

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Рис. 9 – Плоское шлифование пластины
Шлифуют пластину, поверхности которой можно считать адиабатическими (рис.9), а пятно нагрева за малостью глубины резания t плоским длиной l с равномерно распределенной по площадке b x l плотностью тепловыделения q2. Длина пятна нагрева 1 намного меньше высоты пластины Н. Определить скорости υ1 подачи стола при которых для расчета температур можно применить формулы для б быстродвижущихся источников теплоты. Шлифуют пластину, поверхности которой можно считать адиабатическими (рис.8), а пятно нагрева за малостью глубины резания t плоским длиной l с равномерно распределенной по площадке b × l плотностью тепловыделения q2. Длина пятна нагрева 1 намного меньше высоты пластины Н. Определить температуру на пятне нагрева, если плотность тепловыделения распределена по несимметричному нормальному закону 501. Какую абсциссу ψmax имеют точки с наибольшей температурой? При обработке заготовки из стали 12Х18Н9Т (ω = 0,05·10-4) от трения задней поверхности резца об обрабатываемый материал на участке ОS (см. рис. 2) возникает наибольшая температура Qmax = 150 °С. Скорость резания υ= 70 м/мин, площадка ОS имеет длину l = 0,2 мм. Определить температуру в точках, расположенных под поверхностью резания на глубине у = 0,03 мм, через τ= 1,7·10-4 с после того, как над этим участком прошла режущая кромка инструмента, полагая, что тепловыделение на контактной площадке подчинено несимметричному закону нормального распределения. При обработке заготовки из стали 12Х18Н9Т (ω = 0,05·10-4) от трения задней поверхности резца об обрабатываемый материал на участке ОS (см. рис. 3) возникает наибольшая температура Qmax = 150 °С. Скорость резания υ= 60 м/мин, площадка ОS имеет длину l = 0,1 мм. Определить скорость изменения температуры точек, расположенных на глубине у = 0,01 мм от поверхности резания. При моделировании на электропроводной бумаге потенциал у вершина клина, измеренный при плотности тока δ = 1,0 А/м и удельной теплопроводности бумаги γ = 0,01 Ом-1, составил 2,5 В. Рассчитать температуру у режущей кромки резца из быстрорежущей стали Р18 (λ = 27), если модуль представляет собой сечение инструмента, увеличенное в 20 раз, а к резцу со стороны стружки подведен тепловой поток плотностью q = 6·106 Вт/м2. Головка токарного резца сечением 16×25 мм2 имеет среднюю температуру 100 0С. На верхнюю поверхность резца направлена струя жидкости (водного раствора) под углом 600 к оси стержня. Жидкость подается через сопло диаметром 18 мм. Расход жидкости 10 л/мин, ее температура 20 °С. Рассчитать средний по омываемой поверхности коэффициент теплоотдачи от резца в охлаждающую среду. Рассчитать расход жидкости на водной основе при внутреннем охлаждении резца (рис.10). В процессе точения сила резания Pz = 15·103 Н, скорость υ = 42 м/мин. В резец уходит 1 % теплоты, образующейся при резании; половину этого количества теплоты необходимо отвести в охлаждающую среду. Диаметр канала dн = 6 мм, длина lк = 20 мм, температура стенок QS ≈ 100 0С.
Рис. 10 - Резец с внутренним охлаждением |
Рис.11 - Высоконапорное струйное охлаждение резца |
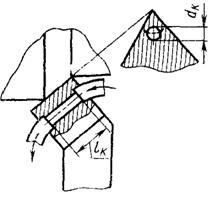
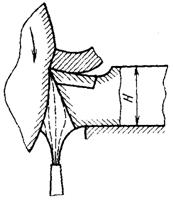
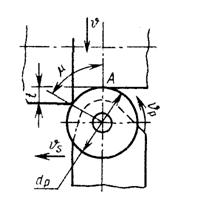
Рис. 12 - Ротационное точение
Рассчитать температуру дополнительного нагрева металла у режущей кромки инструмента при точении, если индуктор ТВЧ имеет ширину В = 12·10-3 м, а эффективная мощность установки WH = WЭηу = 12·103 Вт. Обрабатывают заготовку из стали 12Х18Н9Т диаметром d = 275·10-3 м. Режим резания: скорость υ = 0,3 м/с, подача S = 1·10-3 м/об. Главный угол резца в плане φ = 45º. Во сколько раз снизится температура резания за счет увеличения теплопроводности инструментального материала, если при точении заготовки из жаропрочного сплава ХН77ТЮР (υ = 0,9м/с, а = 0,1·10-3 м/об) вместо резца с пластиной из ВК8 применить резец с кристаллом алмаза? Как изменится доля теплоты резания, поступающая в инструмент? Рассчитать среднюю температуру на поверхности контакта между алмазным кругом и заготовкой из твердого сплава Т14К8 при плоском шлифовании. Диаметр круга D = 0,12 м, ширина В = 0,017 м. Алмазоносный слой круга содержит (по объему): 25 % зерен из синтетического алмаза [λЗ = 520 Вт/(м·°С)], 70 % металлической связки[λС = 30 Вт/(м·°С)] и 5 % воздушных пор [λВ = 0,03 Вт/(м·°С)]. Эквивалентный коэффициент температуропроводности алмазоносного слоя ωэкв = 0,3 ·10-4 м2/с. Режим шлифования: t = 0,014· 10-3 м; υ = 35 м/с; υ1 = 0,15 м/с. Окружная сила шлифования Рz = 64 Н. Охлаждающую жидкость не применяют. Рассчитать среднюю температуру на поверхности контакта между кругом из зеленого карбида кремния и заготовкой из твердого сплава Т14К8 при плоском шлифовании. Диаметр круга D = 0,1 м, ширина В = 0,01 м. Кремниевый слой круга содержит (по объему): 25 % зерен из синтетического кремния [λЗ = 520 Вт/(м·°С)], 70 % керамической связки [λС = 2,9 Вт/(м·°С)] и 5 % воздушных пор [λВ = 0,03 Вт/(м·°С)]. Эквивалентный коэффициент температуропроводности кремниевого слоя ωэкв = 0,025 ·10-4 м2/с. Режим шлифования: t = 0,01·10-3 м; υ = 30 м/с; υ1 = 0,1 м/с. Окружная сила шлифования Рz = 64 Н. Охлаждающую жидкость не применяют. Рассчитать длины выступов и впадин круга диаметром 270 мм с прерывистой рабочей поверхностью при плоском шлифовании заготовки из жаропрочного сплава ХН77ТЮР, если необходимо понизить температуру на контактной площадке между инструментом и заготовкой на 30 %. Режим резания: t = 0,03· 10-3 м; υ = 45 м/с; υ1 = 0,2 м/с. Рассчитать отклонения наладочного размера, возникающие при выглаживании втулки длиной L = 7·10-2 м в связи с термическим расширением индентора из твердого сплава Т15К6. Вылет индентора l = 10-2 м, температура на контактной поверхности QK = 300°С. Скорость подачи индентора υ1 = 0,7·10-3 м/с. Коэффициент линейного расширения твердого сплава α* = 6·10-6 1/0С. Рассчитать температуру рабочей поверхности подшипника скольжения, если d = 0,16 м, d1 = 0,18 м, D = 0,7 м, l = 0,14 м. Вал 1 изготовлен из стали 40Х, втулка 2 – из бронзы [λ2 = 64 Вт/(м·°С); ω2= 0,2 ·10-4 м2/с]. Через подшипник прокачивается масло «Индустриальное – 20», теплоемкость которого (сρ)с = 1,84·106 Дж/(м3·ºС), а вязкость μ = (17 – 0,10) Па·с. Расход масла Q = 0,5·10-6 м3/с. Момент трения в подшипнике при частоте вращения вала n = 12,7 с-1 и комнатной температуре составляет М = 4,1 Н·м. рассчитать температуру к концу первого, второго и третьего часов непрерывной работы подшипника. Рассчитать температуру в подшипнике качения, имея в виду, что диаметр беговой дорожки наружного кольца dН = 120 мм, а внутреннего dВ = 85 мм, диаметр роликов dР = 17,5 мм, ширина подшип ника l = 35 мм, число роликов z = 12. Потери на трение в подшипнике при некотором режиме его эксплуатации и непрерывной работе в течение 30 мин характеризуются мощностью W = 50 Вт. Подшипник изготовлен из стали ШХ15.4. Контрольная работа
Вопросы к контрольной работе
Основные положения теплопроводности
1. Опишите способы теплообмена.
2. Объясните понятие теплопроводности.
3. Объясните явление конвекции.
4. Объясните понятие тепловое излучение.
5. Объясните понятие конвективный теплообмен.
6. Понятие температурное поле.
7. Чем отличаются друг от друга трех-, двух-, одномерные температурные поля.
8. Нестационарное температурное поле.
9. Стационарное температурное поле.
10. Квазистационарное температурное поле.
11. Чем отличается квазистационарное температурное поле от стационарного и нестационарного.
12. Объясните понятие градиент температуры.
13. Изотермические поверхности.
14. Как расположены по отношению друг к другу векторы градиента температуры и плотности теплового потока.
15. Объясните понятие плотность теплового потока.
16. Объясните физический смысл коэффициента теплопроводности.
17.Объясните физический смысл коэффициента температуропроводности.
18. Сформулируйте закон Фурье.
19. Как зависит коэффициент теплопроводности от температуры.
20. Как определить количество теплоты, проходящей через плоскую стенку.
21. Объясните понятие термическое сопротивление.
22. Сформулируйте дифференциальное уравнение теплопроводности.
23. В чем различие процессов теплообмена при естественной и вынужденной конвекции среды.
24. Какие из критериев подобия можно не учитывать, если рассматривают теплообмен между твердым телом и спокойным воздухом.
25. Какие виды теплообмена происходят одновременно при конденсации жидкости на поверхности твердого тела.
26. Что такое тепловая цепь.
27. Сформулируйте законы Кирхгофа и Стефана-Больцмана, относящиеся к процессам излучения.
28. Объясните понятие коэффициента теплоотдачи.
29. Сравните естественную и вынужденную конвекцию.
30. Объясните физический смысл безразмерного критерия Пекле.
Методы описания процессов теплопроводности в твердых телах
31. Три основных группы методов решения дифференциального уравнения теплопроводности.
32. Для чего выполняется схематизация компонентов технологических подсистем при описании процессов теплообмена.
33. Каковы особенности быстро движущих источников теплоты.
34. Назовите различные виды граничных условий.
35. Законы распределения плотности тепловыделения.
36. Из каких символов состоит код, описывающий особенности тепловых задач.
37. Перечислите и коротко охарактеризуйте аналитические методы решения дифференциального уравнения теплопроводности.
38. В чем состоит принцип конструирования решений в методе источников.
39. В чем преимущества и недостатки численных методов расчета по сравнению с аналитическими методами.
40. Кратко перечислите этапы решения дифференциального уравнения теплопроводности методами конечных разностей и конечных элементов.
41. В чем смысл обобщенного алгоритма теплофизического анализа.
42. Суть инженерной методики расчета температур.
43. Напишите уравнение инженерной методики расчета температур и расшифруйте значение сомножителей.
44. Какие виды теплообмена возникают в зоне резания.
45. Структурная схема теплообмена в зоне резания.
46. Пути управления тепловыми явлениями при резании.
47. Тепловыделение и температура в подшипниках.
48. Какие тепловые явления возникают в технологическом оборудовании.
49. Схемы движения тепловых потоков.
50. Опишите аналитический расчет тепловых потоков по методу источников.
Методы исследования температуры резания
51. Калориметрический метод определения температуры.
52. Определение температуры методом пленок.
53. Определение температуры методом термокрасок.
54. Термоэлектрический метод.
55. Метод искусственной термопары.
56. Метод скользящей термопары.
57. Метод полу искусственной термопары.
58. Метод естественной термопары.
59. Методы бесконтактного измерения температуры.
60. Опишите влияние скорости резания на температуру резания.
61. Опишите влияние подачи и глубины на температуру резания.
62. Влияние физико-механических свойств обрабатываемого материала на температуру резания.
63. Влияние геометрических параметров инструмента на температуру резания.
64. Понятие оптимальной температуры резания.
65. Тепловые деформации станка.
66. Основные источники теплоты в станке.
67. Температурные деформации заготовок.
68. Температурные деформации режущего инструмента.
69. Методы борьбы с тепловыми деформациями.
70. Как определить погрешности от тепловых деформаций заготовок, инструмента.
Варианты | № зачетной книжки | задачи | Номера вопросов |
1 | 01,21,41,61,81 | 1,20 | 1, 8, 15, 22, 29, 36, 43, 50, 57, 64 |
2 | 02,22,42,62,82 | 2,21 | 2, 9, 16, 23, 30, 37, 44, 51, 58, 65 |
3 | 03,23,43,63,83 | 3,22 | 3, 10, 17, 24, 31, 38, 45, 52, 59, 66 |
4 | 04,24,44,64,84 | 4,24 | 4, 11, 18, 25, 32, 39, 46, 53, 60, 67 |
5 | 05,25,45,65,85 | 5,25 | 5, 12, 19, 26, 33, 40, 47, 54, 61, 68 |
6 | 06,26,46,66,86 | 6,26 | 6, 13, 20, 27, 34, 41, 48, 55, 62, 69 |
7 | 07,27,47,67,87 | 7,27 | 7, 14, 21, 28, 35, 42, 49, 56, 63, 70 |
8 | 08,28,48,68,88 | 8,28 | 1, 9, 17, 25, 33, 41, 49, 57, 65, 3 |
9 | 09,29,49,69,89 | 44,29 | 2, 10, 18, 26, 34, 42, 50, 58, 66,4 |
10 | 10,30,50,70,90 | 10,30 | 3, 11, 19, 27, 35, 43, 51, 59, 67, 5 |
11 | 11,31,51,71,91 | 11,33 | 4, 12, 20, 28, 36, 44, 52, 60, 68, 6 |
12 | 12,32,52,72,92 | 12,34 | 5, 13, 21, 29, 37, 45, 63, 61, 69, 7 |
13 | 13,33,53,73,93 | 13,35 | 6, 14, 22, 30, 38, 46, 54, 62, 70, 8 |
14 | 14,34,54,74,94 | 14,36 | 7, 15, 23, 31, 39, 47, 55, 63, 1, 9 |
15 | 15,35,55,75,95 | 15,37 | 8, 16, 24, 32, 40, 48, 56, 64, 2, 10 |
16 | 16,36,56,76,96 | 16,38 | 1, 7, 13, 19, 25, 41, 51, 61, 36 |
17 | 17,37,57,77,97 | 17,39 | 2, 8, 14, 20, 26, 42, 52, 62, 37 |
18 | 18,38,58,78,98 | 18,6 | 3, 9, 15, 21, 27, 43, 53, 63, 38 |
19 | 19,39,59,79,99 | 41,7 | 4, 10, 16, 22, 28, 44, 54, 64, 39 |
20 | 20,40,60,80,00 | 42,8 | 5, 11, 17, 23, 29, 45, 55, 65, 40 |
5. ЛАБОРАТОРНАЯ РАБОТА
ВЛИЯНИЕ ПАРАМЕТРОВ РЕЗАНИЯ НА ТЕМПЕРАТУРУ РЕЗАНИЯ
Продолжительность 4 ч
Цель работы: исследовать влияние скорости резания, подачи, глубины резания и износа инструмента по задней поверхности на температуру резания.
Введение
Тепло, возникающее в процессе резания, влияет па износ, стойкость режущего инструмента, качество обработанной поверхности. Основными причинами возникновения тепла являются:
1.Пластическое деформирование срезаемого слоя металла;
2.Трение на передних и задних поверхностях инструмента. В связи с этим источники тепла располагаются (рис.13):
1) В зоне максимальных сдвигов или наибольших деформаций;
2) В зоне контакта стружки с передней поверхностью:
3) На контактной площадке трения поверхности инструмента о заготовку.
Рис. 13 – Источники возникновения тепла при резании
Существует несколько методов определения температуры при резании: 1) калориметрический; 2) метод искусственной термопары; 3) полуискусственной термопары; 4) естественной термопары; 5) микроструктурного анализа и др.
Метод естественной термопары, который мы будем применять в данной работе, дает результаты более близкие к действительной максимальной температуре при резании, чем методы искусственной и полуискусственной термопары.
Метод естественной термопары заключается в том, что в качестве термопары используется резец и обрабатываемая заготовка. Для появления тока в цепи термопары необходимо, чтобы её компоненты были выполнены из различных материалов, а соединенные концы их нагреты до различной температуры. Резец и деталь в процессе резания представляют собой термопару, где горячим спаем является контакт резца и изделия, резца и стружки, а холодным — холодные точки резца и детали. В процессе резания в месте контакта резца со стружкой возникает термоэлектродвижущая сила. Величина термотока регистрируется микроамперметром.
Схема измерения температуры резания методом естественной термопары
1 - заготовка; 2 - задний центр; 3 - микроамперметр;
4 - резец; 5 - прокладки; 6 – кулачки
Рис. 14- Схема измерения термо-ЭДС
Обрабатываемая заготовка 1 зажимается в кулачках 6 патрона и поджимается центром задней бабки (рис. 14). Гальванометр 3 подключается с одной стороны к торцу изолированного прокладками 5 резца 4, с другой стороны к заднему центру 2.
Технологическое оснащение
1. Токарно-винторезный станок 1К62 или ТВ-01.
2. Трехкулачковый патрон, задний центр.
3. Проходной резец, оснащенный твердым сплавом.
4. Заготовка из стали 40Х
5. Изолирующие прокладки.
6. Провод.
7. Милливольтметр.
Порядок выполнения работы
Работа производится в пять этапов
1. Исследования влияния подачи на температуру нагрева резца.
2. Исследования влияния скорости резания на температуру резания.
3. Исследования влияния глубины резания на температуру резания.
4. Исследование влияния износа инструмента на температуру резания.
5. Обработка экспериментальных данных.
Условия проведения опытов
Диаметр заготовки, мм | Элемент режима резания | Износ инструмента по задней поверхности, hз | Показания микроамперметра |
|
Глубина резания, мм | Подача в мм/об | Число оборотов | Скорость резания, м/мин | |
Начальный | Конечный |
| ||
|
Скорость резания V берется в пределахм/мин, подача S = 0,1 – 0,5 мм/об, глубина резания t в пределах 0,5 - 2,5 мм.
Необходимо построить графики зависимостей S, t, V, hз от температуры резания с помощью естественной термопары.
После выполнения экспериментов необходимо произвести графоаналитическую обработку результатов наблюдения. Для этого в двойной логарифмической системе координат строят зависимости: показания прибора — скорости резания, показания прибора - подача, показания прибора — глубина резания (рис.15).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
