


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
МЕТОДОЛОГИЯ ПОСТРОЕНИЯ И ИСПОЛЬЗОВАНИЯ БАЗЫ ДАННЫХ ДЛЯ ОЦЕНКИ РЕСУРСА МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ
(НА ПРИМЕРЕ МАШИН ОМД)
Специальность 05.02.13 – «Машины, агрегаты и процессы (металлургическое машиностроение)»
Технические науки
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Магнитогорск
2009
Работа выполнена в ГОУ ВПО «Магнитогорском государственном техническом университете им. »
Научный руководитель: доктор технических наук, профессор
Официальные оппоненты: доктор технических наук, профессор
,
кандидат технических наук
Ведущая организация: Южно-Уральский
государственный университет,
г. Челябинск
Защита состоится 3 июля 2009 г. в 14:00 на заседании диссертационного совета Д 212.111.03 в Магнитогорском государственном техническом университете им. г. Магнитогорск, пр. Ленина, 38, МГТУ, малый актовый зал.
С диссертацией можно ознакомиться в библиотеке Магнитогорского государственного технического университета им.
Автореферат разослан «___» ___________ 2009 г.
Ученый секретарь
диссертационного совета
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Современные промышленные предприятия, в частности предприятия металлургической отрасли, представляют собой сложные комплексы, включающие множество единиц оборудования. Их бесперебойная работа и отсутствие внеплановых простоев имеет большое значение с экономической точки зрения. Для обеспечения минимального риска аварийных остановок оборудования необходим его своевременный ремонт и техническое обслуживание. С другой стороны, не менее важным аспектом является минимизация эксплуатационных затрат, предполагающая, в том числе, увеличение межремонтных периодов. Это увеличивает вероятность возникновения отказов машин и их элементов.
Возникающее противоречие между стремлением обеспечить максимальную надежность и в то же время снизить расходы на запасные части требует точного прогнозирования срока службы сменных элементов оборудования. Определение ожидаемого ресурса деталей и узлов в условиях конкретного предприятия позволяет избежать как преждевременного прекращения их эксплуатации, так и аварийных остановок.
Прогноз ресурса оборудования необходим для рационального планирования сроков проведения ремонтов и создания достаточных запасов сменных узлов и деталей. Определение ожидаемого ресурса возможно по опыту эксплуатации идентичного оборудования или расчетными методами, учитывающими процессы, приводящие к отказу. Статистический поход, представленный в трудах Ф. Байхельта, , и др., предполагает наличие информации о наработке аналогичных объектов в аналогичных условиях. Это ограничивает его применение для новых, уникальных или импортных машин. Известные базы данных металлургического оборудования предполагают накопление именно статистических данных.
Срок службы оборудования любого уровня – от деталей до машин – зависит от множества факторов, характеризующих как условия эксплуатации, так и собственные свойства оборудования. Детерминированные методы позволяют учесть их влияние на ресурс, но не подразумевает вероятностной природы этих факторов, а следовательно, ресурса. Физико-вероятностный подход, развиваемый , , и др., позволяет учитывать случайный характер факторов, влияющих на ресурс.
Как правило, при планировании ремонтов в условиях предприятия, комплексное использование накопленного статистического материала и результатов аналитических расчетов ресурса оборудования затруднительно. Это вызвано разрозненностью материалов, «бумажной» формой их представления (агрегатные журналы), а также отсутствием систематизированных и автоматизированных методик расчета.
Таким образом, существует необходимость создания единого систематизированного банка данных, включающего комплекс сведений о металлургическом оборудовании и его элементах. Решение данной проблемы позволит обеспечивать прогнозирование ресурса оборудования с учетом особенностей работы каждой конкретной машины, опыта эксплуатации и производственной программы предприятия. Для этого необходима концепция, позволяющая создавать и эффективно использовать базы данных, включающие как накопленную статистику отказов, так и аналитические зависимости для расчета ожидаемого ресурса.
Целью работы является разработка методологии построения и использования базы данных, предназначенной для оценки ресурса металлургического оборудования в зависимости от условий его эксплуатации. Цель реализуется за счет решения следующих задач:
1. Разработка методики декомпозиции механической системы оборудования и построение иерархической структуры базы данных, позволяющей учитывать структурно-функциональную принадлежность элементов.
2. Разработка методики расчета времени наступления предельного состояния структурных составляющих оборудования с точки зрения физико-вероятностного подхода и методики расчета числовых характеристик ресурса с учетом степени влияния действующих факторов.
3. Разработка методики определения оптимальных межремонтных периодов.
4. Проверка корреляции расчетных и фактических значений ресурса, полученных в результате исследования действующего оборудования и методом численного эксперимента.
Положения, выносимые на защиту:
1. Структура базы данных, позволяющая использовать для анализа механической системы оборудования декомпозицию с точки зрения структурно-функционального назначения его элементов.
2. Структура информационных потоков базы данных, обеспечивающая адаптацию расчетных зависимостей к изменяющимся в процессе эксплуатации исходным данным.
3. Эмпирические зависимости для расчета ресурса подшипников на основании экспериментальных кривых фирмы SKF, отражающих влияние условий смазывания подшипника.
4. Модели расчета математического ожидания и дисперсии ресурса типовых элементов, основанные на методе линеаризации.
5. Методика определения оптимальных межремонтных периодов для структурных единиц оборудования.
6. Результаты машинного эксперимента по определению числовых характеристик ресурса типовых деталей, основанного на применении метода Монте-Карло.
7. База данных оборудования двухклетевого реверсивного стана холодной прокатки ЛПЦ-5 .
Научная новизна:
- разработана концепция формирования электронной базы данных, отличающаяся тем, что в основу декомпозиции механической системы оборудования положен структурно-функциональный подход, а прогнозирование его ресурса осуществляется с точки зрения физико-вероятностного подхода;
- разработаны математические модели для расчета числовых характеристик ресурса ответственных элементов оборудования в зависимости от условий эксплуатации, отличающиеся тем, что основаны на методе линеаризации функций случайных аргументов;
- разработана методика, позволяющая решать задачу планирования межремонтных периодов в оптимизационной постановке, а также определять структурный уровень оборудования, замена элемента которого наиболее целесообразна;
- с помощью численного эксперимента и анализа статистики по наработке получены числовые характеристики ресурса ответственных деталей, подтверждающие аналитические расчеты.
Практическая ценность и реализация работы в промышленности. Разработанные методики позволяют рассчитывать ресурс и количество запасных частей для различных производственных программ при выполнении подготовительных работ перед ремонтами. На основе выполненных исследований и теоретических расчетов разработана полная электронная база данных, предназначенная для организации технического обслуживания и ремонта механического оборудования двухклетевого реверсивного стана холодной прокатки ЛПЦ-5 . В базе данных предусмотрена возможность расчета ожидаемого ресурса ответственных деталей стана (зубчатых колес, валов, осей и подшипников) в зависимости от условий их эксплуатации и производственной программы, а также количества запасных частей. Использование электронной базы данных позволяет осуществлять хранение и систематизацию информации об оборудовании, в частности, о его надежности. Результаты диссертационной работы использовались при выполнении хоздоговорной НИР, что подтверждается актами внедрения результатов работы по договору
Апробация работы. Основные положения диссертации были представлены и обсуждены на заседаниях кафедры «Подъемно-транспортные машины и роботы» МГТУ им. в гг.; на 65-й и 67-й научно-технических конференциях по итогам научно-исследовательских работ МГТУ-ММК гг.; на III Международной научно-технической конференции «Проблемы исследования и проектирования машин» (Пенза, 2007); на Всероссийской конференции «Необратимые процессы в природе и технике» (Москва, 2007, 2009).
Публикации. Основное содержание диссертации отражено в семи публикациях, в том числе две печатные работы опубликованы в издании, рекомендованном ВАК.
Структура и объем работы. Диссертация состоит из введения, пяти глав, заключения, списка литературы из 117 наименований, приложения на 2 листах, содержит 130 станиц машинописного текста, 48 рисунков, 15 таблиц.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обосновывается актуальность проблемы, рассматриваемой в диссертации, и практическая значимость исследования, сформулирована цель и основные вопросы, определяющие научную новизну работы.
В первой главе диссертации представлен обзор существующих подходов к формированию баз данных оборудования, а также рассмотрены существующие методики прогнозирования показателей долговечности. Проанализированы известные способы декомпозиции механической системы оборудования, из которых наиболее приемлемым для построения архитектуры базы данных признан структурно-функциональный подход.
В настоящее время известно большое количество электронных баз данных различного назначения. Они применяются практически во всех сферах деятельности, обеспечивая хранение, систематизацию и удобство доступа к информации различного рода. Для металлургического производства характерны базы данных технологических параметров и качества продукции прокатных станов. Базы данных, содержащие информацию непосредственно о металлургическом оборудовании и его характеристиках, встречаются значительно реже.
Наиболее близким аналогом разрабатываемой методики является принцип, по которому построен банк данных по надежности металлургического оборудования, предложенный ВНИИметмашем и Липецким политехническим институтом. Основной функцией этого банка данных является установление взаимосвязи между надежностью техники и ее экономической эффективностью. Содержащаяся в нем информация о показателях надежности, как текущих, так и прогнозируемых, носит статистический характер, без учета процессов, приводящих к отказу оборудования. Это является главным недостатком, поскольку ограничивает область применение расчетных методик только существующими машинами и не позволяет распространять их на новое и уникальное оборудования, статистика отказов которого не накоплена.
Другим недостатком этого банка данных является его структура, основанная на традиционном подходе к декомпозиции оборудования, когда единственным признаком принадлежности элемента к той или иной группе является его конструктивное расположение. Такой подход субъективен и не обеспечивает однозначной декомпозиции.
Более общим способом декомпозиции является структурно-функциональный подход, учитывающий не только конструкцию машины, но и выполняемые ее элементами функции. Этот подход достаточно универсален и может быть применен к любому механическому оборудованию.
Рассмотрены методики прогнозирования срока службы оборудования, которые делятся на две группы: физическое и математическое моделирование.
Физическое моделирование основано на изучении физико-химических свойств элементов и устройств, происходящих в них процессах, физической природы механизмов отказа. При этом текущее состояние элементов и устройств описывается детерминированными зависимостями, отражающими физические закономерности.
Статистический подход основан на изучении вероятностных, статистических закономерностей появления отказов у множества однотипных систем, устройств. При этом отказы рассматриваются как некоторые отвлеченные события, а физическое состояние устройств и элементов сводится к двум вариантам – исправному и неисправному, которые описываются функциями надежности.
Методика, объединяющая эти подходы, позволяет определять числовые характеристики показателей долговечности с учетом различных производственных факторов, а также их вероятностной природы. Для расчета ожидаемого ресурса, как функции случайных аргументов, предлагается использовать метод линеаризации, позволяющий по числовым характеристикам действующих факторов определять числовые характеристики ресурса.
Во второй главе разработаны принципы построения базы данных, ее структура и содержание. Формирование базы данных происходит на основании следующих положений:
1. Структура базы данных соответствует структурно-функциональному подходу к декомпозиции оборудования. Данный подход позволяет классифицировать объекты не только с точки зрения их конструкции и взаимного расположения, но и по их роли в производственном процессе. Это является основным отличием от известных аналогов, для которых характерна декомпозиция оборудования только по конструктивному признаку, без учета его функционального назначения. Структурно-функциональный подход обеспечивает единые принципы декомпозиции различных машин. Блок схема представления оборудования в базе данных представлена на рис.1.
2. Расчет показателей долговечности осуществляется на основе синтеза аналитического и статистического методов. Сочетание двух подходов позволяет получать более объективную оценку, обеспечивает адаптивность математического аппарата к изменяющимся условиям производства. Эта особенность предусматривает построение аналитических расчетов с учетом особенностей эксплуатации каждого объекта, а также накопленного статистического материала. Зависимости, полученные методом линеаризации функций случайных аргументов, выступают в качестве основных и интегрированы в базу данных. Статистическое моделирование и накопление данных необходимо для подтверждения адекватности результатов, получаемых аналитически.
Рис. 1. Блок-схема представления активов механического оборудования по структурно-функциональному назначению
Элементы, информация о которых находится в базе данных, имеют уникальный идентификационный номер, отражающий структурно-функциональную принадлежность элемента. Принцип обозначения элементов соответствует принятой структуре декомпозиции оборудования и, соответственно, структуре базы данных.
Сочетание статистического и физико-вероятностного подходов обеспечивают большую достоверность прогнозирования ресурса.
В третьей главе разработан аналитический подход к прогнозированию числовых характеристик ресурса оборудования с учетом как физических факторов (условия эксплуатации), так и их случайной природы. Предложена методика определения оптимальных межремонтных периодов для сложных систем.
Ресурс, как функция случайных аргументов, характеризуется двумя параметрами: математическим ожиданием и дисперсией. Одним из подходов, позволяющих определить эти числовые характеристики, является метод линеаризации. Получаемые зависимости для расчета дисперсии дают возможность оценить степень влияния рассеяния каждого из аргументов на дисперсию функции.
На основании методики упрощенного расчета зубчатых колес на контактную прочность и метода линеаризации функции случайных аргументов разработан следующий алгоритм расчета числовых характеристик ресурса (далее математическое ожидание величин обозначается традиционно, в соответствии с детерминированной моделью, а дисперсия буквой D с соответствующим индексом):
1) Расчет делительного диаметра зубчатого колеса (d1 и Dd1);
2) Расчет коэффициента контактных напряжений, возникающих в зубьях колеса в результате действия нагрузок (K0 и DK0);
3) Определение контактных напряжений (σН и DσН);
4) Расчет коэффициента долговечности (ZN и DZN);
5) Определение числа циклов нагружения, соответствующего перегибу кривой усталости (NHlim и DNHlim);
6) Определение числа циклов нагружения до разрушения детали:
| (1) |
| (2) |
7) Вычисление ресурса зубчатого колеса (T и DT).
Порядок расчета числовых характеристик ресурса валов и осей строится на принципах, аналогичных рассмотренным выше. Определение математического ожидания и дисперсии происходит на основании стандартных зависимостей расчета на усталостную прочность и метода линеаризации функции случайных аргументов. Последовательность расчета числовых характеристик имеет следующий вид:
1) Определение реакций опор параллельных и перпендикулярных оси (Rxi, Ryi, Rzi и DRxi, DRyi и DRzi);
2) Определение числовых характеристик сил и моментов в сечениях вала или оси (Q и DQ; N и DN; Mи и DMи; Mкр и DMкр);
3) Расчет геометрических характеристик опасного сечения вала или оси (A и DA; Wи и DWи; Wкр и DWкр);
4) Расчет напряжений в сечениях детали (σ и Dσ; τ и Dτ);
5) Расчет пределов выносливости материала детали по нормальным и касательным напряжениям (σ-1 и Dσ-1; τ-1 и Dτ-1);
6) Расчет предела выносливости для опасного сечения с учетом его размеров (σ-1д и Dσ-1д; τ-1д и Dτ-1д);
7) Расчет показателя угла наклона кривой усталости (m и Dm);
8) Расчет числа циклов нагружения до разрушения детали для нормальных напряжений (для касательных аналогично):
| (3) |
| (4) |
9) Определение эквивалентного числа циклов нагружения:
| (5) |
| (6) |
10) Расчет ресурса вала или оси (T и DT).
Порядок расчета математического ожидания и дисперсии ресурса подшипников качения по методике SKF выглядит следующим образом:
1) Расчет эквивалентной динамической нагрузки (P и DP);
2) Расчет среднего диаметра подшипника (dm и Ddm);
3) Определение минимальной номинальной вязкости, требуемой для обеспечения достаточного смазывания (зависимости для расчета получены с помощью интерполяционного полинома Лагранжа на основании диаграммы, предложенной фирмой SKF):
| (7) |
| (8) |
4) Определение фактической вязкости смазочного материала при температуре 40 °С (на основе диаграммы получены зависимости для определения ν и Dν);
5) Расчет относительной вязкости смазочного материала, характеризующей условия смазывания подшипника (k и Dk);
6) Определение коэффициента загрязненности (числовые характеристики ηс и Dηc определяются по зависимостям, полученным с помощью полинома Лагранжа, на основании диаграмм);
7) Расчет числовых характеристик коэффициента (z и Dz);
8) Определение коэффициента ресурса SKF, например, для радиальных шарикоподшипников класса SKF Explorer (на основании диаграммы):
| (9) |
| (10) |
Зависимости для определения числовых характеристик коэффициента ресурса других подшипников также получены на основании экспериментальных кривых, предлагаемых фирмой SKF.
9) Расчет базового ресурса подшипника (L и DL);
10) Расчет ресурса подшипника (T и DT).
На основании числовых характеристик ресурса и закона его распределения определяется оптимальный межремонтный период детали или узла. Когда аварийная ситуация, вызванная отказом оборудования, не угрожает жизни и здоровью людей, он подбирается из экономических соображений. Необходима минимизация целевой функции затрат на проведение технического обслуживания.
Рассмотрено три стратегии проведения ремонтов сложных систем, каждой из которых соответствует целевая функция: производится замена всего узла; каждая деталь узла заменяется в оптимальный для нее срок; период замены всех деталей узла кратен определенному минимальному значению.
В четвертой главе описана организация машинного эксперимента, предназначенного для проверки адекватности математических моделей, полученных для расчета числовых характеристик ресурса деталей.
Поскольку проведение реальных экспериментов по измерению наработки элементов металлургического оборудования требует длительного времени для получения достаточного объема статистики, предлагается альтернативный подход – машинный эксперимент. Для его реализации используется статистическое моделирование, основанное на математических моделях, отражающих физическую природу возникновения отказов деталей. Данный метод позволяет получить числовые характеристики ресурса, как случайной величины. Исходными данными являются числовые характеристики аргументов и их законы распределения.
Полученные результаты, представленные в таблице 1, предназначены для проверки адекватности упрощенных математических моделей для расчета дисперсии (среднего квадратического отклонения) ресурса.
Таблица 1
Числовые характеристики ресурса, полученных различными методами
Математическое ожидание | Дисперсия | Среднее квадратическое отклонение | Гамма-процентный ресурс (γ = 90%) | ||||
метод линеар. | метод Монте-Карло | метод линеар. | метод Монте-Карло | метод линеар. | метод Монте-Карло | метод линеар. | метод Монте-Карло |
Зубчатые колеса | |||||||
969 ч | 978 ч | 13940 | 16641 | 118 ч | 129 ч | 818 ч | 813 ч |
расх. 0,9% | расх. 16% | расх. 8% | расх. 0,6% | ||||
Валы и оси | |||||||
8117 ч | 9979 ч | 2,2•107 | 5,3•107 | 4690 ч | 7280 ч | 2106 ч | 649 ч |
расх. 19% | расх. 58% | расх. 36% | расх. 224% | ||||
Подшипники качения | |||||||
2225 ч | 2391 ч | 81060 | 207936 | 285 ч | 456 ч | 1850 ч | 1807 ч |
расх. 7% | расх. 61% | расх. 38% | расх. 2% |
Схожее расхождение дисперсии валов (58%) и подшипников (61%) оказывает различное влияние на расхождение гамма-процентного ресурса (224% и 2%) вследствие разницы коэффициента вариации: для зубчатых колес и подшипников он равен 0,1; для валов и осей – 0,5.
Метод Монте-Карло дает более «осторожную» оценку ресурса, завышая значение дисперсии. Для достижения большей достоверности прогнозирования ресурса необходимо обеспечить максимально точное определение внешних нагрузок, действующих на деталь. Это способствует сужению интервала случайных колебаний функции и, следовательно, приближает исследуемую функцию к линейной на данном интервале. Особенно актуально это для валов, значительная нелинейность функции ресурса которых связана с необходимостью учета и нормальных, и касательных напряжений.
Согласно статистическим данным, полученным для роликоподшипников рабочих валков стана горячей прокатки 2000 (чистовые клети), расположенного в ЛПЦ-10 , среднее значение ресурса составляет 4340 часов. Среднее квадратическое отклонение равно 885 часов.
По зависимостям упрощенного алгоритма расчета числовых характеристик, основанного на методе линеаризации, получены следующие числовые характеристики ресурса, выраженные в часах:
Lh = 4834 ч, σLh = (DLh)1/2 = 992 (ч).
Машинный эксперимент позволил получить совокупность случайных значений ресурса. Среднее значение данной выборки составляет 5326 часов, среднее квадратическое отклонение 1172 часа.
Таким образом, ошибка метода линеаризации относительно статистических данных составляет около 11% для математического ожидания и 12% для среднего квадратического отклонения. Относительно реального эксперимента метод Монте-Карло завышает средний ресурс и среднее квадратическое отклонение на 23% и 32%.
В пятой главе представлена модель электронной базы данных оборудования двухклетевого реверсивного стана холодной прокатки фирмы SMS Demag (ЛПЦ-5, ).
База данных создана при помощи редактора Microsoft Excel и охватывает механическое оборудование одного из элементов уровня родовых активов – прокатного стана. Структура базы данных построена на основании структурно-функционального. Например, декомпозиция механической системы клети выглядит следующим образом (рис. 2):
1) Основные звенья клети: 0 – металлоконструкция клети (неподвижное основание); 1 – верхний опорный валок; 2 – верхний рабочий валок; 3 – нижний опорный валок; 4 – нижний рабочий валок;
2) Связи функционирования: А – привод рабочих валков; В – гидронажимное устройство; С – клиновое устройство;
3) Связи строения: a – опоры рабочих валков; b – подушки верхнего опорного валка; с – подушки нижнего опорного валка; d, e – зоны контакта опорных и рабочих валков.
Для ответственных элементов уровня субклассов 3 (зубчатых колес, валов, осей и подшипников качения) рассчитаны числовые характеристики ресурса.
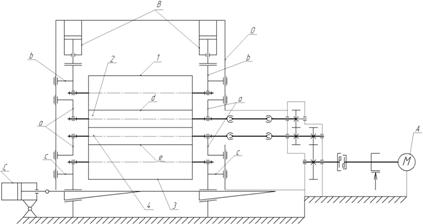
Рис. 2. Полная кинематическая схема механической системы клети
В рамках базы данных предусмотрена возможность расчета среднего значения ресурса и его дисперсии тремя различными способами:
- методом линеаризации функции случайных элементов, при этом расчет математического ожидания и дисперсии осуществляется по разработанным в главе 3 математическим моделям;
- при помощи машинного эксперимента, основанного на методе статистического моделирования (Монте-Карло);
- на основании статистических данных, полученных в результате накопления опыта эксплуатации реального оборудования.
Математические модели, по которым производятся расчеты, находятся в операторской области базы данных. В качестве основного алгоритма расчета принята упрощенная математическая модель, построенная на методе линеаризации функции случайных аргументов. Пользовательская область отображает только срок службы, определенный с учетом коэффициента использования каждого элемента. В рамках базы данных рассчитан ожидаемый срок службы ответственных элементов стана (зубчатых колес, валов, осей, подшипников качения).
ЗАКЛЮЧЕНИЕ
В рамках данной диссертационной работы разработана методология формирования электронных баз данных, предназначенных для рационального планирования ремонтов оборудования. Основные результаты работы заключаются в следующем:
1. Разработана методика формирования структуры базы данных, основанная на структурно-функциональном подходе, позволяющем осуществлять декомпозицию оборудования на основании функционального назначения его элементов. Это позволяет однозначно и обоснованно решать вопрос о структурной принадлежности элементов различного иерархического уровня и распространять результаты расчета ресурса на аналогичные структурные составляющие различного оборудования, работающего в аналогичных внешних условиях.
2. На основе метода линеаризации функций случайных аргументов получены упрощенные математические модели, позволяющие рассчитывать числовые характеристики ресурса ответственных элементов в зависимости от условий эксплуатации. Реализован физико-вероятностный подход к прогнозированию ресурса оборудования, отражающий случайную природу факторов, влияющих на его значение. Исследовано влияние рассеяния различных факторов на дисперсию ресурса, в результате чего сделан вывод о наибольшей зависимости ее от дисперсии внешних силовых факторов, действующих на деталь.
3. Разработана модель, позволяющая выбирать стратегию ремонтов и определять оптимальную с точки зрения минимизации целевой функции финансовых затрат продолжительность межремонтных периодов для сложных объектов.
4. На основе метода статистического моделирования разработан и осуществлен машинный эксперимент, подтверждающий аналитический подход, применяемый для расчета числовых характеристик ресурса. Исследование статистической информации о наработке подшипников рабочих валков прокатного стана также подтвердило аналитический подход (расхождение математического ожидания составляет 11%, среднего квадратического отклонения – 12%). Метод Монте-Карло дает более «осторожную» оценку ресурса, т. е. завышает средний ресурс на 23%, а среднее квадратическое отклонение на 32%.
5. Разработана электронная база данных механического оборудования двухклетевого реверсивного стана холодной прокатки, позволяющая добиться значительного управленческого эффекта при планировании сроков проведения ремонтов. В основу ее создания и развития положены принципы, изложенные в данной диссертационной работе, что обеспечивает рациональное планирование сроков проведения ремонтов оборудования в соответствии с производственной программой цеха.
ОСНОВНОЕ СОДЕРЖАНИЕ ДИССЕРТАЦИИ ОПУБЛИКОВАНО В СЛЕДУЮЩИХ РАБОТАХ:
1. , , Усов представление многодвигательных машин для определения показателей надежности // Современные методы конструирования и технологии металлургического машиностроения: Международный сб. науч. тр. / Под ред. . Магнитогорск: ГОУ ВПО «МГТУ», 2006. С. 83-87.
2. Халикова расчета ресурса деталей структурно-функциональных элементов многодвигательных машин // Процессы и оборудование металлургического производства: Межрег. сб. науч. тр. / Под ред. Железкова . 7. Магнитогорск: ГОУ ВПО «МГТУ», 2006. С. 102-106.
3. Халикова расчета ресурса быстроизнашивающихся деталей металлургических машин // Материалы 65-й научно-технической конференции: Сб. докл. Магнитогорск: ГОУ ВПО «МГТУ», 2007. Т.1. С. 221-223.
4. , , Харламов составления базы данных для технического обслуживания и ремонта оборудования // Проблемы исследования и проектирования машин: сборник статей III Международной научно-технической конференции. Пенза, 2007. С. 40-42.
5. , , Усов база данных для организации технического обслуживания и ремонта металлургического оборудования // Ремонт, восстановление и модернизация. 2008. №3. С. 37-41.
6. , Макаров ожидаемого ресурса подшипников с учетом случайной природы условий эксплуатации // Ремонт, восстановление и модернизация. 2008. №11. С. 43-45.
7. , , Паппа оптимальных сроков проведения ремонтов оборудования // Необратимые процессы в природе и технике: Труды Пятой Всероссийской конференции 26-28 января 2009 г. В 3-х частях. Часть II. М.: МГТУ им. , 2009. С. 258-260.
