
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Задание №2
Разработать алгоритм и программу управления для станка с ЧПУ для изготовления шахматных фигур. Исходные данные определяются по последней и предпоследней цифре номера зачётной книжки.
Две последние цифры номера зачетной книжки выполняющего данную работу студента: N1=2, N2=3.
В соответствие с заданием, параметры фигуры следующие:
Тип | Высота, мм | Диаметр основания, мм |
Ладья | 60 | 25 |
Фигура вытачивается из заготовки в форме цилиндра из дерева липы, длиной 1400 мм и диаметром 32 мм.
Схематический чертеж фигуры
(все размеры даны в миллиметрах, диаметр основания 25 мм)
Структурная схема алгоритма изготовления шахматных фигур
Блок 1: Установка заготовки в патрон (вручную).
Блок 2: Зажим заготовки патроном и платформой 3, замена резца.
Блок 3: Программа обработки основания фигуры.
Блок 4: Зажим заготовки платформой 2 и замена резца.
Блок 5: Программа предварительной обработки фигуры.
Блок 6: Программа чистовой обработки фигуры и её обрезка.
Блок 7: Разжим заготовки.
Блок 8: Продвижение заготовки платформой 3 и зажим ее патроном.
Блок 9: Условие выхода из цикла. Да, если заготовка закончилась, в противном случае – нет.
Разработка программ обработки основания, предварительной обработки и чистовой обработки фигуры
Теория
Общие сведения
Роботы, манипуляторы и станки с числовым программным управлением (ЧПУ) являются частными случаями цифровых систем управления.
Для описания процессов обработки деталей на станках с ЧПУ, для программирования работы роботов-манипуляторов применяются алгоритмические языки специального назначения.
Эти языки обеспечивают формально-словесный способ описания процесса обработки.
Написанная на этих языках управляющая программа состоит из последовательности операторов и разрабатывается по следующим этапам:
1. На чертеже детали указывается система координат.
2. Каждому геометрическому объекту (точке, прямой, окружности, контуру, поверхности) ставится в соответствии номер.
3. С помощью макрокоманд рассчитываются координаты движения обрабатывающих инструментов или других объектов.
4. На основе рассчитанных координат задается последовательность технологических команд обработки.
Последняя процедура обычно программируется совместно с технологами, так как процесс обработки должен удовлетворять определенным требованиям технологического процесса.
Операторы определения геометрических объектов
Ниже перечислены основные операторы этой группы.
Операторы определения точки:
1) pm = pj - совпадает с точкой pj.
2) pm = x0, y0 - имеет декартовы координаты x0,y0.
3) pm = cj - находится в центре окружности j.
4) pm = lj, lk - находится на пересечение прямых j, k.
5) pm = pj, dx0, dy0 - смещена от точки j на dx0 и dy0.
6) pm = pj, ipk - расположена симметрично точке j относительно точки k.
7) pm = pj, ilk - расположена симметрично точке j относительно прямой k.
8) pm = r0, u0 - в полярных координатах r0,u0 относительно центра координат.
9) pm = pj, r0, u0 - в полярных координатах r0,u0 относительно точки j.
и т. д. всего 16 разновидностей операторов.
Операторы определения прямой:
1) lm = lj - совпадает с прямой.
2) lm = x0, y0 - отсекает по осям координат отрезки x0, y0.
3) lm = pj, x0, y0 - то же с центром координат в точке j.
4) lm = pj, pk - проходит через точки j и k.
5) lm = y0 - параллельна оси x на расстоянии y0.
6) lm = x0 - параллельна оси y на расстоянии x0.
7) lm = pj, lk - параллельна прямой k, проходящую через точку j и т. д.
Всего 18 разновидностей операторов.
Операторы определения окружности :
1) cm = cj - совпадает с окружностью j.
2) cm = x0, y0, r0 - имеет центр с координатами x0, y0 , радиус r0.
3) cm = x0, y0, r0 - имеет центр в точке j, радиус r0.
4) cm = cj, dx0, dy0 - центр смещен на dx0, dy0.
5) cm = cj, r0 - центр совпадает с окружностью cj, радиус r0.
6) cm = pj, pk - центр в точке j, точка k на окружности.
7) cm = pj, lk - центр в точке j, касается с прямой k.
8) cm = pj, pk, pn - проходит по трем известным точкам и т. д.
Всего 18 разновидностей операторов.
Операторы движения инструмента вдоль линии
Операторы движения инструмента вдоль линии в общем виде можно представить следующим образом:
mi = < спецификация движения >,
где i - индекс, характеризующий движение объекта (платформы, резца, фрезы, механической руки и т. д.)
При i = 0 осуществляется быстрое перемещение объекта в заданную точку по кратчайшему пути – по прямой. Это движение еще называется позиционированием.
При i = 1 осуществляется перемещение инструмента по прямой с заданной скоростью.
При i = 2 осуществляется движение инструмента по заданной дуге окружности по часовой стрелке.
При i = 3 осуществляется движение инструмента по заданной дуге окружности против часовой стрелки.
Вспомогательные операторы
К вспомогательным относятся операторы, которые задают параметры обрабатывающих инструментов, особенности генерации кодов движения инструментов, точку начала движения, а также параметры черновой и чистовой обработки поверхности деталей.
Приведем некоторые примеры вспомогательных операторов:
%GENER (k) - этот оператор задает генерацию кодов движения инструмента в абсолютных координатах при k = 0 или в приращениях координат при k = 1.
%CUTTER (d) - этот оператор задает диаметр фрезы d в мм для фрезерных станков или расстояние от центра платформы до конца резца для токарного СЧПУ.
%FROM (p, z) - этот оператор задает точку начала движения инструмента, где p - номер точки, соответствующей центру платформы с координатами (x, y), на которой крепится резец, z - исходная координата z (высота подъема) резца или оси вращения фрезы. Для токарных станков обычно z = 0.
%THICK (t) - этот оператор задает припуск на чистовую обработку поверхности после черновой, где t - величина припуска в мм.
Вспомогательные операторы находятся обычно в начале программы или макрокоманды.
Разработка программы обработки основания фигуры
Схематический чертеж основания фигуры:
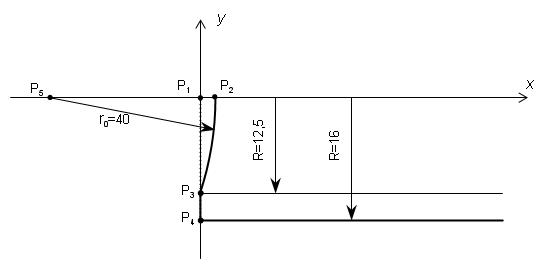
(т. к. фигура симметрична относительно оси ОХ, на чертеже отображена половина фигуры)
Координаты характерных точек:
р1(0;0)
р2(2;0)
р3(0;-12,5)
р4(0;-16)
р5(-38;0)
Координаты точки номер 5 – центра окружности и радиуса этой окружности, определяющей кривизну основания, удобную для устойчивости фигуры, вычисляются по теореме Пифагора из прямоугольного треугольника, образованного точками p5,р1,р3:
r02 = (-12,5)2 + (r
r02 = (-12,5)2 + r02 - 4 r0 + 4
r0 = 40,06 » 40; отсюда координата х точки р5 равна: r0-2 = 38.
р6(-200;-300) – координаты центра платформы, причем расстояние от конца резца до центра платформы: d=100 мм. Рисунок, поясняющий конфигурацию платформы:
 |
Программа обработки основания фигуры
%GENER (0)
; ввод информации о геометрических объектах
p1 = x 0, y 0
p2 = x 2, y 0
p3 = x 0, y -12.5
p4 = x 0, y -16
p5 = x -38, y 0
; p6 координаты точки начального положения платформы 1
p6 = x -200, y -300
с1 = p5 , r 40
; обработка основания фигуры
%CUTTER (100)
%FROM (6, 0)
m0 = p1
m1 = p2
m2 = p2, c1, p3
m1 = p4
; возврат платформы 1 в точку p6
M99
Разработка программы предварительной обработки поверхности фигуры
Чертеж, поясняющий этапы обработки фигуры:
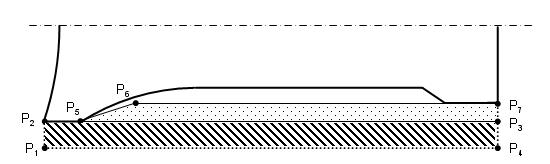
Заштрихованные области показывают слои снимаемой древесины в процессе обработки – обработка происходит в два прохода резца по слоям не толще 3 мм. Так, как верхняя часть фигуры (ладья) представляет собой плоскую поверхность, обрезка фигуры сводится к перемещению резца по прямой р4 – р7 до оси симметрии. Поэтому будем брать высоту фигуры без запаса.
Координаты характерных точек:
р1(0;-16)
р2(0;-12,5)
р3(60;-12,5)
р4(60;-16)
р5(5;-12,5)
р6(10;12)
р7(60;-10)
р8(-200;-300) – координаты центра платформы
Программа предварительной обработки фигуры
%GENER (0)
; ввод информации о геометрических объектах
p1 = x 0, y -16
p2 = x 0, y -12.5
p3 = x 60, y -12.5
p4 = x 60, y -16
p5 = x 5, y -12.5
p6 = x 10, y 12
p7 = x 60, y -10
p8 = x -200, y -300
; предварительная обработка
%CUTTER (100)
%FROM (8, 0)
m0 = p2
m1 = p3
m1 = p7
m1 = p6
m1 = p5
M99
Разработка программы основной обработки поверхности фигуры и ее обрезка от заготовки
Чертеж, поясняющий обработку фигуры:
![]()



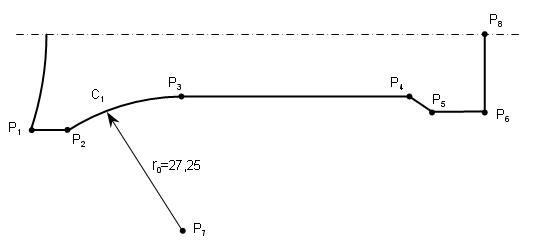
Координаты характерных точек:
р1(0;-10)
р2(5;-12,5)
р3(20;-8)
р4(50;-8)
р5(53;-10)
р6(60;-10)
р7(20;-35,3)
р8(60;0)
р9(-200;-300) – координаты центра платформы
Координаты точки р7 и радиус окружности с1 вычисляются по теореме Пифагора из треугольника, обозначенного на чертеже пунктирной линией:
r02 = 152 + (r0 - 4,5)2
r02 = 152 + r02 - 9r0 + 4,52 => r0 = 27,25 » 27,2.
Программа основной обработки фигуры и ее обрезка
%GENER (0)
; ввод информации о геометрических объектах
p1 = x 0, y -12.5
p2 = x 5, y -12.5
p3 = x 20, y -8
p4 = x 50, y -8
p5 = x 53, y -10
p6 = x 60, y -10
p7 = x 20, y -35.3
p8 = x 60, y 0
p9 = x -200, y -300
с1 = р7, r 27.2
; основная обработка
%CUTTER (100)
%FROM (9, 0)
m0 = p1
m1 = p2
m2 = p2, с1, р3
m1 = p4
m1 = p5
m1 = p6
; обрезка
m1 = p8
М99
