
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
 |
КОМАРОВ Дмитрий Юрьевич
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПОВЕРХНОСТИ ПРИ ЦЕНТРОБЕЖНОЙ ОБЪЕМНОЙ ОБРАБОТКЕ ПУСТОТЕЛЫХ ДЕТАЛЕЙ
ИЗ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ
Специальность 05.02.08 – Технология машиностроения
А в т о р е ф е р а т
диссертации на соискание ученой степени
кандидата технических наук
ПЕНЗА 2012
Работа выполнена в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования «Пензенский государственный университет».
Научный руководитель - | доктор технических наук, профессор
|
Официальные оппоненты: | , доктор технических наук, профессор, Пензенский филиал Военной академии материально-технического , кандидат технических наук, |
Ведущая организация – |
|
Защита диссертации состоится 27 декабря 2012, в 14 часов, на за-седании диссертационного совета Д 212.186.03 в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования «Пензенский государственный университет» 0.
С диссертацией можно ознакомиться в библиотеке Федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Пензенский государственный университет».
Автореферат разослан 26 ноября 2012 г.
![]() Ученый секретарь
Ученый секретарь
диссертационного совета
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Высокий уровень требований к качеству и конкурентоспособности изделий машиностроения может быть обеспечен на основе совершенствования известных и разработки новых технологических процессов и операций.
В современной промышленности происходит частая смена объек-та производства, поэтому требуется создание технологических процессов, обладающих высокой гибкостью и универсальностью для обработки широкой номенклатуры деталей. На финишных и зачистных операциях широко используют объемные методы обработки гранулированными рабочими средами, которые обеспечивают копирование сложных форм обрабатываемых поверхностей деталей без изготовления специальных инструментов.
Несмотря на большое разнообразие методов объемной обработки, проблемный характер носят полирование и зачистка поверхностей пустотелых тонкостенных деталей, полученных листовой штамповкой или литьем. К ним относятся корпусные детали разнообразных дат-чиков, элементы светотехнической и санитарно-технической арматуры, игровых и бытовых устройств, мебельной фурнитуры. Большинство из этих деталей изготавливают из легированных сталей или титановых сплавов, которые обладают высокой прочностью в сочетании с пластичностью и вязкостью. Известные методы объемной обработки пустотелых деталей сложной формы являются малоэффективными, поскольку детали всплывают на поверхность рабочей загрузки, что делает невозможным контактирование абразивных гранул с обрабатываемой поверхностью по всему профилю.
Перспективной для решения подобных задач является цент-робежная отделочно-зачистная обработка в контейнерах с планетарным вращением, которая отличается высокими давлениями при контакте уплотненной абразивной среды с поверхностями детали.
Известные модели процесса центробежной обработки требуют определения целого ряда эмпирических коэффициентов и не учитывают особенности обработки пустотелых деталей, что затрудняет управление показателями качества получаемой поверхности.
Поэтому совершенствование объемной абразивной обработки поверхностей пустотелых тонкостенных деталей из труднообрабатываемых материалов, в частности легированных сталей и титановых сплавов, является актуальным.
Объект исследования – центробежная объемная обработка пустотелых тонкостенных деталей в контейнерах с планетарным вращением.
Предмет исследования – взаимосвязи технологических режимов и условий центробежной обработки с качеством поверхности пустотелых тонкостенных деталей из труднообрабатываемых материалов, в частности легированных сталей и титановых сплавов.
Цель работы – определение эффективных режимов и условий объемной обработки гранулированными средами в контейнерах с планетарным вращением для обеспечения стабильного качества поверхностей пустотелых деталей из труднообрабатываемых материалов.
Задачи исследования:
1 Разработать способ абразивной обработки пустотелых деталей в контейнерах с планетарным вращением.
2 Исследовать движение пустотелой детали в скользящем слое при каскадном режиме перемещения загрузки и разработать на этой основе методику определения режимов обработки и параметров технологического оснащения, обеспечивающих стабильное качество поверхностей тонкостенных пустотелых деталей.
3 Выполнить экспериментальные исследования для оптимизации технологических режимов отделочной обработки пустотелых деталей из труднообрабатываемых легированных сталей и титановых сплавов в контейнерах с планетарным вращением.
4 Разработать модель контактного взаимодействия абразивных гранул с поверхностью детали для управления формированием качественных показателей поверхности.
5 Разработать программное обеспечение для моделирования движения пустотелых деталей в скользящем слое и определения параметров обработки.
6 Внедрить результаты исследований в производство и обосновать технико-экономическую эффективность отделочной обработки пустотелых деталей в контейнерах с планетарным вращением.
Методы исследований. Исследования базируются на основных положениях технологии машиностроения, теоретической механики, теории абразивного износа и разрушения материалов, теории вероятностей и математической статистики, математического моделирования.
Достоверность и обоснованность научных результатов работы подтверждается сходимостью данных теоретических и экспериментальных исследований, корректным применением математического аппарата при моделировании движения загрузки и взаимодействия гранулированной абразивной среды с поверхностями тонкостенных полых деталей, использованием поверенных и аттестованных средств измерений, апробацией результатов работы в условиях промышленного производства.
На защиту выносятся.
1 Новый способ центробежной объемной обработки, обеспечивающий погружение пустотелых деталей в скользящий слой при каскадном режиме движения уплотненной загрузки.
2 Методика определения технологических параметров для интенсификации движения пустотелых деталей при отделочно-зачистной обработке.
3 Результаты теоретических исследований движения пустотелых деталей произвольной формы в скользящем слое рабочей загрузки при планетарном вращении контейнера.
4 Результаты экспериментальных исследований влияния технологических факторов на производительность отделочной обработки и качество поверхностей пустотелых деталей.
5 Методика и результаты моделирования процесса контактирования абразивных гранул с поверхностями деталей из труднообрабатываемых материалов для управления формированием показателей качества обработанных поверхностей.
6 Рекомендации по совершенствованию технологии отделочной обработки пустотелых деталей из труднообрабатываемых материалов в контейнерах с планетарным вращением.
Научная новизна.
1 Разработан способ центробежной объемной обработки пустотелых деталей, определены условия их погружения в скользящий слой шлифовального материала при движении рабочей загрузки, необходимые для эффективной обработки в различных гранулированных средах.
2 Разработаны модель каскадного движения загрузки и методика определения граничных условий интенсификации технологических режимов обработки пустотелых тонкостенных деталей для предотвращения недопустимых деформаций.
3 Получены экспериментальные модели съема металла и шероховатости поверхности от технологических параметров, позволяющие оптимизировать режимы объемной обработки пустотелых деталей из труднообрабатываемых материалов.
4 Разработана методика определения достижимой шероховатости поверхности пустотелых деталей из труднообрабатываемых материалов, учитывающая взаимосвязь технологических режимов обработки и физико-механических свойств поверхностного слоя.
Практическая ценность.
1 Разработана технологическая операция объемной отделочной обработки пустотелых деталей из труднообрабатываемых материалов в контейнерах с планетарным вращением, позволяющая обеспечить стабильность качественных характеристик поверхностей.
2 Разработаны методика и программное обеспечение, позволяющие оптимизировать технологические режимы для проектирования операции объемной обработки пустотелых деталей.
3 Предложены различные конструкции технологических тел для повышения объемной плотности пустотелых деталей и разработана методика определения их массы для различных составов гранулированных сред.
Реализация и внедрение результатов. Результаты исследований внедрены в производство на "Старт" им. -ценко». Повышение производительности отделочно-зачистных операций пустотелых деталей и обеспечение стабильного качества обрабатываемых поверхностей позволило сократить время обработки и получить годовой экономический эффект в размере 188 тыс. руб.
Апробация работы. Основные положения работы докладывались на VIII Международной научно-технической конференции «Совре-менные инструментальные системы, информационные технологии и инновации» (Курск, 2011), I Международной научно-практической конференции «Инновационные технологии в машиностроительном комплексе» (Пенза, 2012), Международной научно-практической конференции «Наукоёмкие технологии в машиностроении и авиадвигателестроении» (Рыбинск, 2012), VII Международной научно-практи-ческой конференции «Технологическое обеспечение качества машин и приборов» (Пенза, 2012), ежегодных научных конференциях профессорско-преподавательского состава Пензенского государственного университета (Пенза, ).
Публикации. Основные положения диссертации опубликованы
в 8 статьях (1 статья без соавторов), из них 2 статьи в изданиях, входящих в перечень ВАК РФ, получены свидетельство о государственной регистрации программного обеспечения «Всплытие» и патент РФ на изобретение.
Структура и объем работы. Диссертация состоит из введения, пяти глав, основных выводов, списка литературы из 115 наименований и включает 146 страниц текста, 56 рисунков, 8 таблиц, 6 приложений.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы, приведены цель и задачи исследования, научная новизна, сформулированы положения, выносимые на защиту.
В первой главе выполнен аналитический обзор методов абразивной обработки деталей из труднообрабатываемых материалов, обобщен опыт применения моделирования для оценки контактного взаимодействия абразивных гранул с поверхностью заготовки, показаны характерные технологические особенности формообразования деталей из труднообрабатываемых материалов.
При объемной абразивной обработке деталей из таких материалов необходимо создавать высокие давления для контакта рабочих сред с поверхностями детали, которые наиболее просто достигаются инерционным уплотнением центробежными силами, при планетарном вращении контейнеров с рабочей загрузкой.
Предпочтительным для снижения шероховатости поверхности на маложестких тонкостенных деталях является каскадное движение рабочей загрузки. Поэтому важно осуществить моделирование движения загрузки и контактного взаимодействия гранул с обрабатываемыми поверхностями полых деталей для этого режима. Известные модели контактного взаимодействия выполнены только для водопадного движения рабочей загрузки, когда рабочие тела и детали переходят в фазу полета в объеме контейнера и позволяют оценить упрочнение поверхности и параметры шероховатости при использовании в качестве рабочих тел стальных шаров.
Существенный вклад в развитие технологии и теории абразивной обработки деталей гранулированными рабочими средами внесли отечественные ученые: , , и др.
Характерной особенностью обработки резанием легированных сталей и титановых сплавов является высокая степень упрочнения материала в процессе деформации. Исследованиями ,
А. В. Королева, , установлено влияние физико-механических свойств материала на разрушение в процессе абразивного резания. Однако изменение прочностных характеристик тонких поверхностных слоев металла при воздействии микровыступов абразивных частиц и небольших нагрузках исследовано недостаточно, что затрудняет построение математических моделей для управления формированием качественных показателей обработанной поверхности.
Показана актуальность исследований по технологическому обеспечению центробежной обработки пустотелых тонкостенных деталей. На основании изложенного сформулированы цель и задачи, решение которых обеспечит их достижение.
Во второй главе приведены результаты теоретических исследований, определены условия, при которых обеспечивается качество поверхности пустотелых деталей из труднообрабатываемых материалов при центробежной обработке, разработаны методики определения эффективных технологических параметров.
|
|
|
Разработан способ объемной обработки деталей гранулированными средами, при котором обрабатываемые детали 1 (рисунок 2,а) загружают в цилиндрический контейнер 2 с гранулированным шлифовальным материалом 3, заливают технологическую жидкость и герметично закрывают контейнер. Контейнеру сообщают планетарное движение с угловыми скоростями ω1 вокруг оси 4 водила и ω2 вокруг собственной оси 5. При этом водило, несущее контейнер, имеет возможность переносного вращения вокруг оси 6, перпендикулярной оси водила, что позволяет автоматизировать загрузку гранулированной среды и сепарацию деталей после обработки. При сложном вращении контейнера происходит уплотнение рабочей загрузки с образованием сегмента в поперечном сечении контейнера и происходит пересыпание уплотненной массы, а на ее поверхности формируется движущийся
с высокой скоростью скользящий слой 7, состоящий из абразивных гранул и обрабатываемых деталей. В этом слое происходит интенсивная обработка деталей абразивными гранулами вследствие их проскальзывания относительно друг друга. Это проскальзывание обусловлено различием плотностей деталей и гранул.
|
|
Рисунок 2 – Схемы обработки (а) и установки технологического тела
в полости детали (б)
Пустотелые детали при любых видах объемной обработки, включая центробежную в контейнере с планетарным вращением, всплывают на поверхность загрузки и практически не обрабатываются.
Для стабильной обработки необходимо увеличить насыпную плотность пустотелых деталей, чтобы обеспечить их погружение в скользящий слой. Для увеличения насыпной плотности предлагается в полость детали вводить технологическое тело, массу mт которого определяют из условия
![]() , (1)
, (1)
где ρа – объемная плотность абразивного шлифовального материала; Vм – объем материала детали; Vп – объем внутренней полости детали; mд – масса обрабатываемой детали.
Схема установки технологического тела 2 во внутреннюю полость детали 1 показана на рисунке 2,б.
Результирующую силу ![]() , действующую на деталь массой mд,
, действующую на деталь массой mд,
в скользящем слое найдем по выражению (рисунок 3)
 , (2)
, (2)
где ![]() - сила сопротивления среды;
- сила сопротивления среды; ![]() - сила тяжести;
- сила тяжести; ![]() - сила инерции от вращения водила с угловой скоростью w1;
- сила инерции от вращения водила с угловой скоростью w1;![]() - кориолисова сила инерции;
- кориолисова сила инерции; ![]() - выталкивающая сила, действующая на деталь;
- выталкивающая сила, действующая на деталь;![]() - равнодействующая сила воздействия абразивных гранул на поверхность детали.
- равнодействующая сила воздействия абразивных гранул на поверхность детали.

1 – скользящий слой; 2 – твердотельная зона; 3 – контейнер; 4 – деталь
Рисунок 3 – Схема движения загрузки и силы, действующие на деталь
в скользящем слое
Для определения слагаемых в выражении (2) представим скользящий слой загрузки в виде ламинарных элементарных слоев с толщиной, соответствующей среднему размеру гранул шлифовального материала, причем поровое пространство уплотненной загрузки заполнено жидкостью.
Силу сопротивления ![]() движению детали в скользящем слое представим в виде проекций и на оси X и Y и в зависимости от глубины погружения определим по выражению
движению детали в скользящем слое представим в виде проекций и на оси X и Y и в зависимости от глубины погружения определим по выражению
 ; (3)
; (3)
 , (4)
, (4)
где ![]() – большее и меньшее расстояние от поверхности скользящего слоя до i-го элементарного слоя загрузки соответственно (см. рисунок 3);
– большее и меньшее расстояние от поверхности скользящего слоя до i-го элементарного слоя загрузки соответственно (см. рисунок 3); ![]() - проекция вектора скорости
- проекция вектора скорости ![]() на ось Х; lд – размер детали по оси Z; ρа – средняя плотность гидроабразивной среды; Сс – коэффициент, учитывающий сопротивление среды при изменении характера ее движения после контакта с деталью; Sy – площадь проекции детали на плоскость, параллельную поверхности скользящего слоя загрузки;
на ось Х; lд – размер детали по оси Z; ρа – средняя плотность гидроабразивной среды; Сс – коэффициент, учитывающий сопротивление среды при изменении характера ее движения после контакта с деталью; Sy – площадь проекции детали на плоскость, параллельную поверхности скользящего слоя загрузки; ![]() - проекция вектора скорости
- проекция вектора скорости ![]() на ось Y;
на ось Y; ![]() - скорость элементарного слоя загрузки; j - количество элементарных слоев в сечении детали, причем
- скорость элементарного слоя загрузки; j - количество элементарных слоев в сечении детали, причем ![]() (хmin, хmax – наименьшее и наибольшее расстояния от поверхности детали до поверхности скользящего слоя соответственно).
(хmin, хmax – наименьшее и наибольшее расстояния от поверхности детали до поверхности скользящего слоя соответственно).
Координаты X0 и Y0 центра масс обрабатываемой детали любой формы в произвольный момент времени определяются с помощью разработанного программного обеспечения «Всплытие».
Поскольку расстояние от различных частиц уплотненной массы загрузки до оси вращения водила является переменным, то напряженность инерционного силового поля, характеризуемая отношением центробежного ускорения к ускорению силы тяжести ω1R1/g, будет неодинакова в различных точках скользящего слоя. Представим тело детали длиной lд по оси Z и внутреннюю полость детали в виде совокупности единичных объемов с размерами li × li в проекции на плоскость XY, причем каждый единичный объем имеет соответствующую массу, плотность и координаты Xi и Yi центра масс (рисунок 4).
1 – единичный объем; 2 – полость детали;
3 – стенка контейнера; 4 – скользящий слой
Рисунок 4 – Схема действия сил на единичный объем детали
в скользящем слое
Силу инерции ![]() , действующую на деталь от вращения водила со скоростью ω1 , также представим в виде проекций
, действующую на деталь от вращения водила со скоростью ω1 , также представим в виде проекций ![]() и
и![]() на оси X и Y:
на оси X и Y:
 (6)
(6)
 (7)
(7)
где ρм – плотность материала (для жидкости в пустотах ρм = 1); ![]() - ускорение; φ и ξ – угловые параметры (см. рисунок 4).
- ускорение; φ и ξ – угловые параметры (см. рисунок 4).
Выталкивающую силу ![]() , определим по выражению:
, определим по выражению:
 , (8)
, (8)
где ![]() – объем рабочей загрузки, вытесненной единичным объемом детали;
– объем рабочей загрузки, вытесненной единичным объемом детали; ![]() - кориолисово ускорение детали.
- кориолисово ускорение детали.
Равнодействующую силу от действия совокупности абразивных гранул на поверхность детали определим по выражению
 (9)
(9)
где ![]() - количество слоев, контактирующих с поверхностью детали в рассматриваемом сечении; Δ – средний размер абразивных гранул;
- количество слоев, контактирующих с поверхностью детали в рассматриваемом сечении; Δ – средний размер абразивных гранул; ![]() - статическое давление загрузки на поверхность детали, параллельную поверхности скользящего слоя загрузки (см. рисунок 4);
- статическое давление загрузки на поверхность детали, параллельную поверхности скользящего слоя загрузки (см. рисунок 4); ![]() - динамическое давление загрузки на поверхность детали, перпендикулярную поверхности скользящего слоя загрузки (см. рисунок 4);
- динамическое давление загрузки на поверхность детали, перпендикулярную поверхности скользящего слоя загрузки (см. рисунок 4); ![]() - статическое давление загрузки на поверхность детали, перпендикулярную поверхности скользящего слоя загрузки (см. рисунок 4).
- статическое давление загрузки на поверхность детали, перпендикулярную поверхности скользящего слоя загрузки (см. рисунок 4).
Предложенная методика позволяет определить скорости, ускорения и координаты центра масс детали в произвольный момент времени.
Обрабатываемая деталь будет поступательно перемещаться в скользящем слое и вращаться вокруг центра масс вследствие различных скоростей движения отдельных слоев загрузки на поверхности и в глубине скользящего слоя. При вращении детали в скользящем слое на нее будет действовать сила сопротивления среды, которая направлена противоположно вектору окружной скорости. Возникающий при этом крутящий момент, представив обрабатываемую поверхность в виде совокупности единичных участков, найдем по выражению
 , (10)
, (10)
где Si - площадь проекции единичного участка поверхности детали на плоскость, перпендикулярную вектору скорости этого участка; υдi – линейная скорость единичного участка детали; n - число единичных участков на поверхности детали; ri – расстояние от единичного участка поверхности до центра масс детали.
Используя выражения (2-10), можно определить крутящий момент, действующий на деталь, угловую скорость и угол поворота в произвольный момент времени t. Вычисления производятся в программе «Всплытие» численными способами.
Приведенные выше формулы позволяют определить скорость движения различных участков поверхности детали в произвольный момент времени, тогда, зная скорости движения элементарных слоев уплотненной загрузки, найдем величину скорости резания ![]() на любом участке поверхности детали по формуле
на любом участке поверхности детали по формуле
![]() , (11)
, (11)
где ωд – угловая скорость детали.
В таблице 1 приведены значения динамических характеристик при движении детали в скользящем слое, определенных на основе ПО «Всплытие».
Анализ результатов, приведенных в таблице, показывает, что применение технологических тел для утяжеления пустотелых деталей существенно увеличивает контактное давление гранул и скорость движения детали в скользящем слое.
Полученные значения динамического взаимодействия гранул и поверхностей деталей являются исходными данными для определения параметров шероховатости, достижимой при центробежной обработке по разработанной методике.
Предлагается для оценки прочностных свойств тонких поверхностных слоев использовать приведенный предел текучести ![]() обрабатываемого материала:
обрабатываемого материала:
 , (12)
, (12)
где hу - экспериментальные значения величины упругих деформаций материала при внедрении индентора; Е* – приведенный модуль упругости материала; Вц – ширина царапины; λ – отношение критического давления в области упругих деформаций к константе пластичности. Установлено, что величина приведенного предела текучести σтп для стали 12Х18Н10Т в несколько раз отличается от табличного значения (196 МПа) и составляет σтп = 1077 МПа.
Таблица 1 – Параметры динамического воздействия на рабочую загрузку и скорость движения детали в скользящем слое (гранулы ПТ15×15; ω1 = 14,7 с-1; степень заполнения контейнера С = 50 %)
Параметры | Головка клюшки | Головка клюшки | Корпус датчика | Корпус датчика с технологическим телом |
| 0,547 | 0,411 | 0,047 | 0,037 |
| 42,531 | 59,066 | 0,316 | 0,425 |
| 0,073 | 0,274 | 0,004 | 0,041 |
| 7,064 | 45,544 | 0,047 | 0,335 |
| 61,866 | 65,16 | 0,438 | 0,505 |
| 12,27 | 78,682 | 0,074 | 0,595 |
| 181,67 | 179,91 | 23,31 | 23,32 |
| -2,93 | -2,558 | -3,071 | -2,759 |
| -0,531 | 4,241 | -2,018 | 1,823 |
Полученные значения σтп в дальнейшем использовались при моделировании контактного взаимодействия гранул с обрабатываемыми деталями для оценки достижимой шероховатости.
В третьей главе приведены методика и результаты экспериментальных исследований влияния технологических факторов на качество поверхности пустотелых деталей из труднообрабатываемых мате-риалов.
Для исследования влияния насыпной плотности обрабатываемых деталей на удельный массовый съем металла q был реализован однофакторный эксперимент. Установлено (рисунок 5), что производительность обработки растет с увеличением насыпной плотности деталей до определенной величины. Этот рост прекращается, когда насыпная плотность пустотелых деталей достаточна для их полного погружения в абразивный материал, т. е. соответствует критическому значению ρк, для которого массу технологического тела, установленного в полость детали, определяют по соотношению (1).
Рисунок 5 – Влияние насыпной плотности деталей на удельный массовый съем металла при обработке (гранулы ПТ 15×15, ρк = 1,854 т/м3;
ω1 = 14,7 с-1; t = 24 мин; С = 50 %)
Исследование влияния технологических факторов на шероховатость поверхности Ra, мкм, и удельный массовый съем металла q, мг/см2, было выполнено по методике многофакторного планирования эксперимента.
Для образцов из стали 12Х18Н10Т с исходной шероховатостью поверхности Ra = 0,8 мкм получена модель влияния технологических факторов на параметр Ra (Y), которая в кодовых обозначениях имеет вид
Y = 0,273 – 0,072·Х1 – 0,048·Х2 + 0,0215·Х3 + 0,003·Х4 + 0,00375·Х1Х2 –
–0,002·Х1Х3 – 0,0078·Х2Х3 – 0,0165·Х1Х4 + 0,0118·Х2Х4 + 0,0135·Х3Х4+
+ 0,008·Х12 – 0,006·Х22 – 0,014·Х32 + 0,01·Х42,
где Х1, Х2, Х3, Х4 – длительность обработки t, частота вращения водила n1, вид гранул, степень заполнения контейнера С соответственно.
Аналогично были получены экспериментальные модели влияния технологических факторов на удельный массовый съем металла q и шероховатость поверхности образцов из сплава ВТ1-0 и стали 12Х18Н10Т с исходной шероховатостью Ra = 2 мкм и Ra = 1,2 мкм соответственно.
Установлено (рисунок 6), что исходная шероховатость поверх-ности снижается в течение 10-12 мин обработки, а затем происходит увеличение неровностей. Это можно объяснить появлением упроч-ненных навалов, возникающих при многократном деформирующем воздействии абразивных частиц.
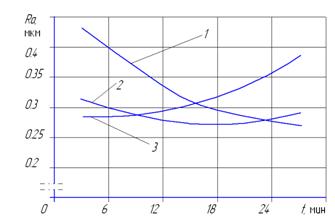
Рисунок 6 – Влияние времени обработки t и степени заполнения
контейнера С на шероховатость поверхности Ra, мкм (сталь 12Х18Н10Т; ПТ5×5, n1 = 120 мин-1); 1 – С = 70 %; 2 – С = 50 %; 3 – С = 30 %
В ПО «Всплытие» разработан программный модуль «оптимизация», позволяющий определить оптимальные технологические режимы и условия обработки. Показано, что для повышения качества поверхности следует использовать двухпереходную обработку, причем на втором переходе применять фарфоровые шары с пониженной режущей способностью и производить загрузку контейнера на 60-70 %.
В четвертой главе исследовано взаимодействие абразивных гранул с поверхностью пустотелых деталей с помощью метода конечных элементов (МКЭ), что позволяет разработать методику определения оптимальных технологических режимов и условий обработки в контейнерах с планетарным вращением.
При обработке давление гранул на поверхности пустотелых деталей может достигать величин, которые приведут к их недопустимым деформациям или разрушению. Поэтому при моделировании приняты граничные условия, исключающие возможность таких деформаций деталей при самых неблагоприятных условиях их взаимодействия с гранулами или друг с другом.
На рисунке 7 показано распределение расчетных напряжений в зонах контакта корпуса датчика газоанализатора из сплава ВТ1-0 при неблагоприятной схеме взаимодействия с другим корпусом и абразивными гранулами в скользящем слое. Моделирование в среде ANSYS проведено для обработки призмами ПТ15×15 с частотой вращения водила 160 мин-1, степени заполнения контейнера на 70 %. Максимальная сила воздействия отдельной гранулы на деталь составила 11,66 Н.
Расчетное напряжение при взаимодействии абразивной гранулы
с поверхностью детали не превысило 240 МПа, что значительно меньше предела текучести материала детали (σт = 315 МПа). Это позволило сделать вывод, что заданные условия и режимы обработки могут быть использованы при проектировании операции.
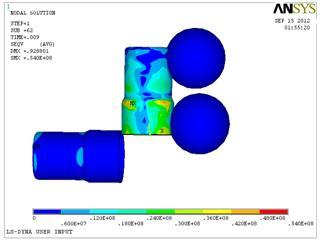
Рисунок 7 – Распределение напряжений в зоне контакта
при неблагоприятной схеме взаимодействия
Профиль рельефа микронеровностей, возникающих при центробежной обработке гранулами, предложено аппроксимировать совокупностью следов контакта абразивных гранул, образующихся при полном двукратном покрытии ими поверхности детали (рисунок 8). При этом предполагаются три вида равновероятных следов контактного взаимодействия: след первичного контакта (а), след повторного контакта в той же точке (б), след повторного контакта по выступу между следами первичных контактов (в).
а) б) в)
1 – материал детали; 2 – единичное абразивное зерно
Рисунок 8 – Виды следов контактного взаимодействия
единичного абразивного зерна гранулы с поверхностью детали
На образцах с полированной поверхностью экспериментально определена величина средней площади пятна контакта гранулы, составившая около 1,0 мм2, а математическое ожидание количества режущих абразивных зерен в пятне контакта составило 176. Эти данные и расчетное значение силы взаимодействия гранулы с поверхностью детали позволяют определить среднюю силу воздействия Pед единичного абразивного зерна на поверхность детали при ее движении
в скользящем слое. При обработке деталей из стали 12Х18Н10Т гранулами фирмы «Rösler» в форме призмы размерами 5×5 мм (частота вращения водила n1 = 160 мин-1, степень заполнения контейнера
С = 70 %), средняя величина силы Pед составила 0,00483 Н.
Глубину h1 внедрения единичного абразивного зерна при первичном контакте найдем по формуле
 , (13)
, (13)
где γ – угол при вершине абразивного зерна.
Глубины внедрения h2 и h3 при повторных контактах вычисляются с учетом поверхностного упрочнения материала и изменения фактической площади контакта. Величины h1, h2, h3 внедрения абразивных зерен в поверхность образца составили 0,578, 0,847 и 0,69 мкм соответственно.
По профилю следов контакта на базовой длине l с помощью MathCAD рассчитывается параметр шероховатости Ra (рисунок 9).
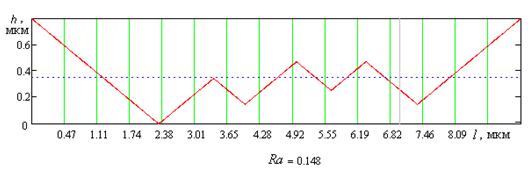
Рисунок 9 – Профиль поверхности, сформированный следами контакта
абразивных зерен
Для подтверждения достоверности методики были проведены экспериментальные исследования по определению размеров достижимой шероховатости. В качестве образцов применялись полые полированные цилиндры из стали 12Х18Н10Т с исходной шероховатостью поверхности Ra = 0,08 мкм. Выявлено (рисунок 10), что установившаяся шероховатость поверхности образцов (зависимость 1), характерная для обработки на заданных режимах, формируется в течение 15-18 мин и стабилизируется на уровне, близком к достижимой шероховатости (зависимость 2), определенной по предлагаемой методике. При дальнейшем увеличении длительности обработки параметр Ra возрастает вследствие появления упрочненных навалов металла.
Рисунок 10 – Влияние времени обработки t на шероховатость поверхности полированных образцов из стали 12Х18Н10Т
Сопоставление результатов моделирования профиля обработанной поверхности с экспериментальными данными подтвердило хорошую сходимость значений достижимой и установившейся шероховатости при обработки в диапазоне от 13 до 20 мин.
Установлено, что степень упрочнения поверхностных слоев металла для исследованных материалов составляет 30-40 %. Неравномерность съема металла, влияющая на отклонения формы поверхностей, не превышает 10 % .
В пятой главе приведена практическая реализация результатов исследования. Разработаны методика и программное обеспечение для проектирования технологической операции объемной обработки пустотелых деталей. Предложены конструкции технологических тел, размещаемых в полостях пустотелых деталей, даны рекомендации по оптимизации режимов и условий обработки.
Разработана технология центробежной обработки корпусов датчиков и головок игровых клюшек из стали 12Х18Н10Т и титановых сплавов ВТ1Л, ВТ1-0. Дано технико-экономическое обоснование эффективности использования результатов работы.
Новая технология внедрена в производство для обработки пустотелых деталей на "Старт" им. ». Суммарный годовой экономический эффект составил 188 тыс. руб.
Основные результаты и выводы
1 Предложен новый способ объемной обработки пустотелых тонкостенных деталей в контейнерах с планетарным вращением.
2 Разработана модель движения пустотелой детали произвольной формы в скользящем слое гранулированной рабочей среды, получены аналитические выражения для определения кинематических пара-метров в любой точке поверхности детали, сил инерции, сопротив-ления и выталкивающей силы, учитывающие переменную величину инерционных сил в объеме уплотненной загрузки. Установлено, что эффективная обработка пустотелых деталей возможна при их утяжелении технологическими телами.
3 Предложена методика определения прочностных характеристик поверхностного слоя детали, необходимых для моделирования контактного взаимодействия поверхности детали с абразивными гранулами.
4 Разработана методика определения достижимой шероховатости поверхности пустотелых деталей из труднообрабатываемых материалов, при контакте абразивной гранулы с деталью, учитывающая взаимосвязь технологических режимов обработки и физико-механических свойств поверхностного слоя. Неравномерность съема металла, определяющая отклонение формы поверхности, не превышает 10 %.
5 На основе экспериментальных исследований установлены оптимальные технологические режимы для деталей из труднообрабатываемых материалов, в частности стали 12Х18Н10Т и титанового сплава ВТ1-0. Показано, что объемная обработка в контейнерах с планетарным движением при частоте вращения водила n = 120 мин-1 и степени заполнения контейнера С = 50 % обеспечивает удельный съем металла до 1 мг/(см2·мин) для стали 12Х18Н10Т и до 0,55 мг/(см2·мин) – для сплава ВТ1-0. Шероховатость поверхности стальных образцов составила Ra = 0,2 мкм, а титановых Ra = 0,3 мкм. Степень упрочнения поверхности на глубине 10-15 мкм составляет 30…40 %.
6 Предложены конструкции технологических тел для утяжеления обрабатываемых пустотелых деталей и разработана методика расчета их массы.
7 Разработаны методика и программное обеспечение для определения оптимальных технологических режимов объемной отделочно-зачистной обработки пустотелых деталей из труднообрабатываемых легированных сталей и титановых сплавов в контейнерах с планетарным вращением. Результаты работы внедрены в производство с годовым экономическим эффектом 188 тыс. руб.
ОСНОВНЫЕ ПУБЛИКАЦИИ ПО ТЕМЕ ДИССЕРТАЦИИ
Публикации в изданиях, входящих в перечень ВАК РФ
1 Комаров, технологии объемной центробежной обработки деталей легированных сталей и титановых
сплавов / , ,
// Ремонт, восстановление и модернизации. – 2012. – № 12. - С. 13–16.
2 Комаров, процесса объемной центробежной обработки пустотелых деталей на основе моделирования перемещения скользящего слоя уплотненной загрузки / ,
// Технология металлов. – 2012. – № 1. – С. 18-24.
Публикации в других изданиях
3 Комаров, процесса резания при объемной центробежно-планетарной обработке деталей из труднообрабатываемых материалов / , , // Современные инструментальные системы, информационные тех-нологии и инновации : материалы VIII Междунар. науч.-техн. конф. :
в 2 ч. Ч. 1 / отв. ред. [и др.]. – Курск : Юго-зап. гос. ун-т, 2011. – 328 с.
4 Комаров, центробежной объемной абразивной обработки пустотелых деталей в контейнерах с планетарным движением / , , // Инновационные технологии в машиностроительном комплексе : сб. тр.
I Междунар. науч.-практ. конф. / под ред. ,
. – Пенза : Изд-во ПГУ, 2012. – 360 с.
5 Комаров, поверхности при центробежной объемной упрочняющей обработке деталей из аустенитных сталей и титановых сплавов / , , // Инновационные технологии в машиностроительном комплексе : сб. тр. I Междунар. науч.-практ. конф. / под ред. , . – Пенза : Изд-во ПГУ, 2012. – 360 с.
6 Комаров, контактного взаимодействия абразивных гранул на керамической связке с поверхностями деталей при объемной центробежной обработке / , , А. В. Стешкин, // Инновационные технологии в машиностроительном комплексе : сб. тр. I Междунар. науч.-практ. конф. / под ред. , . – Пенза : Изд-во ПГУ, 2012. – 360 с.
7 Комаров, насыпной плотности деталей на удельный съем металла при объемной обработке в контейнерах с планетарным движением / , // Наукоёмкие технологии в машиностроении и авиадвигателестроении : сб. тр. I Междунар. науч.-практ. конф. – Рыбинск : Изд-во РГАТУ, 2012. – 384 с.
8 Комаров, отделочно-зачистной обработки маложестких деталей в контейнерах с планетарным движением /
// Технологическое обеспечение качества машин
и приборов : сб. тр. VII Междунар. науч.-практ. конф. / под ред.
, . – Пенза : Приволжский Дом знаний, 2012. – 84 с.
Свидетельство о государственной регистрации
9 Комаров, для моделирования каскадного движения загрузки при обработке пустотелых деталей в контейнерах с планетарным движением «Всплытие. exe» / , // Программа (2018 b). – Пенза, 2012. – Свид. о гос. рег. № И от 01.01.2001.
Патенты РФ
10 Пат. 2466007 Российская Федерация, МПК B24В31/104. Способ центробежной абразивной объемной обработки пустотелых деталей / , , ; заявитель и патентообладатель Пенз. гос. ун-т. – № /02; заявл. 01.07.2011; опубл. 10.11.2012. Бюл. № 31.

Научное издание
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПОВЕРХНОСТИ
ПРИ ЦЕНТРОБЕЖНОЙ ОБЪЕМНОЙ ОБРАБОТКЕ ПУСТОТЕЛЫХ
ДЕТАЛЕЙ ИЗ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ
Специальность 05.02.08 – Технология машиностроения
Редактор
Технический редактор
Компьютерная верстка
Распоряжение № 36/2012 от 01.01.2001.
Подписано в печать 26.11.12.
Формат 60´841/16. Усл. печ. л. 1,16.
Тираж 100. Заказ № 000.
 |
Издательство ПГУ.
Пенза, Красная, 40.
![]()
![]() Тел./; e-mail:*****@***ru
Тел./; e-mail:*****@***ru
