


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ЛЕКЦИЯ 7 (2 часть)
ПРАКТИКА ПРИМЕНЕНИЯ ТРИБОТЕХНОЛОГИЙ В
ЭКСПЛУАТАЦИИ МАШИН И МЕХАНИЗМОВ
ПЕРЕРАБАТЫВАЮЩЕЙ ПРОМЫШЛЕННОСТИ И
СЕЛЬСКОХОЗЯЙСТВЕННОГО ПРОИЗВОДСТВА
План лекции
1. Понятие о технической эксплуатации машин.
2. Физико-химические изменения смазочных материалов в период эксплуатации.
3. Влияние триботехнологий на срок службы машин и механизмов.
4. Триботехнологические мероприятия по поддержанию узлов трения в рабочем состоянии.
1. Понятие о технической эксплуатации машин
Конструктивное совершенство и высокое качество изготовления и установки машины не гарантируют длительной и безаварийной ее работы. Дополнительными условиями являются грамотная техническая эксплуатация и целесообразная система ремонтов.
Изменение эксплуатационных свойств в их взаимосвязи с износом зависит от типа машины. Возьмем для примера автомобиль. Износ цилиндров, поршневых колец и поршней, износ клапанов ухудшают герметичность рабочего пространства, в результате чего снижается среднее индикаторное давление, что влечет за собой уменьшение мощности двигателя и увеличение удельного расхода горюче-смазочных материалов. С потерей мощности двигателя ухудшаются тяговые качества автомобиля, возрастает время и путь разгона, понижается предельная скорость движения на той или иной передаче. Износ деталей цилиндропоршневой группы, шатунных подшипников и деталей газораспределительного механизма приводит к усилению шума при работе двигателя. Увеличение зазоров в рулевом механизме, износ тормозных колодок и барабанов, тормозного кулака и шарнирных соединений тормозного привода ухудшают управляемость автомобиля и в связи с увеличением пути торможения понижают безопасность движения.
Важной предпосылкой правильного использования и грамотной эксплуатации машины является наличие ее технического описания, правил технической эксплуатации, основных правил техники безопасности при обслуживании машины, альбома чертежей и карты смазки. Указанная документация составляется под непосредственным руководством конструктора на основании опыта эксплуатации подобных машин, результатов исследовательских работ, стендовых и эксплуатационных испытаний опытных образцов.
Задачей технической эксплуатации машины является обеспечение её исправного технического состояния и безаварийной работы при необходимой экономичности. Уровень технической эксплуатации машин определяется установкой их в надлежащем месте, рациональным использованием в соответствии с назначением, квалификацией обслуживающего персонала, постановкой ухода и технического надзора за машинами, организацией смазочного хозяйства.
Сданная в эксплуатацию машина или установка поступает в ведение лиц, управляющих ею и обслуживающих ее агрегаты. Для обеспечения должного уровня технической эксплуатации к самостоятельному управлению машинами и их техническому обслуживанию допускаются лица, пригодные к данной работе по состоянию здоровья, отлично изучившие машины данного типа и получившие соответствующие свидетельства. Во многих случаях к управлению машинами не допускаются лица, не достигшие 18 лет. Знание обслуживающим персоналом правил технической эксплуатации и технических инструкций должно систематически проверяться.
Необходимые навыки в обращении с машиной вырабатываются у машиниста, станочника или оператора при длительной работе на ней. Поэтому к перестановке рабочего с машины на машину прибегают только при настоятельной необходимости.
Для надзора за оборудованием действуют органы технического надзора. В зависимости от характера оборудования технический надзор бывает государственный и местный или только местный. Государственный надзор осуществляют такие организации как Госавтоинспекция, Госавиаинспекция, Госгортехнадзор, Морской регистр и др. Вообще, в функции технического надзора входит надзор за монтажом оборудования, техническим состоянием машин и оборудования, выполнением правил управления машинами, их обслуживании, контроль за сроками и качеством выполнения ремонта, за испытанием оборудования и за ведением технической документации.
Органы Государственного технического надзора занимаются освидетельствованием, испытанием и разработкой норм проектирования машин и оборудования с точки зрения надежности работы и безопасности в обслуживании.
Цель технического ухода и ремонта - поддерживать работоспособность машины. Но если технический уход представляет собой совокупность мероприятий, направленных на борьбу с износом, то задачей ремонта является ликвидация последствий износа.
В одних отраслях народного хозяйства ремонт является элементом технической эксплуатации оборудования, в других он обособлен.
На практике расходы на ремонт могут достигать очень большой величины, превышая в некоторых случаях стоимость машины в несколько раз. Иногда расходы на ремонт поглощают большую часть доходов, приносимых машиной, что делает эксплуатацию машины нерентабельной.
В настоящее время ставится на очередь задача перехода на безремонтную эксплуатацию или ремонт без разборки машины.
Под последним термином понимается:
- устранение капитальных ремонтов;
- восстановление изношенных узлов трения без их разборки;
- широкое использование диагностических средств с целью оценки фактического состояния машины;
- перевод узлов трения машины на смазывание их металлоплаки-рующими смазочными материалами;
- в некоторых случаях использование восстановительного ремонта и замена его комплектационным ремонтом, осуществляемым сменой износившихся деталей, узлов и агрегатов.
Переход на безремонтную эксплуатацию является комплексной задачей. Решение этой задачи должно базироваться на следующем:
- переход от планово-предупредительной системы ремонта к ремонту по техническому состоянию;
- использование всевозможных методов повышения износостойкости трущихся деталей, основанных на эффекте безызносности (избирательном переносе при трении), включая конструктивные, технологические и эксплуатационные методы;
-использование в машине не изнашивающихся фиксирующих поверхностей трения, служащих при установке сменных деталей;
- использование в машине агрегатного принципа, который допускает независимую смену изнашивающихся пар трения и узлов.
Термины, относящиеся к понятию эксплуатации машины.
Долговечность машины есть общее время, которое она может отработать на номинальном режиме в условиях нормальной эксплуатации без существенного снижения основных расчетных параметров с учетом всех ремонтов при экономически обоснованной их суммарной стоимости. Долговечность в наибольшей степени определяется износостойкостью деталей.
Ресурс долговечности — время работы машины в часах до первого капитального ремонта.
Срок службы машины - это общая продолжительность пребывания ее в эксплуатации до полного исчерпания ресурса долговечности.
Надежность техники — свойство техники в течение заданного времени сохранять работоспособность, находиться в исправном состоянии и выполнять установленные функции. Надежность техники является комплексным параметром, включающим такие показатели, как безотказность техники, долговечность ее работы, ремонтопригодность и сохраняемость свойств. Надежность техники зависит как от качества инженерного проекта и особенностей конструкции, так и от качества изготовления и эксплуатации техники.
На стадии проектирования и конструирования особое значение для обеспечения надежности имеют уровень инженерных решений, учитывающих свойства применяемых физических объектов и конструкционных материалов, методы и средства защиты от вредных воздействий извне и т. п. Усложнение конструкций техники обычно снижает ее надежность. Степень надежности техники определяется уровнем применяемой технологии, качеством изготовления узлов и деталей, качеством сборки и контроля продукции. Надежность техники зависит от условий и интенсивности ее эксплуатации, качества проводимых профилактических работ и ремонтов, использования диагностических средств и т. д.
В начальный период эксплуатации надежность техники обычно ниже среднего уровня, поскольку происходит приработка деталей, выявляются основные недостатки изготовления. Надежность техники снижается в конце предусмотренного периода эксплуатации, так как начинают сказываться старение и износ, усталость материала и т. п.
Определяющую роль в обеспечении надежности техники играют уровень квалификации, деловые и нравственные качества разработчиков, изготовителей, пользователей техники, а также соблюдение ими трудовой и технологической дисциплины.
В е гг. в связи с резким усложнением техники сформировалась комплексная отрасль науки, изучающая методы и приемы обеспечения надежности техники - теория надежности. Эта теория разрабатывает математические методы расчета и прогнозирования надежности техники, приемы обработки статистической информации, получаемой в ходе эксплуатации, разрабатывает структурные схемы устройств повышенной надежности. Недостаточная надежность приводит к снижению эффективности техники, росту сферы ее ремонта и обслуживания, к дополнительным расходам сил и средств.
Качество продукции - совокупность технических, эксплуатационных, экономических и других свойств, обусловливающих ее пригодность для удовлетворения определенных потребностей. Требования к качеству продукции постоянно возрастают под влиянием развития науки и техники, совершенствования производства, непрерывного роста потребностей общества, а также в связи с значительным расширением международных экономических связей, углублением международной специализации и кооперации. К главным показателям качества продукции относятся экономичность, производительность, надежность, долговечность, материале - и энергоемкость машин и изделий. Качество характеризуется еще эргономическими, эстетическими и экологическими показателями.
Долговечность машины определяется износостойкостью ее трущихся деталей. Постепенно развивающийся износ ведет к общему ухудшению показателей машины, снижению точности выполняемых ею операций, падению КПД, увеличению электропотребления и снижению полезной отдачи. С течением времени износ может перейти в катастрофическую стадию. Прогрессирующее повреждение поверхностей вызывает поломки и аварии (разрушение подшипников качения, выкрашивание зубьев зубчатых колес, заедание подшипников, поломка поршневых колец и т. п.). Долговечность машины можно искусственно продлить при помощи восстановительных ремонтов.
В начальный период эксплуатации ремонтные расходы, как правило, невелики. Затем они скачкообразно возрастают по мере появления текущих и средних ремонтов и, наконец, достигают значительной величины, соизмеримой со стоимостью машины, когда машина подвергается капитальному ремонту. Перед сдачей в капитальный ремонт должен быть решен вопрос о целесообразности дальнейшей эксплуатации машины. Если оставить в стороне вопросы морального устаревания, то экономически целесообразным пределом эксплуатации надо, по-видимому, считать момент, когда предстоящие расходы на капитальный ремонт приблизятся к стоимости новой машины. Выгоднее приобрести новую машину, чем ремонтировать старую, тем более что новые машины всегда превосходят по качеству машины, прошедшие ремонт, и тем более, что показатели новых машин в результате непрерывного технического прогресса всегда выше показателей старых машин. Вместе с тем, с течением времени закономерно снижается стоимость новых машин в связи с неуклонной интенсификацией и совершенствованием производственных процессов.
При решении вопроса о прекращении эксплуатации, кроме того должна быть учтена суммарная стоимость всех произведенных ранее ремонтов. В качестве ориентировочного правила можно считать, что суммарные затраты на ремонт за весь период службы машины не должны превышать её стоимости.
В будущем при эксплуатации машин найдут более широкое применение методы повышения износостойкости узлов трения, основанные на эффекте безызносности. Однако использование таких методов требует специальной подготовки обслуживающего персонала, как в части теоретических знаний, так и практических навыков.
2. Физико-химические изменения смазочных материалов в период эксплуатации.
Эксплуатационные свойства смазочных масел характеризуют поведение масла в условиях службы.
Для улучшения эксплуатационных качеств минеральных масел применяют специальные добавки к ним, именуемые присадками. Присадки к маслам должны в них хорошо растворяться, не выпадать в виде осадка, не задерживаться в фильтрах масляной системы. По целевому назначению присадки бывают:
1) антифрикционные - для стабилизации трения или снижения его в условиях граничного трения;
2) противоизносные — для предупреждения схватывания поверхностей в условиях умеренных нагрузок и температур;
3) противозадирные - для предотвращения и смягчения процесса заедания поверхностей;
4) вязкостные - для улучшения вязкостно-температурной характеристики масел;
5) депрессорные - для снижения температуры застывания масел;
6) противоокислительные (ингибиторы) - для замедления процесса окисления масла кислородом воздуха; их применение уменьшает лакообразование и снижает коррелирующие свойства масел;
7) антикоррозионные - для уменьшения коррозионного действия масел на металлы;
8) моющие - для уменьшения углеродистых отложений на деталях двигателей;
9) противопенные - для предотвращения вспенивания масел и быстрого разрушения образующейся пены;
10) металлоплакирующие — для создания на поверхностях трения сервовитной пленки, снижающей трение, износ и предохраняющей схватывание поверхностей.
Знание эксплуатационных свойств масел позволяет оценить степень их пригодности для применения в той или иной машине. К этим свойствам относятся следующие.
1. Антифрикционные свойства - способность масел снижать сопротивление трения в условиях граничной смазки, стабилизировать его, предупреждая скачки при относительном перемещении.
2. Противоизносные свойства характеризуют способность масел снижать износ. Это снижение происходит за счет образования прочных граничных пленок на поверхностях трения, окисления маслом вновь обнажающихся поверхностей в результате износа или образования на них легко срабатываемых химических соединений, пластифицирования поверхностных слоев металлов.
3. Вязкостные свойства определяют нагрузочную способность пары при жидкостном и полужидкостном трении. Вязкость масла является функцией температуры и давления. С возрастанием температуры вязкость убывает. Наиболее резко вязкость падает в интервале температур до 60 °С. Снижение вязкости масла при повышении температуры неблагоприятно отражается на несущей способности масляного клина и ограничивает верхний предел температурного режима работы многих машин. При температуре выше 100 °С различие в вязкости нефтяных масел сглаживается, по вязкости они становятся ближе друг к другу, хотя авиационные масла и в этих условиях сохраняют наибольшую вязкость.
При снижении температуры нефтяных масел ниже нуля их вязкость резко увеличивается. При низких температурах в некоторых маслах выпадают кристаллы парафина, масло превращается в суспензию, что внешне выражается в аномалии вязкости, заключающейся в том, что вязкость при данных температурах становится еще функцией градиента скорости сдвига. В связи с повышением вязкости при низких температурах ухудшается прокачиваемость масла через маслопроводы, может стать невозможной смазка зубчатых колес окунанием, затрудняется слив масла из емкостей, возрастают потери мощности при запуске машин и увеличивается сопротивление трения в механизмах управления машинами.
Изменение вязкости от температуры особенно важное для машин, работающих на открытом воздухе, с большими перепадами температур, когда перед запуском машины температура масла может быть на несколько десятков градусов ниже нуля, а рабочая температура может доходить до 100 °С и выше.
Лучшими вязкостно-температурными свойствами обладают масла с меньшей зависимостью от температуры. В этом отношении качество масел селективной очистки значительно лучше масел серно-кислотной очистки. Такие синтетические масла, как полиэтиленгликоль и кремнийорганические соединения (силиконы), обладают очень хорошими вязкостно-температурными свойствами в широком температурном интервале, имея температуру застывания ниже минус 50 °С.
С повышением давления вязкость возрастает. Более чувствительны к повышению давления высоковязкие масла. Рост температуры уменьшает влияние вязкости. При высоких давлениях, порядка 200...300МПа, вязкость некоторых нефтяных масел может возрасти в сотни раз по сравнению с вязкостью при атмосферном давлении. При дальнейшем повышении давления масло начинает обнаруживать свойства пластичности и переходит в квази-твердое состояние.
4. Стабильность — это способность масла сохранять свои физико-химические свойства при хранении и в процессе применения. Так как изменение физико-химических свойств в основном связано с окислением масла под действием кислорода воздуха, то стабильность представляет собой способность масла противостоять окислению.
Стабильность смазочного масла в масляной системе во многом зависит от условий службы (температурного режима, кратности циркуляции, степени засоряемости механическими частицами, интенсивности изнашивания деталей и т. д.). Для стабильности масла важное значение имеет глубина его очистки. Поскольку различные группы углеводородов окисляются по-разному, то стабильность масел зависит от их состава. Так, парафиновые углеводороды сравнительно устойчивы при низких температурах и сильно подвержены окислению при высоких для масла температурах. Нафтеновые масла содержат весьма устойчивые ароматические углеводороды, которые способны при определенных концентрациях защищать другие углеводороды, входящие с ними в смесь.
5. Агрессивное действие масел. Масла могут вызывать коррозию смазываемых металлических поверхностей и стимулировать старение резиновых и кожаных уплотнений. Коррозия черных металлов и медных сплавов происходит при наличии в масле воды, кислот и активных присадок, содержащих серу. Соответствующим подбором рецептур резиновых смесей можно нейтрализовать агрессивное действие масел. Снижение химической активности масел способствует и сохранности кожи.
6. Эмульгируемость - способность масел к образованию стойких водомасляных эмульсий. Эмульсия не является стабильной системой, однако необходимое время для разделения водной и масляной фаз весьма различается от секунд до многих лет. Чем сильнее поверхностное натяжение масла и меньше его вязкость, тем быстрее разделяются фазы, т. е. отстаивается вода.
Полярно-активные вещества адсорбируются как на воде, так и на масле; они также уменьшают поверхностное натяжение на границе этих фаз. Поэтому полярно-активные вещества препятствуют слиянию соприкасающихся капель масла и являются эмульгаторами, т. е. веществами, повышающими стойкость эмульсии.
Водно-масляная эмульсия по сравнению с маслом обладает меньшей вязкостью, что ухудшает условия для жидкостного и полужидкостного трения; ухудшает смазочные свойства поверхностей при граничном трении; приобретает больший объем, благодаря чему увеличивается объем масла в картерах и маслосборниках циркуляционных систем. К тому же вода, выпадающая из эмульсии, способствует ржавлению деталей из черных металлов, а также вызывает водородный износ подвижных соединений.
Масла, применяемые в условиях возможного обводнения, должны обладать слабой эмульгирующей способностью. Этому требованию должны удовлетворять прежде всего масла для смазки деталей паровых турбин, прокатных станов и других машин, имеющих подшипники жидкостного трения.
Чтобы не допустить образования эмульсий, применяют специальные присадки - деэмульгаторы, которые желательны для вышеуказанных масел и ряда других, в том числе для работающих в качестве гидравлических жидкостей.
В некоторых случаях, помимо приготовления эмульсий в качестве смазочно-охлаждающей жидкости при резании металлов, эмульгируемость масла желательна. В закрытых дейдвудных трубах морских судов необлицованные гребные валы вращаются на подшипниках, смазываемых циркулирующим маслом гравитационной системы, при подшипниках качения встречается также струйная смазка; нарушение плотности кормового уплотнения открывает доступ забортной воде в дейдвудную трубу и создает опасность коррозионного повреждения гребного вала. Опасность снижается применением судового масла, хорошо эмульгируемого морской водой. Другим примером могут служить специальные масла для цилиндров дизелей, работающих на сернистых видах топлива. Для нейтрализации серной кислоты на стенках цилиндров служит щелочной агент, растворимый в воде, входящий в эмульсию. Вода эмульсии способствует лучшей очистке стенок цилиндра и лучшему растеканию смазки.
7. Пенообразование. Пена представляет собой соединение микроскопических пузырьков газа или пара, отделенных друг от друга пленкой жидкости толщиной около 10-5 см. Пена образуется при взбалтывании масла и выделении из него находящихся в растворенном состоянии воздуха, паров и газов.
Все жидкости способны растворять в себе газы в количестве, прямо пропорциональном давлению на поверхности контакта и зависящем от свойств жидкости и газа. Воздух, например, при повышении давления на 1 кг/см2 растворяется в маслах и смесях минерального происхождения в количестве до 10 % объема жидкости, азот - до 13 %, углекислый газ - до 85 %. При снижении давления излишки газа выделяются до наступления равновесия между жидкой и газовой фазами, причем процесс происходит во много раз интенсивнее растворения.
Пенообразование может произойти при смазке деталей окунанием и при стоке масла в маслосборники. Другая возможность пенообразования обусловлена выделением газов и паров из масла.
При взбалтывании масла, при его разбрызгивании и струйной смазке высокооборотных деталей в масло заносится воздух, а в картеры двигателей прорываются газы и пары топлива. В некоторых подшипниках в слое масла, омывающего цапфу, в ненагруженной зоне образуется вакуум, в результате чего в масло также подсасывается воздух.
Выделение воздуха из масла вследствие снижения давления может произойти во всасывающей полости насоса и на участках маслопровода, где повышается скорость масла или изменяется направление его движения. Выделившийся здесь или поступивший вместе с маслом воздух расширяется, заполняет некоторый объем и в последующем насос сжимает масляно-воздушную смесь.
С наличием нерастворимого в масле воздуха и с пенообразованием связаны такие отрицательные явления, как:
1) снижение производительности масляных насосов;
2) появление пульсации давления в системе, что исключает возможность подачи масла равномерной струей к смазываемым поверхностям;
3) ухудшение смазки вследствие разрыва масляной пленки на смазываемых поверхностях пузырьками воздуха, что может привести к опасному местному перегреву;
4) перенос масла пузырьками воздуха через зазоры, сапуны картеров или маслобаков, что приводит к потере масла;
5) искажение показаний уровня масла в картере, что может вызвать эксплуатацию машины или механизма при недостаточной смазке;
6) ускорение окисления масла.
Если исключить такие обстоятельства, как расположение масляного насоса, конструкция маслозаборника и маслопровода, то пенообразование зависит от качества масла. Моющие присадки в маслах, обводнение и окисление масла способствуют пенообразованию. Достаточно наличие ничтожного количества воды в масле — менее 0,1 % по весу,— чтобы проявилась тенденция к пенообразованию. В коробках скоростей при определенной окружной скорости независимо от сорта и номинальной вязкости смазки существует область температур, а следовательно, и рабочих вязкостей, при которых пенообразование наиболее интенсивно. Это связано с противоположным влиянием температуры на образование и стойкость пены. Стойкость пены уменьшается с повышением температуры; по имеющимся данным, температура свыше 70 °С вызывает быстрый распад пены. Вышеизложенное позволяет объяснить причину, по которой вспенивание масла при картерной смазке происходит не сразу после пуска машины, а спустя некоторое время, и прекращение пенообразования происходит после того, как пройдет некоторый температурный интервал. Для уменьшения пенообразования применяют противопенные присадки к маслу.
Физико-химические изменения
Смазка в работе стареет, т. е. ее первоначальные свойства изменяются в результате физических и химических процессов, которым она подвергается. В процессе эксплуатации происходит испарение преимущественно легких фракций масла; оно засоряется продуктами окисления, полимеризации, конденсации и распада самого масла, загрязняется продуктами износа смазываемых поверхностей и пылью (минеральной, металлической или органической); в двигателях внутреннего сгорания масло, кроме того, загрязняется продуктами неполного сгорания топлива и топливом. В насосах и других машинах не исключается некоторое загрязнение масла иными жидкостями.
В масло попадают продукты разрушения разнообразных металлических и неметаллических поверхностей деталей, включающие частицы уплотнений. Что касается пыли в масле, то природа ее зависит от типа машины и условий эксплуатации - это может быть пыль дорожная, угольная, металлическая, от абразивного инструмента, от добываемых и перерабатываемых строительных материалов, от сельскохозяйственных культур в процессе уборки, от их обработки и переработки и т. п.
Так как физико-химические изменения масел связаны, прежде всего, с окислением их кислородом воздуха, то под окислением масла понимают совокупность химических превращений в смазочном масле в присутствии кислорода. Окисление масла происходит в толстом слое (в масляных цистернах, баках, маслопроводах, картерах), в тонком слое (на смазываемых поверхностях) и в туманоподобном виде.
и установили, что окисление углеводородов нефти и нефтепродуктов в объеме может происходить по такой схеме:
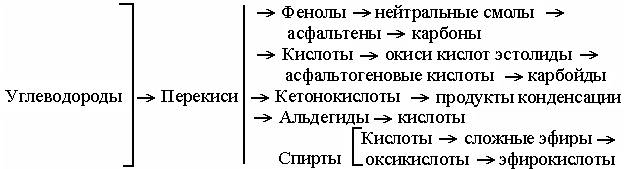
Смолистые вещества в нефти и нефтепродуктах подразделяются на следующие.
1. Нейтральные нефтяные смолы - полужидкие, иногда тягучие, темно-желтые или коричневого цвета вещества, вполне растворимые во всех нефтяных фракциях.
2. Кислые смолы (асфальтогеновые кислоты и их ангидриды) - полутвердые или твердые смолистые вещества того же цвета, нерастворимые в нефтепродуктах, даже в петролейном эфире.
3. Асфальтены - темно-бурые или черные аморфные порошки, неплавящиеся при нагреве, разлагающиеся при температурах свыше 300 °С на газы и кокс; кроме углерода и водорода содержат до 8 % кислорода и некоторое количество азота и серы; представляют продукты уплотнения нейтральных смол; не дают истинных растворов с нефтепродуктами.
4. Карбены и карбойды — черного цвета вещества, из которых первые представляют продукты уплотнения асфальтенов, а карбоиды - комплекс высокомолекулярных соединений, состоящих в основном из углерода и содержащих в небольшом количестве водород и другие элементы. Карбойды не растворимы ни в каких растворителях. Карбоиды и карбены не встречаются в сырой нефти.
Все эти вещества имеют удельный вес выше единицы; у асфальтенов, к примеру, он равен 1,08, у карбенов - 1,28.
При обычных температурах и атмосферном давлении минеральные масла в объеме (в толстом слое) почти не окисляются, при повышении температуры окисление ускоряется: изменение физико-химических свойств при температуре 100 °С исчисляется уже сутками, а при 250 °С - минутами. Скорость окисления значительно изменяется в присутствии металлов, особенно их окислов и металлических мыл. Свинец является наиболее сильным катализатором окисления, за ним следуют медь и железо. Алюминий почти не оказывает влияния на процесс окисления. Каталитическое действие других металлов слабое, они могут даже тормозить окисление. Наличие воды в масле, как показывают опыты , делает окисление более интенсивным.
При определенных условиях соединения меди (в случае использования их в металлоплакирующих смазочных материалах) могут тормозить окисление масла.
Окисление масла кислородом воздуха в толстом слое не составляет главной доли. Однако процесс в объеме наиболее изучен и дает представление о протекании его в других случаях.
Основное окисление масла происходит в тонком смазочном слое, где масло подвергается высокому давлению и наибольшему нагреву и где сильнее сказывается каталитическое воздействие металлов, а также в контакте со стенками маслопроводов. Интенсивное окисление происходит при большой поверхности соприкосновения масла с воздухом, при струйной смазке или при смазке окунанием. Вспенивание способствует окислению. Насыщение масла воздухом, повышение температуры масла, обводнение в присутствии стали, бронзы, латуни, баббитов и их продуктов износа стимулируют окисление масла и в объеме (в толстом слое).
В общей сложности, продуктами окисления масел являются спирты, альдегиды, кетоны, кислоты, сложные эфиры, смолы, асфальтены, карбены и карбоиды. Образование тех или иных продуктов окисления и количественное соотношение между ними зависит от химического состава масла, от строения его углеводородных групп, продолжительности окисления, кратности циркуляции масла в системе, режима трения, материалов трущихся поверхностей, обводнения масла, взаимодействия с горячими газами и некоторых других факторов.
В результате окисления масло претерпевает следующие изменения:
1. Изменяется его химический состав;
2. Увеличивается содержание исходных смолистых веществ, заново образуются другие;
3. Повышается плотность и температура вспышки, масло приобретает более темный цвет;
4. Увеличивается вязкость, которая может намного превысить исходную в связи с образованием или увеличением содержания асфальто-смолистых веществ в масле. Повышение вязкости является фактором, благоприятным для усиления гидродинамического действия масла и повышения нагрузочной способности смазочного слоя. Вместе с тем возрастают потери на перемещение по маслопроводам, а при смазке окунанием - на размешивание. Из-за увеличения внутреннего трения масла может повыситься его средняя температура, что усилит окисление. В быстроходных машинах, где повышение вязкости масла связано с возможным сильным перегревом поверхностей трения, ограничивают рост вязкости. Так, в паровых турбинах допускается вязкость отработавшего масла не более 25 % сверх нормы для свежего. В двигателях внутреннего сгорания старение масла происходит более интенсивно, чем в других машинах. Масло не только окисляется и обводняется, но и загрязняется топливом и продуктами его окисления и распада. Поэтому плотность и вязкость масла в системе могут увеличиваться, уменьшаться или оставаться без изменения в зависимости от степени окисления масла и степени разжижения масла фракциями топлива;
5. Образуются нафтеновые кислоты, химический состав которых может быть весьма различным. Их образование отмечается увеличением кислотного числа, так как продукты окисления сами по себе оказывают каталитическое действие. Сезонные изменения температуры могут заметно влиять на интенсивность окисления масел в масляных системах машин высокой теплонапряженности. К концу летнего периода кислотное число в таких случаях оказывается выше, чем к концу зимнего периода, при прочих равных условиях. Несмотря на слабо выраженные кислотные свойства, нафтеновые кислоты оказывают коррелирующее действие на свинец, цинк, кадмий, образуя металлические мыла, которые могут выпадать в виде осадка. На черные металлы эти кислоты практически не действуют, алюминий на них практически не реагирует;
6. Образующиеся кислоты и смолы, являясь полярными соединениями, улучшают смазочную способность масел в области граничного трения;
7. Смолистые и углистые вещества, как продукты полимеризации масел при их окислении, выделяются в раздробленном дисперсном состоянии. В таком же состоянии выпадают в масло и продукты износа, а также посторонние механические частицы. Во взвешенном состоянии находится и вода в масле. Поэтому работавшее масло представляет собой ряд дисперсных систем с различной степенью дисперсности. Смолы диспергируются до молекул, углистые частицы дают более грубые дисперсные системы.
Часть смолистых веществ растворяется в масле, образуя истинные растворы; остальная часть и углистые вещества входят в коллоидный раствор или образуют суспензию (взвесь). Не растворяющиеся в маслах смолы, асфальтены, карбены и карбоиды, к которым присоединяются оксикислоты, могут выпадать из масла в виде осадка; для этого требуется некоторая концентрация этих веществ. Смолистые вещества могут откладываться и на поверхностях трения.
Причины обводнения масла в смазочных системах следующие:
1. Выделение воды в результате разложения углеводородов масла в процессе старения;
2. Прерывание пара через уплотнения. В паровых турбинах пар проникает через лабиринтные уплотнения - при отсутствии или неудачно поставленных отбойных щитках - в стулья подшипников, где конденсат смешивается со смазочным маслом. Аналогичное происходит и в турбонасосах. В подшипники может попасть также пар на стоянке машины через неплотности пускового вентиля;
3. Попадание воды через уплотнения. В систему смазки машины вода может попасть там, где она применяется по ходу технологического процесса, как, например, в прокатных станах, где водой сбивают окалину с прокатываемого металла; в металлорежущих станках, где водные растворы и эмульсии служат для охлаждения инструмента, в бумагоделательных машинах, с сеточной части которых удаляется вода, находившаяся первоначально в волокнистой суспензии. Вода в масло может попасть изнутри самой машины или аппарата, как, например, к подшипникам через сальниковые уплотнения водяных насосов или через прокладки головок цилиндров. В судовых силовых установках обводнение масла иногда происходит в маслосборной цистерне, расположенной во втором дне, через неплотности системы охлаждения или циркуляционной системы и неплотности настила машинного отделения;
4. Конденсация попавшей из атмосферы влаги в условиях высокой влажности в картерах, корпусах редукторов и т. п. при стоянке машины, в баках и цистернах ("отпотевание" стенок);
5. Частичная конденсация водяного пара, входящего в состав продуктов сгорания и прорывающегося вместе с ними в картеры двигателя внутреннего сгорания.
В результате сгорания 1 кг бензина или дизельного топлива образуется приблизительно 1,3 кг водяного пара. При хорошем уплотнении рабочего пространства лишь небольшая часть пара прорывается в картер. С изнашиванием поршневых колец и стенок цилиндров проникновение отработавших газов в картер увеличивается. В недостаточно прогретом двигателе пар конденсируется на холодных стенках цилиндра, и вода, смешиваясь с маслом, также в небольшом количестве попадает в картер.
Вода в масле ухудшает его смазочные свойства, усиливает в присутствии металлов-катализаторов окисление масла и создает опасность корродирования поверхностей деталей. Рабочие поверхности некоторых деталей, например шеек валов, при наличии в масле пресной воды темнеют, при наличии соленой воды заметно корродируют. Предупреждение коррозии производится не только для повышения износостойкости пар трения. Корродирование, например, бойка предельного регулятора турбины может повлиять на безотказность его работы, и в связи с этим скорость ротора может превысить предельно допустимую.
Вода в масле или топливе - одна из основных причин водородного изнашивания деталей.
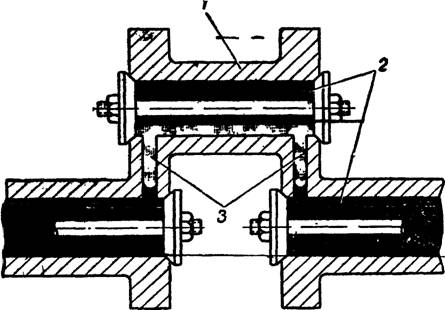
Рис.1. Образование ледяных пробок в сверлениях шатунной шейки:
1 - шатунная шейка; 2 - масло; 3 - ледяная пробка
Вода в масле циркуляционной системы транспортных двигателей может стать причиной серьезных неисправностей в зимнее время. Масляные фильтры могут оказаться закупоренными льдом, а масляный насос может прекратить подачу масла вследствие обмерзания сетчатых фильтров. Это относится в первую очередь к автомобильным двигателям, где находящееся в нижнем картере масло подвергается интенсивному охлаждению при движении автомобиля. Этим объясняются нередко наблюдаемые случаи выплавления в холодную погоду подшипников коленчатых валов этих двигателей. В двигателях с внутренними полостями в коленчатых валах вода, попадая вместе с циркулирующим маслом во внутренние полости шатунных шеек и имея большую плотность, чем масло, сепарируется и накапливается здесь во время работы двигателя. Если после остановки двигателя шатунная шейка, в которой накопилась вода, займет положение выше коренных шеек, то вода, отстоявшись во внутренней полости шейки (рис. 1), заполнит соединительные каналы в щеках, где при охлаждении двигателя образуются ледяные пробки.
В этом случае при пуске двигателя, если не будут приняты предварительные меры для оттаивания пробок, часть коленчатого вала окажется отключенной от системы смазки.
Отложения на деталях и в системе смазки
Отложения на деталях и в системе смазки образуются в результате старения масла, а в двигателях внутреннего сгорания, кроме того, в результате наличия продуктов разложения и неполного окисления топлива. Хотя эти отложения не являются полностью углеродистыми, но они получили такое наименование.
Углеродистые отложения в двигателях разделяются на три вида: нагар, лак и осадки (шлам). Для нагара характерен черный цвет, но он может быть белого, оранжевого, коричневого и других цветов, имея различную структуру - плотную, рыхлую или пластинчатую. Нагарообразование, кроме двигателей, возможно и в других машинах.
Лак представляет собой тонкий слой твердого или клейкого углеродистого вещества от коричневого до черного цвета. Лаковые отложения в двигателях на боковой и внутренней поверхностях поршня, на шатуне и поршневых пальцах объясняются тем, что масло в тончайшем слое при повышенной температуре на металлической поверхности в присутствии кислорода подвергается полимеризации и уплотнению. Такова же природа процесса лакообразования на штоках клапанов, пальцах прицепных шатунов, коренных и шатунных подшипниках авиационных поршневых двигателей, а также подшипниках качения турбореактивных двигателей. Этот процесс протекает, хотя и с меньшей интенсивностью, в подшипниках и на шейках валов менее теплонапряженных автотракторных, тепловозных и судовых двигателей, а также на деталях других машин с невысокой объемной температурой, как, например, на бронзовых подшпниках шпинделей металлорежущих станков. При неудовлетворительной работе системы охлаждения компрессоров образуются лаковые отложения на клапанах, поршневых кольцах цилиндров и пластинах ротационных компрессоров. В опытах над возвратно-поступательной парой из цилиндра и кольца наблюдалось образование отложений при средней объемной температуре металла до 70 °С и масла до 50 °С.
Если лаковые отложения на поршне могут привести к его перегреву вследствие ухудшения условий теплоотвода и к заклиниванию поршневых колец в канавках поршня, то отложения на рабочей поверхности подшипников можно рассматривать как положительный фактор уменьшения износа и повышения противозадирной стойкости сопряженной пары. Некоторые исследователи утверждают, что всякий хорошо приработавшийся подшипник обычно покрыт полимерными образованиями.
В картерах двигателей, шестеренных и клапанных коробок, в корпусах редукторов, на коленчатых валах, в баках, маслосборниках и во всей масляной системе обнаруживаются при работе машин липкие осадки или так называемый шлам. Шлам - это тестообразное или полутвердое вещество от светло-коричневого до черного цвета, состоящее из жидкости и нерастворимых в ней веществ, загущающих ее в эмульсию или суспензию. В масляной системе шлам состоит из масла, нерастворимых в нем смолистых веществ и других продуктов окисления масла, воды и твердых частиц в масле. Соответственно условиям образования шлам может содержать большое количество смол и быть почти свободным от воды и углистых частиц, и наоборот, он может содержать много воды, образующей эмульсию в масле, и твердых частиц, в том числе кокса, при незначительном количестве смолы. Разумеется, возможны и другие соотношения.
Шлам в картерах автомобильных двигателей состоит на% из масла, на % из воды, а в остальном из горючего, продуктов окисления масла и твердых частиц. В состав осадка систем смазки паровых турбин входят масло, нерастворимые продукты окисления, вода, кремний, окислы железа, меди, цинка, сульфаты и хлориды. Количественное содержание осадка в системе смазки паровых турбин по данным Олд и Николсона представлено в табл. 1.
Таблица.1
Состав осадка в системах смазки паровых турбин
Мощ- ность турбины, кВт | Время работы, ч | Содержание, % | |||||||||
карбоны, асфальтены и пр. | смазочные масла | вода | кремний | окислы железа | окислы меди | окислы кальция | окислы цинка | сульфаты | хлориды | ||
10000 | 54 | 35,92 | 35,70 | 21,70 | 0,36 | 1,92 | 0,69 | Следы | 2,21 | - | - |
56 | 7,3 | 80,07 | 8,55 | 0,37 | 1,68 | 1,56 | - | 0,44 | 0,10 | - | |
74 | 9,3 | 51,9 | 24,37 | 1,4 | 11,1 | 1,2 | - | 0,3 | 0,4 | 0,1 | |
Шлам может встречаться в виде отдельных сгустков, плавающих в масле или, в исключительных случаях, в виде больших комьев.
Шламообразование, связанное с интенсивным старением масла, существенно зависит от температуры последнего. Обводнение смазки, засорение ее механическими частицами, в особенности мельчайшими, являющимися эмульгаторами, частичное или полное засорение сапуна в двигателях внутреннего сгорания способствуют образованию шлама. Накопившийся шлам забивает фильтры, маслоохладители и полости центрифуг, уменьшает пропускную способность масляных каналов. Забивка шламом приемника масляных насосов может полностью нарушить работу масляной системы. При центробежной очистке масла в полостях шатунных шеек коленчатых валов отделившийся шлам освобождается от жидкой фазы и спрессовывается. Эти отложения могут ограничивать ресурс двигателя.
Отложения смолистых веществ из рабочей жидкости гидравлических систем на деталях прецизионных золотниковых пар могут привести к временному зависанию золотниковых пар или к полному заклиниванию пары.
3. Влияние триботехнологий на срок службы машин и механизмов
Ускоренная обкатка отремонтированных автотракторных двигателей
Технология ускоренной обкатки отремонтированных автотракторных двигателей разрабатывалась учеными Московского государственного агроинженерного университета им. и Санкт-Петербургского технологического института и опубликована в ряде работ. Технология основана на том, что процесс обкатки рассматривается не только как износ вершин шероховатостей поверхностей трущихся деталей, но и как процесс "питания" поверхностей мягким пластичным металлом (в данном случае медью или оловом), который реализуется при эффекте безызносности.
При наличии на трущихся поверхностях мягкого металла ускоряется их приработка, ликвидируется возможность задиров, уменьшаются силы трения и, что самое главное, снижается в несколько раз приработочный износ, а следовательно, увеличивается ресурс отремонтированного двигателя.
В процессе приработки, как известно, изменяется исходная шероховатость поверхности и формируется новая, с определенными параметрами и направленностью, характерными для каждой поверхности трения при работе машины на эксплуатационном режиме. Это требует определенного времени работы машины. При режимах обкатки двигателя с применением масел с металлоплакирующими медьсодержащими и оловосодержащими присадками в полной мере этого не требуется, так как в результате образования сервовитной пленки ускоряется образование определенной структуры поверхностного слоя. Сервовитная пленка заполняет неровности, выравнивая по-верх-ность, увеличивая фактическую площадь контакта.
В ранее применяемых технологиях обкатки, которые заключались в ускорении срабатывания микронеровностей поверхностей трения, образовывалось большое количество продуктов износа, что сокращало срок службы приработочного масла и самого двигателя.
Как показал опыт использования новой технологии обкатки, ресурс двигателя увеличивается на 30...40 %, а время самой обкатки сокращается в раза.
Проблема ускоренной обкатки автотракторных двигателей становится особенно актуальной в связи с тем, что ресурс двигателей после капитального ремонта в большинстве случаев составляет 30% ресурса новых двигателей. Так, при нормативном ресурсе нового двигателя ЗМЗ-53, равном 160 тыс. км, ресурс отремонтированного двигателя составляет 55...65 тыс. км. В период эксплуатации машин до капитального ремонта их двигатели подвергаются капитальному ремонту от двух до шести раз. Например, автомобиль ЗИЛ-130 поступает в капитальный ремонт примерно на восьмой год, а его двигатель за этот период проходит ремонт два-три раза. Все это свидетельствует о необходимости проведения работ по повышению качества ремонта двигателей. Одним из направлений этого является повышение качества обкатки как завершающей технологической операции изготовления и ремонта двигателей.
Основную концепцию ускоренной приработки при обкатке можно проиллюстрировать на примере кривых износа (рис. 2). Кривая износа при ускоренной обкатке в связи с образованием на поверхности трения сервовитной пленки более пологая. Приработочный износ значительно меньше, чем при типовой обкатке. Время обкатки также меньше.
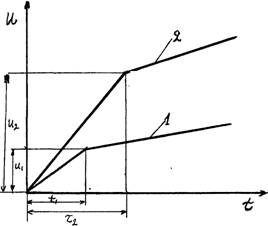
Рис. 2. - Зависимость износа деталей от времени обкатки
двигателей: 1 - при ускоренной обкатке; 2 - при типовой обкатке
Скорость износа деталей после ремонта возрастает по сравнению со скоростью износа деталей нового двигателя. Так, у отремонтированного двигателя скорость увеличения зазора в соединении шатунный вкладыш - шейка коленчатого вала возрастает в 1,25 раза по сравнению с новым. За первые 15 мин приработки двигателей на стенде износ деталей отремонтированного двигателя в 1,7...2,2 раза превышает износ деталей нового.
Исследованиями ГОСНИТИ установлено, что износ деталей машин за время приработки составляет 1% от предельной величины. По другим данным эта величина составляет 3% от предельного.
Обкатку двигателей производят на различных режимах (по времени, нагрузке и скорости). В настоящее время отсутствуют обоснованные методики расчета оптимальных режимов стендовой обкатки, даже однотипные двигатели на разных заводах обкатывают на разных режимах. Продолжительность обкатки отремонтированных двигателей колеблется от 0,5 до 3 ч при нагрузках и скоростях, составляющих 50-100 % от номинальных значений.
При этом двигатели или не достигают номинальной мощности (даже при сдаточных испытаниях) или работают с ней короткое время (не более 5 мин).
Как правило, заводская обкатка по времени ограничивается внутренними экономическими соображениями, а не готовностью пар трения к восприятию эксплуатационных нагрузок. За время стендовой обкатки на эксплуатационных маслах приработка деталей завершиться не может. Многие исследователи установили, что для полной приработки деталей требуется 4ч. Это является причиной того, что заводы-изготовители предписывают первоначальную эксплуатацию машин в условиях хозяйств производить со сниженными (на 25 %) скоростями и нагрузками. В условиях интенсификации сельскохозяйственного производства эксплуатировать машины на облегченных режимах часто не представляется возможным, поэтому преждевременный перевод двигателей на работу с полной мощностью приводит к повышенным износам, задирам деталей и даже заклиниванию двигателей. Это является основной причиной снижения ресурса отремонтированных двигателей.
В связи с этим крайне важно приработку деталей двигателей завершать на заводе, исключив её в процессе эксплуатации. Это может быть достигнуто применением в процессе обкатки металлоплакирующих смазочных материалов, создающих на поверхностях трения сервовитную пленку, которая заполняет впадины шероховатостей и выравнивает профиль поверхности. Помимо этого, сервовитная пленка повышает антифрикционные свойства трущихся соединений, снижает коэффициент трения и предотвращает задиры при перегрузках.
Помимо обкатки двигателей на металлоплакирующих смазочных материалах, ускорить приработку позволяет ФАБО (финишная антифрикционная безабразивная обработка) поверхностей трения цилиндров и шеек коленчатых валов. Такая обработка сокращает в 3... 4 раза время обкатки двигателей. Помимо натирания поверхности трения прутком из медьсодержащих сплавов (в большинстве случаев из латуни), можно применять металлоплакирующие рабочие среды. Металлоплакирующая среда состоит из следующих компонентов (масс. %): порошок меди − 0,5.. .5; глюкоза − 0,5.. .3; окись кремния − 1.. .4; глицерин − остальное. Натирание производится мягким инструментом.
К недостатку методов ФАБО в металлоплакирующих средах относится высокая коррозионная активность среды (необходимость промывки цилиндров после выполнения технологии ФАБО).
Наиболее широко распространена обкатка двигателей после ремонта, состоящая из трех этапов: холодная обкатка, горячая без нагрузки (на холостом ходу) и горячая под нагрузкой.
При холодной обкатке коленчатый вал двигателя получает вращение от постороннего источника, например от электродвигателя. Тепловое состояние двигателя поддерживается за счет подачи горячей воды и подогретого масла.
Горячая обкатка − это процесс, который происходит на работающем двигателе без нагружения тормозным устройством стенда (на холостом ходу) или с нагружением.
Качество приработки в значительной степени определяется правильно выбранными скоростными и нагрузочными режимами. Нарушения режимов обкатки могут приводить к резкому снижению ресурса двигателей (до 30%).
Благодаря рациональным режимам обкатки, можно повысить ресурс двигателей, ликвидировать случаи выхода их из строя на стенде и сократить время обкатки.
Как уже упоминалось, в настоящее время не существует общепринятых методик расчета и назначения режимов обкатки ДВС, ни в нашей стране, ни за рубежом. Применяемые на заводах режимы обкатки отличаются по времени, нагрузкам и скоростям.
На предприятиях Форда стендовая обкатка длится 10мин, а в филиале той же фирмы в Канаде - 8 ч. Двигатели "Додж" обкатывают 20 мин на холостом ходу, а двигатели МАХ - в течение 4,5 ч. На заводе "Крайслер" продолжительность обкатки составляет 1 ч, на заводах "Паккард" - 9 ч, "Рено" (Франция") - 5 ч.
Холодную обкатку начинают при малых скоростях, что уменьшает вероятность появления задиров и схватывания. В первые 5мин холодной обкатки интенсивно изменяются геометрические характеристики трущихся поверхностей. При этом износы деталей составляют 2% общего износа за время обкатки.
Горячая обкатка двигателей на холостом ходу без нагрузки считается малоэффективной. Её рекомендуют проводить лишь в течение времени, достаточного для прогрева двигателя и подготовки его к обкатке под нагрузкой.
Обкатка под нагрузкой − обязательное условие получения высокого качества приработки деталей. При этом происходит формирование физико-химических свойств поверхностей трения, их подготовка к восприятию эксплуатационных нагрузок. Величина и характер изменения нагрузок в процессе обкатки для каждой марки двигателя различны и колеблются в довольно широких пределах. На многих заводах при обкатке под нагрузкой изменяют частоту вращения коленчатого вала от 1000мин-1 до номинальной с предельной нагрузкой 89% максимального крутящего момента. Согласно другим рекомендациям обкатку под нагрузкой проводят при номинальной частоте вращения с постепенным повышением нагрузки до значения, соответствующего номинальной мощности двигателя.
Качество приработки и износ деталей цилиндропоршневой группы двигателя можно оценить по компрессии в камере сгорания. Для этого при полностью открытой дроссельной заслонке вращают коленчатый вал двигателя с частотой вращения 200 мин-1. Компрессометр вставляют в свечные отверстия и поочередно определяют компрессию в каждом цилиндре.
Приработочные металлоплакирующие присадки к обкаточным маслам, обеспечивая качественную приработку, способствуют росту компрессии.
4. Триботехнологические мероприятия по поддержанию узлов трения в рабочем состоянии.
Общие сведения
Уход за машиной во время ее действия зависит от типа и конструкции машины. В технологических и транспортирующих машинах он заключается в подаче смазке к поверхностям трения с индивидуальной или групповой неавтоматизированной системой смазки и в наблюдении за контрольными устройствами. Периодичность смазки желательна не чаще одного раза в рабочую смену или по крайней мере - в половину смены. В силовых установках, где машины непрерывно работают много десятков или сотен часов, уход и наблюдение за установкой занимают основную часть рабочего времени обслуживающего персонала.
Техническое обслуживание представляет собой совокупность операций по предупреждению повышенных износов и поломок деталей и по устранению мелких неисправностей находящейся в эксплуатации машины для обеспечения ее нормальной работы.
Состав работ по техническому обслуживанию: очистка машины, промывка некоторых деталей и полостей; крепежные работы; контрольно-регулировочные работы; устранение мелких неисправностей; замена быстроизнашивающихся деталей и узлов; заправка и смазка машины.
Внешняя очистка машины необходима для проверки креплений, выполнения контрольно-регулировочных работ, предупреждения засорения смазки во время заправки системы, предохранения от коррозии и т. п.
Крепление узлов машины прямо или косвенно влияет на ее износостойкость. Ослабление креплений возникает вследствие остаточных и упругих деформаций и может быть вызвано также вибрациями. Крепления необходимо систематически проверять.
Требуется периодическая проверка систем охлаждения, смазки, гидравлических устройств и др. Для компенсации износа или остаточных деформаций регулируют зазоры в подшипниках, клапанах, в передаточных винтах и гайках, во фрикционных муфтах, тормозах и т. п.; приводят в норму натяжение пружин, цепей и лент.
Ремонт машин
Ремонт заключается в восстановлении и замене изношенных и поврежденных деталей, узлов и агрегатов, устранении неисправностей и нанесении антикоррозионных покрытий.
Принцип постановки машины на ремонт при ее дальнейшей непригодности к эксплуатации требует увеличения парка машин и численности рабочих, занятых ремонтом, не говоря о снижении надежности машин в работе.
В свое время прогрессивной являлась система послеосмотровых ремонтов, по которой потребность в ремонте определяется в результате освидетельствования технического состояния машины. Эта система сохранила свое значение во многих случаях и сейчас. По этой системе техническое обслуживание и контроль технического состояния производятся в плановом порядке, а ремонтные работы по потребности.
Позднее стала признаваться более эффективной для социалистического ведения хозяйства планово-предупредительная система ремонта (ППР) и технического обслуживания. Эта система представляет собой комплекс организационно-технических мероприятий по уходу, надзору, обслуживанию и ремонту машин и оборудования, проводимых периодически, по заранее составленному плану. Она исключает возможность доведения машины и аппаратуры до неработоспособного состояния [3]. По этой системе машины выводятся на ремонт в принудительном порядке, по плану, после выработки определенного ресурса. Измерителем служит время в часах работы для двигателей, насосов, компрессоров, экскаваторов, дробилок и других машин.
В зависимости от вида техники мероприятия технического обслуживания называются техническим обслуживанием, техническим уходом или в заводском оборудовании межремонтным обслуживанием. Техническое обслуживание подразделяется на текущее и периодическое. Текущее обслуживание производится ежедневно или ежесменно и обозначается ЕО или ЕУ в практике эксплуатации строительно-дорожных машин, тракторного парка и автомобилей. Периодическое обслуживание производится после выработки машиной определенного ресурса в часах или другом измерителе. Техническое обслуживание в зависимости от содержания выполняемых работ нумеруется - каждый высший номер содержит все работы низших номеров плюс дополнительные. Периодическое обслуживание, к примеру, строительно-дорожных машин складывается из ТО-1 и ТО-2. Периодическое техническое обслуживание машинного оборудования предприятий с промывкой оборудования, работающего в условиях загрязненности в системе ППР именуется осмотровым ремонтом (О).
В зависимости от объема ремонтных работ плановые ремонты разделяются на текущий (Т), средний (С) и капитальный (К). При капитальном ремонте производится полная разборка машины. Текущий ремонт иногда именуют малым и обозначают М.
Для машин, работа которых связана с сезонностью, например, путевых машин, предусматривается дополнительная категория ремонта - годовой ремонт. Его назначение - подготовить машины к интенсивным сезонным работам без вынужденных простоев на непредусмотренные работы. Для некоторых машин может отсутствовать категория капитального ремонта. Так, паровая турбина может проработать без капитального ремонта доч. Если за соответствующий промежуток рабочего времени судно, на котором турбина установлена в качестве главного двигателя, морально износится, то очевидно, что в систему ППР ремонт турбины не вносился.
Различные категории ремонта приходится устанавливать в связи с различной износостойкостью узлов трения в машине.
Промежуток в соответствующем измерителе между следующими друг за другом ремонтами называется межремонтным периодом. Промежуток между двумя последовательными капитальными ремонтами называется ремонтным циклом. Порядок чередования всех видов ремонта внутри цикла определяет его структуру.
Важно при проектировании машины и последующих эксплуатационных испытаниях иметь номенклатуру запасных деталей. Потребность в запасных деталях зависит в большой степени от районов страны, где будет эксплуатироваться та или иная машина. Опыт свидетельствует, что машины (автомобили, тракторы, дорожно-строительные машины и др.), эксплуатируемые в раинах Севера, требуют в 1,5-2 раза больше запасных деталей по сравнению с машинами, работающими в средней полосе России. Связь износостойкости трущихся деталей с климатом обусловлена водородным износом, который проявляется более всего в осенне-весенний период, а также большими износами при запуске и остановке машины в холодное время года.
Создание на крупных предприятиях подразделений по
триботехническому обслуживанию машин и оборудования
(на примере одного предприятия Казахстана)
На больших промышленных предприятиях, где работы по обслуживанию и ремонту машин и оборудования достигают многих тысяч рабочих часов в месяц, а на покупку запасных частей, смазочных и других расходных материалов тратятся миллионы долларов, целесообразно организовывать специализированные подразделения, в задачи которых входил бы весь комплекс работ, относящийся к триботехническому обслуживанию и ремонту подвижных соединений.
С этой целью на крупнейшем промышленном комбинате по добыче меди в Казахстане , и было организовано межотраслевое производственно-внедренческое предприятие (фирма) "Надежность и долговечность" для сервисного обслуживания машин и оборудования по их техническому состоянию.
В основной деятельности предприятия (фирмы) можно выделить четыре направления:
- обслуживание технического оборудования по смазке с применением новых металлоплакирующих смазок и добавок к маслам;
- создание производственных мощностей по очистке и активации масел. Ремонт, изготовление и модернизация смазочного оборудования;
- исследовательская и внедренческая деятельность;
- коммерческая деятельность.
В течение ряда лет работники фирмы разрабатывали свою систему сервисного обслуживания узлов трения. На каждую единицу машин и оборудования разработана технологическая карта, закреплен сотрудник фирмы, отлично знающий смазочную технику, инструкции по обслуживанию машины и технике безопасности.
В карте обслуживания, на основе карты смазки завода производителя, указаны все узлы смазывания, даты обслуживания этих узлов, подписи смазчика, механика, а в транспортных средствах — водителя. Кроме того, применяется "Акт по обслуживанию" в котором делаются записи о неисправностях того или иного узла трения, его ремонте и особые отметки. Эти простые формы ведения технической документации сохраняются и их анализ позволяет точно выявить "слабые места" машины и принять необходимые меры по их устранению, установить более оптимальные сроки проведения смазочно-регулировочных работ и их объем, а также в отдельных узлах трения произвести замену того или иного смазочного материала.
В целом фирмой на ближайшие годы ставится решение следующих научно-технических проблем:
- перевод всех наиболее нагруженных узлов трения на смазку с металлоплакирующими присадками;
- расширение применения централизованных систем смазки на машинах и оборудовании с большим количеством смазываемых узлов трения;
- учет особенностей окружающей среды;
- учет условий эксплуатации и особенностей работы конкретных подшипниковых узлов;
- оценка эффективности способов подачи смазки к узлам трения;
- оценка эксплуатационного возраста машин и оборудования;
- обеспечение периодичности подачи смазки в оптимальных количествах;
- техническое обучение технического персонала.
В некоторых узлах трения возможно использование синтетических смазывающих материалов. Хотя стоимость синтетических продуктов в раз превышает стоимость минеральных масел, их применение позволяет резко расширить диапазон рабочих температур и увеличить сроки эксплуатации, что, в конечном счете, дает соответствующий коммерческий выигрыш.
Применение синтетических углеводородов в различных компрессорах, редукторах, системах с масляным туманом, паровых турбинах и др. приводит к снижению энергозатрат, уменьшению рабочей температуры и повышению эффективности работы оборудования.
Заметим, что синтетические смазочные материалы могут обладать как наиболее низким, так и наиболее высоким коэффициентом трения по сравнению с минеральными смазочными материалами. Материалы с низким коэффициентом трения выгодно применять в силовых трансмиссиях для снижения энергетических потерь, а с высоким коэффициентом трения — в качестве фрикционных жидкостей для фрикционных вариаторов и др. Синтетические смазывающие материалы обладают высокой долговечностью, хорошим сопротивлением окислению, не содержат соединений, вызывающих образование осадка.
Большое место в работе фирмы занимают вопросы обслуживания машин и оборудования в подземных условиях — создание специализированных заправочных станций и решение связанных с этим экологических проблем.
Фирма имеет собственные разработки металлоплакирующих смазочных материалов, реализующих при работе эффект безызносного трения типа "Мидея" и присадок к маслам типа "Валена". Контроль качества смазочных материалов, их модификации и определение областей их рационального применения производится в триботехнической лаборатории фирмы.
Применение металлоплакирующих смазочных материалов в узлах трения, упорядочение смазочно-регулировочных работ, проводимых фирмой, сказалось на сокращении расхода подшипников качения и времени их замены, что естественно привело к значительному экономическому эффекту. В табл. 3.4 приведен расход двух с большими габаритами подшипников качения за период 1992—1996 гг. на обогатительной фабрике.
Фирма крайне заинтересована в повышении качества обслуживания узлов трения машин и механизмов. С этой целью она систематически повышает квалификацию своих сотрудников, покупая необходимую для них техническую литературу и проводя технические занятия. Руководители фирмы следят за новыми разработками в области смазочной техники, участвуют в научных конференциях в других странах и сами проводят международные семинары по интересующей тематике.
Безразборное восстановление изношенных машин
Сущность процесса. Ранее была описана технология процесса ФАБО. Здесь будет показано, что на основе эффекта безызносности возможно благодаря трению не только покрывать поверхности трущихся деталей тонкими слоями антифрикционных материалов с помощью рабочего инструмента, но и восстанавливать узлы трения машин без их разборки.
Необходимо напомнить, что эффект безызносности относится к сомоорганизующимся явлениям неживой природы. При его реализации узел трения по конструкции и характеру работы напоминает сустав живого организма. Это утверждение было впервые отмечено в описании открытия (Бюллетень изобретений и открытий, № 17, 1966 г.).
При эффекте безызносности в паре бронза - сталь самопроизвольно образующаяся металлическая пленка (меди, олова) с особыми свойствами значительно снижает коэффициент трения и износ деталей. В случае применения смазочной среды, содержащей оксиды, гидрооксиды металлов, соли минеральных или органических кислот, а также комплексные соединения мягких металлов при работе узла трения сталь - сталь или сталь - чугун на поверхностях в зоне непосредственного контакта образуется защитная (сервовитная) пленка из металла, вводимого в смазочную среду в виде указанных выше соединений. Благодаря особым свойствам этой пленки (высокой адсорбционной способности, пористости, низкому сопротивлению сдвигу) на ее поверхности образуется плотный хемосорбционный слой (серфинг-пленка), представляющий координационные соединения металла с поверхностно-активными веществами (ПАВ). Таким образом, образование металлической пленки и на ней серфинг-пленки на обеих поверхностях уменьшает зазор в узлах трения в ряде случаях до первоначального размера.
Технология безразборного восстановления автомобильного двигателя.
Технология состоит из трибологической обработки двигателя, диагностики (снятия технических показателей до и после обработки), а также гарантийного обслуживания двигателя автомобиля в течение года или 30 тыс. км пробега.
1. Диагностика. Предварительно водителю автомобиля задаются вопросы, касающиеся технического состояния автомобиля: как работает двигатель, каков расход топлива и масла, когда производилась замена масла, фильтров (топливного, масляного, воздушного), когда производился капитальный ремонт двигателя с заменой вкладышей, поршневых колец, расточкой цилиндров, шлифованием шеек коленчатого вала, менялись ли маслосъемные колпачки и др. вопросы.
2. Проверка уровня масла и его подтекание. Проверяется цвет масла, присутствие воды (прибором или визуально). Если обнаруживается вода в масле, выясняется причина его наличия, а также устраняется подтекание масла.
3. Запуск двигателя. Прослушивается работа двигателя стетоскопом на предмет наличия посторонних стуков. Часто причиной плохого запуска двигателя являются недостаточные зазоры (тепловые) клапанов.
4. Замер СО. Проверяется СО в выпускных газах на холостом ходу и при об/мин. Для объективности замера нужно убедиться, что выпускной тракт не пропускает газы.
5. Проверка свечей. Вывертываются свечи и проверяется их состояние, а также соответствие их марки модели двигателя. Обращается внимание на цвет электродов и наличии твердой корочки нагара на электродах. Выясняется у водителя, когда менялись свечи и когда была их зачистка в последний раз. Складываются свечи в пронумерованные ячейки, соответствующие номерам цилиндров.
6. Замер компрессии. Производится замер компрессии (двигатель должен быть прогрет не ниже 60 °С). Компрессия по цилиндрам не должна отличаться более чем на 1 атм для карбюраторных двигателей и 2 атм для дизельных. Если в цилиндр попадает избыточное количество масла, то в этом цилиндре может быть как минимальная, так и максимальная компрессия. Минимальная компрессия возникает в результате закоксовывания поршневых колец, из-за образования смолистых веществ (продуктов сгорания масла и неполного сгорания топлива). В этом случае свеча имеет большой нагар на электродах. Неполное сгорание топлива может возникнуть и вследствие неисправности свечи, неисправности в цепи высокого напряжения, негерметичности закрытия клапанов и др. Высокая компрессия возникает из-за наличия уплотняющей пленки избыточного масла в межкольцевом и цилиндровом зазоре. В этом случае свечи всегда имеют нагар на электродах. Избыточное попадание масла в цилиндры может происходить в результате выхода из строя маслосъемных колпачков клапанов; повышенного износа направляющих втулок клапанов или наличия в них трещин; деформирования головки блока из-за перегрева (часто встречается в дизелях); износа или закоксовывания маслосъемных поршневых колец; повышенного давления картерных газов. Очень низкая компрессия может быть в результате поломки колец и прогара поршней. Этот дефект может быть установлен замером компрессии с заливкой в цилиндр моторного масла 10-20 мл. Если при этом компрессия возрастает хотя бы на 2 атм., то можно считать, что этих дефектов нет. Кроме того, необходимо еще проверить герметичность закрытия клапанов. Для этого нужно установить поршень в ВМТ, включить скорость, установить ручной тормоз, спрессовать цилиндр воздухом Р = 2 атм и стетоскопом прослушать наличие шумов на выходе воздуха в карбюраторе (в воздушном коллекторе дизеля), в выхлопной трубе, радиаторе или расширительном бачке, маслоналивной горловине. По наличию шумов можно судить о больших неплотностях соответственно во впускном клапане, выпускном клапане, о пробое прокладки под головкой блока и неисправностях ЦПГ.
7. Проверка состояния трамблера. Проверяется наличие нагара на контактах крышки и бегунке (нагар зачищается); замеряется и регулируется зазор между контактами прерывателя (для контактной системы зажигания), контакты зачищаются. При наличии высоковольтных пробоев или большого износа на контактах крышки и бегунка их необходимо заменить. При наличии люфта в подшипнике трамблер необходимо отремонтировать. При износе контактов прерывателя их также необходимо заменить.
8. Очистка магистрали вентиляции картерных газов.
9. Проверка свечей зажигания. Проверяются свечи зажигания после зачистки электродов и регулировки зазоров на стенде. В дизельных двигателях проверяются форсунки на соответствие давления впрыска и количество распыла на стенде. Проверяются на работоспособность свечи накаливания.
10. Проверка и регулирока момента зажигания. Проверяется и регулируется момент зажигания при помощи стробоскопа.
11. Регулировка холостого хода. Производится регулировка холостого хода карбюратора, количество и качество смеси при помощи газоанализатора и тахометра. Проверяется, не забит ли в карбюраторе канал отбора картерных газов.
Триботехническая обработка двигателя. Обработку двигателя производят на старом масле с последующей промывкой двигателя промывочным маслом и заменой масла. Двигатель прогревается до температуры не менее 50 °С. При работающем двигателе через отверстие масляного щупа шприцем вводится маслорастворимая металлоплакирующая присадка (например, МКФ-18) в количестве 0,2... 0,3 % от объема заливаемого в картер масла.
Обработка цилиндров ведется подачей металлоплакирующей присадки через главный диффузор карбюратора. Для двигателей с подачей топлива впрыском и дизелей подача присадки производится через воздушный тракт, при этом нужно максимально приблизить подачу присадки к каждому цилиндру посредством гибкого шланга (от медицинской капельницы) и шприца. Присадка вводится небольшими порциями (каплями) попеременно в каждый цилиндр за 3... 4 перехода (по 25...30 % от необходимого объема присадки на один цилиндр).
При обработке бензинового двигателя могут падать обороты, что устраняется перегазовками, которые необходимо проводить во время обработки. Перегазовка исключает накапливание присадки у выпускных клапанов.
При обработке двигателя с впрыском присадку необходимо подавать осторожно. При попадании большого количества присадки в цилиндр может произойти раннее воспламенение смеси, что приведет к попаданию присадки в плунжер распылителя форсунки во время открытия иглы распылителя, при этом будет слышен звонкий стук в форсунке. Также присадка может попадать под клапан. При этом появится "чавкающий" звук и будут видны прорывающиеся газы в воздушную магистраль. В таких случаях нужно приостановить обработку до прекращения звуков.
Во время обработки из выпускной трубы идет густой белый дым и капает вода.
После обработки, не заглушая двигатель, производят пробег автомобиля 3км со скоростью 6км/ч, после чего проверяют компрессию, замеряют СО и расход картерных газов. При отклонении компрессии в цилиндре более чем на 2 атм. цилиндр обрабатывают вторично.
При обработке бензинового двигателя присадка заливается в цилиндр через свечное отверстие, вворачивается свеча, но не подключается высоковольтный провод, он нагружается другой свечой и в таком состоянии запускается двигатель на холостом ходу на 3... 5 мин. После этого подключается высоковольтный провод и вновь запускается двигатель на 15...20 мин для выгорания присадки. Свеча выкручивается и зачищается. Для этого необходимо иметь технологические свечи.
Сливается старое масло, двигатель желательно промыть промывочным маслом, если масло было очень темное. Заливается свежее масло с присадкой МКФ-18 в количестве 0,2 % от объема. Заменяется масляный фильтр.
Количество вводимой присадки зависит от объема цилиндров:
Vц = 1,3 л — добавляется 160 мл присадка;
Vц = 2 л — 200 мл;
Vц = 8,8 л (КАМАЗ) — 400-500 мл.
Гарантийное обслуживание. Через каждые 5000 км пробега водитель должен доставлять автомобиль на проверку. При проверке производится замер компрессии, содержание СО и масла на предмет наличия в нем механических примесей. При снижении компрессии или повышении СО в выпускных газах в масло добавляется присадка МКФ-18 в количестве 0,1...0,2 % или обрабатываются отдельные цилиндры по указанной технологии. При наличии механических примесей в масле более 8,8 % (по прибору ИЗЖ) производится замена масла с добавкой металлоплакирующей присадки в количестве 0,2 %.
Гарантийное обслуживание действует в течение 1 года иликм пробега автомобиля.
Безразборное восстановление плунжерных пар топливных насосов двигателей сельскохозяйственной техники. Данная работа была выполнена к. т.н. под руководством проф. в Челябинском агроинженерном университете в 1992 г. Автором была разработана и изготовлена установка для восстановления работоспособности плунжерных пар. Схема установки показана на рис. 3.
Установка работает следующим образом. Кулачковый вал 7 приводится во вращение от приводного вала стенда "Мотор-вал НЦ-104". При этом подкачивающий насос 2 подает из емкости 1 металлсодержащую рабочую среду в головку топливного насоса высокого давления (ТНВД) к плунжерной паре 3, 4. Плунжер 4 приводится в возвратно-поступательное движение от кулачкового вала 7 и создает давление среды в надплунжерном пространстве, которое передается через нагнетательный клапан 5 к трубке Бурдона 6, где и аккумулируется.
Одновременно плунжер 4 через кривошип 10, шатун 9, рейку 8 от двигателя 11 приводится в возвратно-вращательное движение. Мощность, расходуемая двигателем на привод плунжера 4 в возвратно-вращательное движение, определяется в результате регистрации падения напряжения на шунтовом сопротивлении 12 вольтметром 13 и напряжения на блоке питания 15 вольтметром 14.
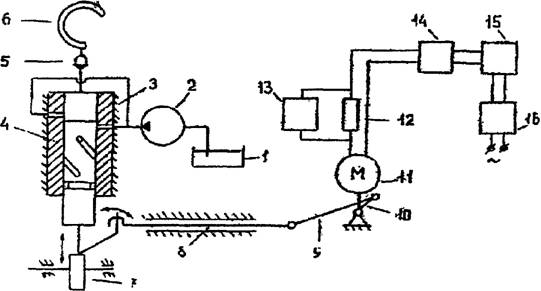
Рис. 3. - Схема установки для безразборного восстановления работоспособности плунжерных пар топливных насосов дизельных двигателей
Для восстановления работоспособности плунжерных пар ТНВД топливный насос устанавливают на топливный стенд. Соединяют секции с изношенными плунжерными парами трубопроводами высокого давления через коллектор с манометром. Секции насоса с плунжерными парами, не требующими восстановления, подсоединяют для слива циркулирующей рабочей среды к емкости, которую наполняют рабочей средой для нанесения покрытий и к ней подсоединяют подкачивающий насос ТНВД, подающий среду в головку ТНВД к плунжерным парам. Устанавливают на регулятор ТНВД привод рейки. Включают основной двигатель стенда и устанавливают частоту вращения вала ТНВД в пределах 80об/ мин. Подбирают необходимую величину подачи секций насоса по развиваемому давлению в плунжерном пространстве, изменяя длину шатуна и привода рейки ТН. Включают двигатель привода рейки и устанавливают частоту вращения вала в диапазоне 600об/мин. Манометром контролируют давление в надплунжерном пространстве. При увеличении потребления тока двигателем привода рейки процесс прекращают. Производят демонтаж манометра и трубопроводов высокого давления. Для промывки полостей головки насоса подкачивающий насос ТНВД и секции подключают к емкости с промывочной топливно-масляной смесью. По окончании очистки, определяемом по отсутствию частиц алюминия в промывочной жидкости, ТНВД подключают к системе топливного стенда и выполняют регулировочные операции согласно ГОСТ .
Топливные насосы тракторных двигателей проверяют и, при необходимости, регулируют при каждом третьем техническом обслуживании трактора. Автор разработанного метода восстановления изношенных плунжерных пар рекомендует применять метод при ТО-3, что позволит в 2 раза увеличить ресурс топливных насосов и тем самым сократить потребность в ремонте.
Для получения качественного покрытия на изношенных местах прецизионной пары при ее восстановлении рекомендуется использовать среду следующего состава, масс.% :
1. Аммоний медь хлористый ТУ 6-09-4,1
2. Сульфат никеля ГОСТ 4456-74 0,5
3. Глюкоза ГОСТ 8039-74 3,0
4. Алюминиевый порошок ГОСТ 1,0
5. Глицерин ГОСТ 62остальное
Эксплуатационные испытания разработанного метода восстановления плунжерных пар топливных насосов тракторов проводились на одном из предприятий Курганской области.
Безразборное восстановление подшипников качения. нов проводил безразборное восстановление подшипников качения двигателя трактора К-701 (8ГПЗ-307А и 18ГПЗ-207). Подшипники имели биение в поперечном сечении около 100 мкм, которое было измерено при помощи специального приспособления с микрометрической головкой. Безразборное восстановление подшипников качения заключается в том, что взамен стандартных смазок (Литол-24, Солидол УС-2, Шрус-4 и др). заправляется смазка "МСК", включающая те же компоненты, что и технологический состав "М-Пульс 2000" или другая металлоплакирующая смазка типа "Мидея". Подшипники нагружаются и работают при новом смазочном материале некоторое время.
Поперечное биение подшипников качения двигателя трактора К-701 после их обработки металоплакирующей смазкой уменьшилось на 20 и 40 мкм. Визуальный осмотр внешнего и внутреннего колец подшипников и тел качения показал наличие на них сплошного медного покрытия. Автором также показана возможность восстановления подшипников качения ступиц и шарниров равных угловых скоростей (ШРУС) подвески автомобилей СеАЗ - 111, Ford Escort, ISUZU, ВАЗ-2163, а, также валиков водяных насосов и других узлов.
Безразборное восстановление тяжелого пресса. На Рязанском заводе автоагрегатов при капитальном ремонте тяжелого пресса УС-6300 ТС горячей штамповки коленчатых валов с заменой подшипников скольжения главного вала пресса (подшипники подвергались расточке и последующему шабрению) выяснилось, что мощности двигателя не хватало, чтобы провернуть вхолостую коленчатый вал пресса. Попытка приработать коленчатый вал к подшипникам путем проворачивания его механическим путем не привела к положительным результатам. Возникла необходимость разбирать пресс, шабрить подшипники, собирать пресс и производить приработку пресса.
Специалисты АвтоВАЗа F. A. Истомин и согласились ввести пресс в рабочее состояние без его разборки и провести его приработку за три дня. Обычно приработка пресса после капитального ремонта длится около 10 дней. Смазывание узлов трения пресса производится масляной системой с пластичными смазками). Авторы работы ввели в масляную систему свой металлоплакирующий материал, провернули несколько раз механическим путем главный вал пресса и пресс запустился от штатного электродвигателя. Далее на этом же масле пресс проработал с ускоренным нагружением три дня и был запущен в эксплуатацию.
В дальнейшем авторами были проведены аналогичные работы на прессе УС-2500 ТС, обрезном стане УС 1000 ТС, стане поперечно-винтовой прокатки фирмы "Рекрол" и др. в кузнечном корпусе головного завода ЗИЛ. По мнению главного инженера завода ЗИЛ , работы дали положительный эффект по сокращению сроков ремонта и обкатки уникального оборудования и снижению расхода смазочных материалов при эксплуатации.
Литература:
1. Триботехника (износ и безызносность): Учебник. — 4-е изд., перераб. и доп. — М.: «Издательство МСХА», 20с.
2. Триботехника (конструирование, изготовление и эксплуатация машин): Учебник. — 5-е изд., перераб. и доп. — М.: «Издательство МСХА», 20с.
