
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Пропан-бутановые смеси не дают высокой температуры пламени, поэтому применяют специальные горелки с подогревом газом.
Горелки классифицируют по способу подачи газа и кислорода в смесительную камеру: инжекторные и без инжекторные; по назначению: специальные и универсальные; по числу факелов в пламени: одно и многофакельные.
Наконечник горелки должен обеспечивать расход газа 100 дм3/час на 1 мм толщины металла.
Тема: Восстановление деталей перспективными способами сварки и наплавки
1. Электроконтактная приварка металлического слоя
2. Индукционная наплавка
3. Лазерная наплавка
Вопрос 1.
Приварка происходит в результате воздействия сварочных импульсов, образующих сварочные п-ки.
Приварка осуществляется мощными импульсами тока к изношенной поверхности деталей компактных или порошковых материалов. Длительность импульса
0,02…0,16 сек., сила тока 4…30 кА.
1 – прерыватель; 2 – трансформатор; 3 – патрон для крепления деталей; 4 – восстанавливаемая деталь; 5 – роликовые электроды; 6 – привариваемая лента.
Схема электроконтактной приварки ленты на вал.
Перекрытие точек происходит за счет вращения деталей со скоростью пропорциональной частоте импульсов тока и продольной подачей цилиндрических электродов.
Преимущества:
1. отсутствие нагрева детали;
2. повышение производительности в 2…3 раза;
3. снижение расхода металла в 3…4 раза;
4. одновременно с приваркой происходит закалка детали;
5. отсутствие выгорания легирующих элементов;
6. позволяет применять регулируемую по толщине приварку металлического слоя в пределах от 0,1 до 1,5 мм.
При оптимальных параметрах электроконтактной приварки прочность соединения материалов (деталей и присадочных материалов) достигает значений соизмеримых с прочностью одного из соединяемых материалов. Разрушение происходит не по зоне соединения, а по менее прочному материалу.
Оборудование.
Наиболее широко распространена установка ОКС-011-02 производства «Ремдеталь».
В ней используется сварочная головка ГКН-Р1, источник питания - трансформатор, мощностью 75 кВт, сварочный прерыватель и базовый вращатель - токарный станок 1К62 или 16К20.
На этой установке восстанавливают детали диаметром от 20 до 150 мм, длиной до 1200 мм, толщина свариваемого слоя 0,3…1,2 мм, диапазон частоты вращения шпинделя от 0,15 до 15 мин-1, скорость перемещения сварочной головки 4,5…450 мм/мин, производительность 100 см2/мин.
Восстанавливаемая деталь охлаждается.
Наплавочные материалы: наиболее распространены стальные ленты.
Ленты выбираются исходя из необходимой твердости.
Материал ленты | Твердость, HRC |
Сталь 20 | 30…35 |
Сталь 40 | 40…45 |
Сталь 45 | 45…50 |
Сталь 55 | 55…60 |
Сталь 40Х | 60…65 |
Сталь 65Г | 65 |
Используемая проволока:
1. сплошного сечения Св-08, Св-08ГС, Нп-30ХГСА
2. порошковая проволока ПП-АН-10
3. порошковые сплавы ПХ20Н80
4. самофлюсующиеся порошки ПГ-10-01
Для восстановления резьбовых поверхностей используют проволоки из малоуглеродистых сталей.
Режимы обработки
1. Электрические параметры: сила сварочного тока должна обеспечивать высокую температуру достаточную для сварки, но не расплавлять металл (7…18 кА).
2. Механические параметры:
- частота вращения детали;
- подача электродов от 3 до 4 мм/об.
Частота вращения и подача электродов подбираются для обеспечения 6…7 сварных точек на 1 см длины сварочного шва.
- усилие прижатия электродов

Вопрос 2. Индукционная наплавка
Отличительная особенность – бесконтактный способ передачи энергии посредством электромагнитного поля.
Это упрощает и расширяет возможности нагрева геометрически сложных поверхностей деталей.
При индукционной наплавке возникаем поверхностный дефект, т. е. плотность вихревых токов при удалении от поверхности уменьшают глубину проникновения вычисляемую по эмпирической формуле

k – эмпирический коэффициент
kсталь = 20
kмедь = 67
kалюм = 85
f – частота тока.
Способы индукционной наплавки.
1. Порошкообразной шихтой: деталь с нанесенным слоем шихты (сплавы и флюс) вводят в индуктор ТВЧ.
Индуктор – одновитковая или многовитковая катушка, при помощи которой передается энергия от источника питания токов высокой частоты в деталь.
2. Монолитным ( брекетированным) присадочным материалом: на восстанавливаемую поверхность наносят монолитный присадочный материал, форма которого соответствует наплавляемому слою.
Восстановление клапанов

3. В огнеупорной среде: на деталь наносят присадочный материал, затем огнеупорную оболочку – термореактивная смола + кварцевый песок, и помещают в индуктор.
4. Центробежный способ наплавки: расплав присадочного металла формируется центробежными силами.
5. Жидким сплавом: на упрочняемую поверхность очищенную и покрытую флюсом, нагретую до 1000…1200º С подают жидкий присадочный сплав.
Вопрос 3. Лазерная наплавка
Основана на использовании энергии светового потока высокой степени направленности.
Лазерный луч используется для приварки дополнительной детали (ремонтной) или для наплавки при расплавлении основного и присадочного материала.
НПО «Ремдеталь» выпускает комплект оборудования для лазерной сварки и наплавки, который содержит: газовый лазер ЛГП-702, 800 Вт; установка для наплавки СКС.
Производят наплавку цилиндрических и плоских поверхностей при износе до 1 мм самофлюсующимся порошком. Производительность наплавки 10 мм3/мин при толщине слоя за один проход 0,5 мм, потери наплавленного металла не более 1%.
Преимущества:
1. Малое тепловложение в деталь
2. Отсутствие деформаций
3. Отсутствие зоны термического влияния
Тема: Оборудование и особенности техпроцесса нанесения гальванических покрытий
1. Характеристика методов
2. Способы нанесения покрытий
3. Оборудование и оснастка. Охрана труда.
Вопрос 1. Гальваническое покрытие – электролитическое осаждение металла на предварительно подготовленную поверхность при прохождении тока через электролит.
Техпроцесс содержит три стадии
1. Подготовка деталей к нанесению покрытий:
- механическая обработка (шлифование для придания правильной геометрической формы);
- обезжиривание в органических растворителях;
- монтаж деталей на подвесном приспособлении;
- изоляция поверхностей не подлежащих покрытию;
- электрохимическое обезжиривание в щелочных растворах;
- декопирование: анодная обработка детали (деталь подключается как анод, а катод – пластины свинца (при гальваническом покрытии подключение обратное)); для снятия окисной пленки с детали и обнажения структуры металла.
2. Нанесение покрытий
(см. ниже)
3. Обработка детали после покрытия:
- промывка деталей в непроточной, а затем в проточной воде;
- нейтрализация в растворе кальцинированной соды;
- демонтаж и удаление изоляции;
- термическая обработка детали.
Температура 150…200º С в течение 1,5…2 часов для удаления водорода из покрытия и устранение хрупкости.
Методы.
Хромирование
Достоинства:
1. Высокая твердость покрытия 50 HRC
2. Низкий коэффициент трения
3. Высокая антикоррозионная стойкость
4. Высокая износостойкость (в 2 раза выше чем у стали 45)
Недостатки:
1. Низкая производительность
2. Малый выход хрома потоку 12…19%, малая толщина наносимого слоя
3. Высокая стоимость
Гладкое хромирование применяется для стержней клапанов, претезионных пар топливной аппаратуры, шеек валов, осей и т. д.
Используют электролит 150…200 г/л CrO3; 1,5…2 г/л Н2SO4
Температура 55…65º С, плотность тока 40…60 А/дм3, скорость осаждения хрома 0,02…0,04 мм/ч.
Пористое хромирование применяется для деталей, работающих в условиях удельных высоких нагрузок и граничного трения (поршневые кольца, гильзы цилиндров).
Применяется для лучшего удержания смазки и уменьшения износа.
Проводят после гладкого хромирования. Различают канальчатую и точечную пористость.
Характер хромирования зависит от режима хромирования.
Электролит тот же, плотность тока 24…45 А/дм3, температура 50…55º С
Хромирование в ультразвуковом поле обеспечивает выход потоку 42…43%, производительность 0,3…0,35 мм/ч.
Ультразвук оказывает перемешивающее действие и ускоряем процесс при повышенных плотностях тока.
Железнение.
По составу покрытие близко к малоуглеродистой стали. При большой толщине до 3 мм твердость 300 НВ; 0,8…1,2 мм высокая твердость 57 НRС.
Преимущества:
1. Простой и дешевый электролит, высокая рассеивающая способность электролита.
2. Высокий выход металла потоку 85…90%
3. Низкая стоимость всего техпроцесса.
При железнении используют электролит 200…250 г/л FeCl2 4H20 (хлористое железо); 0,7…1,2 г/л HCl; 20…30 г/л MnCl2·4H2O.
Плотность тока 30…40 А/дм3. Температура 60…80º С.
Аноды: сталь 10, 20.
Влияние режимов обработки на свойства покрытия: с повышением плотности тока увеличивается твердость покрытия.
Покрытия ≥ 90º С не пригодны для восстановления без термической обработки.
Защитно-декоративные гальванопокрытия
Различают анодную защиту: менее электроотрицательный металл покрывается более электроотрицательным (железо покрывается цинком).
Цинк будет раньше разрушаться (окисляться), защищая железо от окисления.
Катодная защита: покрытие металлов обратное, чем при анодной защите (железо покрывается оловом)
Наиболее прочные 4-х слойные катодные покрытия:
1 слой – никель (для высокой прочности сцепления)
2 слой – медь (небольшая пористость и защита от коррозии);
3 слой – никель (декоративный);
4 слой – хром (для защиты слоя никеля от механических повреждений).
Оксидирование (воронение) – создание на поверхности оксидной пленки высокой прочности, защищающей метал в легких коррозионных условиях.
При воронении используется каустическая сода, азотно-кислый натрий.
Температура 135…145º С, время 10…30 мин.
Фосфотирование – создание на поверхности металла пленки из нерастворимых фосфорно-кислых солей марганца и железа.
Из-за хорошей адгезии фосфатные покрытия применяют в качестве грунта под лакокрасочные покрытия.
Вопрос 2. Способы нанесения покрытий
Различают
1. Нанесение покрытий с использованием ванн.
2. Вневанный способ нанесения покрытия
3. Безванный способ – в проточном электролите.
Вневанный способ нанесения покрытий
Приспособление для вневанного железнения отверстия под подшипник в картере коробки передач
.
Безванный способ – в проточном электролите.
Восстановление нижних головок шатунов железнением в проточном электролите
Безванные способы – в проточном электролите контактным способом.
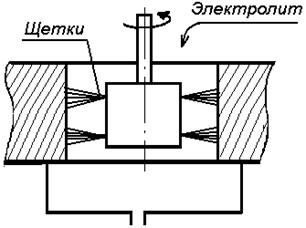
Использование щеток более предпочтительнее, так как щетки меньше изнашиваются по сравнению с мягким материалом (паралоном), используемым для нанесения покрытия.
Вопрос 3. Оборудование и оснастка. Охрана труда.
Оборудование:
Покрытие производится в ваннах: стационарных, колокольных и барабанных.
Стационарная ванна для гальванического покрытия.

Изготавливают ванны из листовой стали толщиной 4…5 мм. Для защиты ванны облицовывают свинцом, винипластом, стеклом, армированным стальной сеткой.
Ванны снабжаются вытяжными секциями, одна секция на 0,7…0,8 м длины ванны.
Ванны подогревают змеевиками, расположенными на дне или у вертикальной стенки ванны или пароводяной рубашкой, образованной двумя ваннами.
Каждому номеру ванны соответствуют свои размеры.
№1: длина 500 мм, ширина 400 мм, высота 500 мм.
№10: длина 2500 мм, ширина 900 мм, высота 1000 мм.
Колокольные ванны применяют для нанесения покрытий на мелкие детали, изготавливают из изолирующих материалов.
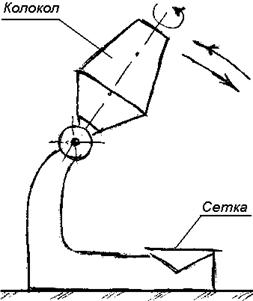
При разгрузке колокол наклоняется и детали высыпаются на сетку.
Достоинства:
1. Возможность наблюдения за процессом нанесения покрытия.
2. Возможность обработки мелких деталей.
3. Простота загрузки и выгрузки деталей.
Недостатки:
1. Потери электролита, связанные с переливанием.
2. Длительность процесса из-за низкой силы тока.
3. Невозможность получения покрытия достаточной толщины.
Техническая характеристика колокольных ванн.
Диаметр колокола верхний 400 мм, нижний 600 мм.
Глубина – 190…600 мм.
Объем – 5…120 л.
Сила тока 3…75 А.
Напряжение – 6…12 В.
Частота вращения ванны – 5…15 об/мин.
Барабанные ванны изготавливают из изолирующих материалов (венипласта, текстолита, оргстекла и других непроводящих материалов).
Барабан погружают в ванну с электролитом и извлекают из нее специальным устройством. Во время работы барабан вращается вокруг горизонтальной оси. Барабан может быть разделен на несколько секций для разных деталей.
Может применяться перекидное устройство для промывки барабана с деталями в рядом расположенной ванне.
Техническая характеристика барабана
Диаметр барабана 500 мм
Длина 600 мм
Масса загрузки деталей 40 кг
Частота вращения барабана от 8 до 10 об/мин
Сила тока 100…150 А
Напряжение 10…12 В
Преимущества (по сравнению с колокольными)
1. Большая скорость нанесения покрытий
2. Постоянство состава электролита и меньшие его потери
3. Возможность обработки различных деталей не смешивая их.
Недостатки
1. Недолговечность
2. Необходимость очистки барабанов от застрявших деталей.
Охрана труда.
Ванны должны располагаться у стен с окнами; загрузка, выгрузка и транспортировка осуществляется электрическим подъемником. Рабочие должны обеспечиваться спецодеждой. Помещение должно быть оборудовано фонтанчиками с водой.
Приточно-вытяжная вентиляция должна обеспечивать десятикратный объем воздуха в час.
Полы и стены должны быть облицованы керамической плиткой.
Сточные воды нейтрализуются (в растворе соды) перед спуском в канализацию.
Тема: Восстановление деталей синтетическими материалами
1. Подготовка поверхности к нанесению синтетических материалов
2. Нанесение покрытий
3. Обработка деталей после нанесения покрытия.
Вопрос 1.
Прочность сцепления полимерного покрытия с металлической поверхностью – главная характеристика покрытия.
Прочность зависит от чистоты поверхности (от наличия посторонних загрязнений и шероховатостей).
Применяемые способы очистки перед нанесением покрытий:
1. Механический. Может быть ручной или механизированный.
После обработки металлическая поверхность приобретает шероховатость, способствующую сцеплению покрытия с металлом (Ra не более 3,2).
Для очистки и подготовки блока цилиндров, картеров КП применяют дробеструйные установки.
При этом применяется дробь диаметром 0,3…0,8 мм.
Производительность 6…8 м2/ч.
Расход сжатого воздуха 200…400 м3/час.
Для подготовки деталей из сплава алюминия применяют гидропескоструюные установки (струя воды с добавлением песка).
2. Обезжиривание
Для обезжиривания деталей из черного металла применяют 3%-ный раствор каустической соды с температурой не ниже + 70º С; для алюминиевых деталей используется 1%-ный раствор кальцинированной соды. Используют также бензин и ацетон.
По смачиванию поверхности водой судят о качестве обезжиривания. При отсутствии жира вода покрывает металл сплошной пленкой.
3. Фосфотирование деталей: получение на поверхности металла пленки из фосфорно-кислых солей марганца, железа и цинка; повышает адгезию (сцепляемость) в 1,5 раза.
Фосфотируемую деталь промывают водой затем нейтрализуют 5%-ным раствором соды, затем промывают водой, сушат при температуре 110º С.
Фосфотируемые изделия хранят не более 2…3 суток.
Вопрос 2. Нанесение покрытий
Способы нанесения покрытий зависят от используемых материалов, технологии их нанесения.
1. Намазка состава на основе эпоксидных смол.
Время агрегатного состояния 20…40 мин.
Время отверждения композиции 18…24 ч.
Термообработка 60…70º С.
2. Вихревое напыление
Используют для нанесения тонкослойных полимерных покрытий.
Установка для вихревого напыления.
Сжатый воздух, проходя через пористую перегородку поднимает порошок во взвешенное состояние, объем порошка увеличивается более чем в два раза.
Деталь перед нанесением нагревают:
для нанесения полиэтилена 240…320º С
для нанесения эпоксидной смолы 130..170º С
Если деталь не обладает достаточной теплоемкостью, чтобы расплавить на поверхности порошок, ее после нанесения помещают в печь 260…270º С в течение 3…5 мин.
Для снятия внутренних напряжений и улучшения структуры и твердости покрытия проводится термообработка в масле при 100…130º С в течение 5…10 мин.
Затем охлаждение на воздухе при температуре 18…20º С.
Для увеличения теплоемкости к детали можно присоединить дополнительную массу металла (втулку вставляют в толстостенную обойму).
Недостатки:
1. Нагретая деталь быстро охлаждается поэтому требуется более высокая температура нагрева детали, что ведет к окислению полимера.
2. Требуется определенная дисперсность порошка (крупные частицы плохо ввихряются, а мелкие уносятся потоком газа).
3. Невозможность покрытия внутренних поверхностей с глухим дном (образуется воздушный мешок).
3. Вибрационное напыление: порошок приводится во взвешенное состояние вибрацией, создаваемой электровибратором.
Техническая характеристика установки
Частота колебаний 50…100 Гц.
Диаметр гранул порошка 0,01…0,3 мм
Толщина наносимого слоя до 1,5
Расход порошка 120 г/м2 при толщине покрытия 0,11 мм.
Преимущества:
1. Температура нагрева может быть ниже так как нет охлаждения потоков газа;
2. Можно покрывать детали с глухим дном.
3. Не требуется сжатый воздух.
Недостатки:
1. Малый коэффициент увеличения объема порошка.
2. Подбор частиц по массе и размерам для избежания расслоения смеси по фракциям.
3. Неравномерность взвешенного слоя по высоте.
4. Струйное напыление: порошок наносится на нагретую поверхность струей сжатого воздуха.
Используется для крупногабаритных деталей, внутренних поверхностей резервуаров и труднодоступных мест.
Недостатки:
1. Трудность получения покрытий равномерной толщины.
2. Большие потери порошка.
3. Трудность нагрева крупногабаритных деталей.
5. Газоплазменное напыление: струя воздуха со взвешенным порошком пропускается через факел ацетилено-воздушного пламени. Ремонтируют крупногабаритные детали кузовов и кабин автомобилей, выравнивают вмятины, волнистость и следы сварки.
Достоинства.
1. Не требуется сушки
2. За одну операцию можно нанести слой 1,5…2 мм
3. Общий слой до 3 мм
4. Предел прочности на отрыв 420…450 кг/см2
Недостатки
1. Окисление частиц порошка в камере горелки
2. Неравномерность покрытия
3. Низкая производительность
4. Потери порошка
6. Струйно-электрофоретический
Частицы полимера, находясь во взвешенном состоянии заряжаются на электродной сетке и, преодолевая сопротивление фильтра, лишь при возникновении электрического поля между электродом и деталью.
Частицы образуют покрытие, которое можно оплавить любым способом.
Процесс регулируется автоматически так как частицы направляются к более углубленным или непокрытым участкам.
Отсутствует потеря порошка, так как при удалении от детали процесс прекращается автоматически.
7. Теплолучевой: порошок подается в поток светотепловых лучей, где порошок плавится и с большой скоростью наносится на поверхность.
Энергоемкость в 4 раза меньше, расход порошка на 25…30% меньше, эффективность выше в 1,5…1,8 раза, покрытие без пузырьков и трещин, метод взрывобезопасен.
8. Метод опрессовки на литьевых машинах
На поверхности деталей выполняют накатку, бурт и т. д. для улучшения сцепления с покрытием.
Деталь нагревают до 85º С и устанавливают в пресс-форму, нагретую до 65º С. Время выдержки под давлением 2,5…3,5 сек/мм.
Термообработка – выдержка в масле при температуре 190º С 5 мин на один миллиметр толщины слоя покрытия.
Вопрос 3. Обработка деталей после нанесения покрытия.
Особенности механической обработки деталей, восстанавливаемых с помощью полимерных покрытий.
1. Охлаждение резца и удаление стружки производят сжатым воздухом
2. Необходимо использовать особо остро заточенный инструмент для избежания выкрашивания инструмента.
3. Износ инструмента больше чем при резании металла из-за неоднородности синтетического покрытия и абразивного действия наполнителя.
4. Отверстия в деталях из пластмасс после сверления сужаются, поэтому сверла и метчики следует выбирать на 0,5…0,15 мм больше чем требуемый размер.
5. Для шлифования используют круги из сукна и фланели со скоростью 25…40 м/сек.
6. Размеры могут получать калиброванием нанесенного на деталь не полностью отвержденного слоя пластмасс.
Тема: Восстановление поврежденных деталей синтетическими материалами.
1. Характеристика клеевых соединений
2. Заделка трещин
3. Заделка пробоин и пор
Вопрос 1. Классификация повреждений на деталях, устраняемых с помощью клеевых соединений:
Детали автомобиля должны обладать тремя взаимосвязанными свойствами: работоспособностью, износостойкостью и прочностью.
Различают в соответствии с этими качествами четыре группы деталей:
1. tизн = tпр < T; ![]() (целое число)
(целое число)
где tизн и tпр – время, в течении которого деталь сохраняет износостойкость и прочность;
Т – срок службы до капитального ремонта.
2. tизн ≈ tпр ≈ T
3. tизн = tпр > T; ![]() (целое число)
(целое число)
4. tизн < tпр; tизн ≥ T; tпр > T.
Детали четвертой группы составляют 65…75% от общего числа деталей.
Детали первой группы заменяют при ТР остальные три группы, работают до КР.
Повторно используются детали 3 и 4 групп.
При восстановлении деталей должно соблюдаться условие
![]() ;
; ![]()
В этом случае восстанавливаемая деталь обеспечит срок службы автомобиля до КР.
Требование к клеевым соединениям.
При конструировании клеевого соединения необходимо добиваться равномерно распределенных напряжений в клеевом слое.
При нерациональном соединении возникает концентрация напряжений на одном из участков, откуда и начинается разрушение.
Варианты клеевых соединений.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
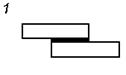


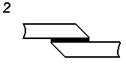



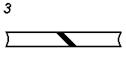
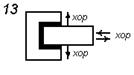



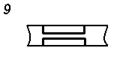
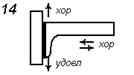


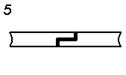


Более прочные соединения соответствуют типу №2 со скошенными кромками и №3 «на ус». У них из-за меньшей жесткости деталей на концах нахлестки возникают меньше концентрации напряжений, но они трудоемки в изготовлении.
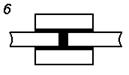
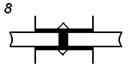
Более надежны соединения с двойной накладкой №6…10.
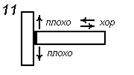
Рисунки №11…20 дают качественную оценку угловых соединений.
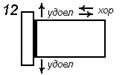
Рисунки №21…25 показывают, что повышения прочности соединения тонкого листа при отслаивании (рис. №21) можно добиться заклепкой (№22), отгибом конца листа (№23), увеличением площади (№24) и увеличением жесткости (№25).
Вопрос 2. Клеевыми композициями заделывают трещины только механического происхождения, но не усталостного.
Короткие – до 150 мм;
Длинные – свыше 150 мм.
Техпроцесс заделки коротких трещин.
1. Определить границы трещин и на концах просверлить отверстия диаметром 2…3 мм.

2. Снять фаску под углом 60º на глубину 2…3 мм по всей длине трещины.
3. Зачистить поверхность на 25…30 мм по обе стороны от трещины.
4. Обезжирить и просушить участок при 20º С 5…10 минут.
5. Нанести эпоксидную композицию и тщательно ее растереть.
6. Наложить накладку из стеклоткани с перекрытием 15…20 мм и прикатать роликом для удаления пузырьков воздуха.
Стеклотканевая накладка очищается кипячением 2…3 часа и обезжиривается ацетоном.
При длине трещины до 30 мм накладку можно не применять.
7. Нанести несколько слоев стеклоткани (не более 3) чередуя их со слоями композиции.
8. Отвердить эпоксидную композицию либо при комнатной температуре, либо при комнатной, а затем при температуре 50…70º С.
9. Зачистить подтеки и наплывы.
10. Испытать под давлением воды 0,3…0,4 МПа в течение 2 минут.
Технология заделки длинных трещин.
Аналогично технологии, используемой для коротких трещин. Отличается постановкой ввертышей или применением электросварки (для усиления соединения – повышения жесткости).
Вопрос 3. Пробоины ремонтируют наложением заплат внахлестку и редко заподлицо.
При пробоинах диаметром 25 мм для накладок применяют стеклоткань, при диаметре более 25 мм – из металла.
При небольших пробоинах пластины могут быть укреплены винтами или с помощью дополнительных сверлений в стенке корпуса.
Укрепление заделки винтами Укрепление заделки с помощью сверлений
Операции по подготовке и заделке пробоин аналогичны операциям при заделке трещин.
Для устранения пор используют жидкие эпоксидные смолы, а также анаэробные герметики (АГ).
АГ – полимеризационно способные смолы акрилового ряда, которые при контакте с атмосферным кислородом остаются в подвешенном состоянии, а попадая в зазор отверждаются и образуют прочный полимер после прекращения доступа кислорода.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
