
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Оглавление
Описание назначения устройства. 3
Описание принципиальной электрической схемы устройства. 5
Конструкция. 6
Разводка печатной платы. 7
Анализ состава навесных элементов. 8
Выбор техпроцесса сборки электронного узла. 9
Разработка схемы сборки с базовой деталью.. 10
Разработка маршрутного ТП.. 12
Разработка операционного ТП. 13
Операционный эскиз. 14
Схема базирования групповой заготовки.. 15
Расчет технологичности по базовым показателям. 16
Описание назначения устройства.
Данное устройство (набор NF238) представляет собой надежный таймер, позволяющий включить какой-либо прибор на заданный интервал времени (от 2-х секунд до 3-х часов). По истечении установленного времени таймер автоматически выключит электроприбор. Такой прибор может иметь широкое применение в быту, в кулинарии, в радиолюбительской практике, в фотолаборатории.
Технические характеристики
Напряжение питания, В | 12 |
Максимальная мощность подключаемого прибора, Вт (200В) | 300 |
Диапазон устанавливаемого времени (зависит от положения перемычки J) | 2 сек … 3 час |
Ток потребления, не более, мА | 30 |
Размеры печатной платы, мм | 75x44 |
Эскиз ячейки
рис.1
Трехмерная модель устройства.
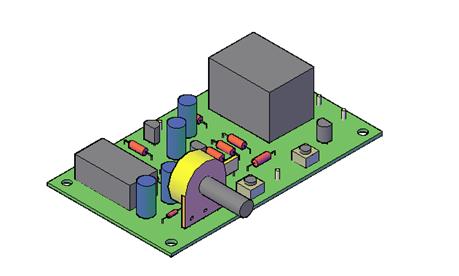 Упрощенная трехмерная модель устройства выполнена в программе Autocad 2008.
Упрощенная трехмерная модель устройства выполнена в программе Autocad 2008.
|
Перечень элементов
Сборочный чертеж ячейки с перечнем элементов.
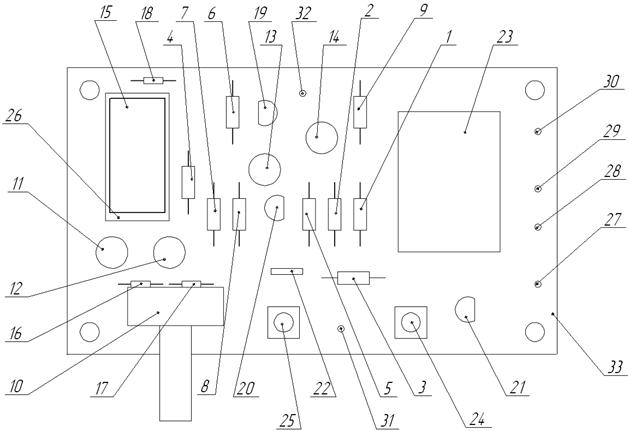
рис.3
Табл.1
Позиция | Обозначение | Наименование | Примечание | Кол. |
1, 9 | R1, R9 | 3 кОм | Оранжевый, черный, красный | 2 |
2, 3, 4, 6 | R2, R3, R4, R6 | 10 кОм | Коричневый, черный, оранжевый | 4 |
5 | R5 | 1 кОм | Коричневый, черный, красный | 1 |
7 | R7 | 100 кОм | Коричневый, черный, желтый | 1 |
8 | R8 | 5 кОм | Зеленый, черный, красный | 1 |
10 | VR1 | 500 кОм | Переменный резистор | 1 |
11, 12 | C3,C4 | 2.2 мкФ/ 16В | Электролитический конденсатор | 2 |
13 | C2 | 4.7 мкФ/16В | Электролитический конденсатор | 1 |
14 | C1 | 10 мкФ/16В | Электролитический конденсатор | 1 |
15 | DD1 | CD4060 | Счетчик | 1 |
16,17,18 | D1, D2, D3 | 1N4148 | Диод | 3 |
19 | TR3 | 2SC9012 | Транзистор PNP | 1 |
20,21 | TR1,TR2 | 2SC945 | Транзистор NPN | 2 |
22 | LED | Светодиод желтый, прямоугольный | 1 | |
23 | K1 | HLS8L-DC12V | Реле 12 В | 1 |
24,25 | SW | Кнопка тактовая | 2 | |
26 | Панель для ИМС | 1 | ||
27,28,29,30, 31,32 | Штыревые контакты | 6 | ||
33 | FT332 | Печатная плата 75x44 мм | 1 |
Описание принципиальной электрической схемы устройства.
Пинципиальная схема устройства выполнена в программе sPlan 6.0.

рис.4
Описание работы устройства.
Таймер выполнен на основе микросхемы CD4ти разрядного счетчика до 4096 со встроенным генератором и входом сброса. Внешний генератор выполнен на элементах R7, R8, VR1, C3, C4, D1, D2.
Принцип работы таймера заключается в следующем. После подачи напряжения питания, транзистор TR3 находится в закрытом состоянии, поэтому вся схема обесточена и на выходах счетчика присутствует низкой потенциал. При нажатии на кнопку «START», открываются транзисторы TR3 и TR2, срабатывает реле К1, при этом включенное состояние реле индицируется светодиодом LED. В этот момент происходит заряд конденсатора С2 до напряжения питания, на вход 12 микросхемы (RST) поступает высокий потенциал, тем самым обнуляя счетчик. Далее происходит разряд конденсатора С2 через резистор R6, после его разряда запускается счетчик. Переменным резистором VR1 изменяется длительность импульсов задающего генератора и время работы таймера в целом. Сигнал с выхода генератора внутри микросхемы подается на двоичный счетчик.
В таймере задействованы выходы Q8 (вывод 14) и Q14 (вывод 3) микросхемы DD1. Сигнал генератора с частотой, деленной на 128, выводится на выход Q8, а с частотой, деленной на 4096 – на выход Q14.
Перемычкой J производится выбор используемого вывода - Q8 или Q14, соответственно и временной диапазон работы таймера. При установке перемычки J, таймер работает в диапазоне от 2-х секунд до 2,48 минут. При снятии перемычки J, в диапазоне от 90 секунд до 3-х часов.
По истечении заданного времени, на выходе Q8 (или Q14) появляется уровень логической «1», транзистор TR1 открывается, вследствие чего, прекращается работа счетчика. Реле К1 и светодиод LED отключаются.
Работу таймера можно прервать в любой момент нажатием на кнопку «STOP».
При нажатии на кнопку «STOP», транзистор TR2 закрывается, соответственно закрывается транзистор TR3, тем самым прекращая работу счетчика.
Конструкция.
Конструктивно устройство выполнено на односторонней печатной плате из фольгированного стеклотекстолита FT338 размерами 75x44 мм. Для последующей установки в корпус по углам платы предусмотрены 4 отверстия под винт ![]() мм.
мм.
Так как число элементов невелико и не предъявляется высоких требований к точности исполнения, задаем тип платы и класс точности ее изготовления. Односторонняя печатная плата первого класса точности, изготавливается химическим методом.
Для ОПП первого класса точности определены следующие параметры:
1) минимальная ширина проводников t=0,75 мм,
2) минимальная ширина зазора между проводниками s=0,75 мм,
3) поясок b=0,3 мм,
4) допуск на ширину проводника dt=± 0,15 мм
В плате имеются монтажные отверстия следующих диаметров:
1) ![]() мм
мм
2) ![]() мм
мм
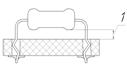
Три вида контактных площадок (рис. 5):
1) овальные - для выводов панели для ИМС;
2) круглые – для выводов реле и тактовых кнопок;
3) восьмиугольные – для штыревых контактов, резисторов, диодов, транзисторов и конденсаторов.
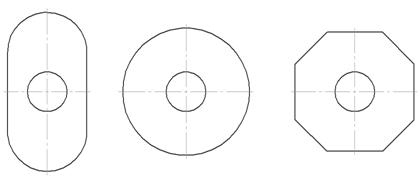
рис.5
Разводка печатной платы.
На основании электрической принципиальной схемой устройства (рис.4) разрабатывают конструкцию печатной платы, влияющую на технологический процесс и возможность серийного производства.
Наибольшее влияние на ТП оказывает расположение элементов и их типы. Для разработки схемы расположения элементов необходимо спроектировать проводящий рисунок печатной платы.
Разводка платы устройства счетчика проведена при помощи программы PCAD. На рис.6 полученный рисунок приведен вместе с монтажной схемой устройства.
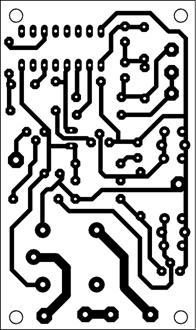
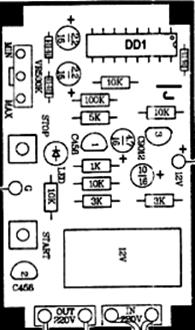
рис. 6
Анализ состава навесных элементов.
Характеристики элементов, установленных на плате, представлены в табл. 2.
Табл.2
№ | Тип ИЭТ | Вариант установки | Хар-ка варианта установки | Способ фиксации | Кол-во вы-водов | Кол-во ИЭТ на плате | Примечания |
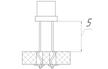
1 | Штыревые контакты |
| Без зазора | подкладка | 1 | 6 | |
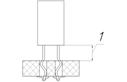
2 | Резисторы R1, R2…R9, диоды D1,D2,D3 |
| С зазором | Зиг-замок | 2 | 12 | необходима формовка выводов |
3 | Светодиод LED |
| С зазором | Зиг-замок | 2 | 1 | необходима формовка выводов |
4 | Транзис-торы TR1..VR3 |
| С зазором | Подгибка выводов | 3 | 3 | |
5 | Конденса-торы C1,C2,C3,C4 |
| С зазором | Зиг-замок | 2 | 4 | необходима формовка выводов |
6 | Тактовые кнопки SW |
| Без зазора | Опорный зиг | 4 | 2 | поставляются с отформован-ными выводами |
7 | Реле K1 |
| Без зазора | Подгибка выводов | 5 | 1 | |
8 | Переменное сопротивление VR1 |
| Без зазора | Подгибка выводов | 3 | 1 | |
9 | Панель для ИМС |
| Без зазора | Подгибка выводов | 16 | 1 | |
10 | ИМС DD1 |
| С зазором | Механи-ческая фиксация выводов | 16 | 1 | необходима формовка выводов |




Выбор техпроцесса сборки электронного узла.
Для ТП сборки устройства и монтажа конструктивных элементов типовые операции приведены в таблице 3.
Табл.3
Основные этапы сборки | Объекты сборки | Основные типовые операции |
Комплектация | Печатные платы, комплектующие, детали | Распаковка из тары поставщика. Входной контроль параметров. Размещение в технологической тape. |
Подготовка к монтажу | Печатные платы | Промывка платы. Контроль печатного монтажа. Контроль паяемости платы. Маркировка платы |
Навесные элементы (ЭРЭ, ИМС) | Лакирование обозначений номиналов. Рихтовка и обрезка выводов. Флюсование и лужение выводов. Формовка выводов. Промывка и сушка ЭРЭ и ИМС. Комплектация. Кассетирование | |
Установка напечатную плату | Детали | Установка и закрепление контактов (штырей), прокладок. Стопорение механических соединений |
Навесные элементы | Установка и фиксация резисторов, диодов, конденсаторов, транзисторов. Установка и фиксация микросхем. Контроль установки элементов | |
Выполнение контактных соединений | Плата с деталями, ЭРЭ, ИМС | Флюсование и пайка соединений. Промывка и сушка модуля. Контроль контактных соединений |
Контроль модуля и защита от внешних воздействий | Модуль | Контроль и регулировка функциональных параметров. Монтажные операции (дополнительные). Контроль параметров модуля, испытания и контроль. Сдача на соответствие ТУ |
Разработка схемы сборки с базовой деталью
Схема сборки необходима для описания последовательности установки деталей и сборочных единиц на базовую деталь и служит источником данных для разработки маршрутного ТП. Технологическая схема сборки устройства таймера, приведенная на рис. 7.
При разработке схемы сборки была выбрана базовая деталь – печатная плата (как для модуля первого уровня). Детали и сборочные единицы изображены в виде прямоугольников (см. рис. 7), в которых указывается номер, наименование и их количество. От базовой детали к готовой сборочной единице проводится главная линия сборки, а от устанавливаемых деталей или сборочных единиц — линии до пересечения с ней. Расположение точек пересечения на главной линии говорит о выбранной последовательности сборки. Операции сборки и монтажа указаны цифрами в круглых рамках в том месте, где они осуществляются.
1 – формовка выводов в зиг-замок
2 - подгибка выводов
3 –пайка паяльником
4 – функциональный контроль
Элементы устанавливаются в соответствии с пространственной компоновкой, начиная с наименьшего.
Элементы паяются паяльником мощностью не более 25 Вт с хорошо заточенным жалом. Время пайки каждого вывода не должно превышать 2-3 секунды. Применяется припой марки ПОС-61М и флюс ЛТИ-120.
|
Разработка маршрутного ТП
Маршрутный техпроцесс сборки таймера представлен в Таблице 4.
Табл. 4
№ | Название операции | Оборудование |
1 | Комплектация | стол монтажника |
2 | Подготовительная: формовка выводов | стол монтажника |
3 | Монтажная: установка КМО и элементов объемной компоновки | стол монтажника |
4 | Монтажная: флюсование и пайка выводов | стол монтажника, паяльник |
5 | Контрольная: функциональный контроль модуля | Контрольно-измерительная аппаратура |
Разработка операционного ТП.
В операционном ТП рассматриваются все операции и все переходы. Данный ТП определяет операции и переходы для мелкосерийного производства производства. В случае необходимости увеличения объемов выпуска (серийное производство) возможен вариант использования автоматической подготовки и установки элементов и групповой пайки (пайка волной). Время переходов определяется по результатам макетирования
Табл.5
№ | Операции и переходы | Оснастка | Tпер., сек. |
1 | Комплектация (32 единицы) | 90 | |
1.1 | поиск нужного номинала | виз. | 50 |
1.2 | отсчет необходимого числа | виз. | 20 |
1.3 | упаковка в тару | тара | 10 |
1.4 | маркировка тары | тара | 10 |
2 | Формовка выводов | 165 | |
2.1 | извлечение элементов из тары | ручная | 3 |
2.2 | подбор формовочного приспособления | виз. | 2 |
2.3 | гибка круглогубцами | круглогубцы | 160 |
Повторить переходы 2.1-раз | |||
3 | Установка КМО | 13 | |
3.1 | поиск элемента | виз. | 2 |
3.2 | поиск места установки | виз. | 2 |
3.3 | установка КМО | ручная | 2 |
3.4 | подгибка выводов | круглогубцы | 3 |
3.5 | обкусывание выводов | бокорезы | 2 |
3.6 | контроль правильности установки | виз. | 2 |
Повторить переходы 3.1-раза | |||
4 | Пайка выводов паяльником | 6 | |
4.1 | флюсование | кисточка, флюс ЛТИ-120 | 2 |
4.2 | пайка паяльником | паяльная станция, припой ПОС-61М | 2 |
4.3 | контроль качества пайки | виз. | 2 |
Повторить переходы 4.1-4.раз | |||
5 | Проверка функциональности ячейки | 40 | |
5.1 | поместить ячейку в установку | устройство контроля | 3 |
5.2 | подключить клеммы | ручная | 5 |
5.3 | контроль при разных режимах | устройство контроля | 30 |
5.4 | извлечь модуль | ручная | 2 |
Общее число выводов, подлежащих формовке:элементов)
Общее число КМО: 32
Общее число контактных соединений: 79
Общее время изготовления ячейки: 6615 с= 110 мин 15 с = 1ч 50 мин 15 с
Операционный эскиз.
Схема базирования групповой заготовки
Расчет технологичности по базовым показателям.
Анализ технологичности необходим для определения целесообразности запуска в производство данного изделия, исходя из экономических соображений и соображений самой технологичности, т. е. снижения производственных затрат и получения максимальной прибыли при заданном типе производства. Выберем тип производства – мелкосерийный.
Параметры платы, которые участвуют в расчетах коэффициентов базовых показателей, приведены в таблице 6.
Табл. 6.
Количество ИМС. | = | 1 |
Общее кол-во элементов. | = | 32 |
Количество автоматизированно полученных соединений | = | 0 |
Общее кол-во монтажных соединений | = | 79 |
Количество механизированно подготовленных ИЭТ | = | 2 |
Число операций механизированного контроля и настройки | = | 0 |
Общее число операций контроля и настройки | = | 3 |
Количество типоразмеров ИЭТ | = | 10 |
Количество типоразмеров оригинальных ИЭТ | = | 0 |
Количество деталей прогрессивного формообразования | = | 2 |
Число деталей пространственной компоновки | = | 3 |
Количество механизировано установленных ИЭТ | = | 0 |
Механизированно подготовлены выводы тактовых кнопок, сформовованные в зиг.
Общее число операций контроля 3:
1) контроль правильности установки
2) контроль качества пайки
3) функциональный контроль.
Названия, формулы, значения, значения весовых коэффициентов и произведение ![]() , которое участвует в формуле расчета коэффициента технологичности изделия, показаны в таблице 7.
, которое участвует в формуле расчета коэффициента технологичности изделия, показаны в таблице 7.
Табл. 7.
Базовый показатель | Формула | Значение |
|
|
Коэффициент использования ИМС |
| 0,031 | 1,0 | 0,031 |
Коэффициент автоматизации монтажа |
| 0 | 1,0 | 0 |
Коэффициент механизации подготовки к монтажу |
| 0.063 | 0,8 | 0.05 |
Коэффициент механизированного контроля и настройки |
| 0 | 0,5 | 0 |
Коэффициент повторяемости ИЭТ |
| 0,688 | 0,3 | 0,206 |
Коэффициент применяемости ИЭТ |
| 1 | 0,2 | 0,2 |
Коэффициент формообразования ИЭТ |
| 0,667 | 0,1 | 0,067 |
Коэффициент механизации установки ИЭТ |
| 0 | 0,5 | 0 |
Коэффициент механизации подготовки к монтажу![]() практически устарел, и поэтому он может быть заменен коэффициентом механизации установки
практически устарел, и поэтому он может быть заменен коэффициентом механизации установки  .
.
По полученным результатам коэффициент технологичности вычисляется по формуле: 

![]()
