Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МАШИНА КОНТАКТНОЙ СВАРКИ
МТК - 8502 УХЛ4
ПАСПОРТ
ПКУБ.683216.005М1 ПС
1. НАЗНАЧЕНИЕ
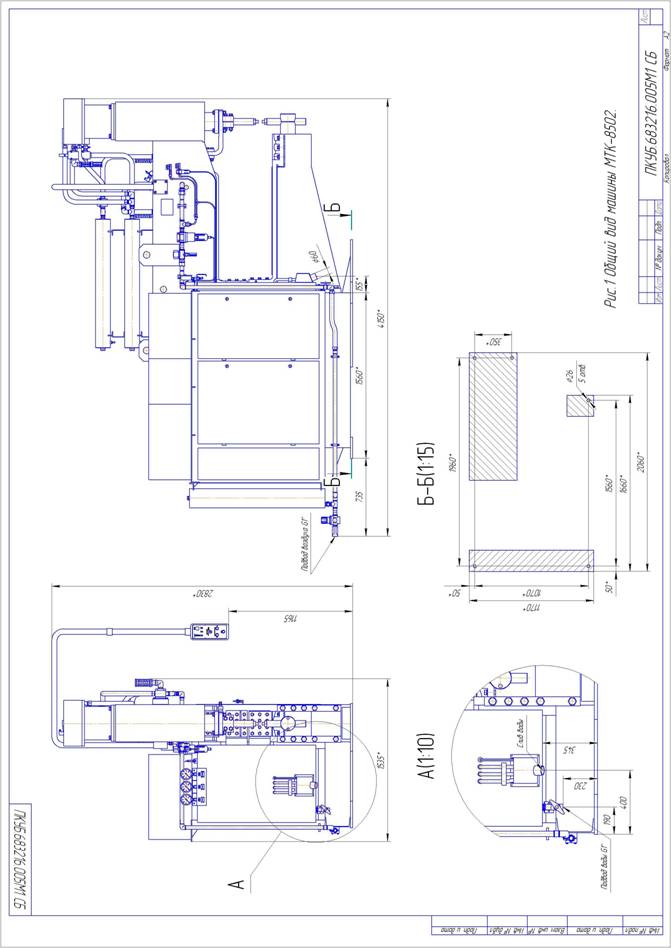
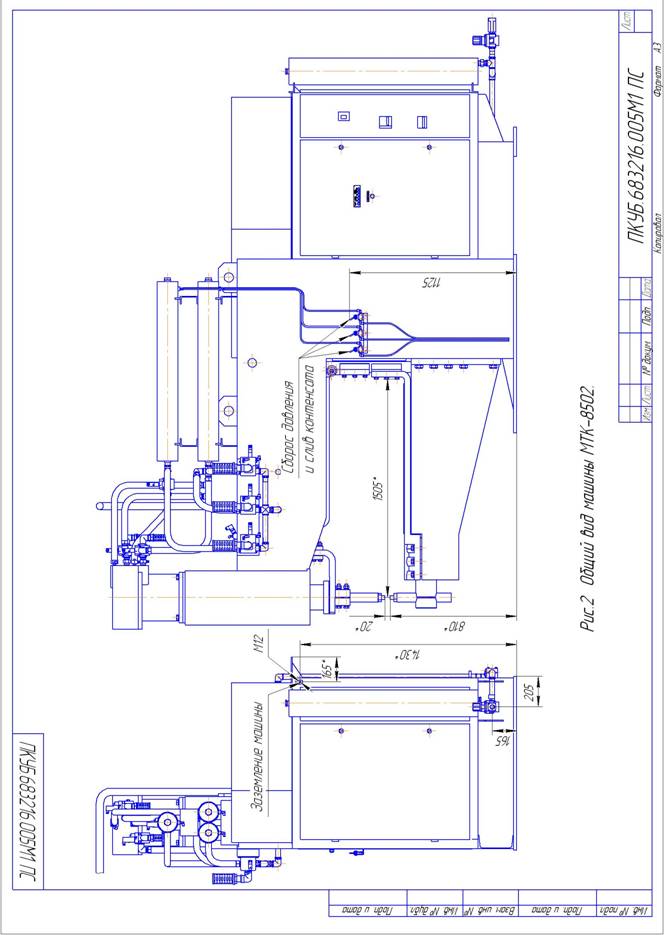
1.1. Сварочная машина типа МТК – 8502 УХЛ4 (рис.1,2) предназначена для конденсаторной контактной точечной сварки крупногабаритных деталей из легких сплавов, титана, нержавеющих и жаропрочных сталей.
1.2. Машина стационарная, предназначена для работы в закрытых отапливаемых вентилируемых помещениях, в условиях относительной влажности воздуха (при температуре плюс 20º С) не более 80%, на высоте не более 1000м над уровнем моря, при температуре окружающего воздуха от плюс 1º С до плюс 35º С и температуре охлаждающей воды от плюс 5º С до плюс 25º С.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
2.1. Машина изготавливается на питание от трехфазной питающей сети напряжением 380В при частоте 50 Гц.
2.2. Технические параметры машины приведены в табл. 1.
Таблица 1
------
Наименование параметра Норма
-------
Средняя однофазная мощность, потребляемая от сети за 1 цикл, 70
кВА, не более
-------
Амплитуда номинального сварочного тока при времени нарастания +8,5
его от нуля до амплитудного значения не менее 0,04 с, кА 85 -4,25
Номинальный длительный вторичный ток, кА 16
-------
Пределы регулирования времени включения ковочного усилия 0,03…0,13
от начала сварочного импульса, с
-------
Максимальная емкость батареи конденсаторов мкФ, не менее 39200 ± 3920
-------
Пределы регулирования напряжения на батарее 250…950*
конденсаторов, В
-------
Величина емкости батареи конденсаторов по ступеням от 3,6 ÷ 100
максимального значения, % ( 28 ступеней с шагом 1400 мкФ )
-------
Коэффициент трансформации сварочного трансформатора 105
-------
Сопротивление вторичного контура постоянному току, 28
- 6
Ом х 10 , не более
-------
Максимальный темп сварки деталей из Д16АТ 1,5 + 1,5мм при 60
ходе 5мм, сварок/мин
-------
Продолжение табл.1
------
Наименование параметра Норма
-------
Наибольшая среднечасовая производительность, сварок/ч 2900
-------
+150
Номинальный вылет электродов, мм 1
-------
+50
Раствор, мм, не менее
-------
Усилие сжатия электродов, даН (~кгс)
сварочное при работе с проковкой
номинальное, 2500 ± 200 (~2500)
-------
наименьшее, не более 180 (~180)
-------
превышение ковочного усилия над сварочным от 500 до 2500
-------
сварочное при работе без проковки
номинальное, 5000
-------
наибольшее при давлении сжатого воздуха 0,63 5500 (~5500)
МПа (6,3 кгс/ см кв.)
-------Максимальный ход верхнего электрода
рабочий, мм 20
-------
дополнительный, мм 150
-------
Рекомендуемые толщины свариваемых деталей:
из алюминиевых и титановых сплавов, мм от 0,5 до 2,5
-------
из коррозионно стойких сталей, мм от 0,3 до 2,0
-------
Расчетный расход свободного воздуха при номинальном 0,6
усилии сжатия электродов и рабочем ходе, м куб/10 ходов, не более
-------
Давление сжатого воздуха в сети, МПа (~кгс/см кв.) 0,63 (~6,3)
-------
Давление воды в системе охлаждения, МПа (~кгс/см кв.) 0,15…0,3
(~1,5…3.0)
-------
Расчетный расход охлаждающей воды, л/ч, не более 2000
-------
* Допускается увеличивать наибольшее напряжение на конденсаторах до 980В.
Таблица 2
-------
Уровни звукового давления в дБ в октавных полосах Уровень
со среднегеометрическими частотами, Гц звука
----- в дБА
31,5100
-------
75
-------
3. СОСТАВ ИЗДЕЛИЯ И КОМПЛЕКТ ПОСТАВКИ
3.1. В состав изделия входит собственно машина МТК-8502 УХЛ4, шкаф управления и два конденсаторных шкафа.
3.2. машина снабжается комплектом эксплуатационной документации.
(Паспорт ПКУБ.683216.005 ПС и Ведомость ЗИП ПКУБ.683.216.005-1 ЗИ).
4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
4.3. Общий вид машины представлен на рис. 1,2.
На корпусе машины смонтированы: верхняя электродная часть, нижняя электродная часть, привод усилия, пневматическое устройство, система охлаждения,
токоподводы, сварочный трансформатор, электрическое устройство.
4.4. Включение машины в работу производится нажатием педальной кнопки или кнопки, расположенной на подвесном пульте управления.
После нажатия кнопки автоматически в определенной последовательности и в заданные по длительности отрезки времени совершаются отдельные операции цикла
сварки: опускание электрода, предварительное сжатие деталей между электродами машины повышенным (ковочным) усилием, сжатие деталей сварочным усилителем,
прохождение сварочного тока через сжатые детали – начало проковки, сжатие деталей
повышенным ковочным усилием – проковка, раскрытие электродов – пауза.
Машина позволяет производить сварку при постоянном сварочном (или ковочном)
усилии между электродами, а также и при переменном усилии без предварительного
обжатия.
Для получения одной сварной точки следует после опускания электрода сразу же
освободить педаль кнопки. Циклы сварки будут повторяться, если педаль кнопки будет нажатой, а переключатель в шкафу управления будет установлен в положение «Автоматический цикл».
В случае, если при перемещении детали между электродами и ее извлечении оттуда
возникает необходимость в пользовании дополнительным ходом, необходимо нажать на кнопку «Дополнительный ход», «Электрод вверх» на подвесном пульте управления.
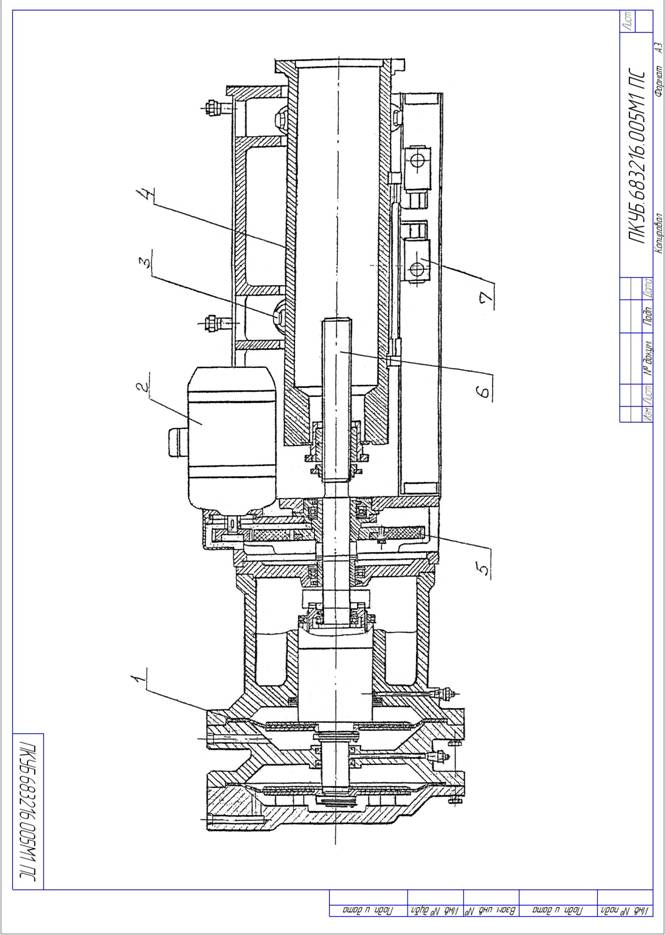
4.5. Привод усилия (рис.3) перемещает верхний электрод и сжимает свариваемые детали, создавая при этом необходимые сварочное или ковочное усилия.
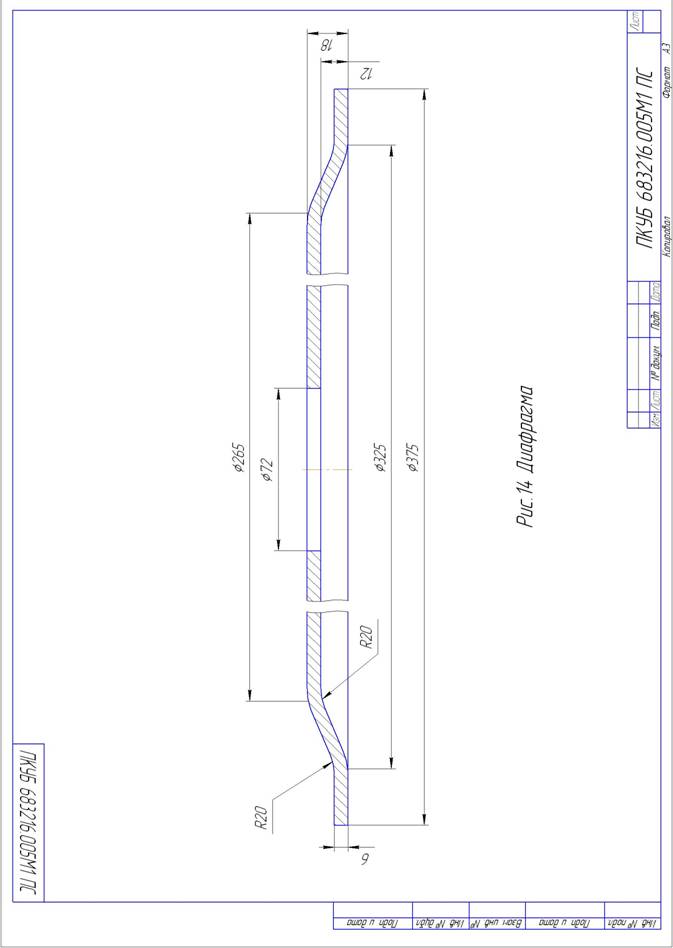
Привод усилия – пневматический и состоит из пневматического цилиндра и направляющего устройства. Объем цилиндра разделен диафрагмами, закрепленными на штоке, на 4 камеры.
При нажатии на кнопку подвесного пульта «Дополнительный ход», «Электрод вверх» или «Электрод вниз», включается двигатель, который через зубчатую передачу поворачивает винт, смещающий ползун с верхней электродной частью, соответственно,
вверх или вниз.
Конечные выключатели предназначены для аварийного отключения электродви-
гателя в крайнем верхнем и нижнем положениях. Передние подшипники направляющих
качения установлены на эксцентриковых осях, позволяющих регулировать зазор между ползуном и направляющими.
4.6. Работа пневматического привода и управление им осуществляется согласно принципиальной пневматической схеме (рис.4).
Для получения сварочного усилия при работе с проковкой в пределах от 180 до
2500 даН (2500 кгс) воздух подается во все 4 камеры цилиндра включением YK1, в 3-ю и 4-ю – давлением Р3 (манометр МН3); в 1-ю – давлением Р1 (манометр МН1);
во 2-ю – давлением Р2 (манометр МН2).
Раздельная регулировка давления воздуха Р1 и Р2 обеспечивает практически любое соотношение значения сварочного и ковочного усилий в пределах 180 – 2500 даН
(2500 кгс).
Для получения ковочного усилия до 2500 даН следует выпустить сжатый воздух
из камеры 2 включением клапана YK3. для получения ковочного усилия в пределах от
2500 до 5000 даН следует выпустить сжатый воздух из камер 2, 4 включением клапанов
YK2, YK3. Для получения сварочного усилия при работе без проковки в пределах от
2500 до 5000 даН, воздух подается в камеры 1, 3 и 4 включением клапанов YK1, YK3 и
выпускается из камеры 2 включением клапана YK2.
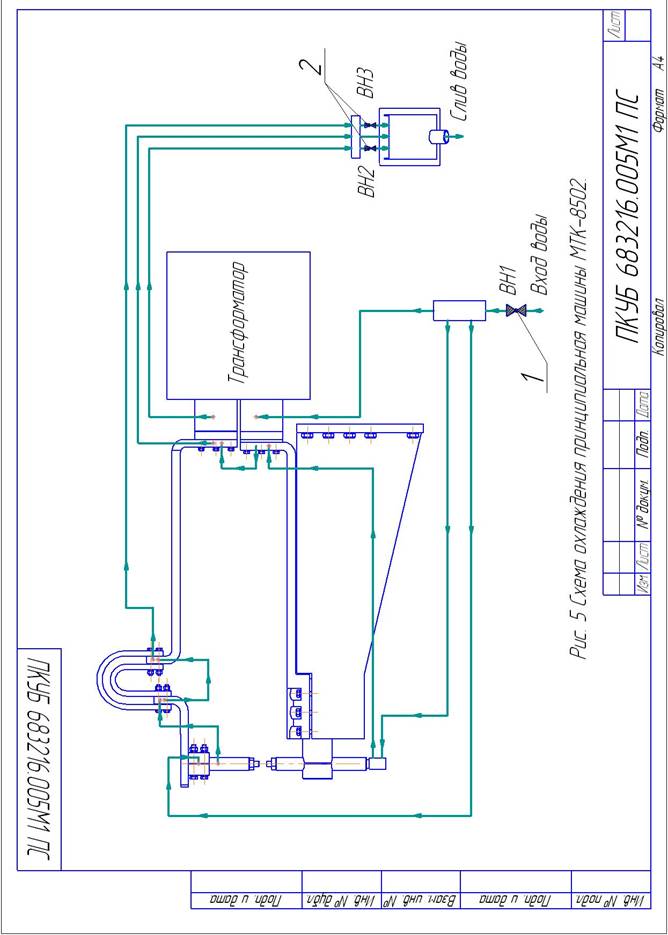
4.7. Система охлаждения (рис. 5) обеспечивает охлаждение токоведущих элементов
и состоит из вентиля, распределителя, 3-х ветвей, служащих непосредственно для подвода
воды к охлаждаемым частям и слива воды в сливную коробку.
4.8. Устройство электрическое.
Описание устройства электрического приведено в руководстве по эксплуатации
системы управления АСТ 233.00.0.000 РЭ и АСТ 233.10.0.000 РЭ.
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
5.1.При обслуживании электросварочного оборудования обязательно соблюдать
«Межотраслевые правила по охране труда (правила безопасности) при эксплуатации
электроустановок (ПОТРМ – 016 – 2001)», «Правила технической эксплуатации электроустановок потребителей ( ПТЭЭП )» и требования стандартов системы безопасности труда (ССБТ).
При работе необходимо руководствоваться требованиями ГОСТ 12.3.003
«Работы электросварочные. Общие требования безопасности».
5.2. Работа на машине разрешается только при наличии надежного зануления
(заземлении).
Зануляющие (заземляющие) провода, шины зануления (заземления) и другие элементы зануления (заземления) должны ежедневно проверяться, особенно тщательно после проведения ремонтных и наладочных работ.
СЛЕДУЕТ ПОМНИТЬ, ЧТО РАБОТА БЕЗ ЗАНУЛЕНИЯ (ЗАЗЕМЛЕНИЯ)
ОПАСНА ДЛЯ ЖИЗНИ!
5.3. Доступ к электрической схеме разрешен только электрику-наладчику, за которым закреплена данная машина.
Работающему на данной машине проводить какие-либо ремонтные работы
категорически запрещается.
5.4. Ремонт и обслуживание машины, в том числе зачистка, смена электродов должны производиться при отключенном автомате, отключенной подаче сжатого воздуха и воды. При этом надо помнить, что на входных зажимах автомата напряжение
остается. Допускается наладочные и регулировочные работы проводить наладчику при
включенном автомате с соблюдением всем мер предосторожности. Зачистку изоляции
подводящих питающих проводов производить на длине 20мм (не более, чем высота зажима автоматического выключателя).
5.5. Зубчатые шайбы, служащие для заземления щитов шкафа, после окончания ремонтных работ устанавливать на место.
5.6. Машина не считается обесточенной, если отключен сетевой выключатель.
5.7. Машину нельзя считать обесточенной, если сигнальная лампа, указывающая
на наличие напряжения, не горит, т. к. лампа не может зажигаться из-за ее неисправности
или из-за отсутствия одной из фаз питающей сети.
5.8. Монтаж и эксплуатация пневмопривода в соответствии с ГОСТ 12.3.001.
5.9. Степень защиты электродной части – IP00 по ГОСТ 14254. Степень защиты частей машины, находящихся под напряжением сети – IP20 по ГОСТ 14254.
5.10. Класс машины по способу защиты человека от поражения электрическим
током – 01 по ГОСТ 12.2.007.
6. ПОДГОТОВКА ИЗДЕЛИЯ К РАБОТЕ
6.1. После распаковки машины снимите с ее частей консервационную смазку.
6.2. Осмотрите машину и убедитесь в отсутствии механических повреждений,
проверьте комплект поставки.
6.3. Машина и шкафы должны быть установлены в пожаробезопасном помещении
на фундаменте и закреплены болтами, шкафы специального фундамента не требуют.
6.4. К машине подвести:
- электрическую: две фазы силовой сети переменного тока (сечение провода
25 мм кв.) и третью фазу (сечение провода не менее 2,5 мм кв.);
- водопроводную сеть;
- пневматическую сеть;
- систему для свободного слива воды;
- сеть заземления;
- соединить машину и шкафы согласно схеме соединений ПКУБ.683.216.005-1 Э4.
6.5. Подтянуть болтовые и винтовые соединения, обращая особое внимание на
контактные соединения во вторичном контуре.
6.6. Проверить герметичность соединений пневматической системы и системы охлаждения.
7. ПОРЯДОК РАБОТЫ
7.1. Прежде, чем приступить к сварке деталей на машине, необходимо ее наладить
и опробовать в действии при выключенном сварочном токе, для чего необходимо:
- открыть вентили, подводящие воздух и воду к машине;
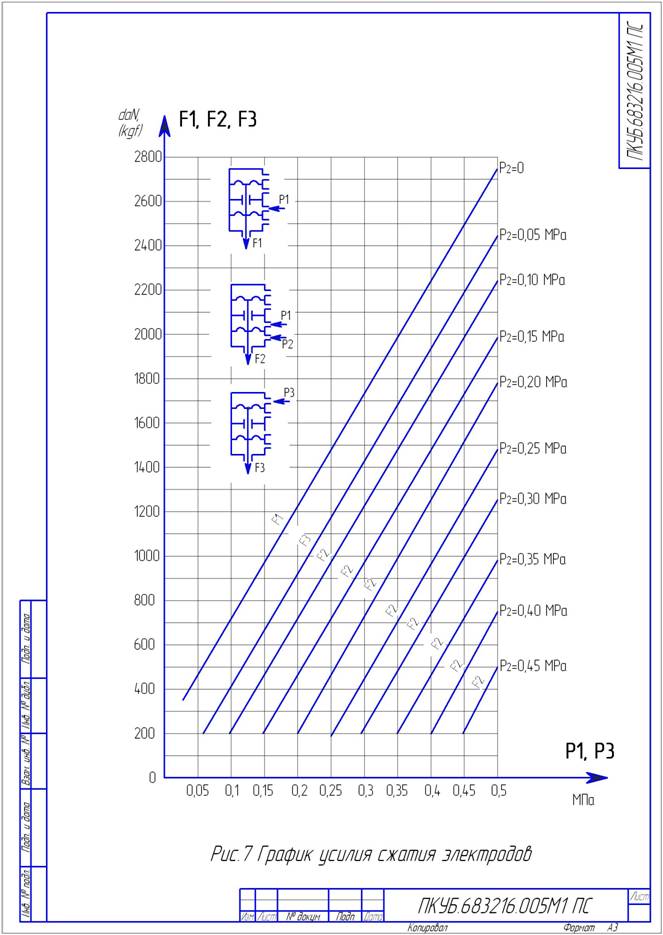
- регуляторами давления (рис.4) установить необходимое для сварки усилие
электродов, используя соответствующий график усилий, закрепленный на корпусе машины. При работе в цикле с предварительным обжатием сварочное усилие необходимо
проверить и откорректировать по сравнению с табличным при помощи динамометра.
Оно может отличаться от табличного на 10-15% в большую сторону. Откорректированное усилие на данной машине стабильно;
- проверить величину сопротивления между точками 2 и 3 конденсаторного шкафа;
- подать напряжение на машину переводом автоматического выключателя цепей
управления в положение «Включено»;
- установить переключатель на пульте управления в положение «Сжатие»;
- настроить шкаф управления;
- установить оптимальную величину рабочего хода верхнего электрода в
зависимости от толщины материала и конфигурации свариваемой детали;
- нажать на педаль ножной кнопки;
- установить переключатель на подвесном пульте управления в положение 2
«Автоматический цикл»;
- установить требуемый режим приложения усилия на электродах переключателем
режима, а требуемый темп работы переключателем S3 на ШУ;
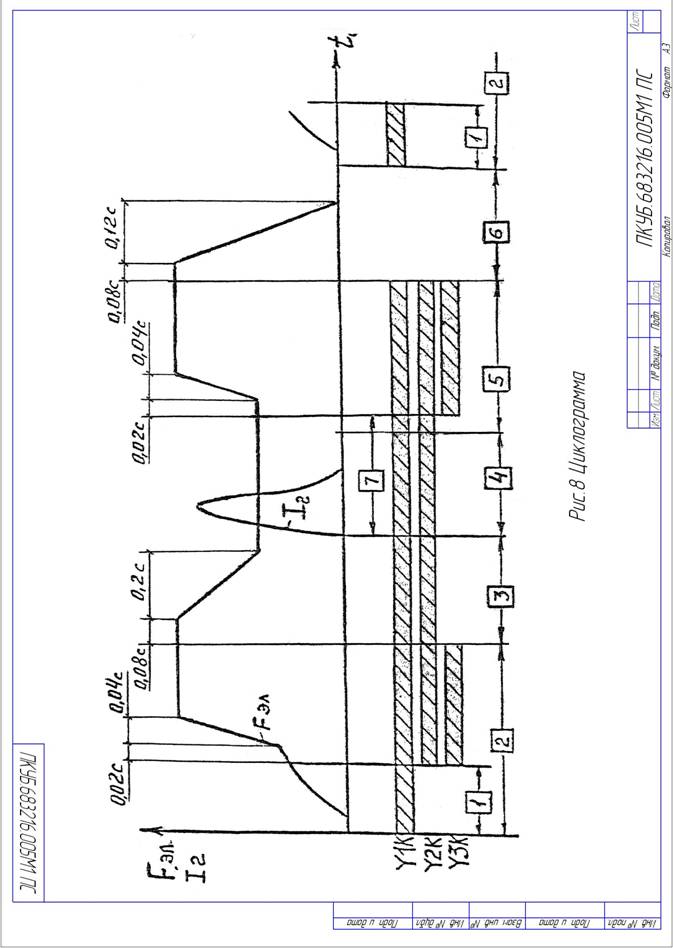
На циклограмме рис.8 приведены постоянные времени включения и выключения
и нарастание и спад усилия между электродами.
- нажать педальную кнопку и проверить работу машины по циклу «Без сварочного
тока».
7.2. После опробования машины на холостом ходу можно приступить к наладке
режимов сварки в соответствии с АСТ.233.00.0.000-1 РЭ и описанием системы диагностики.
7.3. При кратковременном прекращении работы машины (обеденный перерыв)
обесточьте машину и прекратите подачу воды.
При длительном перерыве в работе обесточьте машину и прекратите подачу воды и воздуха. При опасности замерзания воды продуйте систему охлаждения сжатым воздухом.
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
8.1. Для увеличения срока службы трущихся деталей в приводе усилия не реже
1 раза в месяц смазывать их консистентной смазкой. Своевременно удалять из резервуара
воздушного фильтра накопившуюся в нем влагу. Через каждые два-три месяца работы
машины необходимо снимать глушители и фильтры и прочищать их сжатым воздухом и
при необходимости промывать.
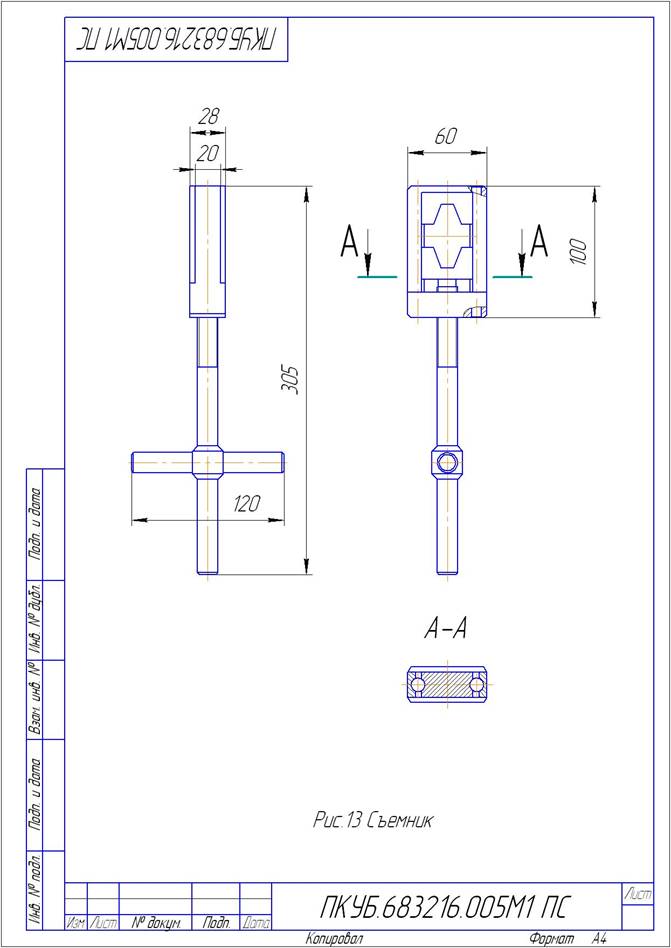
8.2. Удаление изношенных электродов из гнезд электрододержателей производить
специальным съемником, нельзя ударять по электродам молотком или другим инструментом.
8.3. При эксплуатации машины особое внимание надо обращать на состояние
контактных поверхностей вторичного контура. При увеличении омического сопротивления вторичного контура более чем на 15% выше начального следует зачистить
все контактные поверхности.
Измерение сопротивления вторичного контура производить методом амперметра-
вольтметра в соответствии с АСТ.233.00.0.000-1 РЭ.
Источник постоянного тока присоединяется к электродам разомкнутого вторичного
контура.
Измерение падения напряжения производится милливольтметром.
8.4. Основные виды работ по техническому обслуживанию приведены в табл. 3.
Таблица 3
-----
Виды работ Периодичность
-----
Проверка надежности заземления Ежедневно
-----
Проверка на отсутствие утечек воды и воздуха Ежедневно
-----
Смазка трущихся частей через масленки Раз в месяц
-----
Измерение сопротивления вторичного контура постоянному току Раз в 6 месяцев
-----
Проверка и регулировка пускорегулирующей аппаратуры Раз в 6 месяцев
-----
Проверка затяжки болтов контактных соединений вторичного Раз в 6 месяцев
контура
-----
Проверка изоляции вторичного контура и сварочного и Раз в 6 месяцев
зарядного трансформатора
-----
Проверка и регулировка пневматической и электрической Раз в 6 месяцев
аппаратуры
------
Продолжение табл.3
-----
Виды работ Периодичность
-----
Поверка манометров Раз в год
-----
9.ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ
УСТРАНЕНИЯ
См. АСТ.233.00.0.000-1 РЭ и АСТ.233.10.0.000-1 РЭ.
10. СВЕДЕНИЯ О КОНСЕРВАЦИИ И УПАКОВКЕ
10.1. Машина МТК-8502 УХЛ4 законсервирована в соответствии с требованиями
ГОСТ 23216.
Для консервации применена пластичная смазка Литол-24РК ГОСТ 21150.
10.2. Срок хранения законсервированной машины без переконсервации – два года.
10.3. Машина упакована в деревянный ящик по ГОСТ 10198. Ящик предназначен
для защиты от механических повреждений, прямого попадания от атмосферных осадков,
обеспечения погрузочно-разгрузочных работ и транспортирования.
Маркировка тары выполнена в соответствии с требованием ГОСТ 14192 и заказа.
10.4. Законсервированную машину необходимо хранить в распакованном виде на
нижнем щите в закрытом вентилируемом помещении при температуре окружающего воздуха от плюс 1º С до плюс 40º С и относительной влажности не более 80% при
температуре плюс 25º С.
Воздух не должен содержать вредных газов, разрушающих лакокрасочные покрытия, металлы и изоляцию.
Пленочный чехол (если машина в чехле) не снимать.
10.5. При длительном хранении машину следует подвергнуть переконсервации, для чего снять старую смазку и нанести свежую.
10.6. Упакованную машину можно перевозить любым видом транспорта.
11. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ
Машина MTК-8502 УХЛ4 заводской № соответствует ГОСТ 297 и признана годной к эксплуатации.
Дата приёмки | Штамп ОТК |
Подпись ОТК |
12. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
12.1. Изготовитель гарантирует соответствие машины требованиям ТУ при соблюдении потребителем условий эксплуатации, хранения и транспортирования, установленных техническими условиями и настоящим паспортом.
12.2. Гарантийный срок – 12 месяцев. Гарантийный срок исчисляется со дня передачи продукции потребителю, но не более 18 месяцев со дня отгрузки.
12.3. В случае обнаружения неисправностей по вине изготовителя обращаться непосредственно к изготовителю:
7, АСТ».
По вопросам технического обслуживания обращаться по тел.(8112).
Без настоящего паспорта с отметкой ОТК изготовителя о приёмке претензии изготовителем не принимаются.
13. СВЕДЕНИЯ О РЕКЛАМАЦИЯХ
Порядок предъявления и оформления рекламаций – согласно действующему законодательству.
ПЕРЕЧЕНЬ
составных частей, имеющих ограниченный срок
использования
Кольцо 2-2 ГОСТ 9833-73
Кольцо 2-2 ГОСТ 9833-73
Манжета 2-050-2 ГОСТ 6678-72
Манжета 2-070-2 ГОСТ 6678-72
ИЛЛЮСТРАЦИИ
Рис. 1,2. Общий вид машины МТК – 8502.
Рис. 3. Привод усилия электродов.
Рис.4. Схема пневматическая принципиальная
Рис.5. Схема охлаждения принципиальная.
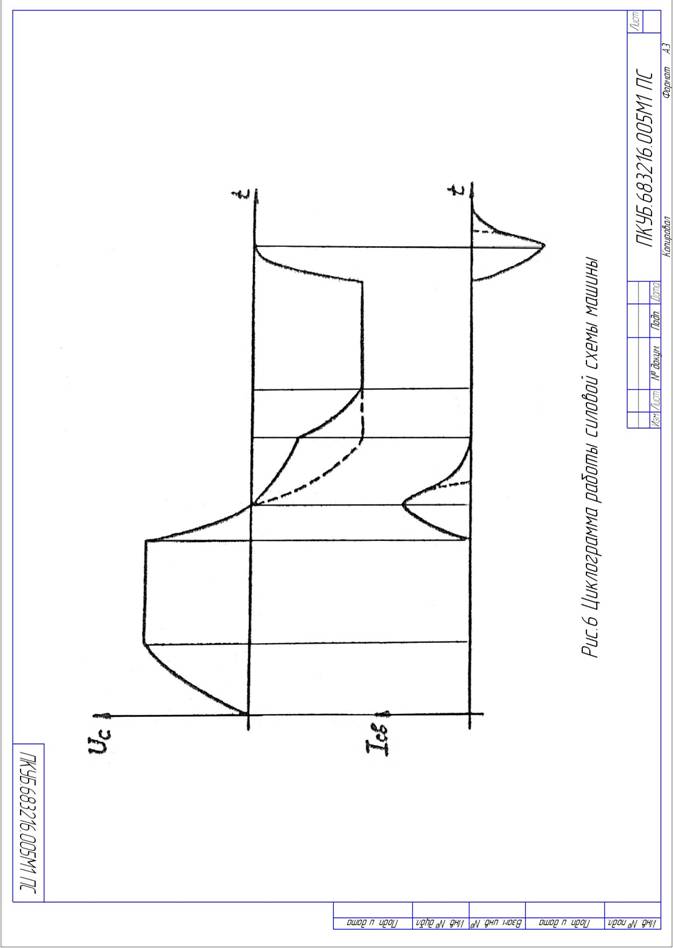
Рис.6. Циклограмма работы силовой схемы машины.
Рис.7. График усилия сжатия электродов.
Рис.8. Циклограмма
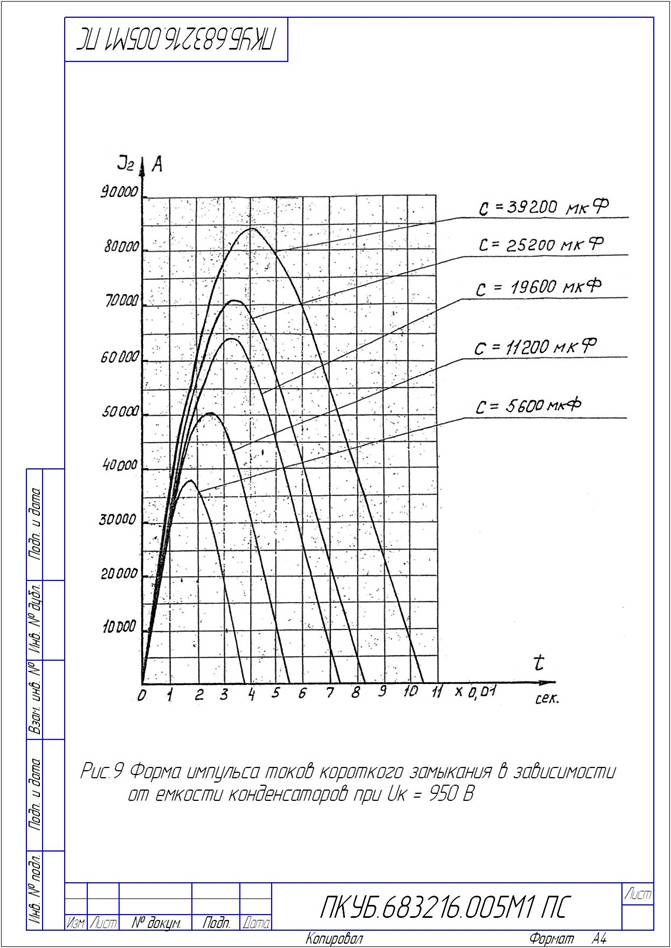
Рис.9. Форма импульсов тока короткого замыкания в зависимости
от емкости конденсаторов при Uк=950В
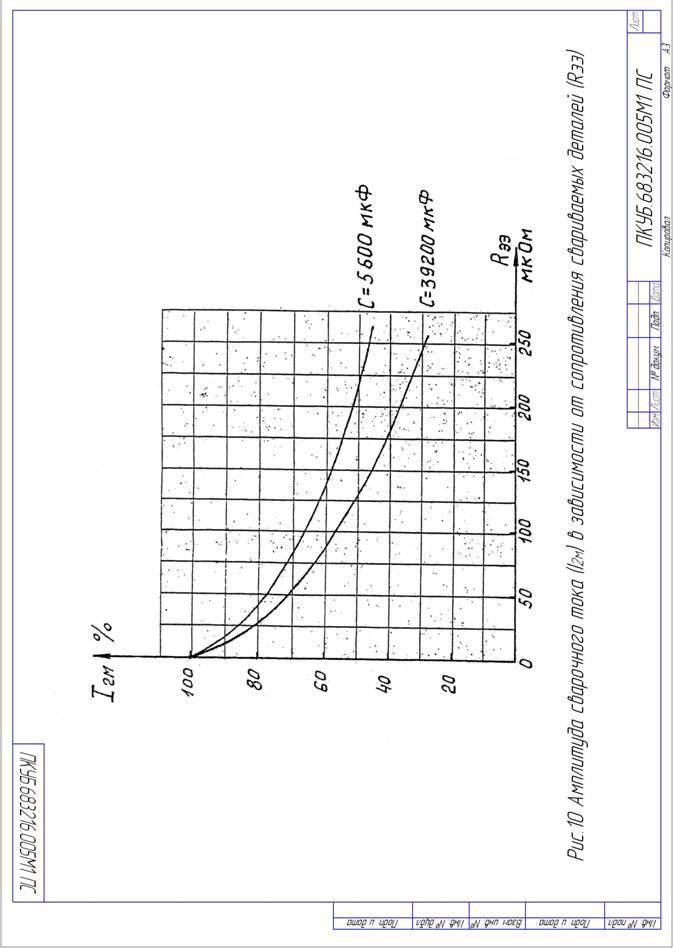
Рис.10. Амплитуда сварочного тока (I2м) в зависимости от сопротивления
свариваемых деталей (Rээ).
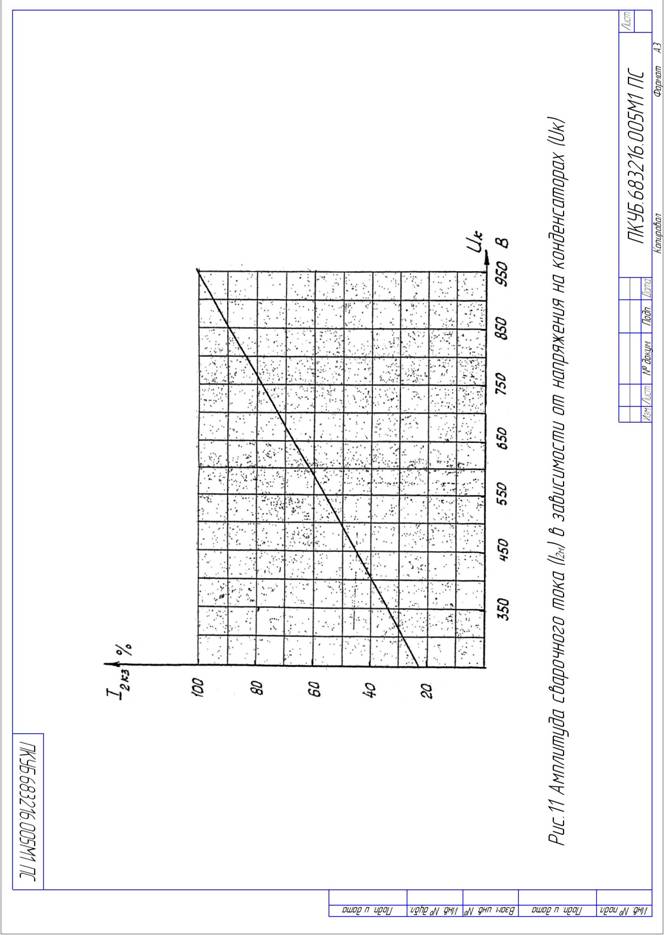
Рис.11. Амплитуда сварочного тока (I2м) в зависимости от напряжения на
конденсатора (Uк).
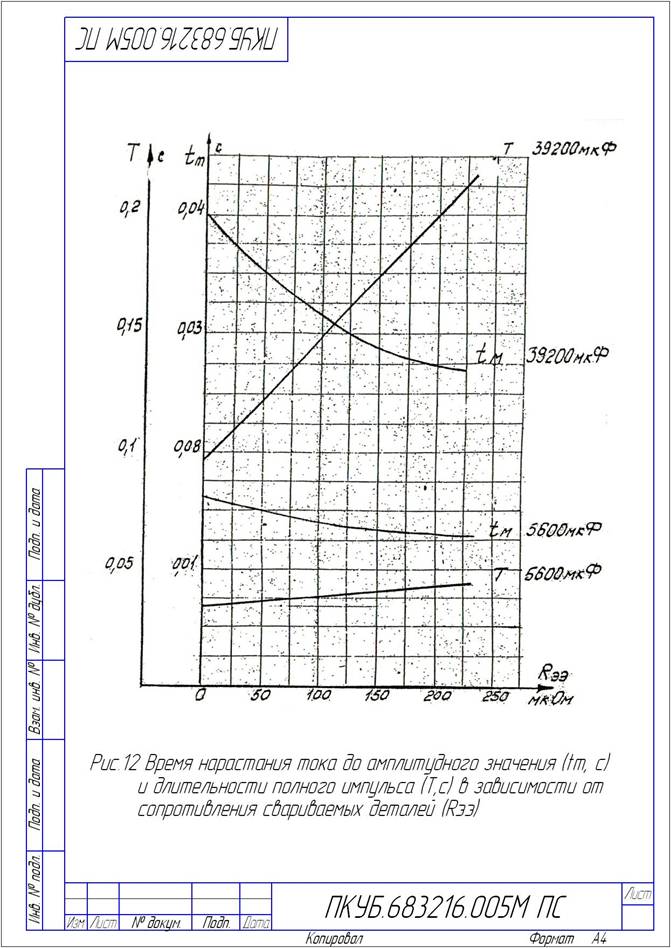
Рис. 12. Время нарастания тока до амплитудного значения и
длительности полного импульса (Т, с) в зависимости от
сопротивления свариваемых деталей (Rээ).
Рис. 13. Съемник.
Рис. 14. Диафрагма.
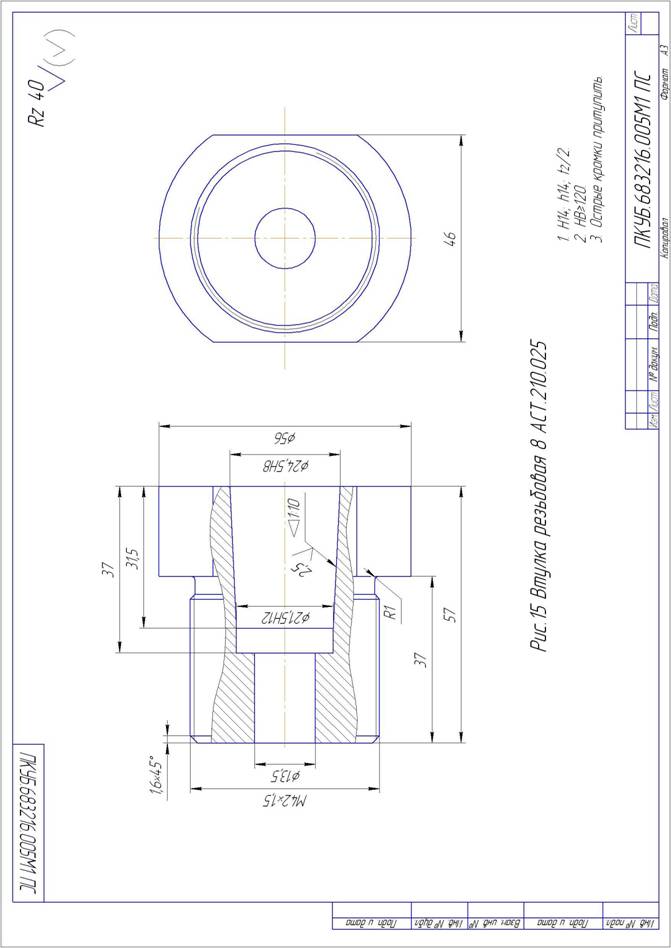
Рис. 15 Вставка резьбовая 8 АСТ.210.025