболее нагруженные детали машин делают кованными или штампованными.
Ковка и горячая, полугорячая и холодная объемная штамповка является металлосберегающими и энергосберегающими видами обработки металлов. Ковку применяют в единичном и мелкосерийном производстве, а штамповку в серийном и массовом.
Для установления тенденции развития технологии ковки и штамповки, а также выработки в себе способности определения наиболее целесообразных решений при выборе технологии, инженер должен владеть знаниями в области системного анализа.
Кратко:
Системный анализ –
– современный метод решения проблем, основанный на рассмотрении системы как взаимосвязанной совокупности элементов;
или
– метод принятия решения, основанный на выявлении и оценки альтернатив.
Результатом системного анализа объекта управления является принятие управляющего решения.
На основе системного анализа можно установить тенденции развития технологии и наметить перспективу.
Основные принципы системного анализа:
1. Рассмотрение объекта как целостной системы.
Например, технологической системы ГОШ и ХОШ. Система ГОШ – является совокупностью объектов (нагрев заготовки, операции и т. д.), соединенных упорядоченными материальными и информационными связями.
2. Декомпозиция системы и установление связей между элементами.
3. Установление цели и методов их достижения (перспективные технологии – нанотехнологии).
4. Оценка возможных последствия (критерии эффективности).
Примеры: строительство Волховской и Братской ГЭС.
Диаграмма структуры заготовительной базы машиностроения (по состоянию на 1990 г.)
Исходные материалы для кузнечно-прессового производства
Слитки, прокат различных профилей, прессованные прутки и трубы (в основном из цветных металлов и сплавов), жидкий металл (ограниченное применение)
95% поковок изготавливают из сталей.
Сталь классифицируется по:
а) химическому составу:
углеродистая;
· низколегированная (до 0,25% С – высокопластичные стали);
· среднеуглеродистая (до 0,60% С);
· высокоуглеродистая (свыше 0,60% С);
легированная;
нержавеющая (12Х18Н10Т и др.);
жаропрочная (20Х13, 40Х13 и др.);
б) назначению:
конструкционная (сталь 10, 20, 30, 45, 50);
электротехническая (железо статора – ротора);
инструментальная (9ХС, Х12М, Р6М5 и др.);
в) способу получения:
в мартенах (исчезает);
в конверторах;
в электропечах;
г) способу раскисления:
спокойная;
полуспокойная;
кипящая (08КП для вытяжки).
Цветные металлы и сплавы:
Алюминиевые сплавы: (см. методические указания).
В основном используются деформированные алюминиевые сплавы:
а) нетермообрабатываемые АМг2, АМг3… АМг6;
б) термообрабатываемые АК4, АК6, Д16Т, В95 и др.
Плотность алюминиевых сплавов – 2,71 гр/см3; сталь – 7,85 гр/см3. В условиях деформации по схеме всестороннего сжатия возможно использование и литейных алюминиевых сплавов: АЛ9, АК12М2, АК7 и другие (штамповка методом гидромеханического выдавливания).
В земной коре: 5% - Fe; 7% - Al; 2% - Mg; 0,01% - Ti.
Mg имеет плотность 1,73 гр/см3; Ti – 4,5 гр/см3:
Mg постепенно будет вытеснять Al-сплавы в автомобилестроении – стоимость Mg-сплавов примерно в 2 раза больше, чем Al.
ЛЕКЦИЯ №2
Слитки
Получают слитки:
а) литьем в изложницы (рис. 1);
б) методом непрерывной разливки в машинах непрерывной разливки сталей – МНРС (способ изобретен в СССР, максимально освоен в Японии (см. схему в приложении).
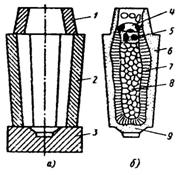
Рис. 1. Изложница (а) и строение слитка (б):
1 – надставка; 2 – корпус изложницы; 3 – поддон; 4 – усадочная раковина; 5 – усадочная рыхлость; 6 – поверхностный мелкокристаллический слой; 7 – слой столбчатых кристаллитов;
8 – зона разноосных кристаллитов; 9 – донная часть слитка.
Слиток является заготовкой для крупных кованых поковок, масса которых исчисляется в тоннах, а минимальная площадь наибольшего поперечном сечения превышает 1200 см2. Слитки редко применяют для горячей штамповки.
В зависимости от габаритов и конструкций изделии слитки из конструкционной стали можно изготовлять массой 1,6-170 и даже до 300 т. Из легированной стали слитки отливают меньшей массой. Форма слитков обычно усеченная пирамида с отношением длины к среднему поперечному размеру от 2 до 3. Поперечное сечение многоугольное (8-, 12-, 16-угольное).
Слитки, предназначенные для ковки, отливают широким концом кверху, чтобы усадочная раковина располагалась в прибыльной части (рис. 1).
Используют только здоровую часть слитка, в которой нет усадочной раковины и рыхлости. Эту часть используют для изготовления поковок. диаметр этой части колеблется от 400 мм для слитка массой 1,6 т и до 1800 мм для слитка массой 100 т, при длине части соответственно 1300 и 3900 мм.
Масса прибыльной части составляет 18-20 %, а масса донной части 3-5 % массы слитка.
Для легированной стали отход на прибыльную и донную части значительно больше и составляет соответственно примерно 30 и 5-8 %. Кроме обычных слитков в промышленности применяют и другие виды слитков: удлиненные, полые малоприбыльные и тонкие слитки электрошлакового переплава.
Слитки, получаемые в таких машинах МНРС сечением Æ 430 мм, прямоугольного сечения до 400´600 мм и более являются перспективными для большой номенклатуры кованных поковок.
На Выксинском металлургическом заводе штампуют до 0,81 млн. ж/д колес в год из слитков Æ 430 мм.
Слитки обладают неоднородностью механических характеристик по сечению и по длине. Это является следствием неоднородности макростроения слитка (рис. 1, б) и его химической неоднородности, в частности, неравномерности распределения углерода.
После заливки при кристаллизации вначале образуется поверхностная корка металла с мелкими равноосными кристаллитами 6. Затем получается зона столбчатых кристаллитов 7. В конце остывания жидкого металла в середине слитка возникают крупные неориентирoванные кристаллиты 8. Вверху образуется усадочная раковина 4 и под ней усадочная рыхлость 5.
Сортовой прокат от А = Dз = 250 мм до Æ 5 мм.
Блюмсы 450´450 мм |
|
ГОСТ 2591-88 ГОСТ 2590-88 | |
Профильный прокат |
|
Периодический прокат |
|
Полосовая заготовка |
|
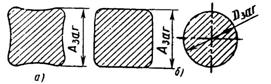
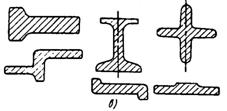
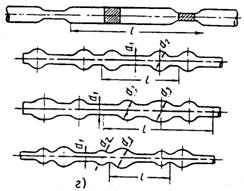
Табл. 1. Катаный металл, применяемый для ковки и штамповки:
Азаг - сторона квадрата; Dзаг - диаметр заготовки; l – длина периода заготовки.
Прессованные профили из Al-сплавов: до Æ 400 мм; и трубные заготовки до Æ 400 S = 70 и более мм.
Каждой партии металла выдается сертификат. В нем указывается: марка стали (сплава), хим. состав, № плавки (дата).
Виды брака
Брак подразделяют:
· металлургического происхождения: трещины, волосовины, закаты, шлаковые включения, флокены (водородные трещины), перепутывание марок (случай на Курской дуге: Емельянвов. «О времени товарищах и себе»). Обосновать необходимость входного неразрушающего контроля (100% контроль для поковок ответственного назначения).
· технологического происхождения в кузнечных цехах: зажимы, прострелы, утяжины и др.
