
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
|
|

АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЯСА ДЖИНСОВ
FBX-PA-2AC
FBX-PA-2AC
PA-2AC автоматическая машина для изготовления пояса джинсов, рабочей одежда и другой подобной продукции.
Оборудована следующими дополнительными устройствами:
- Подающие ролики управляемые шаговым приводом,
- Гильотинный нож для обрезки пояса,
- Автоматическое устройство пропуска стежков
Подающие ролики управляемые шаговым приводом
2 подающих устройства, переднее и заднее, оснащённое двумя роликами каждое, управляются одним шаговым приводом.
Вращение подающих роликов синхронизировано по времени с движением транспортера на головке машины.
Гильотинный нож для обрезки пояса
Край ткани в начале и конце пояса обрезается гильотинным ножом, который управляется пневматическим цилиндром.
На головке машины установлено два фотоэлемента (передний датчик и задний датчик) и нож управляется сигналами, приходящими от них.
В момент обрезки обоих краёв, скорость машины замедляется по отношению к скорости установленной при шитье.
Автоматическое устройство пропуска стежков
При изготовлении пояса, в начале и конце операции включается автоматическое устройство пропуска стежков.
Автоматическое устройство пропуска стежков приводится в действие пневматическим устройством, которое также получает сигналы с переднего и заднего фотоэлементов.
|
DV×57 по классификации Schmetz и Organ Размер иглы выбирается в соответствии с используемыми тканями и нитками. (Стандарт #21) |
|
Замена иглПри замене игл убедитесь, что канавка иглы находится с левой стороны от швеи. (См. иллюстрацию). |
|

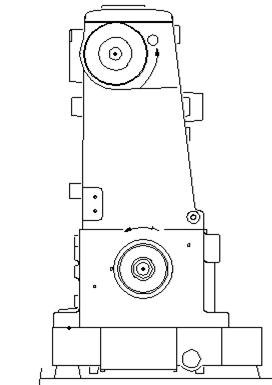
Скорость машины и направление вращения вала.Максимальная скорость: 4000 стежков/мин. Стандартная скорость: 3500 стежков/мин. Если Вы хотите продлить срок службы Вашей машины, используйте её при скоростях на 15~20% ниже максимально допустимой в течении первых 200 часов её работы (приблизительно 1 месяц). Затем можно увеличить скорость до стандартной. Шкив вала машины должен вращаться против часовой стрелки, как показано на рисунке. |
|
 |
Прямой привод установлен, как привод швейной машины.
Потребляемая электроэнергия только AC220V.
Способы управления
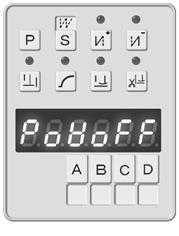
Панель управления. Панель управления показана на рисунке справа. |
|

Автоматическое управление
|




Включение устройства пропуска стежков
|



Ручное управление гильотинным ножом.
|

ПАРАМЕТРЫ
Параметры каждой части выполняемой операции
|
Расстояние до края обрезки пояса и длина участка с пропущенными стежками могут изменятся в зависимости от установленных параметром.
Изменение параметров
Подготовка Вначале отключите электропитание мотора швейной машины. Затем, удерживая кнопку “S”, включите электропитание мотора, как показано на рисунке. В это время на дисплее появится сообщение показанное на рисунке ниже. |
|

Так выглядит дисплей, когда электроэнергия мотора отключена. |
|
Так выглядит дисплей, когда на мотор подано напряжение. |
|
Так выглядит дисплей, когда на мотор подано напряжение и нажата кнопка "S". |

Например, необходимо изменить длину стежка.
1
|
| 2
|
| 3
|
|
Так выглядит дисплей, когда на мотор подано напряжение и нажата кнопка "S". | Нажимайте эту кнопку, пока параметр 207 не будет установлен. | На дисплей отображается информация о параметре 207(207.STL) | |||
4
|
| 5
|
| 6
|
|
Нажмите кнопку "S". Дисплей покажет... | 3.5 это значит, установлена длина стежка 3.5 мм. | Последовательным нажатием кнопок "C" и "D" длина стежка может быть изменена с 3.5 мм, например до 4.6 мм. | |||
7
|
| 8
| |||
После завершения изменений нажмите кнопку "S" . | На дисплее появится информация о готовности машины к работе. |







Список параметров
Параметр | Пояснения | Ед. изм. | Max | Min | Установ. |
207.STL | Длина стежка | мм | 5.5 | 0.5 | |
214.DS2 | Окончательная обрезка. Определяет длину пояса относительно кромки брюк. Эта функция контролируется фотоэлементом, расположенным под защитным кожухом рядом с прижимной лапкой. | см | 18.0 | 0.0 | |
216.DS6 | Синхронизирует работу задних роликов продвижения после момента обрезки. Ролики остаются разведёнными до тех пор, пока оставшаяся после обрезки часть пояса не выйдет из под них. Эта функция предотвращает затруднения транспортировки ткани связанные с её зажимом между роликов. | см | 18.0 | 0.0 | |
215.DS4 | Длина участка с пропущенными стежками в начале операции. Определяет расстояние, на которое будет перемещена заготовка без образования стежков. Функция пропуска стежков контролируется фотоэлементом расположенном на окантователе. Внимание! Для сохранения постоянным длины участка с пропущенными стежками, очень важно, чтобы швея всегда начинала выполнять операцию с одного и того же места, размещая начало заготовки под прижимной лапкой, остановив при этом машину. | см | 18.0 | 0.0 | |
217.D11 | Начальная обрезка. Определяет длину пояса до начала кромки брюк. Внимание! Поместив заготовку под прижимной лапкой, нажмите на педаль один раз. Машина будет работать с постоянной скоростью до момента, пока не произойдет начальная обрезка. После обрезки, машина может управляться с максимальной скоростью. | см | 18.0 | 0.0 | |
219.D13 | Длина участка с пропущенными стежками в конце операции. Определяет расстояние, на которое будет перемещена заготовка без образования стежков в конце выполнения операции. Функция пропуска стежков контролируется фотоэлементом расположенном на окантователе. | см | 18.0 | 0.0 | |
222.PUM | Положение заднего ролика продвижения. Определяет положение заднего ролика продвижения, при различных этапах выполнения операции. Задний ролик может опускаться и подниматься автоматически. Либо, задний ролик может быть всегда приподнят. | 2 | 1 | 1 | |
187.WS | Определяет скорость работы машины от момента начальной обрезки до окончательной. | ст/ мин | 4800 | 400 | 1 |
97.TK3 | Определяет время срабатывания ножа. | мс | 990 | 10 | 100 |
201.FNK | Функция охлаждения игл. 0: Охлаждение игл начинается при нажатии нат педаль. 1 : Охлаждение игл начнётся при достижении заданной скорости работы машины (199.nnk). 2: После обрезки. | 2 | 0 | 0 | |
