


7. Конструирование корпусов
Корпус, стаканы и крышки относятся к группе корпусных деталей. Их назначение - обеспечить правильное расположение деталей, передающих вращающий момент, и воспринимать все силы, действующие в редукторе.
Корпус должен быть достаточно жестким, чтобы предотвратить перекос осей валов под действием внутренних и внешних сил. Для повышения жесткости при одновременном снижении массы корпус выполняют с ребрами. Расположение ребер согласовывают с направлением сил, деформирующих корпус. Ребра также увеличивают поверхность охлаждения корпуса, что имеет особое значение при проектировании червячных редукторов. По конструктивному оформлению корпуса бывают разъемные и
неразъемные. Разъем корпуса обычно выполняют в плоскости, параллельной его основанию (плоскость расположения осей зубчатой пары).
На рис. 29 приведено конструктивное оформление литого корпуса редуктора. Он изготовлен в виде разъемной коробки, что облегчает сборку агрегата. Корпус состоит из нижней части – основания, и верхней - крышки. В плоскости разъема размещены оси валов. Эта плоскость, как правило, горизонтальная.
Рис. 29
В некоторых случаях применяют наклонный разъем, позволяющий уменьшить объем масляной ванны, обеспечить одинаковое погружение колес в масло и снизить потери мощности на трение в масле. Прокладки между корпусом и крышкой не допускаются, так как они могут нарушить посадки подшипников.
При расположении валов в вертикальной или нескольких плоскостях применяют более сложные конструкции корпусов с несколькими разъемами.
Таким образом, конструкции корпусов весьма разнообразны. Между тем в них есть общие конструктивные элементы: стенки; бобышки 8 для подшипников; фланцы 3 и 4 для крепления крышки и корпуса; ниши или фланцы 7 для крепления корпуса к плите или раме; ребра жесткости 9; платики 13, выравнивающие поверхность под гайки и головки винтов; смотровой люк и отдушины 14; бобышки и ниша с резьбовыми отверстиями для установки пробки и маслоуказателя; отверстие 6 для слива масла; отверстия 5 для штифтов, используемых для фиксации крышки и корпуса; отверстия 11 и для установки винтов (шпилек), служащих для крепления крышки с корпусом и корпуса с рамкой (плитой), канавки 10 для кольцевых выступов крышек подшипников; проушины или грузовые крюки для транспортировки крышки и основания и т. д.
Литой корпус должен удовлетворять требованиям, предъявляемым к литью по форме переходов, конструктивным (служащим для упрочнения элементов корпуса) и технологическим (формовочным) уклонам. Последние создаются для свободной выемки моделей из формы. Радиусы закруглений принимают разными: при толщине стенки до 25 мм - примерно 1/3, а при толщине более 25 мм - 1/5 полусуммы толщин сопрягаемых стенок. Нормальный ряд радиусов для галтелей следующий: 3; 5; 8; 10; 15; 20; 25; 30; 40 мм.
На конструкцию корпусных деталей оказывает влияние и технология механической обработки. Конструкция детали должна быть простой формы, удобной для обработки. Технология механической обработки корпусных деталей включает три основные технологические операции: обработку плоскостей, обработку крупных точных отверстий и обработку мелких отверстий.
При обработке плоскостей деталей должен обеспечиваться свободный проход инструмента. Обрабатываемые поверхности должны располагаться в одной плоскости. Отдельные платики следует размещать так, чтобы общая ширина обрабатываемых плоскостей была наименьшей. Обрабатываемые плоскости должны быть расположены под углом 90 или 180° одна к другой.
Растачиваемые отверстия следует выполнять одного диаметра (особенно отверстия, расположенные соосно). Ряд диаметров мелких отверстий желательно сокращать, особенно отверстий, расположенных на одной стороне детали.
Поверхность детали на входе и выходе сверла должна быть перпендикулярной к оси сверла (во избежание его поломок).
Все отверстия (гладкие и резьбовые) желательно выполнять сквозными. Резьбовые отверстия должны иметь со стороны входа метчика фаску для лучшего центрирования последнего. На стенках резьба нарезается диаметром не менее М6. Дно корпуса выполняется наклонным (1...2°) в сторону сливного отверстия.
Ориентировочные соотношения основных размеров (мм) чугунного литого корпуса цилиндрического редуктора и его крепежных деталей дано в табл. 9.
Таблица 9.
Основные размеры (мм) чугунного литого корпуса цилиндрического редуктора и его крепежных деталей
Элементные корпуса | Расчетные зависимости редуктора | |
для одноступенчатого | для двухступенчатого | |
Толщина стенки основания корпуса |
| |
Толщина стенки крышки корпуса | δ1 = 0,9 δ ³ 6 | |
Толщина подъемного уха в основании | δ 2 = 2,5 δ | |
Толщина ребра в основании | δ3 = δ1 | |
Диаметр фундаментного болта |
| d = (0,08… 0,12) aw |
Диаметр болта (винта), стягивающего корпус по разъему |
| вблизи подшипников d1 = (0,7…0,8) d, остальных d2 = (0,5…0,6) d
|
Диаметр винтов крепления крышки подшипника | d3 = 0,04D1 + 4 | |
Диаметр штифтов | d4 = (0,7...0,8) dl | d4 » 0,8 d2 |
Толщина фундаментной лапы | h = 1,5 d; | h = (2…3) d |
Толщина фланца по разъему корпуса | h2 = δ | h2 = 1,5 d2 |
Ширина пояса жесткости (фланца) | bфл ³ 1,5d | |
Наружный диаметр прилива под подшипник | D1 = 1,25D + 10 D – наружный диаметр подшипника | |
Корпуса червячных редукторов конструируют двух исполнений: первое (при aw £ 200 мм) с двумя окнами на боковых стенках, через которые при сборке в корпус вводят комплект вала с червячным колесом; второе - с плоскостью разъема по оси вала червячного колеса.
В первом исполнении (см. рис. 30) боковые крышки центрируют по диаметру D и крепят к корпусу винтами. Диаметры и количество винтов принимают по рекомендациям, приведенным при описании конструкции крышек (см. табл. 7).
Соединение крышек с корпусом уплотняют резиновыми кольцами круглого сечения (см. рис. 26, г).
Для создания необходимой жесткости боковые крышки выполняют с высокими центрирующими буртиками. Высота буртика крышки должна быть
Для повышения жесткости червяка его опоры максимально сближают. Места расположения приливов (горловины) определяют прочерчиванием.
Крепят крышки к корпусу винтами с цилиндрической круглой головкой, утопленной в гнезде (предпочтительное исполнение) или болтами с шестигранной головкой (см. рис. 30).
В разъемных конструкциях корпусов для точного фиксирования основания корпуса с крышкой в процессе расточки отверстий для подшипников, а также во избежание относительного смещения крышки и корпуса в процессе сборки предусматривают штифты (см. рис. 29). Точность фиксирования достигается двумя, цилиндрическими или коническими, штифтами, которые располагают по диагонали фланцев корпуса. Ориентировочный диаметр штифта назначают в зависимости от диаметра стяжного винта (см. табл. 9).
Рис. 30
Герметичность разъемов кроме тщательного их изготовления достигается дополнительными мерами. Перед сборкой разъемы смазывают шеллаком, цапонлаком или пастой «Герметик». Шелковая нить, уложенная по контуру разъема, облегчает удаление слоя засохшего лака при разборке. Разъемы смотровых отверстий и прочих заглушек уплотняют картонными или резиновыми прокладками.
Описанные выше конструкции корпусов редукторов не являются единственно возможными. При необходимости можно создать и другие конструкции.
Ответственными элементами, влияющими на удобство и безопасность работ при монтаже и обслуживании редуктора, являются строповочные устройства. Не вполне надежны приливы к стенкам (рис. 31, а, б), поскольку возможное утонение стенки из-за смещения стержней при отливке, оставшееся незамеченным, может привести к отрыву прилива вместе с участком стенки. Надежнее проушины или крюки, соединенные с фланцем (рис. 31, в, г). Размеры крюков даны в табл. 10. Расположение строповочных элементов выбирают таким, чтобы исключить возможность опрокидывания поднятого груза.
а) б) в) г)
Рис. 31
Таблица 10.
Размеры крюков
Допускаемая нагрузка на крюк (кН) для отливки | H, мм | L, мм | L1, мм | c, мм | r, мм | r1, мм | h, мм | |
стальной | чугунной | |||||||
5 | 4 | 80 | 25 | 20 | 40 | 12 | 8 | 17 |
10 | 6 | 100 | 30 | 25 | 50 | 15 | 10 | 20 |
20 | 10 | 120 | 40 | 30 | 60 | 18 | 12 | 21 |
8. Выбор приводных муфт
Назначение, принцип действия, конструкции, параметры и методика расчета приводных муфт для соединения валов подробно рассматриваются в учебной и справочной литературе. Широко распространенные муфты стандартизованы и нормализованы. Следовательно, имеется довольно исчерпывающая информация, позволяющая подобрать наиболее подходящие для данных условий тип муфты и ее размеры. Поэтому ниже приводятся только наиболее общие рекомендации по подбору муфт.
Для выбора стандартной муфты необходимо знать тип муфты, присоединительные размеры вала и передаваемый крутящий момент. Тип муфты выбирают в зависимости от требований к ней в данном приводе. Большинство конструкций приводных устройств имеет две муфты: одна соединяет двигатель и редуктор, вторая - редуктор и исполнительный механизм.
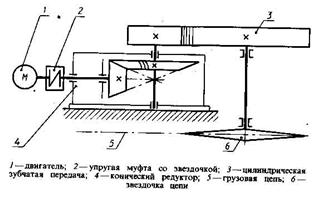
При установке двигателя и редуктора на общей раме допускаемая несоосность невелика. Поэтому от этой муфты не требуется высоких компенсирующих свойств. Так как муфта соединяет быстроходные валы, то в целях уменьшения пусковых и динамических нагрузок она должна обладать малым моментом инерции и упругими свойствами. Чаще всего здесь применяют упругие муфты, с неметаллическими элементами (втулочно-пальцевые, с резиновой звездочкой, с торообразной оболочкой и др.).
Вторая муфта соединяет сравнительно тихоходные валы. Поэтому к ней можно не предъявлять повышенных требований в отношении малого момента инерции. В то же время если исполнительный механизм не располагается на общей раме, то от этой муфты требуются достаточно высокие компенсирующие свойства. Для соединения этих валов рекомендуется использовать компенсирующие жесткие муфты. При одном диаметре вала они имеют меньшие габариты и вес в сравнении с упругими. В приводах, разрабатываемых в курсовой работе, на тихоходном валу устанавливают цепные, зубчатые, кулачково-дисковые муфты.
При постоянном направлении вращения и умеренно нагруженных валах полумуфты сажают на цилиндрические концы валов по переходным посадкам. При реверсивной работе и при значительно нагруженных валах используют посадки с натягом.
При установке полумуфт на конические валы не возникает затруднений, связанных с установкой и снятием их с цилиндрических концов валов. Кроме того, затяжкой полумуфт на конусные концы можно создать значительный натяг в соединении и обеспечить точное радиальное и угловое положение полумуфты относительно вала. Поэтому при больших нагрузках, толчках, ударах и при реверсивной работе предпочтительно устанавливать полумуфты на конусные концы валов, несмотря на более сложное их изготовление.
Полумуфты должны быть закреплены на конце вала или зафиксированы от осевых перемещений. Способы крепления и фиксации полумуфт принципиально не отличаются от способов крепления и фиксации на валах других деталей и изложены в различных пособиях.
Основной паспортной характеристикой любой муфты является крутящий момент, на передачу которого она рассчитана. Для постоянно действующих муфт потребный расчетный крутящий момент
Тм = Тнk
где TН - номинальный длительно действующий момент на данном валу;
k - коэффициент динамической нагрузки, для приводов ленточных конвейеров, k = 1,25...1,5; для приводов цепных, скребковых, винтовых конвейеров k = 1,5...2,0.
По величине расчетного момента подбирается стандартная муфта.
Для выбранной муфты должно выполняться соотношение
Тм £ [Т],
где [Т] - допускаемый момент, передаваемый муфтой.
Для некоторых типов стандартных и нормализованных муфт условием подбора является не только возможность передачи заданного крутящего момента и обеспечение требуемой частоты вращения, но и удовлетворение тем или иным критериям работоспособности. Дополнительные условия и методики расчета по ним приведены в соответствующих разделах методической и справочной литературы.
Список использованной литературы
1. Конструирование узлов и деталей машин: Учеб. пособие для студ. техн. спец. вузов / , . – 8-е изд., перераб. и доп. – М.: Академия, 20с.
2. Чернилевский машин. Проектирование приводов технологического оборудования: Учебное пособие для студентов вузов. 3-е изд., исправл. М.: Машиностроение, 20с.
3. Иванов машин. М: Машиностроение, 1991. – 382 с.
4. Кудрявцев машин. М: Машиностроение, 1980. – 416 с.
5. и др. Расчеты деталей машин. Минск: 1986. – 310 с.
6. Анурьев конструктора – машиностроителя. Том 2. М: Машиностроение, 1982. – 584 с.
7. , Леликов машин: курсовое проектирование. М.: Выс. шк., 1984. – 308 с.
8. Орлов конструирования. М: Машиностроение, 1987. – 316 с.
9. Справочник машиностроителя. Под ред. М: Машиностроение, 1983. – 580 с.
Варианты заданий к курсовой работе
Вариант 1
| Вариант 2 Исходные данные:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Исходные данные:
Исходные данные:
Исходные данные: Вариант 7
| Вариант 8
| ||||||||||||||||||||
Вариант 9
| Вариант 10
| ||||||||||||||||||||
Вариант 11
| Вариант 12
|
Вариант 13

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
