
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
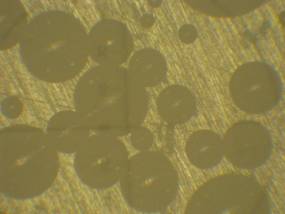
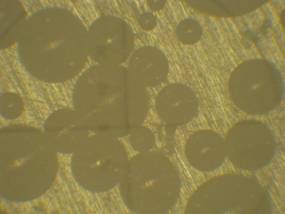
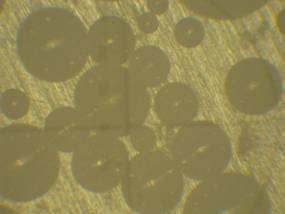
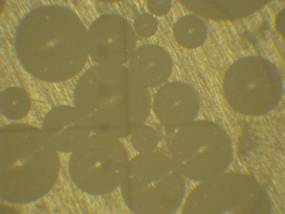
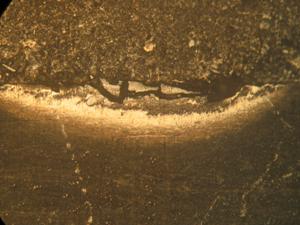
временных и случайных). Для устойчивых источников была характерна постоянная скорость выделения водорода, для временных источников характерно выделение нескольких пузырей и прекращение выделения.
12:30 12:32
12:34 12:36
12:38 12:40
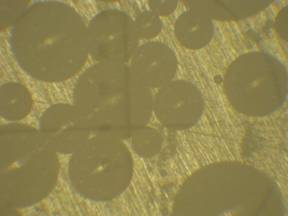
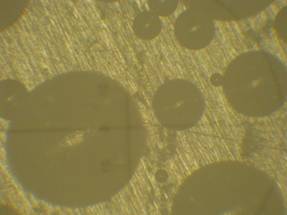
Рисунок 31 – Продолжение микроскопической картины выделения водорода.
Случайные источники выделяли в течение всего опыта лишь один пузырь. В нашем случае четкого разделения источников водорода на приведенные выше категории не замечено. Характерной особенностью проведенных исследований является тот факт, что пузыри крайне не одновременно появляются в поле зрения микроскопа. Это можно объяснить двумя причинами: во-первых, разной длиной диффузионного пути атомов водорода к разным точкам поверхности и, соответственно, разной степенью насыщения поверхностных слоев выходной стороны мембраны; во-вторых, различной каталитической активностью разных участков поверхности по отношению к зародышеобразованию газовых пузырьков водорода.
Методика наблюдения под микроскопом позволяет не только изучать микроскопическую картину выделения водорода, но определять количество выделившегося водорода, исследовать кинетику процесса, коэффициенты диффузии водорода и водородопроницаемость.
Количество выделившегося водорода (V) определяется по формуле:
где d – диаметр пузырька водорода.
Поток водорода вычисляем как:

где τ – время; S – площадь мембраны.
Концентрация водорода на поверхности (сп):
![]()
где l – толщина мембраны; D – коэффициент диффузии.
Эффективный коэффициент диффузии равен:

где τи – время задержки.
Полученные величины позволяют вычислить водородопроницаемость:
![]()
3.2 Исследование водородопроницаемости железа, никеля, титана и циркония с предварительно модифицированными поверхностями
3.2.1 Водородопроницаемость сплавов на основе железа с модифицированными поверхностями химико-термической обработкой и электроискровым легированием
В настоящее время актуальным является применение защитных покрытий для управления диффузионным потоком водорода и его количеством в металле. Покрытия кардинальным образом изменяют химический состав и свойства поверхностных слоев металлов и сплавов [20]. Такое изменение химического состава поверхностных слоев металлов существенным образом влияет на процессы массопереноса водорода через металл. Необходимо выделить, по крайней мере, две причины изменения потока водорода. Первая причина связана с изменением за счет нанесенных покрытий адсорбционных свойств поверхности наводороживаемого металла и изменением кинетики поверхностных процессов. Вторая причина может быть связана с барьерными свойствами нанесенных покрытий.
Анализ научно-технической литературы показал, что число работ по исследованию влияния защитных покрытий на водородопроницаемость невелико. В работе [21] исследована отожженная малоуглеродистая сталь 08кп (феррито-перлитная структура с равноосными зернами феррита размером 10 мкм – 30 мкм) с горячецинковым покрытием толщиной 25 мкм. Водородопроницаемость и диффузионную подвижность водорода изучали электрохимическим методом временного запаздывания с регистрацией потока водорода на выходной стороне образца, которая покрывалась тонким слоем (0,2 – 0,4) мкм палладия. Авторы показали, что горячецинковое покрытие на стали резко (не менее чем на три порядка при комнатной температуре) снижает ее водородопроницаемость, а отжиг покрытия приводит к повышению водородопроницаемости почти до уровня основного металла;
Влияние ионного облучения на водородопроницаемость конструкционных материалов изучено авторами работ [22–24]. В работе [22] исследовано проникновение водорода через поликристаллический никель и ванадиевый сплав в зависимости от способа введения водорода и параметров ионного облучения (таблица 4).
Таблица 4 – Параметры диффузии водорода в поликристаллическом никеле при температуре от 100 оС до 600 оС
Т, оС | Условия диффузии | ЕD, кДж/моль | Do, м2/с |
Т < 353 Т > 353 Т £ 200 Т > 200 Т £ 600 Т £ 350 | Из газовой фазы Из плазмы тлеющего разряда То же – « – При бомбардировке ионами Н+ При изотермическом отжиге облученного образца | 29,5 ± 4, 4 37,4 ± 5,9 9,3 ± 1,4 33,7 ± 4,0 24,7 ± 3,7 32,3 ± 4,8 | (0,25 ± 0,03)×10-7 (1,11 ± 0,15)×10-7 (0,22 ± 0,03)×10-9 (1,11 ± 0,15)×10-7 (0,25 ± 0,03)×10-7 (0,45 ± 0,07)×10-7 |
ЕD – энергия активации диффузии водорода; Do – предэкспоненциальный множитель.
В работе [23] показаны изменения водородопроницаемости стали 12Х18Н10Т после азотирования, окисления и ионного облучения (Н+, N+).
В [24] была изучена защитная способность нескольких типов ионно-плазменных покрытий на стали 20 (предварительно отожженной) против проникновения водорода. Изучали покрытия из чистых металлов Ni, Al, Cr, Ti, а также TiN. Покрытия наносили на установке «Булат» ННВ-6,6-И1 на образцы размером (50´10´2) мм (режим нанесения: температура подогрева 400 оС – 450 оС, время обработки 15 минут, сила тока 70 А, напряжение 200 В, разряжение 0,5 Па – 0,6 Па). Параметры водородопроницаемости изучали с использованием установки путем наблюдения и регистрации пузырьков водорода на выходной (без покрытия) стороне мембраны (таблица 5).
Таблица 5 – Водоропроницаемость и диффузионная подвижность водорода в стали 20 с различными видами ионно-плазменных покрытий
(Lo = 0,2 см)
Вид по–кры- тия | Тол-щи- на по- кры-тия
мкм | Инку- баци- онный пери- од tи, мин | Время потока водо- рода Dt, мин | Поток водо- рода j ×10-7, см3/см2с | Коэффициенты Диффузии | Концентрация (Н2) | Водоро- допрони- цаемость, Р ×10-8, см3/ см2×с | |||
DS×10-6 см2/с | Dо×10-6 см2/с | Dсл×10-10 см2/с | Сп×10-3 | Сгр×10-3 | ||||||
Без покр. TiN Al Al Ni Ti Cr | - 2 0,5 1,0 2 4 1,5 | 2 3 6 10 7 8 15 | 14 15 22 28,5 24 26 31,5 | 3,51 2,81 1,88 1,45 1,66 1,515 1,388 | 7,93 7,42 5,05 3,9 - 4,3 3,5 | 7,93 7,93 7,93 7,93 7,93 7,93 7,93 | - 38,3 7,71 1,35 - 2,79 1,82 | - 7,58 7,44 7,47 7,38 7,20 7,95 | 8,85 7,08 4,74 3,65 4,18 3,82 2,19 | 70,01 56,2 35,44 28,94 - 30,25 17,35 |
Авторами был сделан вывод, что ионно-плазменные Ni, Ti, Al, Cr, TiN покрытия малой толщины (0,5 мкм – 4,0 мкм) вследствие значительного количества дефектов (пористость, неравномерность, трещиноватость) не могут являться надежной защитой стали от наводороживания. Увеличение толщины покрытия должно приводить к снижению вдородопроницаемости. Это подтверждают результаты работ [25, 26], в которых показано, что удельная проницаемость нитрида титана на (2 – 4) порядка ниже проницаемости стали 12Х18Н10Т и нитрид титана является весьма перспективным защитным покрытием.
Влияние поверхностных силоксановых слоев на проникновение водорода в железо исследовано в работе [27]. Нанесенные на железо моно - и полимолекулярные силаксановые слои, структурой и толщиной которых управляли, меняя условия абсорбции и химическую природу исходного силоксана, в кислых и слабощелочных растворах тормозили как суммарный катодный процесс, так и внедрение водорода в металл, в том числе в присутствии промоторов наводороживания. В работе [28] исследовали влияние покрытий, полученных в режиме анодно-искрового разряда, на водородопроницаемость сталей и вентильных металлов. Для измерений водородопроницаемости применяли электрохимический метод. В качестве подложек использовали мембраны из стали 65Г, титана и алюминия толщиной (0,05 – 0,5) мм. Авторами найдено существенное снижение стационарного потока водорода через указанные мембраны.
К числу технологичных методов нанесения покрытий на металлы и сплавы следует отнести химико-термическую обработку (ХТО), частным случаем которой является диффузионная металлизация, и электроискровое легирование. Однако практически отсутствуют данные о применении этих методов нанесения покрытий для защиты металлов от наводороживания. В работе, выполняемой в рамках 3-его этапа контракта, одной из задач было исследование влияния покрытий, полученных химико-термической обработкой и электроискровым легированием, на водородопроницаемость сплавов на основе железа, а также титана, никеля и циркония.
Диффузионные покрытия наносили согласно методик, рекомендованных в [20, 29]. В качестве насыщающих элементов выбраны бор, алюминий, хром и углерод. Обработку проводили при температурах (900 – 1000) ⁰С в течение 4 часов. Для интенсификации процессов нанесения диффузионных покрытий применяли динамические насыщающие среды, описанные в разделе 3.4 настоящего отчета. Толщина полученных слоев составляла при хромировании 20 мкм, при борировании 150 мкм, при алитировании 200 мкм. Толщина цементованных слоев достигала 700 мкм. Электроискровое легирование осуществляли методом вращающегося электрода [30, 32], толщина покрытий не превышала 40 мкм. Во всех случаях покрытия наносились на мембраны из стали 20.
На рисунке 32 показана кинетика изменения потока водорода через мембрану с нанесенным на входную сторону алюминиевым электроискровым покрытием.
Рисунок 32 – Кинетическая кривая выделения водорода на мембране с алюминиевым электроискровым покрытием (j = 50 мА/см2).
Качественно динамика процесса наводороживания мембраны с покрытием мало отличается от наводороживания мембраны без покрытия при тех же значениях плотности тока и толщины пластины (рисунок 7 раздела 3.1.2). Количественные отличия выражены в незначительно меньшей скорости потока водорода и большим временным запаздыванием выхода водорода на обратную сторону мембраны.
Полученные результаты показывают, что электроискровые алюминиевые покрытия не могут служить надежным барьером для проникания водород вглубь металла. Причины несущественного влияния электроискровых покрытий на водородопроницаемость обусловлены в первую очередь высокой пористостью этого класса покрытий и малой их толщиной. Возможно, что изменение химического состава поверхностных слоев мембраны меняет механизм адсорбционных процессов на входной поверхности мембраны. Для выяснения этого вопроса необходимы дополнительные исследования, выполнение которых в рамках данного проекта не предусмотрены.
Сходные результаты получены при наводороживании мембран с медными электроискровыми покрытиями (рисунок 33). Небольшое
Рисунок 33 – Кинетическая кривая выделения водорода на мембране
с медным электроискровым покрытием.
количественное отличие состоит лишь в том, что скорость потока водорода после пятичасового наводороживания через мембрану с медным покрытием равна 3,5 мкл/мин, а через мембрану с алюминиевым покрытием 4,0 мкл/мин. Следует отметить, что в обоих случаях скорость выделения водорода выходит на постоянный уровень, то есть со временем устанавливается стационарный процесс диффузии водорода через мембраны. Практически одинаковые времена запаздывания и несущественные отличия в скоростях выделения водорода на обратных сторонах мембран с алюминиевыми и медными покрытиями, полученными электроискровым легированием, свидетельствуют о том, что вклад таких электроискровых покрытий в регулирование потоков водорода при прохождении его через мембраны незначителен. В этом случае скорость потока водорода определяется химическим и структурным составом материала мембраны. Для более эффективного влияния электроискровых покрытий на выделение водорода необходимо усовершенствовать технологию нанесения покрытий, в частности, применить другие электродные материалы. Для уменьшения пористости в покрытиях, являющейся одной из причин слабой реакции скорости выделения водорода на присутствие покрытия на входной стороне мембраны, может быть рекомендовано применение такого технологического приема как уплотнение покрытия, которое реализуется либо в процессе его нанесения, либо после его нанесения.
Ниже приведены результаты исследования потока водорода через мембраны с диффузионными покрытиями. Цементация мембраны, то есть диффузионное насыщение стали 20 углеродом, привела при плотности тока 50 мА/см2 к снижению скорости выделения водорода в два раза по сравнению с ненауглероженными мембранами (рисунок 34). (Как указано в разделе 3.1, скорость выделения водорода на мембране толщиной 1 мм в исходном состоянии составляла 4,0 мкл/мин). Снижение потока водорода через науглероженную мембрану связано с изменением концентрации углерода в стали, которая при цементации стали 20 повышается от 0,18 % до 1,1 %. Как отмечалось выше (раздел 3.1 отчета), повышение концентрации углерода в стали свыше 0,8 % приводит к снижению потока водорода из-за увеличения в структуре доли цементита, в котором коэффициент диффузии углерода имеет очень низкое значение. Последующая после науглероживания закалка стали привела к снижению скорости потока водорода до значения 0,2 мкл/мин.
Рисунок 34 – Кинетическая кривая выделения водорода на мембране
после цементации.
Принципиально отличается кинетика потока водорода через мембраны после диффузионного насыщения хромом и алюминием. Выделение водорода на обратных сторонах таких мембран начинается раньше, чем на мембранах без химико-термической обработки. Рост скорости выделения водорода происходил в течение 2,5 часов наводороживания до значения 3,2 мкл/мин, затем наблюдалось ее снижение до 2.0 мкл/мин. При дальнейшем наводороживании скорость выделения водорода оставалась неизменной (рисунок 35).
Рисунок 35 – Кинетическая кривая выделения водорода на
хромированной мембране.
Для скорости выделения водорода на алитированной мембране характерен очень большой разброс экспериментальных данных, поэтому затруднительно представить результаты в виде кривой. Хотя заметна тенденция к снижению величины потока после его бурного роста в начале измерений.
Такое поведение потока водорода на мембранах после диффузионной металлизации связано, на наш взгляд, с технологией химико-термической обработки. Как известно, доставка насыщающего элемента к насыщаемой поверхности осуществляется путем образования газообразных соединений и для этого в насыщающую среду вводят различные галоидные добавки, так называемые активизаторы. В работе в качестве активизатора процессов алитирования и хромирования использовали хлористый аммоний NH4Cl, который при температуре обработки разлагается с образованием водорода, который диффундирует в насыщаемый металл вместе с хромом или алюминием. При катодном наводороживании этот водород выделяется из металла в первую очередь, что и приводит к резкому возрастанию измеряемого потока водорода. В последующем происходит выделение на мембране водорода, образующегося в результате электролиза на входной стороне мембраны. В случае алитирования и хромирования также нельзя исключать влияние на перенос водорода через мембрану гидридов, образующихся в диффузионных слоях при катодном наводороживании.
Исследования водородопроницаемости мембран после борирования показали резкое снижение скорости выделения водорода на всем временном отрезке измерений. Скорость выделения находилась в пределах (0,04 – 0,06) мкл/мин, что на два порядка меньше, чем на мембранах без покрытия. Разные скорости выделения водорода на алитированных, хромированных и борированных мембранах обусловлены разным фазовым и структурным составом покрытий. В процессе алитирования формируются пористые слои из алюминида Fe2Al5; при хромировании стали 20 на поверхности образуется твердый раствор хрома в железе, который хотя и уменьшает коэффициент диффузии водорода в железе, но из-за своей малой толщины вклад слоя в массоперенос водорода невелик. При борировании образуются очень плотные двухфазные покрытия из боридов FeB и Fe2B, коэффициент диффузии водорода в которых на несколько порядков меньше, чем в стали без покрытия. Низкая скорость диффузии водорода в боридах и обеспечивает высокие барьерные свойства боридных слоев.
3.2.2 Исследование водородопроницаемости железа и титана с предварительно модифицированными лазерным излучением поверхностями
Исследование водородопроницаемости железа и титана с модифицированными лазерным излучением покрытиями и поверхностью металла без покрытия производилось на образцах стали 20, титана ВТ1-0, стали 20 с предварительно алитированной поверхностью методом химико-термической обработки. Водородопроницаемость металлов при модифицировании лазерным излучением поверхности уменьшается, так как на поверхности появляется перемешанное состояние компонентов металла в состоянии, близком к расплавленному составу.
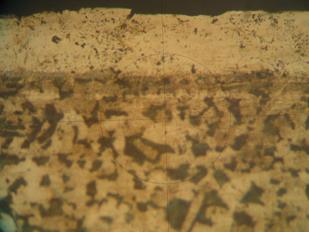
Обработка поверхности стали и титана лазерным излучением производилась на технологической лазерной установке «Квант-15» длиной волны 1, 064 мкм (YAG Nd – лазер). Частота повторения импульсов – 5 Гц, величина перекрытия пятен обработки – 1/3. При обработке стали 20 с предварительно алитированной поверхностью методом химико-термической обработки (рисунок 36) наблюдается ярко выраженная область металла (рисунок 36,б), где перемешаны компоненты покрытия и основного металла.

а б
а – до лазерного воздействия; б – после лазерного воздействия.
Рисунок 36 – Микроструктура алитированной стали.
Между металлом образца и переплавленной областью отчетливо видна переходная зона. Фазовый состав алюминидного покрытия до облучения (рисунок 36,а) представлен алюминидами железа FeAl (на поверхности), Fe2Al5, Fe2Al7 и эвтектоидной смесью Fe2Al7 с алюминием. Твердый раствор алюминия в железе не обнаружен. Углерод, присутствующий в стали, оттеснен из зоны диффузионного слоя, и его максимальная концентрация наблюдалась на границе слоя и основы. Концентрация алюминия в эвтектоидной зоне плавно уменьшалась по мере удаления от поверхности вглубь матрицы. После лазерного воздействия размер зерен и распределение элементов в слое изменяются. Величина зерна уменьшается, а алюминий более плавно распределяется по толщине упрочненной лазером зоны, при этом произошло растворение наиболее богатой алюминием фазы FeAl.
Лазерная обработка привела к равномерному распределению углерода в переходной зоне, при этом зона повышенной концентрации углерода, оттесненного при нанесении покрытия, отсутствует. В зоне расплавленного металла за время длительности импульса в миллисекунды металл не успевает равномерно перемешаться, сформироваться в химические соединения, что наблюдается на шлифах. Большая скорость остывания зоны расплавленного металла приводит к тому, что начинает формироваться мелкокристаллическая структура, отличающаяся от исходной в металле.
Воздействие лазерного излучения на поверхность стали 20 без покрытия методом сканирования показано на рисунке 37. Область лазерного воздействия представляет переплавленный неравномерно перемешанный металл с начинающими формироваться зернами, но структура основного металла и зоны переплава резко отличаются. Как и в предыдущем примере отчетливо видна переходная зона.


(х 250) (х 500)
Рисунок 37 – Микроструктура стали 20 после лазерной обработки.
Обработка поверхности образцов титанового сплава ВТ1-0 (технически чистый титан) (рисунок 38) лазерным излучением производилась на образцах, помещенных ниже фокуса лазерного пучка на расстоянии 8 мм (рисунки 38,а и 38,б) и в фокусе пучка (рисунки 38,в и 38,г). Мощность лазерного излучения на поверхности образцов на рисунках (38,а и 38,в) составляла 300 Вт, а на поверхности образцов на рисунках (38,б и 38,г) – 570 Вт.
Так как в процессе модификации поверхности иногда требуется предварительно нагревать образец до температуры (200 – 1100) ºС на установку дополнительно установлен нагреватель. При работе нагревателя тепловой поток от поверхности предварительно нагреваемых образцов воздействует на фокусирующую линзу лазера и нагревает ее, что отрицательно влияет на ресурс линзы. Повышение ресурса фокусирующей линзы обеспечено за счет ряда специальных конструктивных мер:
- установки между фокусирующей линзой и нагревателем управляемой заслонки, предохраняющей линзу от разрушающего теплового потока нагревателя на стадии предварительного прогрева пластины;
- установки между заслонкой и образцом вспомогательного экрана с отверстиями, конфигурация края которых эквидистантна (подобна, повторяет контур) контуру области обрабатываемой на поверхности образца. Экран выполняет роль своего рода технологической маски, что позволяет снизить поток тепла с поверхности образца на линзу в момент лазерной обработки;
- введением в установку устройства обдува, создающего между линзой и нагревателем слоя движущегося воздуха прямоугольного сечения, чем обеспечивается эффективный отвод потока испаряющегося материала как при лазерной обработке, так и при предварительном нагреве. Это устройство располагается в непосредственной близости от линзы, обеспечивая функцию «воздушной заслонки» от тепла, исходящего с поверхности нагревателя и одновременно охлаждает линзу.

а б


в г
Рисунок 38 – Микроструктура сплава ВТ1-0 после лазерного воздействия.
На рисунке 39 приведены результаты исследований влияния лазерной обработки на поток водорода на мембране из стали 30.
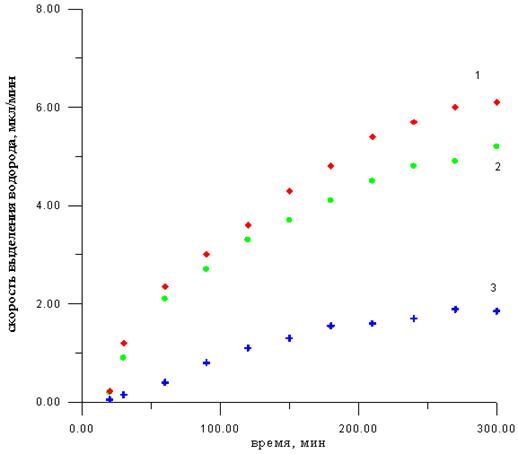
1 – исходное состояние; 2 – поверхностная лазерная закалка; 3 – объемная закалка
Рисунок 39 – Кинетическая кривая выделения водорода на мембране,
обработанной лазерным излучением.
Для сравнения приведены скорости выделения водорода на мембране в исходном состоянии и после объемной закалки. Поток водорода, прошедшего через модифицированную лазерным излучением мембрану значительно превышает поток через закаленную мембрану. Полученные результаты легко объяснить исходя из структурного состояния стали. Как отмечалось выше, после объемной закалки формируется мартенситная структура, обладающая наименьшей водородопроницаемостью. После лазерной закалки на поверхности формируется структура, состоящая из чередующихся упрочненных и разупрочненных участков поверхности, для которых характерна разная диффузионная проводимость водорода. Другая причина повышенной водородопроницаемости обусловлена тем, что при лазерном упрочнении мартенсит образуется только в узкой поверхностной зоне толщиной около 200 мкм. Обе эти причины дают малую долю мартенсита в структуре мембраны, который вносит основной вклад в ослабление водородопроницаемости упрочненной стали.
На рисунке 40 [32] представлена модифицированная установка для лазерной обработки поверхности. Установка состоит из лазера 1, формирующего пучок лазерного излучения, которое с помощью системы зеркал 2 и линзы 3 фокусируются на поверхности пластины 4. Пластина 4 размещена в нагревателе 5, который закреплен на поверхности столика 6, имеющего возможность перемещения по высоте для фокусировки пучка лазерного излучения.
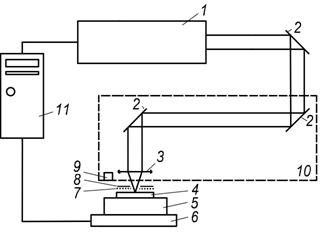
1 – лазер, 2 – зеркало, 3 – линза, 4 – обрабатываемый образец, 5 – нагреватель,
6 – подъемный столик, 7 – экран, 8 – заслонка, 9 – устройство обдува,
10 – летающая оптика, 11 – компьютер.
Рисунок 40 – Установка для лазерной обработки поверхности.
Между линзой 3 и пластиной 4 с нагревателем 5 находится вспомогательный экран 7 с отверстиями, конфигурация края которых повторяет контур обрабатываемой области на поверхности пластины 4, что позволяет снизить поток тепла с поверхности пластины 4 на линзу в момент лазерной обработки. Конструктивно над ней располагается управляемая заслонка 8, установленная с возможностью отвода в горизонтальной плоскости и закрывающая линзу 3 от разрушающего теплового потока нагревателя на стадии начального прогрева пластины 4. Установка также оснащена устройством обдува 9, которое размещено в пространстве между фокусирующей линзой 3 и обрабатываемой поверхностью пластины 4 с нагревателем 5. Зеркала 2 и линза 3 и устройство обдува 9 в установке объединены в узел, называемый «летающая оптика» – 10, который предназначен для сканирования поверхности пластины 4 оптикой в двух взаимно перпендикулярных направлениях. Управление установкой осуществляется персональным компьютером 11.
При высоких температурах нагрева образца разогрев фокусирующей линзы не исключается, несмотря на принятые меры. С целью предотвращения перегрева линзы произведена следующая доработка установки: обрабатываемая пластина помещена в замкнутый объем из теплоизолирующего материала, а лазерное облучение производится через оптический фильтр, пропускающий излучение в спектральном интервале (области) длины волны рабочего лазера и не пропускающий излучение инфракрасного диапазона волн [33].
Понятно, что при обработке поверхности лазерным излучением не инфракрасного (ИК) диапазона данный способ позволяет исключить тепловую нагрузку на линзу, но и при работе на длине волн ИК диапазона данный метод показал высокую эффективность. Для подтверждения эффективности способа рассмотрим СО2-лазер – наиболее распространенный тип технологического лазера ИК диапазона с длиной волны λ = 10,6 мкм.
Рассмотрим теоретические предпосылки способа, касающиеся использования специального фильтра. Если рассматривать материал как тепловой излучатель (неселективный, т. к. спектр излучения пока нам не известен), то без учета коэффициента серости, т. е. по сути абсолютно черное тело (АЧТ), энергетическую светимость М(λ) можно описать формулой Планка для излучения АЧТ:
 ,
,
где С1 и С2 константы, заданные для обрабатываемого материала; λ – длина волны, мкм; T – температура излучателя по абсолютной шкале, К.
Положим, что в качестве фильтра выбран материал, представляющий собой аналог полосового фильтра, пропускающий излучение с длинами волн в достаточно широком спектральном интервале (Δλ0.5 > 0.25λmax) и блокирующий все остальные длины волн в рабочей спектральной области Δλ (рисунок 41).

![]()
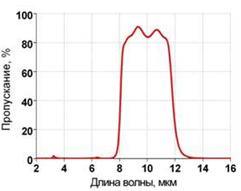
Рисунок 41 – Характеристика полосового фильтра на подложке из германия.
Для оценки численных значений мощности излучения полагалось, что температура излучаºС (873 К). Подобный расчет можно провести и для другого значения температуры излучателя, например, 800ºС (рисунок 42).
Полная плотность энергетической светимости Q в диапазоне длин волн от 8 мкм до 12 мкм составит (с единицы площади):
 .
.
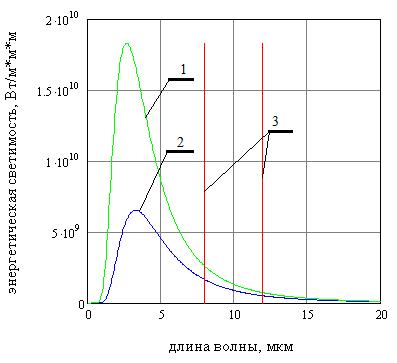
1 – энергетическая светимость подложки ситалла при температуре 800 ºС;
2 – энергетическая светимость подложки ситалла при температуре 600 ºС;
3 – зона пропускания фильтра.
Рисунок 42 – Энергетическая светимость подложки ситалла.
С 1 мкм2 это составит: Q = 3,823×10-9 Вт (Вт/мкм2);
С 1 см2: Q×108 = 0,382 Вт (Вт/см 2).
Вся подложка площадью около 29 см 2 (4,8×6,0 см2 = 28,8 см2) в этом диапазоне излучает – 28,8×Q×108 = 11,011 Вт.
Во всем диапазоне длин волн (интеграл подсчитан в диапазоне от 0 до 500 мкм) – около 110 Вт.
Излучение происходит во внешнюю полусферу равномерно (2π стерадиан). Если расстояние между подложкой ситалла и линзой составляет 76,2 мм, а приемная площадка имеет размер ~ Ø10 мм верхняя оценка мощности, падающей на приемную площадку во всем спектральном диапазоне, составит
D=10×103 мкм; A = 28,8×108 мкм2; L =76,2×103, мкм; εt = 0,9; tc = 1; t0 = 1.
 Вт,
Вт,
где F – мощность, падающая на приемную площадку, Вт; D – диаметр приемной площадки, мкм; А – площадь подложки, мкм2; L – расстояние между линзой и подложкой, мкм; τc , τ0 – коэффициенты пропускания (среды, в которой распространяется излучение, и защитного стекла, которое может быть установлено дополнительно); εt – коэффициент серости.
При установке светофильтра (в диапазоне 8 – 12 мкм с пропусканием около 85 %)
D=10×103 мкм; A = 28,8×108 мкм2; L =76,2×103, мкм; εt = 0,9; tc = 1; t0 = 0,85.
 Вт.
Вт.
Таким образом, из расчетов следует, что применение фильтра (аналога полосового фильтра) позволяет дополнительно более чем в 10 раз уменьшить тепловую нагрузку на линзу.
3.3 Определение водородоемкости пористых металлических материалов
3.3.1 Определение водородоемкости пористых сред
Металлгидриды в последние десять лет устойчиво занимают лидирующие позиции в технологии хранения водорода. Однако, теоретический предел емкости в настоящее время не достигается, и составляет лишь проценты от массы носителя при нормальной температуре. Представляется возможность увеличения емкости материалов за счет использования явления несимметрического переноса газа в пористых средах. Предварительные теоретические исследования показывают, что при формировании неизотропного распределения молекул по направлениям в пористой среде возможно увеличение актов взаимодействия молекул с поверхностью, что может приводить к увеличению вероятности сорбции (как физической, так и химической) материалом образца. Движение газа в каналах размером (10 – 100) нм характеризуется существенным увеличением доли свободно-молекулярного течения. Действительно, длина свободного пробега при нормальных условиях для большинства газов составляет порядка 102 нм, то есть, соизмерима с характерными размерами каналов мембран.
Несимметрические явления наблюдались в материалах различной природы – в керамических, полимерных, и даже в каталитически-активных пористых системах [34 – 35]. Показано, что общим для эффектов несимметрического газопереноса является то, что они наблюдаются в области давлений и размеров пор, где влияние вязкого потока минимально, т. е. реализуется режим течения, близкий к свободно-молекулярному (число Кнудсена Kn>1), в котором молекулы в основном взаимодействуют с поверхностью пор [36]. Таким образом, доказано, что эффекты несимметрического газопереноса и катализа связаны с характером взаимодействия молекул газа с внутренней поверхностью пор. [37 – 43].
В качестве объекта исследований в данной работе были выбраны пористые среды, полученные с помощью СВС-технологии (рисунок 43). В работе использовались газы: диоксид углерода, гелий, водород. Первые два газа тестовые. Водород – рабочий газ для исследований. Размеры образца: диаметр – 40 мм, толщина – 4 мм.
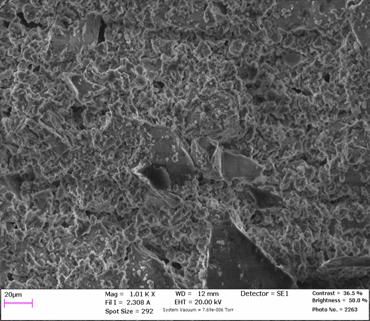
Рисунок 43 – Скол образца оксида алюминия.
Согласно работе [40] при рассмотрении движения газа через пористую среду, для упрощения задачи представляют пористую среду набором гладких капилляров одинакового радиуса. Затем записывают уравнение Больцмана, и граничные условия для него. В качестве граничного условия полагают, что часть молекул отражается от поверхности зеркально, другая часть – диффузно, т. е. молекулы вылетают с поверхности изотропно по направлениям и с максвелловским распределением по скоростям. Долю диффузно отраженных молекул называют коэффициентом аккомодации.
При различных коэффициентах аккомодации, движение молекул в капилляре может быть регулярным, когда координаты и скорости молекул определяются граничными условиями на входе в канал, либо стохастичным (случайным), когда молекула «забывает» о граничных условиях, а ее движение определяется только свойствами самой системы (в нашем случае взаимодействием молекулы со стенкой).
Установка для измерения проницаемости газов через мембраны состоит из пяти основных блоков:
- диффузионная ячейка: исследуемую мембрану помещают в диффузионную ячейку, изготовленную из нержавеющей стали и герметизируют ее, используя фторопластовые прокладки, так как рабочие температуры высокие. Рабочая площадь мембраны, помещённой в диффузионную ячейку, составляет 3 см2;
- печка с нагревателями и охладителями: диффузионную ячейку с исследуемой мембраной помещают в печку, внутри которой находятся нагревательные элементы, обеспечивающие достижение температуры газа требуемого значения до поступления газа в ячейку, а снаружи – охладители, для понижения температуры газа до комнатной. Температура газа внутри мембраны контролируется датчиком температуры;
- набор электромагнитных клапанов: дает возможность простым переключением клапанов менять направление потока газа через мембрану, не разбирая диффузионную ячейку. Таким образом, исключается возможность разгерметизации установки;
- датчик расхода: служит для измерения объема газа, прошедшего через мембрану, что позволяет рассчитать проницаемость мембраны по тому или иному газу.
- набор датчиков давления: позволяет определять и поддерживать разность давлений по обе стороны от мембраны при различных экспериментальных условиях с высокой точностью.
![]() Принципиальная схема установки показана на рисунке 44. Установка предназначена для исследования зависимости проницаемости газов от температуры для разных типов мембран. Газ из баллона (6), проходя через редуктор (7), поступает в печку (16). В печке газ, проходя через длинный участок трубы, выполненный в форме спирали (нагревательный элемент), нагревается до заданной температуры.
Принципиальная схема установки показана на рисунке 44. Установка предназначена для исследования зависимости проницаемости газов от температуры для разных типов мембран. Газ из баллона (6), проходя через редуктор (7), поступает в печку (16). В печке газ, проходя через длинный участок трубы, выполненный в форме спирали (нагревательный элемент), нагревается до заданной температуры.
1-5 – клапаны; 6 – баллон с газом; 7 – редуктор; 8, 23 – вентиль тонкой регулировки;
9, 22, 25 – датчик давления; 10, 11, 19, 20 – переходники; 12, 18 – охладители;
13, 17 – нагреватели; 14 – датчик температуры; 15 – мембранная ячейка с мембраной;
16 – печка; 21 – датчик расхода; 24 – буферный объем; 25 – насос.
Рисунок 44 - Схема измерительной установки.
Нагретый газ поступает в ячейку (15), в которой находится мембрана. На выходе из печки трубка также свернута в спираль (охладитель). Количество витков всех спиралей подобрано так, чтобы температура газа, проходящего через соответствующие участки, успела достигнуть необходимого значения. Для контроля температуры газа внутри ячейки используется датчик температуры (14). В зависимости от того, в какую сторону – прямую или обратную – необходимо измерить проницаемость мембраны, на входе в печку открываются клапаны (1) или (4), а на выходе из печки – (3) или (2) соответственно. Давление газа, поступающего в печку, измеряется датчиком давления (9), давление газа, вышедшего из печки и прошедшего через охладитель, – датчиком давления (22). Расход газа измеряется датчиком расхода (21). Участок трубки, включающий в себя нагревательные элементы, мембранную ячейку и охладители, выполнен из нержавеющей стали. В качестве материала трубки выбрана нержавеющая сталь в виду высоких температур газа на данном участке. Все быстроразъемные соединения и переходники выполнены так же из нержавеющей стали. Для нагрева газа выбрана печка SNOL 8.2/1100, технические характеристики которой приведены в таблице 6.
Таблица 6 - Характеристики используемой печки SNOL 8.2/1100
Мощность, кВт | 1,8 |
Напряжение, В | 220 |
Частота, Гц | 50 |
Число фаз | 1 |
Номинальная температура в рабочем пространстве, °С, не менее | 1100 |
Среда в рабочем пространстве | воздух |
Размеры рабочей камеры, мм, не менее: | |
Ширина | 190 |
Длина | 295 |
высота | 133 |
Время разогрева электропечи до номинальной температуры без садки, мин, не более | 50 |
Стабильность температуры в установившемся режиме, без садки, °С, не хуже | ±4 |
Неравномерность температуры без садки, °С, не более | ±10 |
Диапазон автоматического регулирования температуры, °С | 400:1100 |
Габаритные размеры, мм, не более: | |
ширина | 440 |
длина | 525 |
высота | 510 |
Масса, кг, не более | 33 |
Максимальные рабочие температура и давление газа в установке составляют 300 оС и 0,5 МПа соответственно. Исходя из данных параметров, выбраны электромагнитные клапаны, датчики давления, расхода и температуры. Технические характеристики данных устройств приведены в таблице 7.
Таблица 7 - Технические характеристики установки
Параметры | Клапан с прямым электромагнитным управлением | Датчик давления | Датчик расхода |
Диапазон рабочих давлений | До 1 МПа | (0 ÷ 1) МПа | (-0,07 ÷ 0,3) МПа |
Диапазон рабочих температур | (-20 ÷ 184) оC | (0 ÷ 50) оС | (0 ÷ 50) оС |
Номинальный диапазон расхода | (0 ÷ 0,5) норм. л/мин | ||
Рабочая среда | Среда без коррозион-ноактивных или взрывоопасных газов | Сжатый воздух, некоррозион-ноактивные газы | Сжатый воздух |
Выход | Аналоговый (1÷ 5) В | Аналоговый (1 – 5) В | |
Погрешность измерений | ±2% от полного диапазона |
|
В случае значения рабочего давления, превышающего 0,3 МПа, датчик расхода заменяется переходником и газовый поток определяется методом постоянного объема. Клапан (5) и насос (26) используются для получения вакуума в объеме (24), в процессе измерения клапан (5) закрыт. Газ из охладителя через игольчатый вентиль тонкой регулировки (23) поступает в объем (24), вызывая увеличение давления. Если поток газа постоянен, то происходит линейное повышение давления. По скорости изменения давления определяют газовый поток.
В момент прекращения откачки газа из вакуумной камеры в ней возникает газовыделение адсорбированных газов, приводящее к нелинейному повышению давления. Для измерения газового потока с требуемой погрешностью газовыделение должно быть пренебрежимо мало по сравнению с измеряемым потоком. Этого можно достичь длительной предварительной откачкой вакуумной камеры.
После начала подачи газа в установку из баллона производится тонкая настройка давления на входе в мембрану с помощью редуктора. Далее выставляется начальная температура печки, которая выбирается исходя из типа газа и мембраны.
Значения температуры, расхода и давления газа до и после мембраны через постоянный интервал времени через аналогово-цифровые преобразователи поступают в ПК и выводятся на экран. Через определенное время происходит выход процесса на стационар и устанавливается постоянная разность давлений газа до и после мембраны. При достижении данного состояния системы производится измерение времени прохождения через мембрану конкретного объема газа. Объем газа выбирается из соображений минимизации погрешности.
С полученными экспериментальными величинами легко посчитать объемный поток газа, производительность мембраны и проницаемость газа в зависимости от физических величин (давления, температуры).
Были произведены измерения проницаемости мембраны в двух различных режимах: интегральном и дифференциальном.
Методика измерения проницаемости в интегральном режиме заключается в следующем: после установления постоянной разности давлений до и после мембраны измеряется время прохождения через мембрану конкретного объема газа, который выбирается из соображений минимизации погрешности. С полученными экспериментальными величинами легко посчитать объемный поток газа, производительность мембраны и проницаемость газа в зависимости от физических величин (давления, температуры).
Основные соотношения, используемые при обработке экспериментальных данных:
Объемный поток газа:
![]() [л/час] (3.3.1)
[л/час] (3.3.1)
где: Q – объемный поток газа через мембрану, л/ч; V – объем, прошедшего через мембрану газа, л; t – время натекания объема V, ч.
Производительность мембраны:
![]() [л/(ч·атм)] (3.3.2)
[л/(ч·атм)] (3.3.2)
где: П – производительность, л/ч∙атм; Pдо и Pпосле – давление газа до и после мембраны, атм.
Проницаемость газа через мембрану:
![]() [л/(ч·атм·м2)] (3.3.3)
[л/(ч·атм·м2)] (3.3.3)
где: J – проницаемость газа через мембрану, л/ч∙м2∙атм; S – площадь мембраны, м2.
Расчет погрешностей проводился исходя из следующих условий:
1) Погрешность измерения давления, расхода и температуры бралась как приборная (±2%);
2) Так как вся система была автоматизирована, то погрешность измерения времени определялась по последней цифре.
Методика измерения проницаемости в дифференциальном режиме заключается в следующем: после установления постоянной разности давлений до и после мембраны. Выбирается постоянный перепад давления через мембрану. При снятии каждой точки выставляется определенное значение среднего давления при постоянном выбранном перепаде. Измеряется время изменения давления после мембраны, при этом это изменение выбирается много меньшим перепада давления.
Объем натекшего газа через мембрану:
![]() [л] (3.3.4)
[л] (3.3.4)
где p-давление после мембраны; Dp – перепад.
Проницаемость газа через мембрану:
![]() [л/(ч·атм·м2)] (3.3.5)
[л/(ч·атм·м2)] (3.3.5)
Расчет погрешностей проводился исходя из следующих условий:
3) Погрешность измерения давления, расхода и температуры бралась как приборная (±2%);
4) Так как вся система была автоматизирована, то погрешность измерения времени определялась по последней цифре
![]() .
.
Десорбцию из образцов определяли по зависимости давления (датчик 25) в известном объеме 24 от времени истечения газа из образца 15 при снижении давления (открытые клапаны 2, 3 и 23, клапан 5 закрыт). Перед измерением, образец предварительно «накачивали», т. е. выдерживали в течение 5 минут при давлении 8,5 атм. при открытых клапанах 1 и 4 и закрытых 2, 3, 23 и 5. Затем клапаны 1 и 4 перекрывались, открывались 2,3 и 23. Давление в объеме 24 повышалось, полученная зависимость обрабатывалась, для определения емкости пористой среды, и определения в каком соотношении находится газа в сорбированном и свободном состояниях.
На описанной выше установке при заданной температуре в ячейку с мембраной со стороны селективного (или в противоположном случае подложки) слоя подавался газ под давлением 8,5 атм. При установившемся значении в 8,5 атмосфер по обе стороны от мембраны (около 5 минут) газ сбрасывался из системы до атмосферного давления, после чего система изолировалась и наблюдался рост давления в буферном объеме, за счет десорбировавшегося из мембраны газа. Наблюдение останавливалось, когда давление в буферном объеме на протяжении 10 минут оставалось неизменным. Графики зависимости количества газа десорбировавшегося из системы в буферный объем от времени наблюдения представлены на рисунках (45 – 49).
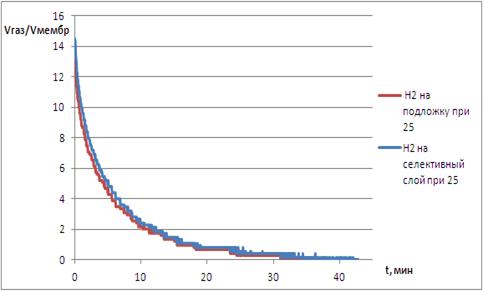
Рисунок 45 – Количество газа десорбировавшегося из мембраны при подаче давления со стороны подложки и селективного слоев от времени при 25°C.
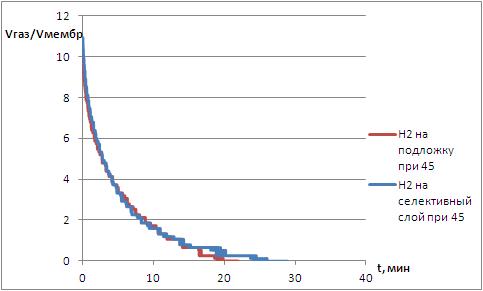
Рисунок 46 – Количество газа десорбировавшегося из мембраны при подаче давления со стороны подложки и селективного слоев от времени при 45°C.
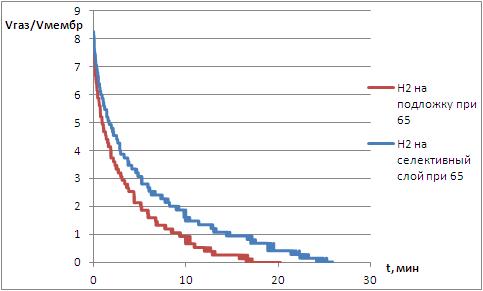
Рисунок 47 – Количество газа десорбировавшегося из мембраны при подаче давления со стороны подложки и селективного слоев от времени при 65°C.
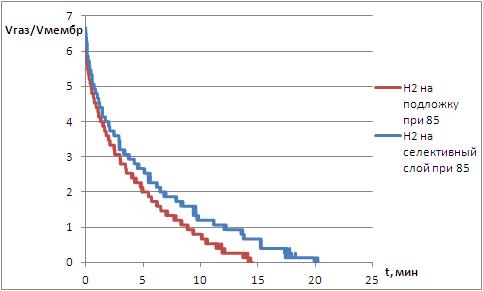
Рисунок 48 – Количество газа десорбировавшегося из мембраны при подаче давления со стороны подложки и селективного слоев от времени при 85°C.
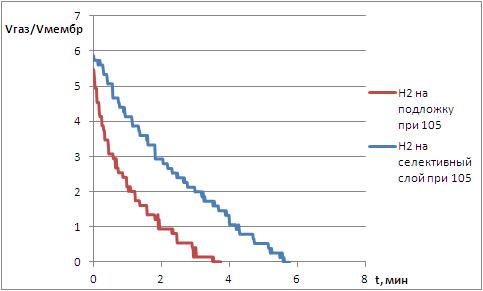
Рисунок 49 – Количество газа десорбировавшегося из мембраны при подаче давления со стороны подложки и селективного слоев от времени при 105°C.
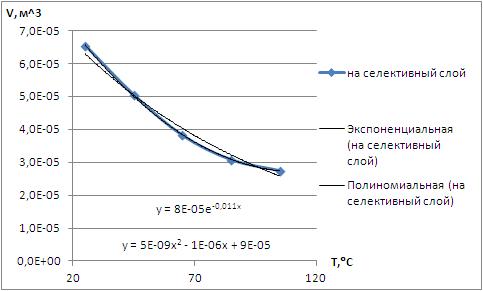
Сводный график по всем температурам представлен на рисунке 50. Как и ожидалось, на графиках наблюдается убывание с ростом температуры, как и количества газа десорбировавшегося из системы, так и времени необходимого на выход газы из мембраны. Графики водородоемкости от температуры представлены на рисунке 51.
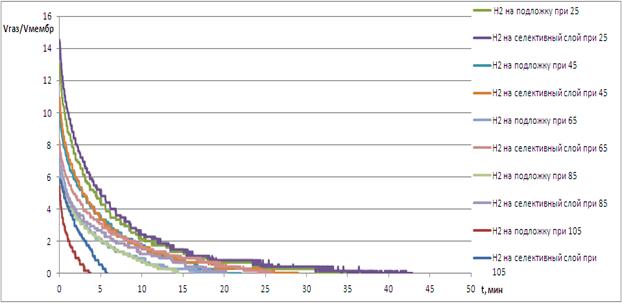
Рисунок 50 – Количество газа десорбировавшегося из мембраны от времени
при различных температурах.
а
б
в
Рисунок 51 – Водородоемкость образца BN от температуры.
Как видно из рисунка 51 наблюдается зависимость количества десорбировавшегося газа из мембраны не только от температуры, но и от того на какой слой подавалось давление в начале. При построении экспоненциальной линии тренда можно наблюдать совпадение экспоненциального множителя, в связи с чем можно сделать вывод, что энергия активации при обеих подачах остается неизменной. И причиной такой разницы может быть только различие в количестве взаимодействий молекул с поверхностью послойно.
На рисунке 52 представлена зависимость избыточного давления в буферном объеме от времени наблюдения. Из рисунка 52 видно, что, несмотря на то, что емкость мембраны недостаточна (таблица 8) для самостоятельного хранения водорода в мембране, но из-за времени вытекания этот материал можно использовать в качестве барьерного слоя для предотвращения быстрого вытекания газа из хранилища для предотвращения техногенных аварий.
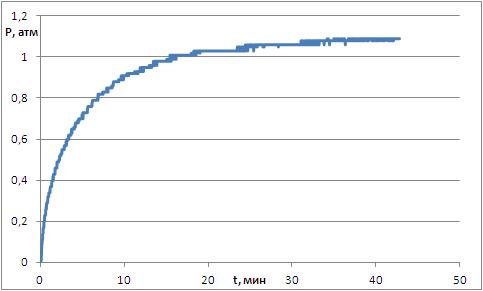
Рисунок 52 – Значение избыточного давления в буферном объеме
от времени десорбции при температуре 25°C.
Таблица 8 – Массовые доли сорбированного вещества при различных
температурах
T, °C | на подложку | на селективный слой |
25 | 0,775148 | 0,866213 |
45 | 0,59743 | 0,661432 |
65 | 0,452187 | 0,495948 |
85 | 0,364927 | 0,396466 |
105 | 0,32526 | 0,350004 |
На мембранах из AlO2 существенных значений сорбированного газа не наблюдалось. На металлокерамических образцах NiAl наблюдались следующие десорбционные характеристики (рисунок 53).
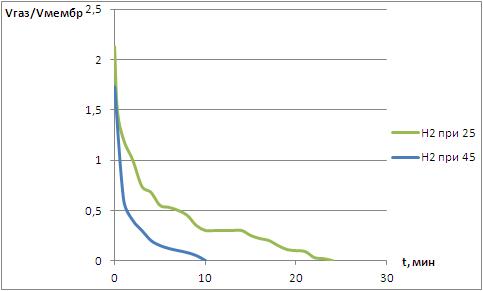
Рисунок 53 – Количество газа десорбировавшегося из мембраны от времени
при различных температурах.
Значения десорбции из образцов при подаче на селективных слой и подложку не выявили за собой никакой разницы, полностью укладываясь в погрешность измерения. Количество сорбированного металлокерамической мембраной газа проигрывает по своему значению мембране из BN. Также наблюдается уменьшение времени вытекания газа из образца практически в 2 раза (рисунок 54). Это вероятно связано с менее разветвленной структурой пористой среды.
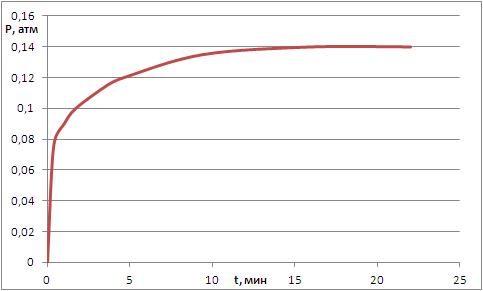
Рисунок 54 – Значение избыточного давления в буферном объеме
от времени десорбции при температуре 25°C.
Время выхода молекул из среды, обусловленное увеличением количества столкновения молекул с поверхностью, и как следствие увеличением количества сорбированного вещества на поверхности, а так же “запутываением траектории” движения молекул в объеме газа, значительно меньше, чем в случае с NB. “Запутывание траектории” связано с неизотропным рассеянием молекул с внутренней поверхности пор, и как следствие увеличением времени жизни молекулы в среде, так как молекула движется по практически замкнутым траекториям движения. Возникновение неизотропного рассеяния молекул с поверхности обусловлено стохастизацией фазовых траекторий молекул внутри канала. Наиболее просто этот процесс рассматривается на основе модели “перемешивающие биллиарды”, в которой отражение молекул с поверхности, смоделированной в виде пораболических лунок, происходит зеркально. Аналитически получено, что в таком случае, при параметре стохастизации (зависящим от геометрических параметров канала) K<<1, распределение молекул по направлениям вылета с поверхности имеет Гаусовский вид, т. е. молекулы вылетают преимущественно по направлению к нормали к внутренней поверхности поры. Модель “белого шума”, рассматривает отражение молекул от поверхности канала в виде эпюр рассеяния, при A>0 распределение молекул по направлениям вылета с поверхности также стохастизуется и выстраивается в направлении нормали к внутренней поверхности поры, но в отличии от “перемешивающих биллиардов” позволяет получать различные степени стохастизации системы, и как следствие различные степени отклонения отражения от диффузной модели, что позволяет характеризовать подобное отражение от различных поверхностей. В случае с моделью “перемешивающее биллиарды”, параметр K характеризует время выстраивания распределения внутри канала. Условно, если время выстраивания распределения внутри канала больше, чем время нахождения молекулы внутри при диффузном рассеянии, то распределение выстраивается, в противоположном случае распределение не выстраивается. Следует отметить, что при K<<1 время нахождения молекулы внутри канала значительно возрастает и следить за поведение распределения внутри канала становится крайне сложной задачей. В связи с этим рассмотрение отражения молекул с поверхности по модели “белый шум” является более предпочтительным.
