
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]() (27)
(27)
![]() (28)
(28)
![]() (29)
(29)
![]() . (30)
. (30)
 (31)
(31)
![]() (32)
(32)
![]() (33)
(33)
![]() (34)
(34)
 (35)
(35)
 (36)
(36)
В процессе перевода волокон в высокоэластичное состояние в каждый момент времени t измеряются реализуемые значения ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() , которые сравниваются со значениями
, которые сравниваются со значениями ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() , вычисленными системой управления. При расхождении величин реального процесса и величин, вычисленных системой управления до 10%, подается команда о неудовлетворительном качестве данного процесса ВТО, и процесс останавливается с целью анализа причин плохого качества процесса. Функции
, вычисленными системой управления. При расхождении величин реального процесса и величин, вычисленных системой управления до 10%, подается команда о неудовлетворительном качестве данного процесса ВТО, и процесс останавливается с целью анализа причин плохого качества процесса. Функции ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() позволяют определять момент окончания процесса перевода волокон в высокоэластичное состояние и подавать на регулятор предварительную команду о моменте переходе на другой режим. Следует также учесть, что функции
позволяют определять момент окончания процесса перевода волокон в высокоэластичное состояние и подавать на регулятор предварительную команду о моменте переходе на другой режим. Следует также учесть, что функции ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() будут зависеть от характеристик ткани: плотности ткани
будут зависеть от характеристик ткани: плотности ткани ![]() , коэффициента теплопроводности
, коэффициента теплопроводности ![]() , что позволяет рассчитать функции
, что позволяет рассчитать функции ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() для различного вида тканей и учесть характеристики тканей для рассматриваемого процесса ВТО.
для различного вида тканей и учесть характеристики тканей для рассматриваемого процесса ВТО.
Управление процессом перевода волокон тканей в высокоэластическое состояние осуществляется системой управления согласно разработанной блок - схеме (рисунок 3).
Проведенный системный анализ проблемы разработки методов проектирования процессов окончательной ВТО позволил выявить подсистемы и их элементы, установить целевые функции и определить структуру технологического процесса окончательной ВТО– метод, последовательность и условия
 обработки, а также способ обработки.
обработки, а также способ обработки.
При этом установлено, что параметры теплового воздействия на полуфабрикат во времени изучены не в полной мере.
В результате данного анализа разработана структурная схема проектирования и разработки нового способа и эффективного технологического процесса окончательной ВТО на примере мужского пиджака.
Установлено, что предпочтительной в технологическом плане является окончательная ВТО мужского пиджака с одного навешивания.
 Получены теоретические математические модели, в том числе алгоритмы для расчета параметров теплофизических процессов и блок-схемы управления теплофизическими процессами при окончательной ВТО.
Получены теоретические математические модели, в том числе алгоритмы для расчета параметров теплофизических процессов и блок-схемы управления теплофизическими процессами при окончательной ВТО.
В третьей главе представлены результаты экспериментальных исследований теплофизических процессов окончательной влажно-тепловой обработки швейных изделий для проверки сходимости результатов, с теорией, представленной в предыдущей главе, а также оптимизация температурных и временных параметров окончательной ВТО.
Объектом исследований был выбран мужской пиджак, как наиболее сложное изделие. В процессе исследований испытывались пакеты 38 видов тканей с различным содержанием искусственных и синтетических волокон.
Ниже приведены экспериментальные данные для пакета тканей исследуемого мужского пиджака состоящего из ткани камвольной, арт. 218 (шерсть 55%, полиэстер 45%), подкладки из ткани подкладочной арт. 2С2КВ, ГОСТ (вискоза 100%) и ткани прокладочной с регулярным клеевым точечным покрытием, арт. 86040 (лавсан 67%, вискоза 33%, клеевой порошок П548).
Экспериментальные исследования осуществлялись на специально разработанном и изготовленном стенде (рисунок 4). При этом регистрация и запись температурных показателей ВТО производились одновременно в 18 точках посредством малоинерционных термопар ХК Æ0,2. Для каждого конструктивного элемента мужского пиджака были разработаны индивидуальные схемы размещения термопар, как для измерения температурного градиента, так и для измерения температурного поля. Предложенный стенд позволяет моделировать с достаточной точностью процесс окончательной ВТО мужского пиджака и проводить экспериментальные исследования процессов теплового воздействия на его основные конструктивные элементы.
Рисунок 4 – Стенд для исследований температурных параметров влажно-тепловой обработки при прессовании конструктивных элементов мужского пиджака где: 1 – установка для ВТО мужского пиджака; 2 – парогенератор; 3 – компрессор; 4 – осциллограф с блоком питания
Полученные в результате экспериментальных исследований данные позволили разработать математические модели перевода волокон тканей в высокоэластическое состояние, а также модели тепловых процессов при прессовании, виброформовании и переводе в застеклованное состояние, для определения значений температуры во времени в различных точках по толщине пакетов тканей конструктивных элементов мужского пиджака, а построенные графики устанавливать характер распределения температуры в процессе ВТО.
При этом аппроксимация и ее оценка проводились в процессе обработки полученных данных с использованием математического аппарата программ «MathCad и Maple».
Для всех конструктивных элементов пиджака разработаны математические модели процесса перевода волокон тканей в высокоэластическое состояние, а также модели тепловых процессов при прессовании, виброформовании и переводе волокон ткани в застеклованное состояние. Ниже для примера приведены некоторые из них. При переводе волокон тканей в высокоэластическое состояние технологическим паром с температурой Тпара ≥ 135оС:
Зависимость температуры от толщины пакета тканей во времени при пропаривании спинки (рисунок 5):
1 - при t = 0; T = 20,00 - 0,01×b + 0,07×b2 - 0,13×b3 + 0,07×b4; (37)
2 - при t = 2; T = 102,16 - 68,91×b + 96,59×b2 - 99,05×b3 + 46,92×b4; (38)
3 - при t = 4; T = 132,38 - 94,25×b + 132,09×b,43×b3 + 64,16×b4; (39)
4 - при t = 6; T = 143,5,58×b + 145,16×b,82×b3 + 70,50×b4. (40)
где: b – толщина пакета тканей в мм;
t – длительность обработки в секундах.
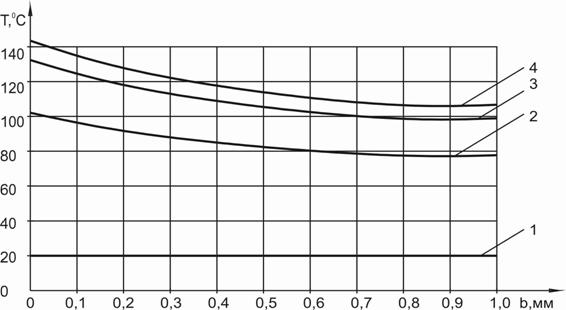
Рисунок 5 − Распределение температуры по толщине пакета тканей при пропаривании спинки. 1-до пропаривания, 2-4 через 2, 4, 6, с пропаривания.
Зависимость температуры от времени по толщинам пакетов тканей при пропаривании спинки (рисунок 6):
1- при b = 0; T = 19,33 + 72,75×t - 24,41×t2 + 4,55×t3 - 0,32×t4 ; (41)
2 - при b = 0,6; T = 19,51 + 53,16×t - 17,83×t2 + 3,33×t3 - 0,24×t
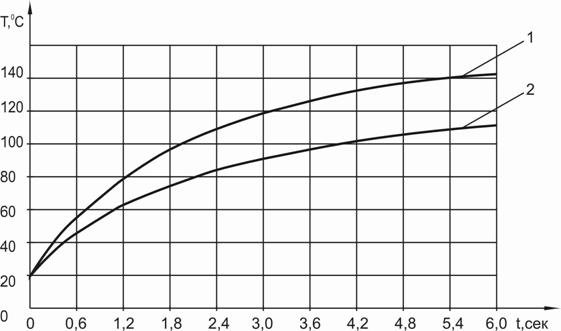
Рисунок 6 − Распределение температуры во времени по толщинам пакета тканей при пропаривании спинки 1-на лицевой поверхности, 2-на толщине 0,6 мм
После перевода волокон тканей в высокоэластическое состояние стойка воротника, верх каждого рукава, верх рукавов ниже подокатников и клапаны карманов одновременно прессуются, пропариваются с двух сторон с последующим прессованием без пропаривания, а плечевые окаты и лацканы одновременно прессуются и пропариваются со стороны лицевой части изделия с последующим прессованием без пропаривания.
При этом: температура пара Тпара ≥ 135оС, температура рабочих поверхностей гладильных подушек Тпод ≥ 150оС, температура рабочей части манекена Тман ≥ 110оС.
Зависимость температуры от толщины пакета тканей во времени при прессовании (рисунок 7):
1-при t = 1 с; T=121,69-18,979·b+5,382·b2-0,654·b3+0,0284·b4; (43)
2-при t = 2 с; T=129,04-16,838·b+3,965·b2-0,424·b3+0,0166·b4; (44)
3-при t = 3 с; T=140,68-20,117·b+4,471·b2-0,458·b3+0,0175·b4; (45)
4-при t = 4 с; T=144,58-6,047·b-0,176·b2+0,091·b3-0,0049·b4; (46)
5-при t = 5 с; T=147,79-7,471·b+0,525·b2-0,029·b3+0,0018·b4; (47)
6-при t = 6 с; T=149,75-7,418·b+0,606·b2-0,051·b3+0,0031·b4; (48)
где: b – толщина пакета тканей в мм;
t – длительность обработки в секундах.
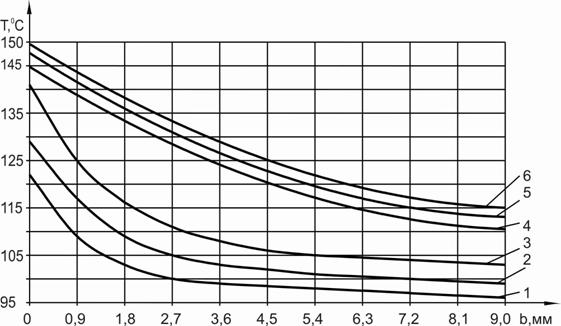
Рисунок 7 – Распределение температуры по толщине пакета тканей при прессовании плечевых окатов. 1…3- через 1, 2, 3 с пропаривания и прессования; 4…6 – через 4, 5, 6 с прессования.
Зависимость температуры от времени по толщинам пакетов тканей (рисунок 8):
1-при b=0мм; Т=130,50-22,85·t+17,850·t2-3,8739·t3+0,27074·t4; (49)
2-при b=0,9мм; Т=108,51-6,68·t+7,576·t2-1,2945·t3+0,06271·t4; (50)
3-при b=1,8мм; Т=111,03-21,85·t+14,404·t2-2,4228·t3+0,12543·t4; (51)
4-при b=2,7мм; Т=111,87-24,55·t+14,108·t2-2,1965·t3+0,10464·t4; (52)
5-при b=3,6мм; Т=106,20-15,42·t+8,495·t2-1,0110·t3+0,02129·t4; (53)
6-при b=4,5мм; Т=100,52-7,37·t+4,418·t2-0,2964·t3-0,02049·t4; (54)
7-при b=5,4мм; Т=104,02-14,11·t+8,323·t2-1,2643·t3+0,05856·t4; (55)
8-при b=6,3мм; Т=99,09-5,89·t+3,943·t2-0,4158·t3+0,00226·t4; (56)
9-при b=7,2мм; Т=101,68-10,89·t+6,754·t2-1,0540·t3+0,05015·t4; (57)
10-при b=8,1мм; Т=101,93-11,58·t+7,051·t2-1,1274·t3+0,05639·t4; (58)
11-при b=9,0мм; Т=98,84-6,45·t+4,249·t2-0,5799·t3+0,02093·t4; (59)
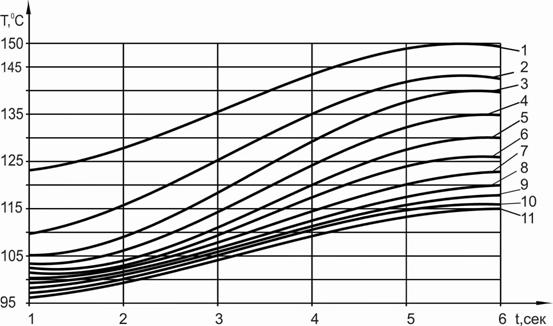
Рисунок 8 – Распределение температуры во времени по толщине пакета тканей при прессовании плечевых окатов. 1 - на лицевой поверхности;
2…10 – на толщинах (0,9; 1,8; 2,7; 3,6; 4,5; 5,4; 6,3; 7,2; 8,1; 9 мм)
Виброформование спинки и полочек швейного изделия проводилось одновременно с пропариванием изделия, со стороны манекена в течение 6 сек и последующим действием, нагретым воздухом при непрерывном воздействии вибрацией в течение 8 сек. Заключительным этапом обработки является предварительная сушка (удаление конденсата) в процессе вибровормования в течение 4 сек. При этом температура пара Тпара≥135оС, температура манекена Тпара≥110оС.
Зависимость температуры от толщины пакетов тканей во времени:
В процессе пропаривания полочек (рисунок 9):
1-при t = 1 с; Т=95,18 – 22,569×b – 9,100×b2 + 28,763×b3 – 12,9564018×b4; (60)
2-при t = 2 с; Т=108,02 – 30,099×b + 14,647×b2 – 5,274×b3 + 1,9544×b4; (61)
3-при t = 3 с; Т=118,84 – 38,047×b + 22,653×b2 – 14,378×b3 + 6,8405×b4; (62)
4-при t = 4 с; Т=126,84 – 35,339×b – 2,058×b2 + 20,213×b3 – 7,8158×b4; (63)
5-при t = 5 с; Т=133,77 – 42,456×b + 13,478×b2 – 0,955×b3 + 1,6114×b4; (64)
6-при t = 6 с; Т=139,85 – 43,854×b + 6,220×b2 + 5,261×b3 – 0,8428×b4; (65)
где: b – толщина пакета тканей в мм;
t – длительность обработки в секундах.
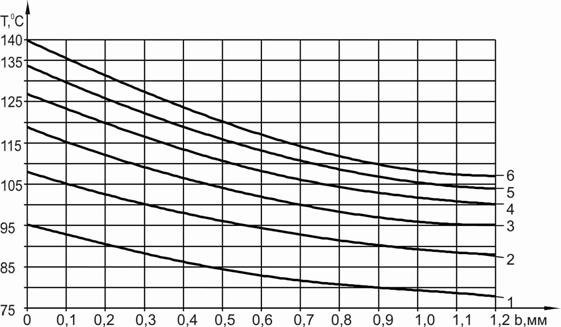
Рисунок 9 - Распределение температуры по толщине пакета тканей в процессе пропаривания при виброобработке полочек 1…6 – через 1, 2, 3, 4, 5, 6 с пропаривания и виброформования
В процессе обработки нагретым воздухом полочек (рисунок 10):
1-при t = 2 с; Т=142,05 – 45,061×b + 32,026×b2 – 22,611×b3 + 9,6639×b4; (66)
2-при t = 4 с; Т=144,94 – 26,887×b + 20,751×b2 + 41,021×b3 – 15,27191×b4; (67)
3-при t = 6 с; Т=147,17 – 26,787×b + 10,352×b2 – 3,186×b3 + 1,6914×b4; (68)
4-при t = 8 с; Т=149,97 – 17,417×b – 17,220×b2 + 29,992×b3 – 11,16192×b4; (69)
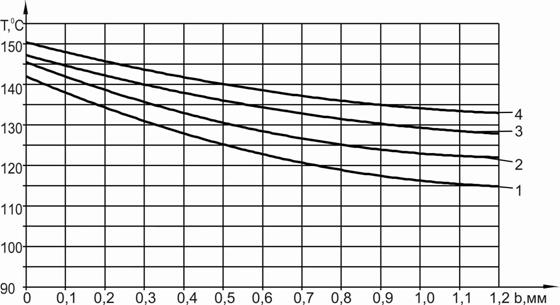
Рисунок 10 - Распределение температуры по толщине пакета тканей в процессе обработки нагретым воздухом при виброформовании полочек
1…4– через 2, 4, 6, 8 с обработки нагретым воздухом и виброформования
В процессе охлаждения полочек (рисунок 11):
1-при t = 1 с; Т=147,26 – 26,687×b + 11,541×b2 + 4,074×b3 – 3,8836×b4; (70)
2-при t = 2 с; Т=143,81 – 36,904×b + 40,663×b2 – 29,842×b3 + 9,3989×b4; (71)
3-при t = 3 с; Т=138,06 – 34,108×b + 25,384×b2 – 14,752×b3 + 4,6895×b4; (72)
4-при t = 4 с; Т=131,84 – 35,833×b + 11,479×b2 + 8,108×b3 – 5,0788×b4; (73)
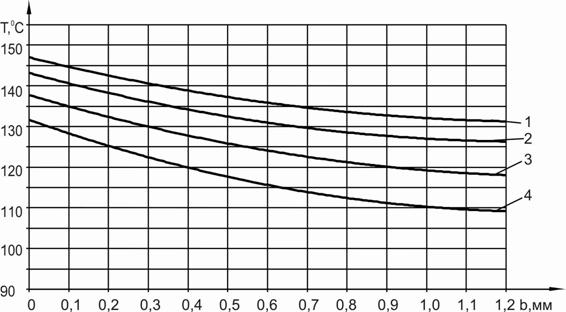
Рисунок 11 - Распределение температуры по толщине пакета тканей в процессе охлаждения при виброформовании полочек 1…4– через 1, 2, 3, 4 сек охлаждения и виброформования
Зависимость температуры от времени по толщинам пакетов тканей:
В процессе пропаривания полочек (рисунок 12):
1-при b=0мм; Т=1,04 + 143,20×t – 65,606×t2 + 12,9142×t3 – 0,88637×t4; (74)
2-при b=0,1мм; Т=1,05 + 140,43×t – 64,709×t2 + 12,7501×t3 – 0,87501×t4; (75)
3-при b=0,2мм; Т=0,99 + 139,01×t – 63,811×t2 + 12,5859×t3 – 0,86364×t4; (76)
4-при b=0,3мм; Т=0,88 + 134,26×t – 62,379×t2 + 12,3839×t3 – 0,8560×t4; (77)
5-при b=0,4мм; Т=0,93 + 129,63×t – 59,209×t2 + 11,5834×t3 – 0,79167×t4; (78)
6-при b=0,5мм; Т=0,90 + 126,63×t – 57,697×t2 + 11,2374×t3 – 0,76516×t4; (79)
7-при b=0,6мм; Т=0,87 + 126,03×t – 58,193×t2 + 11,4369×t3 – 0,78410×t4; (80)
8-при b=0,7мм; Т=0,81 + 125,48×t – 58,424×t2 + 11,5455×t3 – 0,79546×t4; (81)
9-при b=0,8мм; Т=0,77 + 124,66×t – 58,341×t2 + 11,5455×t3 – 0,79546×t4; (82)
10-при b=0,9мм; Т=0,86 + 121,93×t – 56,796×t2 + 11,2172×t3 – 0,77273×t4; (83)
11-при b=1мм; Т=0,88 + 119,75×t – 55,368×t2 + 10,8713×t3 – 0,74622×t4; (84)
12-при b=1,1мм; Т=0,85 + 119,05×t – 55,336×t2 + 10,5804×t3 – 0,73864×t4; (85)
13-при b=1,2мм; Т=0,82 + 118,65×t – 54,936×t2 + 10,7804×t3 – 0,73864×t4; (86)
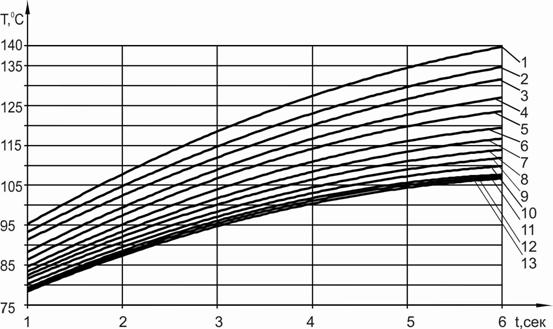
Рисунок 12 - Распределение температуры во времени по толщине пакета тканей в процессе пропаривания при виброобработке полочек. 1 – на изнаночной поверхности; 2…13 – на соответствующих толщинах (0,1 - 1,3 мм)
В процессе обработки нагретым воздухом полочек (рисунок 13):
1-при b=0мм; Т=0 + 145,75×t – 50,210×t2 + 7,1253×t3 – 0,35418×t4; (87)
2-при b=0,1мм; Т=0 + 141,17×t – 48,501×t2 + 6,8961×t3 – 0,34377×t4; (88)
3-при b=0,2мм; Т=0 + 135,92×t – 46,210×t2 + 6,5211×t3 – 0,32293×t4; (89)
4-при b=0,3мм; Т=0 + 133,34×t – 45,585×t2 + 6,4794×t3 – 0,32293×t4; (90)
5-при b=0,4мм; Т=0 + 130,75×t – 44,960×t2 + 6,4377×t3 – 0,32293×t4; (91)
6-при b=0,5мм; Т=0 + 126,67×t – 43,147×t2 + 6,1461×t3 – 0,30731×t4; (92)
7-при b=0,6мм; Т=0 + 126,09×t – 43,605×t2 + 6,2919×t3 – 0,31772×t4; (93)
8-при b=0,7мм; Т=0 + 124,54×t – 43,345×t2 + 6,3023×t3 – 0,32033×t4; (94)
9-при b=0,8мм; Т=0 + 121,50×t – 41,897×t2 + 6,0627×t3 – 0,30731×t4; (95)
10-при b=0,9мм; Т=0 + 117,79×t – 39,866×t2 + 5,6773×t3 – 0,28387×t4; (96)
11-при b=1мм; Т=0 + 116,75×t – 39,501×t2 + 5,6252×t3 – 0,28126×t4; (97)
12-при b=1,1мм; Т=0 + 116,23×t – 39,319×t2 + 5,5992×t3 – 0,27996×t4; (98)
13-при b=1,2мм; Т=0 + 115,71×t – 39,137×t2 + 5,5731×t3 – 0,27866×t4; (99)
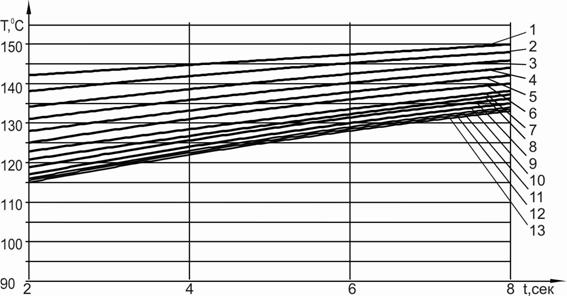
Рисунок 13 - Распределение температуры во времени по толщине пакета тканей в процессе обработки нагретым воздухом при виброформовании полочек 1 – на изнаночной поверхности; 2…13 – на соответствующих толщинах (0,1 - 1,3 мм)
В процессе охлаждения полочек (рисунок 14):
1-при b=0мм; Т=0 + 307,00×t – 214,50447×t2 + 60,5019×t3 – 6,00023×t4; (100)
2-при b=0,1мм; Т=0 + 308,00×t – 219,67105×t2 + 63,0018×t3 – 6,33356×t4; (101)
3-при b=0,2мм; Т=0 + 302,75×t – 214,87927×t2 + 61,2518×t3 – 6,12522×t4; (102)
4-при b=0,3мм; Т=0 + 294,59×t – 207,62919×t2 + 58,9184×t3 – 5,87522×t4; (103)
5-при b=0,4мм; Т=0 + 290,67×t – 205,17074×t2 + 58,3350×t3 – 5,83355×t4; (104)
6-при b=0,5мм; Т=0 + 289,42×t – 204,71232×t2 + 58,0850×t3 – 5,79187×t4; (105)
7-при b=0,6мм; Т=0 + 287,59×t – 203,71224×t2 + 57,9183×t3 – 5,79187×t4; (106)
8-при b=0,7мм; Т=0 + 285,50×t – 202,25389×t2 + 57,5016×t3 – 5,75020×t4; (107)
9-при b=0,8мм; Т=0 + 283,42×t – 200,79553×t2 + 57,0849×t3 – 5,70853×t4; (108)
10-при b=0,9мм; Т=0 + 280,00×t – 197,00384×t2 + 55,5016×t3 – 5,50020×t4; (109)
11-при b=1мм; Т=0 + 278,17×t – 196,00373×t2 + 55,3349×t3 – 5,50019×t4; (110)
12-при b=1,1мм; Т=0 + 277,13×t – 195,27456×t2 + 55,1265×t3 – 5,47936×t4; (111)
13-при b=1,2мм; Т=0 + 276,09×t – 194,5453×t2 + 54,9182×t3 – 5,45853×t4; (112)
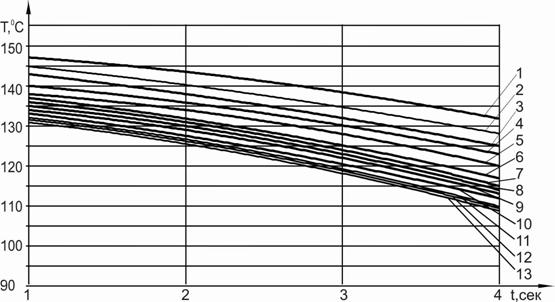
Рисунок 14 - Распределение температуры во времени по толщине пакета тканей в процессе охлаждения при виброформовании полочек 1 – на изнаночной поверхности; 2…13 – на соответствующих толщинах (0,1 - 1,3 мм)
Результаты экспериментальных исследований теплофизических процессов окончательной ВТО подтвердили адекватность результатам теоретических исследований. При этом критерий Фишера составил не менее 0,95.
Полученные математические модели позволили разработать эффективный метод определения и оптимизации режимов теплового воздействия на полуфабрикат при окончательной ВТО конструктивных элементов мужского пиджака.
В четвертой главе представлены результаты проектирования технологии окончательной ВТО швейных изделий.
Существенным фактором, определяющим внешний вид и качество швейных изделий, является разработка и совершенствование методов оценки эффективности окончательной влажно-тепловой обработки на стадии проектирования технологического процесса. В настоящее время задача определения качества ВТО решается двумя методами: качественным и количественным. Качественный учитывает только эффект обработки. При этом данный метод не учитывает частные показатели качества технологического процесса. Более перспективный – количественный метод, оценивающий качество ВТО по обобщенному показателю, однако известные количественные методы направлены на определение комплексного показателя эффективности окончательной ВТО и не учитывают эффективность тепловых процессов в отдельности.
В данной работе рассмотрены новые методы определения эффективности тепловых процессов при: переводе волокон тканей в высокоэластическое состояние; прессовании и виброформовании.
Для оценки предложены соответствующие аналитические зависимости в виде критериев оценки эффективности, полученные на базе научного метода выработки количественно обоснованных рекомендаций по принятию решений - "исследование операций". При этом важность количественного фактора и целенаправленность вырабатываемых рекомендаций является теория принятия оптимальных решений описываемых системой чисел в виде критерия оптимальности. Так, при переводе волокон тканей в высокоэластическое состояние учитываются механическая износостойкость ткани швейного изделия до и после обработки, неровности поверхности (помятость), искажение геометрической формы до и после ВТО. Кроме того, критерий оценки эффективности учитывает расчетное время и время выполнения операции.
В данном случае численные значения критерия определяются полученным уравнением:
 (113)
(113)
где ![]() - расчетное время выполнения технологической операции (перехода) с номером i, ч;
- расчетное время выполнения технологической операции (перехода) с номером i, ч;
![]() - время выполнения технологической операции (перехода) с номером j, ч;
- время выполнения технологической операции (перехода) с номером j, ч;
N - расчетное число технологических операций (переходов);
![]() - плотность распределения величины
- плотность распределения величины ![]() ;
;
Ти - механическая износостойкость ткани швейного изделия до ВТО, ч;
![]() - механическая износостойкость ткани швейного изделия после ВТО, ч;
- механическая износостойкость ткани швейного изделия после ВТО, ч;
![]() - плотность распределения величины
- плотность распределения величины ![]() ;
;
![]() - коэффициент неровностей после ВТО;
- коэффициент неровностей после ВТО;
fк(К) - плотность распределения величины К;
![]() - коэффициент неровностей до ВТО;
- коэффициент неровностей до ВТО;
![]() - коэффициент искажения формы после ВТО;
- коэффициент искажения формы после ВТО;
fe(e) - плотность распределения величины e;
e - коэффициент искажения формы до ВТО;
a1, a2, a3, a4 - коэффициенты взвешенности критериев.
Выбор этих коэффициентов определяется их важностью: a1 + a2 +a3 +a4 = 1.
Для оценки эффективности тепловых процессов при прессовании учитываются длительность теплового воздействия на полуфабрикат, влажность и температура пакета тканей в процессе статического и механического воздействия. Численные значения критерия определяются уравнением:
 +
+ +
+ , (114)
, (114)
где: ![]() - расчетная длительность теплового воздействия на полуфабрикат в процессе прессования, ч;
- расчетная длительность теплового воздействия на полуфабрикат в процессе прессования, ч;
![]() - длительность теплового воздействия на полуфабрикат в процессе прессования, ч;
- длительность теплового воздействия на полуфабрикат в процессе прессования, ч;
![]() - температура пакета тканей швейного изделия до процесса прессования, 0С;
- температура пакета тканей швейного изделия до процесса прессования, 0С;
![]() - температура пакета тканей швейного изделия после процесса прессования, 0С;
- температура пакета тканей швейного изделия после процесса прессования, 0С;
![]() - влажность пакета тканей швейного изделия до процесса прессования, %;
- влажность пакета тканей швейного изделия до процесса прессования, %;
![]() - влажность пакета тканей швейного изделия после процесса прессования, %;
- влажность пакета тканей швейного изделия после процесса прессования, %;
![]() ;
;
![]() >0, где
>0, где ![]() 1…3;
1…3;
![]() - коэффициенты важности критериев.
- коэффициенты важности критериев.
Для определения эффективности тепловых процессов при виброформовании предложен критерий, характеризующийся длительностью теплового воздействия на полуфабрикат влажностью и температурой пакета тканей. Численные значения критерия определяются уравнением:
++, (115)
где: ![]() - расчетная длительность теплового воздействия на полуфабрикат в процессе виброформования, ч;
- расчетная длительность теплового воздействия на полуфабрикат в процессе виброформования, ч;
![]() - длительность теплового воздействия на полуфабрикат в процессе виброформования, ч;
- длительность теплового воздействия на полуфабрикат в процессе виброформования, ч;
![]() - температура пакета тканей швейного изделия до процесса виброформования, 0С;
- температура пакета тканей швейного изделия до процесса виброформования, 0С;
![]() - температура пакета тканей швейного изделия после процесса виброформования, 0С;
- температура пакета тканей швейного изделия после процесса виброформования, 0С;
![]() - влажность пакета тканей швейного изделия до процесса виброформования, %;
- влажность пакета тканей швейного изделия до процесса виброформования, %;
![]() - влажность пакета тканей швейного изделия после процесса виброформования, %;
- влажность пакета тканей швейного изделия после процесса виброформования, %;
![]() ;
;
![]() >0, где
>0, где ![]() 1…3;
1…3;
![]() - коэффициенты важности критериев.
- коэффициенты важности критериев.
Критерии оценки эффективности позволяют оптимизировать параметры тепловых процессов, а приведенные уравнения определять аналитическим путем соответствующие числовые значения на стадии разработки технологии окончательной ВТО. Предложенный подход позволяет улучшить качество и товарный вид, повысить износостойкость изделия и экономические показатели процесса.
Анализ известных способов и технологий окончательной ВТО, и результаты проведенных исследований позволили разработать новый способ окончательной ВТО швейных изделий с приоритетным учетом тепловых процессов при: переводе волокон тканей в высокоэластическое состояние, прессовании и виброформовании.
Отличительной особенностью предлагаемого способа является то, что обработка стойки воротника, верха рукавов, боковых карманов, плечевых окатов, лацканов осуществляется с двухсторонним их пропариванием и последующим пропариванием только со стороны подкладки. При этом область боковых карманов пропаривается только со стороны лицевой части.
Кроме того, участки полуфабриката пропаривают с нагреванием его лицевой части до температуры не более 160 0С. Через ¾ длительности пропаривания осуществляют прессование в течение ¼ длительности пропаривания. Одновременно с прекращением пропаривания, полуфабрикат выдерживают под нагрузкой, воздействуя на него рабочей поверхностью верхней подушки, нагретой до 2000С, для предварительной сушки с ее окончанием вначале разгружения. Второе пропаривание полуфабриката начинают одновременно с виброформованием. После пропаривания полуфабрикат подвергают тепловому воздействию нагретым до 2000С воздухом. Через ½ длительности теплового воздействия продолжают обрабатывать вибрацией, а тепловое воздействие продолжают до ½ длительности процесса виброобработки.
При этом введена операция аспирации, которую начинают одновременно с операцией первого пропаривания и заканчивают одновременно с началом стабилизации вакуумным отсосом.
На базе нового способа разработаны основные приемы окончательной ВТО мужского пиджака, представленные на рисунке 15.
Существующие технологии проведения влажно-тепловой обработки обуславливают проведение дополнительных операций по утюжке и снятию лас, что не обеспечивает заданных требований к качеству изготовленных изделий и снижает производительность технологических процессов.
Предложенный способ влажно-тепловой обработки позволил разработать перспективный технологический процесс окончательной влажно-тепловой обработки мужского пиджака исключающий проведение дополнительных операций. При этом после навешивания пиджака на манекен и подвода шаблонов под лацканы, клапаны боковых карманов и воротник, обработка осуществляется в автоматическом режиме.
Рисунок 15 - основные приемы окончательной ВТО мужского пиджака
Затем верхние подушки стойки воротника, верха рукавов, клапанов боковых карманов подводят к изделию с зазором 5...10 мм и через них, а также через бюст манекена производят пропаривание технологическим паром. При этом Тпара≥ 135°С, Твп≥ 150°С, Тман≥ 110°С.
Через ¾ длительности пропаривания осуществляют одновременное прессование стойки воротника, верха рукавов и клапанов боковых карманов с последующим прессованием без пропаривания. При этом Pmax = 0,04 МПа, Твп ≤ 200°С.
По окончании процесса прессования и отвода подушек вышеупомянутых участков мужского пиджака в исходное положение для обработки плечевых окатов подводят подушки с зазором 5...10 мм с помощью которых осуществляют пропаривание при температуре пара ≥135°С, а затем прессование при давлении 0,04 МПа, после чего подушки отводят в исходное положение. Затем подводят с зазором 5...10 мм подушки для обработки лацканов, пропаривают их при температуре пара ≥ 135°С, а затем прессуют давлением 0,04 МПа.
После отвода соответствующих подушек в исходное положение изделие пропаривают через бюст и торс манекена со стороны подкладки паром (Тпара≥ 135°С) с одновременным виброформованием.
После пропаривания изделие подвергают продуванию нагретым до 2000С воздухом, а через ½ длительности продувания его продолжают обрабатывать вибрацией. При этом длительность продувания равна ½ длительности виброобработки. Частота вибрации равна Гц, а амплитуда – 0,5 мм.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
