
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ГРИН-ВУД
Паспорт
(паспорт, техническое описание и руководство по эксплуатации)
Станок для переработки горбыля
СПГ 500

г. Красноярск
Внимание.
Прежде, чем начать работу, внимательно изучите настоящее руководство, которое содержит сведения по устройству и безопасной эксплуатации станка. Наличие на станке подвижных частей, режущего инструмента и электрооборудования требует строгого соблюдения правил техники безопасности. Категорически запрещается работа на станке при снятых защитных ограждениях и отключенной блокировки.
Руководство по эксплуатации может не отражать незначительные конструктивные изменения, внесенные в процессе изготовления данного станка и не ухудшающих его характеристик.
Содержание:
1. Основные технические данные и характеристики. 4
2. Электродвигатели. 4
3. Электрооборудование. 5
4. Ремни. 6
5. Подшипники. 6
6. Комплект поставки. 6
7. Инструменты и принадлежности. 6
8. Назначение. 7
9. Устройство и принцип работы станка. 7
10. Инструкция по эксплуатации. 8
11 Техническое обслуживание. 11
13 Хранение станка. 12
14 Транспортирование станка. 12
1. Основные технические данные и характеристики.
Размеры обрабатываемого материала:
Ширина, мм ……………………………………………………………………..10 – 350
Высота, мм ……………………………………………………………………….…....150
Длина, мм ………………………………………………………………...неограниченна
Диаметр дисковой пилы, мм..............................................................................................500
Диаметр вала, мм ………………………………………………………………….……….50
Габаритные размеры, не более, м
-длина...................................................................................................................1820
-ширина..................................................................................................................700
-высота...................................................................................................................910
2. Электродвигатели
Таблица 1
Назначение | Тип | Напряже ние В | Мощность кВт | Частота вращения об/мин | Кол-во | Примечание |
Электропривод пилы | АИРМ132М2 | 380 | 11 | 3000 | 1 | |
Электропривод подъема пильной рамки | АИРМ7184 | 380 | 0,75 | 1500 | 1 |
3. Электрооборудование
Таблица 2
Обозначение по схеме | Наименование | Тип | Кол-во | Примечание |
М1 | Электродвигатель | АИРМ132М2 | 1 | 0,75 кВт х 1500 об/мин |
М2 | Электродвигатель | АИРМ7184 | 1 | 11 кВт х 3000 об/мин |
QF1 | Автоматический выключатель | ВА 5125 25А | 1 | |
К1 | Электромагнитный пускатель | 1 | 40А | |
К2 | 1 | 25А | ||
КК1 | Тепловое реле | РТЛ-1016 | 3 | РТТ 211 |
КК2 | РТЛ-2053 | 3 | РТТ 211 | |
SB1 | Кнопка пуска | АРВ-22-1/0-G | 1 | |
SB2 | АРВ-22-1/0-G | 1 | ||
SB3 | Кнопка стопа | АЕРВ-22-1/0-С-R | 1 | |
SB4 | АЕРВ-22-1/0-С-R | 11 |
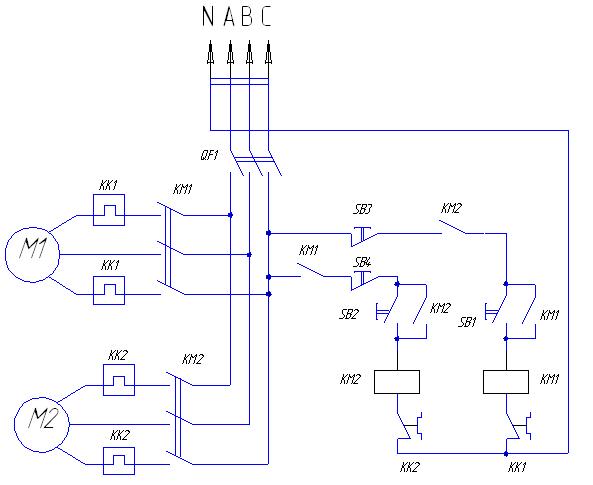
Рис.1 Принципиальная электрическая схема
4. Ремни
Таблица 3
№ п/п | Наименование | Тип | Кол-во, шт | Примечание |
1 | Ремень клиновой | Ремень А 710 ГОСТ 1284.1-80 | 2 | |
2 | Ремень клиновой | Ремень B 1320 ГОСТ 1284.1-80 | 4 |
5. Подшипники
Таблица 4
№ п/п | № Подшипника | Габариты | Кол-во, шт | Примечание |
1 | 180203 | 17х40х12 | 2 | |
2 | 180204 | 20х47х14 | 8 | |
3 | 180200 | 10х30х9 | 1 | |
4 | 80210 | 50х90х20 | 2 | |
5 | 80308 | 40х90х23 | 2 | |
6 | 180304 | 24х42х11 | 10 |
6. Комплект поставки
- станок в сборе, шт......................................................................................................1
- комплект пил, шт........................................................................................................1
- паспорт, шт.................................................................................................................1
7. Инструменты и принадлежности
Станок предусматривает использование дисковых пил диаметром 500 мм, посадочным диаметром 50 мм. Кол-во зубьев 36. Ширина пилы 4,1 мм.
8. Назначение
Станок круглопильный горбыльно – ребровой предназначен для глубокой переработки пиломатериалов хвойных и лиственных пород и обеспечивает максимальный выход древесины. Станок используется для переработки отходов древесины, горбыля, остающихся после распиловки круглого леса, а также после обрезки доски, с целью увеличения выхода деловой древесины.
Другое применение станка не рекомендуется. За повреждения, нанесенные в результате неправильного использования. Производитель ответственности не несет. Правильное использование станка подразумевает также соблюдение правил, изложенных в руководстве, требований по технике безопасности и контролю. Соблюдение рекомендаций по использованию станка обязательно.
9. Устройство и принцип работы станка
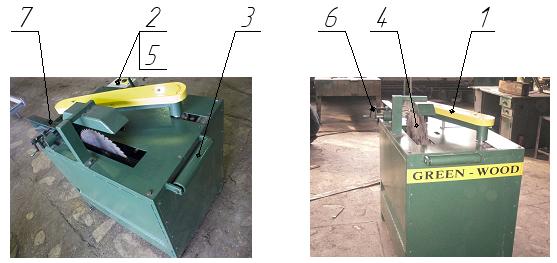
Рис.2 Общий вид
Обозначения:
1 – механизм подачи с рябухой; 5 – силовой шкаф;
2 – пульт управления; 6 – регулятор линейки;
3 – входящий ролик; 7 – роликовая линейка.
4 – пильный диск;
Принцип работы станка основан на распиловке пиломатериалов дисковыми пилами 4, доска прижимается рябухой копирующего типа. Подача пиломатериала осуществляется с помощью механизма подачи с рябухой 1. Параметры распиловки материала настраиваются с помощью регулятора линейки 6 и разлучек на валу. Управление механизма подачи с рябухой 1 и пильного диска 4 осуществляется пультом управления 2 (см рис. 3). Существует возможность установки как одного, так и двух пильных дисков 4.
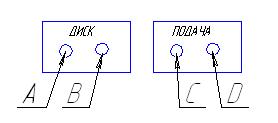
Рис.3 Пульт управления
Обозначения:
А – кнопка «старт», двигателя привода пильного диска;
В – кнопка «стоп», двигателя привода пильного диска;
С - кнопка «старт», двигателя привода рябухи;
D – кнопка «стоп», двигателя привода рябухи.
10. Инструкция по эксплуатации
Станок для переработки горбыля
СПГ 500
1. Общие указания.
1.1. Меры безопасности при обращении со станком.
Безопасность работы на станке обеспечивается изготовлением его в соответствии с требованиями ДСТУ 2807-94, ГОСТ 12.2.007.0-75, ГОСТ 12.2.026.0-93, ГОСТ , ГОСТ .
К работе на станке допускаются лица, прошедшие обучение и получившие положительную аттестацию по устройству и работе станка, техники безопасности и пожарной безопасности.
При эксплуатации и обслуживании станка должны выполнятся требования безопасности по ГОСТ 12.3019-80 и ГОСТ 12.3.042-80.
Инструкция о мерах безопасности при работе на станке должна находится на рабочем месте обслуживающего персонала.
Станок должен быть подключен к вытяжной вентиляции потребителя или к индивидуальному устройству аспирации, обеспечивающему удаление отходов пиления в пределах норм по ГОСТ 12.1.005-80. Не допускается значительное скопление опилок внутри пильного узла и возле станка.
Станок должен быть подключен к цепи защиты (защитному заземлению) цеха потребителя с помощью наружного контура заземления.
Потребитель на месте эксплуатации станка обеспечивает освещенность рабочей зоны не менее 200 ЛК.
При работе на станке следует соблюдать общие правила техники безопасности для работы на деревообрабатывающем оборудовании.
Необходимо периодически контролировать исправность блокировочных устройств и защитных щитков.
При работе станка не следует находиться в плоскости пильного узла и в непосредственной близости к пиле.
При загрузке, закреплении и кантовании пиломатериалов привод пилы должен быть отключен.
Чистка и обслуживание станка необходимо производить только при его полном отключении.
Помещение, в котором эксплуатируется станок, должно иметь обозначение опасной, шумоопасной и пожароопасной зоны, и оснащено необходимыми средствами защиты и пожаротушения.
Запрещается:
-использовать станок за пределами указанных в техническом описании и паспорте станка технических характеристик;
-работать затупленным инструментом;
-работать на станке с неисправной цепью защиты и повреждениям изоляции токоведущих частей станка;
-работать без закрытых защитных очков и средств защиты органов слуха (шумоподавляющих наушников) по ГОСТ 12.4.051-88;
- вводить кисти рук в опасную зону перемещения пилы;
-использовать режимы работы, приводящие к заклиниванию пилы;
-работать с плохо закрепленной пилой;
-производить работы по загрузке, повороту и закреплению пиломатериалов при включенном приводе пилы;
-работать на станке при появлении чрезмерного шума и вибраций, запахи гари и искрении;
-оставлять станок, подключенный к сети электропитания, после работы или при значительных перерывах в работе (вводный пакетный выключатель станка должен быть отключен!);
-загромождать проход с разгрузочной стороны станка;
-допускать скопление отходов пиления, создавая пожароопасную ситуацию;
-эксплуатировать станок в условиях воздействия капель и брызг воды, а также на открытых площадках во время дождя и снегопадов;
-производить техническое обслуживание и ремонт станка под напряжением (ввод должен быть отключен и его рукоятка должна быть снабжена табличкой - «не включать - работают люди»!);
-производить замену пилы без рукавиц.
2. Установка и первоначальный пуск.
2.1. Требования к месту установки станка.
Размещение станка производить с учетом принятого способа загрузки бревен в специально оборудованном помещении или под навесом с соблюдением противопожарных и санитарных норм.
Станок необходимо расположить относительно смежного оборудования и элементов строения так, чтобы минимальное пространство для обслуживающего персонала составляло 1м вокруг станка и 0,5м вокруг роликовых столов.
Для длинномерных заготовок, рекомендуется оснастить станок подающим и выходящим роликовыми столами.
Для тяжелых заготовок может быть предусмотрено подъемное устройство.
2.2. Установка станка.
Станок может быть установлен на любом подходящем бетонном основании. При этом должна быть учтена величина нагрузки на основание.
Станок устанавливается и при необходимости закрепляется с помощью четырех анкерных болтов М20 (в комплектацию станка анкерные болты не входят). Бетонирование анкерных болтов рекомендуется производить после их установки на станок.
Схема мест установки анкерных болтов в основании станка приведена на рисунке 4.
Рис.4 Схема мест установки анкерных болтов в основании станка
2.3. Пуск станка.
2.3.1. Снять текстолитовую планку со стола станины.
2.3.2. Не устанавливая пильный диск, гайку и фланцы крепления пильного диска проверить направление вращения электрических двигателей. Вращение пильного диска должно осуществляться в соответствии со стрелкой установленной на кожухе защиты пильного диска.
2.3.3. Установить пильный диск.
2.3.4. Проверить положение направляющего ножа (внутренняя плоскость не должна выходить за внутреннюю плоскость дисковой пилы с учетом развода или толщины наплавленного сателлита). При необходимости с помощью гаек М10 отрегулировать положение направляющего ножа.
2.3.5. Установить текстолитовую планку.
2.3.6. Установить защитный кожух на пильный диск.
2.3.7. Выставить размер требуемого пиломатериала (20мм).
2.3.8. С помощью болта М20 с опорной шайбой, расположенного на маятнике привода механизма подачи и прижима заготовки отрегулировать глубину захода рябухи (зубья рябухи не должны касаться роликовой линейки)
2.3.9. Произвести контрольный пропил. Внимание! В случае проскальзывания рябухи подающего механизма необходимо увеличить силу прижима обрабатываемого пиломатериала кроликовой линейки путем увеличения массы противовеса.
2.3.10. Проверить соответствие размера выпиленной заготовки с результатом выставленным на размерной линейки. При необходимости произвести регулировку размерной линейки.
2.3.11. Проверить геометрию выпиленной заготовки. При необходимости отрегулировать параллельность и перпендикулярность роликовой линейки относительно пильного диска с помощью прокладочных пластин путем ослабления четырех болтов М10 крепящих роликовую линейку к столу станка.
2.4. Демонтаж станка
2.4.1. Перемещение станка в пределах рабочего участка не требует его разборки.
2.4.2. Транспортирование станка не требует его разборки.
3. Подготовка к работе на станке.
3.1. Выполнить операции технического обслуживания станка согласно инструкции.
3.2. Проверить положение пластин чистиков на направляющих.
3.3. На шпинделя, соблюдая направления зубьев, указанное на кожухах стрелками, установить дисковые пилы при помощи дистанционных втулок и план-шайб. Поворотом торцовыми гайками закрепить пилы и втулки на шпинделях.
3.4. Установив защитные щитки, включите на несколько минут привода шпинделей станка. После выключения станка проверяется температура и состояние опор шпинделя и электродвигателя. Станок готов к работе.
4. Порядок работы.
4.1. Состав персонала.
Обслуживание станка производится бригадой, состоящей из оператора – распиловщика и одного или двух рабочих. Оператор-распиловщик играет большую роль в достижении высоких результатов распиловки, поскольку он контролирует состояние пилы и скорость подачи.
5. Проверка технического состояния.
5.1 Перечень проверок геометрической точности станка.
Таблица 5
№ | Наименование параметра | Единица измерения | Норма | Фактическое значение |
1 | Плоскость рабочей поверхности стола | мм | 0,5 | |
2 | Радиальное биение шпинделей | мм | 0,2 | |
3 | Перпендикулярность пилы плоскости стола | град. | 0.5 |
5.2 Показатели точности распиловки материала.
Отклонение от взаимной перпендикулярности широких и узких граней распиленного ассортимента – 2 мм на 80 мм.
Равномерное отклонение ширины распиленного ассортимента в зависимости от размеров пиломатериалов:
Размер 15 – 32 мм ![]() мм
мм
Размер 40 – 80 мм ![]() мм
мм
11 Техническое обслуживание
Техническое обслуживание станка производится согласно рекомендациям таблицы 6, с целью поддержания его в постоянной технической исправности и продления срока службы в объемах приведенного ниже перечня.
Обслуживание станка должно производится при его полном отключении от сети.
Таблица 6
№ | Содержание работ | Способ выполнения | Периодичность |
1 | 2 | 3 | 4 |
1 | Осмотр станка | Согласно инструкции | Ежедневно перед работой |
2 | Смазка станка | Шприцем | 1 раз в неделю |
3 | Очистка от опилок | Скребком | Ежедневно |
4 | Осмотр клиноременных передач и проверка их натяжения | Визуально, по необходимости отрегулировать натяжение | Еженедельно или при необходимости |
12 Хранение станка
Категория условий хранения - 2 класс по ГОСТ 15150.
Предельный срок хранения без переконсервации, при условии хранения в не нарушаемой упаковке в месте, исключающем попадание внутрь влаги, 6 месяцев.
Станок должен хранится под навесом или в сухом неотапливаемом помещении при температуре от - 30°С до +40°С.
13 Транспортирование станка
Станки допускается транспортировать автомобильным и железнодорожным транспортом. Категории условий транспортирования в части воздействия климатических факторов - 5 по ГОСТ 15150, механических факторов - Ж по ГОСТ23170.
Перед транспортированием изделие необходимо:
-выполнить консервацию станка, защитив неокрашенные детали, не имеющие защитных покрытий, жировой смазкой;
-отсоединить кабели;
-защитить от попадания влаги электродвигатели и масштабную линейку пленкой полиэтиленовой.
