
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Исследование влияния ремонтной сварки на остаточные напряжения сварных соединений стыков труб
,
г. Якутск, Республика Саха(Якутия), Россия
В процессе сварки монтажных стыков трубопроводов формируется поле остаточных сварочных напряжений (ОСН). Остаточные напряжения, при определенных условиях могут существенно влиять на сопротивление усталости сварных соединений. Степень влияния растягивающих ОСН на усталостную прочность сварных соединений зависит от вида соединения, асимметрии цикла, напряженного состояния и характера передачи усилий в элементе или образце. В ряде случаев поле остаточных напряжений играет роль источника энергии для развития возникающей хрупкой трещины [1].
В ходе строительства и эксплуатации трубопроводов, для устранения обнаруженных дефектов сварных швов производится ремонтная сварка. При этом имеющееся распределение ОСН может значительно измениться при выполнении ремонтных операций. Следовательно, при ремонтной сварке эксплуатационных дефектов возникает необходимость контроля уровня напряженно-деформированного состояния в области сварного соединения. Данное мероприятие может повысить работоспособность ремонтных швов.
Исходя из вышесказанного в настоящей работе проведено исследование влияния ремонтной сварки на остаточные напряжения кольцевого стыка трубы диаметром 530 мм толщиной стенки 8 мм из стали 10Г2ФБЮ.
Ремонт проводился согласно РД 558-97 «Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах». Сварочные работы проводились при комнатной температуре. Разделка кромок U-образная с суммарным раскрытием 50-60°С и притуплением 2-3 мм (Рис.1). При сварке использовали источник питания выпрямитель ВД-306. Сварку выполняли в нижнем положении электродами LB-52U в три слоя по режиму: корневой слой – I = 60-80 А, U = 20-24 В, Vсв = 6-8 м/ч; уровень погонной энергии 600-700 кДж/м; заполняющий слой – I = 90-120 А, U = 22-26 В, Vсв = 5-6 м/ч; уровень погонной энергии кДж/м; облицовочный слой – I = 70-100 А, U = 22-26 В, Vсв = 4-5 м/ч; уровень погонной энергии кДж/м;
Измерение остаточных сварочных напряжений проводилось с помощью рентгеновского метода во внешних и внутренних приповерхностных слоях трубы по середине ремонтного шва в семи точках (рис. 2), до ремонта, после разделки кромок и после ремонта (рис.3).
Остаточные сварочные напряжения до ремонтной сварки имеют значительные сжимающие напряжения, достигающие с внутренней стороны трубы около 350 МПа в кольцевом направлении и 300 МПа в осевом. С внешней стороны трубы также преобладают значительные сжимающие напряжения, достигающие около 450 МПа. После разделки кромок уровень остаточных напряжений с внутренней стороны трубы в кольцевом и осевом направлении практически не изменился. Во внешних приповерхностных слоях в кольцевом направление также остается неизменным, а в осевом направлении наблюдается снижение напряжения примерно на 250 МПа.
Перераспределение полей остаточных сварочных напряжений после ремонтной сварки имеет сложный характер. С внешней стороны трубы в осевом направлении наблюдается снижение уровня сжимающих остаточных напряжений в среднем на 45% от первоначальных значений. В кольцевом направлении на расстоянии 15 мм от центра шва также наблюдается снижение уровня сжимающих напряжений в среднем на 50% от первоначального значения. В целом во внешних приповерхностных слоях преобладают сжимающие напряжения. Во внутренних приповерхностных слоях трубы после ремонтной сварки преобладают растягивающие остаточные напряжение. В кольцевом направлении остаточные напряжения увеличились в сторону растягивающих напряжений в среднем на 280 МПа, а в осевом направлении – на 400 МПа.
В целом установлен характер перераспределения ОСН при выполнении ремонтных операций стыка трубы диаметром 530 мм из стали марки 10Г2ФБЮ.
|
|
Рис.1. Параметры разделки кромок | Рис. 2. Точки измерения остаточных сварочных напряжений |
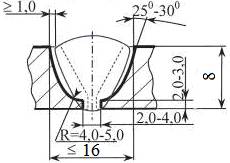

Рис.3. Распределение полей остаточных сварочных напряжений послеремонтной сварки
Литература
1. Труфяков сварных соединений. – Киев: Наукова думка, 1973. – 216 с.
