

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
КАФЕДРА ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
И МЕТАЛЛОВЕДЕНИЯ
КОНСПЕКТ ЛЕКЦИЙ
по курсу ²ПРИМЕНЕНИЕ ЭВМ В РАСЧЕТАХ ПРОЦЕССОВ ОМД²
(для студентов специальности
Утверждено на заседании
кафедры ОМД и М
протокол от 01.01.2001 г.
Составил: доцент
Алчевск 2001
ОГЛАВЛЕНИЕ
1. Особенности напряженно-деформированного состояния
металла при деформации высоких полос 3
2. Методы исследования напряженного состояния металла
при деформации высоких полос 5
3. Выбор и обоснование метода исследования напряженного
состояния металла при деформации высоких полос 9
4. Модель исследования напряженного состояния металла
методом линий скольжения 14
5. Алгоритм и программа расчета напряженного состояния
металла при деформации высоких полос 22
Перечень ссылок
1. Особенности напряженно-деформированного состояния металла при деформации высоких полос
Характер напряженно-деформированного состояния (НДС) металла при обработке металлов давлением в значительной степени определяет качество готовой продукции.
Прокатка слябов из слитков на обжимных станах относится к прокатке высоких тел (параметр формы продольного сечения Ld/Hcp < 1) и происходит в условиях резко выраженной неравномерности деформации. [1,2,5,6]
[7], [8], [9], [10], [2,3] и др. было установлено, что в этом случае пластическая деформация сжатия не проникает через все поперечное сечение металла, а локализуется в зонах, прилегающих к контактным поверхностям, и в расположенных рядом внеконтактных зонах. Таким образом, имеет место неравномерность деформации по высоте полосы. Ввиду того, что конечная вытяжка прокатываемого металла, т. е. общее удлинение при выходе из валков, почти одинаково в верхних и нижних частях, в середине полосы должно возникнуть значительное продольное растягивающее напряжение внутренних частей металла за счет удлинения деформируемых частей металла, прилегающих к валкам. Появляющиеся при этом напряжения растяжения могут превысить временное сопротивление разрыву и послужить причиной нарушения сплошности раската в его центральной части или на боковых гранях, что практически приводит к браку.
В работах и др. [1] , [2] показано, что в формоизменении металла имеется определенное сходство между случаем простой прокатки и деформацией поковок, осаживаемых под молотом, когда объем металла в очаге деформации находится под действием сжимающих напряжений, однако по направлению к оси слитка пластическая деформация быстро затухает, и на определенном расстоянии от контактной поверхности сохраняются центральные слои, не подверженные пластическому сжатию. Поэтому течение металла в продольном и поперечном направлениях интенсивнее вблизи контактных поверхностей. Неравномерность деформации по высоте раската приводит к возникновению в центральных слоях значительных растягивающих напряжений, которые при благоприятных условиях могут превысить временное сопротивление металла и послужить причиной нарушения сплошности раската в его центральной зоне или на боковых гранях.
Увеличение опасности трещинообразования наблюдается в случае совпадения направлений действия растягивающих напряжений и положительной деформации [11]. Зарождающаяся трещина быстро развивается - раскрывается в плоскости перпендикулярной направлению положительной деформации.
В работе [3], на основе исследований прокатки высоких полос, получено распределение нормальных продольных напряжений в очаге деформации.
При прокатке с отношениями Ld/Нср < (0,5...1) влияние внешних зон на процесс деформации становится более заметным и, следовательно, степень неравномерности в распределении напряжений по высоте сечения увеличивается.
При Ld/Нср < (0,4...0,5) продольные растягивающие напряжения в средней части высоты поперечного сечения раската достаточно велики [3]. Наличие в осевой зоне прокатываемой заготовки продольных растягивающих напряжений при определенной их величине может привести либо к увеличению объема имеющихся внутренних пустот, либо к появлению в металле новых поперечных разрывов. При 0,5 < Ld/Нср < 0,8 продольные растягивающие напряжения, хотя еще и имеются, но малы и охватывают очень небольшую часть поперечного сечения полосы. При Ld/Нср > 0,8 продольные растягивающие напряжения не возникают, за исключением небольших участков, примыкающих непосредственно к боковой поверхности полосы.
При подходе к валкам растягивающие напряжения вызывают небольшое повышение скорости движения внутренних частей металла, а при выходе - небольшое замедление. На участках между недеформируемыми зонами и геометрической зоной деформации при входе в валки продольные напряжения интенсивно нарастают, а при выходе из валков - затухают. Эти напряжения в центральных слоях металла являются напряжениями растяжения (+), а в верхних и нижних (приконтактных) слоях металла - напряжениями сжатия (-). Вследствие действия растягивающих напряжений иногда наблюдается также уменьшение ширины полосы в средней части, т. е. происходит поперечная утяжка.
Известно [12], что наиболее неблагоприятная структура формируется в центральной части заготовок, подвергаемых пластической деформации - слитков, блюмов и слябов (особенно непрерывнолитых). Вследствие усадочных процессов после разливки стали здесь возможны пористость, скопление неметаллических включений, газовых пузырей, нарушение сплошности, что в сумме с действующими растягивающими напряжениями в центральных слоях могут способствовать развитию указанных дефектов.
2. Методы исследования напряженного состояния металла при деформации высоких полос
Механика твердого деформируемого тела базируется на теории напряженно-деформированного состояния и уравнениях, описывающих реологическое поведение сплошной среды. Существуют два основных способа определения распределения напряжений в очаге деформации при прокатке - теоретический и экспериментальный. Однако отделять их друг от друга нельзя, так как в некоторых случаях эти способы настолько взаимосвязаны, что более правильно говорить об экспериментально-теоретическом подходе к решению задач.[13]
Методы экспериментального изучения НДС металла различны и характеризуются размерами, диапазоном и точностью измеряемых величин, специальным оборудованием и условиями постановки опыта, способами математической обработки первичной информации и интерпретацией конечных результатов. К ним можно отнести следующие: электротензометрия; поляризационно-оптический; делительных сеток; муар; измерение твердости.
К теоретическим методам определения напряженного состояния металла можно отнести следующие: вариационные методы; метод конечных элементов (МКЭ); методы верхней (МВО) и нижней оценок (МНО); метод линий скольжения.[14-19,21-28]
Вариационные методы [14-16] являются наиболее приемлемыми для анализа задач трехмерного течения. Однако при прокатке высоких полос из-за резко выраженной неравномерности деформации не удается пока выразить простыми координатными функциями с небольшим числом варьируемых параметров сложный характер течения металла во всем объеме деформируемого тела.
Широкое распространение для прогнозирования вероятности разрушения поверхностных слоев металла при прокатке получил показатель степени использования ресурса пластичности, полученный с использованием вариационных методов механики.[20]
В настоящее время в связи с развитием вычислительной техники при исследовании НДС получил распространение метод конечных элементов (МКЭ) [21-23], с помощью которого получены решения некоторых задач ОМД.
Неудобство использования МКЭ обусловлено точностью вычислений, которая определяется выбором величины приращения деформации, способом деления и числом элементов. Для повышения точности расчета необходимо уменьшать степень приращения деформации и увеличивать число элементов, что значительно увеличивает продолжительность вычислений.
Методы верхней (МВО) и нижней оценок (МНО) предложены для исключения трудностей при стремлении удовлетворить граничным условиям для напряжений и скоростей. Полученные таким образом результаты приблизительны по самой своей природе, но достаточно полезны для производственных задач, в то же время затраты времени на вычисление гораздо меньше, чем при применении метода конечных элементов [18]. МВО основывается на кинематически возможных полях скоростей (КВПС) и в отличие от МНО не предсказывает распределения напряжений, поэтому неизвестно, являются ли КВПС статически возможными. МНО основывается на выборе предполагаемого статически возможного поля напряжений (СВПН). Выбор реалистичного СВПН достаточно сложен, поскольку напряжения невидимы, число условий, которым должно удовлетворять СВПН, больше, чем для КВПС, тем более, что эти условия не линейны.
Теорема о верхней оценке по своей природе справедлива только для задач начала течения, когда определены геометрия и свойства материала. Поэтому предсказания, делаемые МВО для процессов большой деформации ненадежны. Это касается также и других методов, включая МКЭ, поскольку небольшие ошибки имеют тенденцию накапливаться на каждом шаге последовательного вычисления бесконечно малого приращения деформации. [14]
Для определения напряжений в большом количестве точек очага деформации при решении плоских задач широкое распространение получил метод решения преобразованных уравнений равновесия, иначе метод линий скольжения или характеристик. [24-28]
Исторический обзор развития этого метода, вклад отечественных (, , и др.) и зарубежных (М. Леви, Г. Генки, Р. Хилла, Л. Прандтля, Х. Гейрингер и др.) ученых, обширная справочная литература, примеры использования теории линий скольжения для решения различных задач обработки металлов давлением приведены, например, в монографиях , Р. Хилла, , и др. Здесь методом линий скольжения решаются такие задачи, которые другими методами либо совсем не решаются, либо решаются с большими трудностями.
Благодаря работам многих авторов [4,24,25] метод нашел широкое применение в прокатке, особенно при производстве слябов и листов, так как большие отношения ширины очага деформации к его длине (Вср/ Ld >5) при прокатке наиболее полно удовлетворяют условиям плоской задачи.
В работах [12,30] задача об определении распределения напряжений в пластической области при прокатке высоких тел решалась графоаналитическим методом. Установлено, что величина растягивающих напряжений на оси прокатываемой полосы зависит от параметра Ld/Нср. С уменьшением параметра происходит увеличение растягивающих напряжений, вплоть до того, что их величина может превысить предел прочности деформируемого материала и произойдет нарушение его сплошности. Получены зависимости горизонтальных и вертикальных напряжений на оси прокатываемой полосы от параметра Ld/Нср. Параметры пластической области определялись графическим построением статически возможных полей линий скольжения, что снижает точность полученных результатов.
3. Выбор и обоснование метода исследования напряженного состояния при деформации высоких полос
Продольная прокатка полосы прямоугольного поперечного сечения в цилиндрических валках при отношениях Ld/Нср < 1 и Вср/ Ld > 5 [4,12] наиболее полно удовлетворяет условиям задачи о плоском деформированном состоянии (ПДС), т. е. когда деформация отсутствует вдоль одной из осей координат [29]:
ez=0 ;  . (3.1)
. (3.1)
При этом напряженное состояние будет объемным, т. к. sz¹ 0:
 . (3.2)
. (3.2)
Из условия ez = 0 (Vz = 0) следует, что sz =0,5( sх+sy).
Подставляя эти соотношения в общие уравнения теории пластичности, получим два уравнения равновесия ПДС (в декартовых координатах) [29]:
дsх /дх + дtxy /ду = 0 ; дtyx /дх + дsy / ду =
К этим выражениям присоединяются условия пластичности и несжимаемости [29]:
(sх - sy)2 + 4t2xy = 4 k 2 ; дUx /дx+ дUy /дy = 0 (3.4)
и уравнения связи между напряжениями и перемещениями [29]:
(sх - sy) / 2txy = (дUx / дx - дUy / дy) / (дUx /дy + дUy / дy
Для скоростей перемещений Vх и Vу уравнения имеют аналогичный вид. Таким образом для пяти неизвестных (sх, sy, txy,Ux,Uy) имеем пять уравнений (3.1-3.5).
Задача о плоской деформации и система уравнений (3.1-3.5) сводится к решению системы уравнений гиперболического типа, которая имеет два семейства действительных характеристик. Таким образом, компоненты тензора напряжений и условие пластичности для плоско-деформированного состояния [29]:
sх= s0 - k sin 2j ;
sy= s0 + k sin 2j ; (3.6)
tху = k cos 2j ;
(sх -sy)2 + 4t2xy = 4 k 2 .
Подставляя sх, sy, tху в уравнения равновесия получим уравнения М. Леви [29]:
дs0 / дх + 2 k ( соs 2j * дj/дх + sin2j * дj/ду ) = 0 ;
дs0 / дy + 2 k (sin2j * дj/дх - соs 2j * дj/дy ) = 0 , (3.7)
которые используют для нахождения распределения s0 и j, а следовательно компонентов Тs, при известных статических граничных условиях и известных границах пластических зон. Найти точное решение системы уравнений (3.7) удается лишь в редких случаях, поэтому чаще используют численные или приближенные методы расчета [4].
Появляющиеся на поверхности полированных образцов, при их растяжении за пределами упругости, линии Чернова-Людерса наклонены под углом 450 к продольной оси образца. Так как при растяжении tmах также наклонены под углом 450 к оси образца, то линии Чернова-Людерса являются выходом на поверхность площадок скольжения, вдоль которых отсутствуют деформации удлинения. Поэтому эти линии назвали линиями скольжения (ЛС). Поскольку такие линии совпали с характеристиками дифференциальных уравнений плоской задачи, то теория линий скольжения развилась в самостоятельный раздел математической теории пластичности - метод характеристик.
Линии скольжения касаются всеми своими точками площадок tmах. Имеется два взаимно ортогональных семейства ЛС ( 1 семейство - a,2 семейство - b), которые в плоскости ХОУ образуют сетку. Точки пересечения линий скольжения называются узлами сетки. (рис 3.1)
Угол наклона касательной к линии скольжения семейства a в некоторой точке М обозначим j , тогда угол наклона касательной к линии скольжения семейства b в той же точке М будет j + p/2. Выделенный линиями скольжения бесконечно малый элемент испытывает одинаковое во всех направлениях растяжение или сжатие и искажается tmах.
Cетка линий скольжения, отвечающая одновременно статическим (в напряжениях) и кинематических (в скоростях) условиям деформации, даeт "действительную" , или "истинную", величину силы деформирования [14], и поэтому в дальнейшем условимся называть их "истинными" сетками (полями) ЛС. Точные методы построения "истинных" полей ЛС и численные методы их решения очень сложны и требуют большого объема вычислений.
Рисунок 3.1 - Схема линий скольжения
Более простыми являются методы построения сеток ЛС, основанные на переходе к конечно-разностным соотношениям и использованием тех или иных свойств линий скольжения (в общей форме этот метод развил Массо [26]. Различные варианты таких построений изложены в работах [19], Хилла [27], Прагера [18], Ходжа [28] и других авторов.
Целесообразным представляется строить сетки ЛС на базе анализа условий задачи и используя геометрические свойства линий скольжения [24,31], т. е. графическим способом или по отдельным координатам узловых точек, вычисленных аналитически [31]. ПЛС, удовлетворяющие условиям равновесия, уравнениям связи напряжений и деформаций и заданным граничным условиям в напряжениях, но не учитывающие кинематические условия задачи, носят название статически возможных полей ЛС. Из литературы [14] известно, что решения с помощью таких полей дают нижние значения нагрузки. Кинематически возможные поля линий скольжения, отвечающие только кинематическим условиям задачи, дают верхнюю оценку предельной нагрузки. Расхождение между верхней и нижней оценками составляет примерно 15-20% [12].
Следует отметить, что как упрощенные (статически или кинематически возможные), так и более точные ("истинные") поля линий скольжения базируются на жестко-пластической схеме и поэтому дают приближенные решения, как впрочем и решения, получаемые другими методами.
Графические способы решения [18,31] являются наглядными и удобными, однако применение их требует выполнения чертежей большого размера и связано с большими погрешностями.
Наиболее приемлемым, при достаточно высокой точности результатов, является графоаналитический способ построения и расчета статически возможных полей линий скольжения [12].
Способ базируется на замене дуги контакта хордой. Это приводит к усреднению нормальных и касательных напряжений на контакте. Отсюда вытекает недостаток этого способа - невозможность определения распределения напряжений в приконтактной области. На расстоянии 1/4 толщины полосы (Н) от контактных поверхностей (в центральных слоях) графоаналитический способ построения и расчета статически возможных полей ЛС дает картину напряжений, качественно и количественно совпадающую с полученной с помощью "истинных" полей линий скольжения [12]. Однако количество построений и расчетов на порядок ниже, чем при построении "истинных" полей ЛС.
Таким образом, для исследования напряжений в наиболее опасных при прокатке - центральных слоях полосы наиболее приемлемым методом является графоаналитический способ построения и расчета статически возможных полей ЛС.
4. Разработка модели исследования напряженного состояния металла методом линий скольжения
Для определения распределения напряжений по сечению очага деформации [32] при прокатке высоких тел применяем метод ЛС, который основан на плоском деформированном состоянии материала. Принято считать [17,29], что деформация материала осуществляется по жестко-пластической схеме нагружения, несмотря на вносимую долю погрешности, т. к. сколько-нибудь последовательный анализ плоской задачи затруднителен, если отказаться от схемы жестко-пластического тела. Свойства материала не зависят от величины и скорости деформации [7]:
![]() sT = const ; k = sT / Ö3 = const. (4.1)
sT = const ; k = sT / Ö3 = const. (4.1)
Задача "прокатка высокой полосы" является статически неопределимой, поскольку заранее неизвестны статические граничные условия и ни на одной границе не выполняются условия какой-либо краевой задачи (о начальных значениях, начальной характеристической, смешанной и т. п.).
Решение проводится методом последовательных приближений. При этом определяются параметры очага деформации, произвольно задается значение коэффициента трения на контактной поверхности и графоаналитическим способом строится сетка ЛС. При прокатке в валках одинакового диаметра задача является симметричной относительно продольной оси симметрии заготовки, поэтому достаточно построить одну из сеток.
При построении поля ЛС принято допущение - дуга контакта заменена хордой. Такое решение часто применяется в теории прокатки. Оно существенно влияет на закон распределения касательных напряжений (дает их усредненную величину) вдоль дуги захвата и менее значительно на закон распределения нормальных давлений. На величину среднего удельного давления эта замена влияет совершенно незначительно - ошибка не превышает 5…6%. Незначительна также ошибка при определении напряжений внутри полосы [4].
Построение сетки ЛС (рис.4.1) начинается с предварительного определения углов qоо, a1 и a2, характеризующих основные размеры поля: qоо - угол наклона начальной ("нулевой") характеристики; a1 и a2- углы, характеризующие размеры секторов ДАS и ДВЕ.
Рисунок 4.1 - Сетка линий скольжения
Величина угла наклона начальной характеристики qоо определяется величиной и направлением касательных напряжений на контакте: qоо = f (tk). Углы a1 и a2 определяются произведением угла между соседними характеристиками центрированных секторов Da и соответствующим индексом крайних ЛС: n - семейства a; m - семейства b. Из точки А проводится линия АД под углом qоо, а из точки В линия под углом j = p/2 - qоо, до пересечения в точке Д. Строятся центрированные вееры с центрами в точках А и В. Полученные вееры с углами a1 и a2 разбиваются на сектора углом Da, который выбирается произвольно.
Координаты узлов сетки ЛС определяются с использованием системы уравнений [136]:
(Уm,n – Уm -1,n) = (Хm, n - Хm-1, n) * tg [ (jm, n+jm-1, n) /2] ; (4.2)
(Уm,n – Уm,n-1) = (Хm, n - Хm, n-1) * сtg [ (jm, n + jm, n-1) /2] .
Корректировка положения точки С с индексами n и m для попадания ее на горизонтальную ось симметрии Х производится методом последовательных приближений.
Среднее напряжение на оси заготовки определяется численным интегрированием (табл. 4.1) из условия равновесия на границах пластической и недеформируемых зон (слева и справа от пластической) исходя из расчетной схемы приведенной на рис. 4.1.
Таблица 4.1 - Определение горизонтальной составляющей силы, вызванной средними напряжениями
Точ-ки | Dqi= qi-qc | soi = soc±2K*Dqi | Среднее значение so на участке | Верти-кальная проек-ция участка | Горизонталь ная составляющая усилия на участке DPsх |
С | 0 | soc | |||
1 | q1-qc | soc-2K*Dq1-с | soc-K(Dq1-с+Dqс-с) | Ly1 | soс-1*Ly1 |
2 | q2-qc | soc-2K*Dq2-с | soc-K(Dq1-с+Dq2-с) | Ly2 | so1-2*Ly2 |
3 | q3-qc | soc-2K*Dq3-с | soc-K(Dq2-с+Dq3-с) | Ly3 | so2-3*Ly3 |
4 | q4-qc | soc-2K*Dq4-с | soc-K(Dq3-с+Dq4-с) | Ly4 | so3-4*Ly4 |
A | qA-qc | soc-2K*Dqa-с | soc-K(Dq4-с+Dqa-с) | Ly5 | so4-a*Ly5 |
Psх = S (soi*Lyi)
Так как к заготовке не приложены дополнительные внешние силы, кроме сил от валков, то горизонтальная составляющая силы, вызванной действием пластической зоны на жесткую заднюю Рз = 0.
Горизонтальная составляющая силы, вызванной касательными напряжениями на линии АС определяется по формуле
Ptх = к * Lxаc . (4.3)
Из условия равновесия задней жесткой зоны (сумма проекций всех сил, действующих в очаге деформации, на ось Х равна 0) :
S (Px) = Psх + Ptх = 0 (4.4)
определяется значение среднего напряжения на оси полосы (soc).
Затем определяется горизонтальная составляющая силы вызванной действием пластической зоны на переднюю жесткую (Рп) при выбранном значении трения. Если определенная сила Рп ¹ 0, то изменяется значение коэффициента трения ( угол qоо ) и расчет повторяется до тех пор, пока Рп = 0. Построенная таким образом сетка ЛС является статически определимой.
Распределение напряжений по пластической области определяется с использованием выражений [29]:
Dso = 2k * Dq - для ЛС семейства a; (4.5)
Dso = - 2k * Dq - для ЛС семейства b.
Горизонтальные и вертикальные напряжения в любой точке очaга деформации определяются по формулам Леви [29]
sx = so - k sin 2q ; (4.6)
sy = so + k sin 2q .
После определения напряжений в очаге деформации необходимо произвести проверку построенного поля линий скольжения (рис. 4.1) кинематическим условиям, для чего необходимо построение годографа скоростей. (рис. 4.2)
Линии скольжения АSC и ВЕС представляют собой жестко-пластические границы очага деформации, т. е. являются линиями разрыва скоростей. Слева и справа от линий АSC и ВЕС металл движется как жесткое тело с постоянными скоростями V0 и V1, причем V1= V0 * H/h. Векторы скорости V0 и V1 параллельны оси симметрии раската. Взяв в плоскости годографа некоторую точку О (полюс годографа) откладываем векторы скоростей V0 и V1. Концы векторов V0 и V1 дают точки С’’ и C’’’. Длина векторов ОC’’ и ОC’’’ в определенном масштабе скорости частиц. Длина отрезка C’’C’’’ равна V1 * (H-h)/Н. Граничные характеристики АSC и ВЕС, являющиеся линиями разрыва скоростей, пересекают ось симметрии раската под углом p/4 и 3/4p соответственно. Это означает, что конец вектора скорости точки О в плоскости годографа должен лежать одновременно на двух прямых: прямой, проходящей через точку C’’ под углом p/4, и прямой, проходящей через точку C’’’ под углом 3/4p, в точке их пересечения C’.
Из теории пластичности [4] известно, что при переходе через линию разрыва составляющая скорости, направленная по касательной к этой линии, изменяется скачком (претерпевает разрыв). Нормальная составляющая скорости при переходе через линию разрыва сохраняет непрерывность. Поэтому вдоль линий АSC и ВЕС сохраняется постоянной величина разрыва тангенциальной составляющей скорости (DV=const). Таким свойством обладают дуги окружностей радиуса R1= C’C’’’ для АSC и R2= C’’C’’’ для ВЕС. Поскольку C’C’’= C’’C’’’, то R1= R2. Из построения сетки линий скольжения (рис. 4.1) следует, что на участке SC линия скольжения a совершает поворот на угол a2. Отсюда следует, что для нахождения точки S’ в плоскости годографа достаточно через точку C’’ провести прямую под углом a2 к линии C’’О до пересечения с дугой окружности. Аналогично определяется положение точки E’.
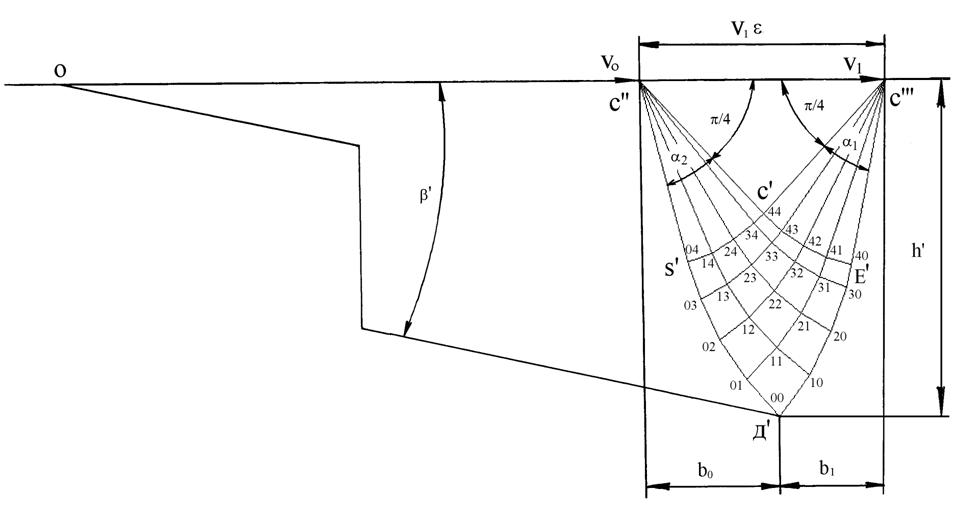
Рисунок 4.2 - Годограф скоростей
Положение точек линии скольжения SC с индексами n,(m-1); n,(m-2); n (m-3); n,0 в плоскости годографа определятся, если через центр окружности С’’ провести пучок прямых под углом соответственно Da, 2 Da, 3Da, ... , (m-1) Da к линии C‘’C’ до пересечения с дугой С’S’. Аналогично для линии C’E’ находится положение точек (n-1),m; (n-2),m; (n-3),m ; 0,m.
Построение криволинейной области S’C’E’D’ для скоростей производится численным методом, с использованием уравнений Х. Гейрингер (вдоль линий скольжения a и b соответственно) [29]
dVa - Vb dj = 0; (4.7)
dVb + Va dj = 0.
Заканчивается построение годографа нахождением точки Д’(0,0). (рис.4.2)
Корректность построения поля скоростей проверяется направлением вектора скорости точки Д’ под углом b=a/2 к оси абсцисс (a - угол захвата, рад). Таким образом, прямая, проведенная через полюс годографа О под углом b к оси Vх , в случае правильного построения сетки линий скольжения и годографа скоростей, пройдет через точку С’(0,0). Угол, показывающий направлением вектора скорости точки Д’ можно определить из геометрических соображений
b’ = arctg[h’/(V1 - b1)] , (4.8)
где h’ и b1 - размеры годографа (рис. 4.2);
V1 - скорость прокатки.
Это означает, что при правильном решении: высота годографа должна быть равна h’т= (V1 - b1) tgb и b’ = b.
Относительная погрешность построения сетки линий скольжения и годографа скоростей определится по несоответствию фактической высоты годографа (h’) его теоретической высоте (h’т) :
d=[( h’т - h’/ h’т)] * 100%. (4.9)
5. Алгоритм и программа расчета напряженного состояния металла при прокатке высоких полос
В соответствии с приведенной выше методикой разработан алгоритм (рис. 5.1) и реализован в виде программного средства на ЭВМ на языке программирования QВАSIС. Работа с программным продуктом предусматривает диалоговый режим общения с компьютером.
Согласно алгоритма после ввода одного из вариантов исходных данных (катающий диаметр валков, начальная толщина полосы и величина обжатия в проходе либо: угол захвата; параметр Ld/Нср и катающий диаметр валков) производится расчет параметров очага деформации и предварительных параметров сетки линий скольжения (угол наклона начальной характеристики qоо, количество линий скольжения семейств a и b, координаты узлов сетки). Угол между соседними характе ристиками Da выбирается произвольно. Предварительный расчет заканчивается в случае, когда при переходе от узла сетки ЛС с индексами (n-1, m-1) к узлу с индексами (n, m) знак координаты У изменяется с (+) на (-),при этом горизонтальная ось симметрии Х проходит между этими узлами. Далее методом последовательных приближений производится корректировка положения узла сетки ЛС с координатами (n, m) с целью попадания его на ось X. При этом должно выполняться соотношение Lхас/Н = Lхbс/h (рис.4.1). В случае выполнения этих условий методом численного интегрирования определяется среднее напряжение на оси заготовки soc из условия равновесия задней жесткой зоны (Рз=0). Затем определяется горизонтальная составляющая силы вызванной действием пластической зоны на переднюю жесткую (Рп).
![]()
Ввод исходных данных
Определение параметров
очага деформации
![]() Предварительный расчет
Предварительный расчет

 сетки линий скольжения
сетки линий скольжения
Проверка

![]()
![]()

![]()
 Нет Y(n, m)<0 and Y(n-1,m-1)>0 Да
Нет Y(n, m)<0 and Y(n-1,m-1)>0 Да
Вывод результатов
расчета на монитор
![]()

 С.
С.
Проверка

![]()
![]()
![]()
![]()
 Нет /Y(n, m)/ = 0 Да
Нет /Y(n, m)/ = 0 Да
![]()

 Определение soc на оси из
Определение soc на оси из
условия равновесия задней зоны

Определение горизонтальной составляющей
 силы, вызванной действием пластической
силы, вызванной действием пластической
зоны на переднюю жесткую ( Рп )
 Изменение q00
Изменение q00
![]()

![]()
![]()
![]()
![]()
 Нет Проверка Рп = 0 Да
Нет Проверка Рп = 0 Да
 Определение sср, sx, sy
Определение sср, sx, sy
в узлах С. Л.С.
 Вывод на печать результатов
Вывод на печать результатов
расчета
Рисунок 5.1 - Блок-схема алгоритма расчета напряженного состояния металла при прокатке высоких полос
Если определенная сила Рп ¹ 0, то изменяется угол qоо, определяются параметры новой СЛС и расчет повторяется до тех пор, пока Рп = 0. Полученная сетка является статически определимой. С использованием выражений (4.5 и 4.6) находится распределение sx и sy по пластической области.
Правильность определения параметров сетки ЛС проверяется построением годографа скоростей. Относительная погрешность построения сетки ЛС и годографа скоростей определяется с использованием формул (4.8) и (4.9).
В качестве результатов расчета имеем значения в узлах сетки ЛС: координат Х и У; углов наклона ЛС (qnm); средних (so), горизонтальных (sx) и вертикальных (sy) напряжений. По полученным значениям напряжений в среднем сечении очага деформации строятся эпюры распределения напряжений. Результаты расчета могут быть выведены на экран дисплея либо на печатающее устройство.
ПЕРЕЧЕНЬ ССЫЛОК
1. Теория прокатки крупных слитков / , , . - М.:Металлургия, 19с.
2. Тарновский при пластической обработке металлов. - М.: Металлургия, 19с.
3. Прокатка на блюминге / , , и др. - М.:Металлургия, 19с.
4. Бровман теории пластичности в прокатке. - М.:Металлургия, 19с.
5. , , Рокотян продольной прокатки. - М.:Металлургия, 19с.
6. Грудев прокатки. - М.:Металлургия, 19с.
7. Губкин деформация металлов. Т.3. - М.:Металлургиздат, 19с.
8. О некоторых вопросах теории прокатки // Теория прокатки. - М.:Металлургия, 1962. - C.
9. Макаев состояние металла при прокатке слитков на блуминге // Теория прокатки. - М.:Металлургия, 1962. - C. 286-300.
10. Луговской силовых параметров процесса прокатки на блуминге// Теория прокатки.-М.:Металлургия,1962.-C.152-156.
11. , Тюрин деформации при ковке. - М.:Машиностроение, 19с.
12. Прокатка толстых листов/ , , и др. - М.:Металлургия, 19с.
13. , , Полухин исследования процессов обработки металлов давлением (экспериментальная механика). - М.:Металлургия, 19с.
14. Теория пластических деформаций металлов / , У. Джонсон, и др./ Под ред. и . - М.:Металлургия, 19с.
15. Теория обработки металлов давлением (Вариационные методы расчета усилий и деформаций) / , , и др. / Под ред. . - М.:Металлуриздат, 19с.
16. Колмогоров обработки металлов давлением. - М.:Металлургия, 19с.
17. Механика пластических деформаций при обработке металлов. - М:Машиностроение, - 19с.
18. Введение в механику слошных сред. - М.: Изд. иностр. литер. 19с.
19. Соколовский пластичности. - М.: Высш. школа, 19с.
20. Колмогоров . Деформации. Разрушение. - М.:Металлургия, 19с.
21. Моделирование методом конечных элементов трехмерной деформации при прокатке. Simulation of tre-dimensinal deformation in rolling by the finite-element method/ Mori K., Osakada K. // Int. J. Mech. SciV. 26, №9-10. - P.
22. Анализ деформированного состояния для стационарного и нестационарного режимов прокатки высоких полос/ , , // Обработка металлов давлением. - Свердловск: Изд. УПИ им. , 1977. - Вып. 4. - С. 52-55.
23. Гун моделирование процессов обработки металлов давлением. - М.:Металлургия, 19с.
24. Томленов пластического деформирования металлов. - М.:Металлургия, 19с.
25. , Бобух состояние в очаге деформации при горячей прокатке толстых и средних полос // Изв. вузов. Черная металлургия№8. - С.
26. Математические теории неупругой сплошной среды. - М.:Физматгиз, 19с.
27. Hill R. The mathematical theory of plasticity // Oxford University Press, 19с.
28. Hodge P. G.Jr. The method of characteristics applied to problems of steady motion in plane plastic stress. //. Q. Appl. Math., - 1950. - №8. - С. 381-397.
29. Качанов теории пластичности. - М.:Наука, 19с.
30. , Филиппов режима обжатий на механические свойства и структуру металла при прокатке высоких («толстых») полос // Производство листа. - М.:Металлургия, 1975. - №3. - С.
31. Технологические и силовые резервы прокатных станов / , , . - М.:Металлургия, 1976. – 240 с.
32. , Луценко модели и исследование напряженного состояния методом сеток линий скольжения при прокатке высоких тел // Ресурсосберігаючі технології виробництва та обробтки тиском матеріалів у машинобудуванні: Зб. наук. праць / Східноукраїнський Державний університет. - Луганск, 1998. - С.
